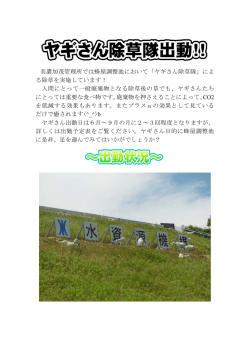
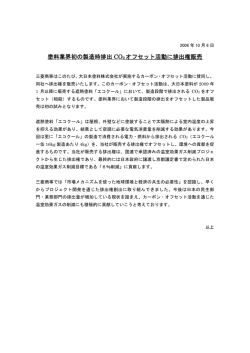
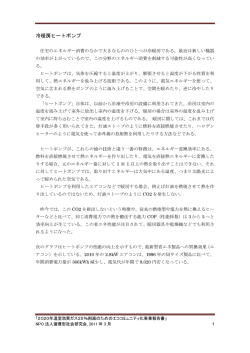
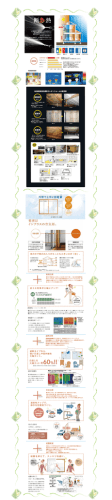
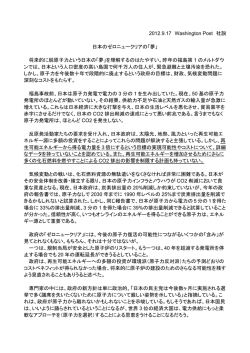
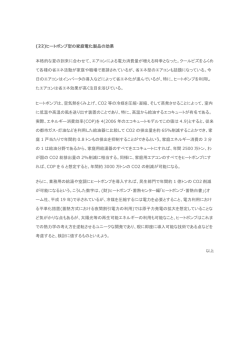
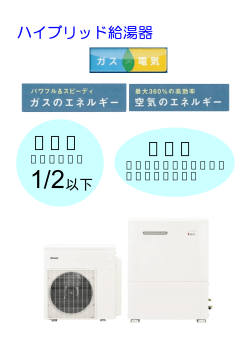
玉井, 安井, 芹川, 森永, 土肥, 黒河, 大西, 畝田:CMP における材料除去能率向上に向けた研磨抵抗の要因解析, 先端加工学会誌 第 29 巻 第1号, 2011.1 CMP における材料除去能率向上に向けた研磨抵抗の要因解析 玉井一誠 *1,*2 安井晃仁 *1 芹川雅之 *1 森永 均 *1, 土肥俊郎 *2 黒河周平 *2 大西修 *2 畝田道雄 *3 Analysis of Polishing Friction Factor for Material Removal Rate Improvement in CMP Kazusei TAMAI, Akihito YASUI, Masayuki SERIKAWA, Hitoshi MORINAGA Toshiro K DOI, Syuhei KUROKAWA, Osamu OHNISHI, Michio UNEDA Abstract- CMP is made up of chemical and mechanical factors and its collaborations. The mechanical energy given from the platen will be converted to the abrasion energy through abrasives and the pad. In the past study 1) , the chemical and mechanical factors for CMP process have been investigated. And we found that the larger particle and irregular shape of particle gave higher polishing friction and material removal rate whatever the abrasive material and the physical property of slurry are. This means the friction control is important to obtain higher material removal rate. In this study, we investigated the relationship between the friction energy and the material removal rate more focusing on mechanical factors and collaborations with chemical factors. And we found the active particle number and its morphology are important on material removal rate. As a conclusion, in order to obtain improved material removal rate, the friction energy need to be maximized with increasing of the number of active (adhered) particles and controlling the particle morphology Key words: friction, chemical-mechanical polishing, active particle, removal rate 1. 緒 言 CMP(ケミカルメカニカルプラナリゼーション) に求められる要件は①平 坦性, ②平滑性, ③無欠陥, ④無汚染および⑤高生産性である. 近年, CMP プロセスコスト削減のために高生産 性が益々求められるようになってきている.生産 性を高める効果的な方法のひとつとして,材料 除去能率を向上することが挙げられる.高効率 で安定な CMP プロセスを確立するためには,研 磨機構を理解することが必要である. 本研究では,メカニカル作用に注目して研磨 抵抗と材料除去能率の関係を調査し,最も効率 よく材料除去能率を向上するための重要要因を 見出したので報告する. *1㈱フジミインコーポレーテッド, (〒509-0109 各務 原市 テクノプラザ 1-8) *2 九州 大学 大学院 工 学府 (〒819-0395 福 岡 市西区 元岡 744 番 地 ) *3 正会 員 金沢工 業大 学 工学 部 (〒921-8501 石川郡野々市町 扇が丘 7-1) 2.実験方法 評価は3つの分野に分けて次の方法で行なっ た.2.1 砥粒サイズと個数の効果 研磨砥粒数サイズと個数の効果を調査するた めに,研磨 機にはエンギス社製卓 上研 磨機 EJ-380IN を用いた.研磨条件は荷重 180hPa, 研磨ヘッド,プラテン回転数,各 100rpm で,研 磨パッドにはニッタハース製 IC-1010 を用いて研 磨評価を行なった.それぞれ平均一次粒子径 6, 12, 30nm の単分散シリカスラリーを用いて,被研 磨材料として 30mm 角の窒化珪素膜付きシリコン ウェハを研磨して,材料除去能率を比較評価し た.材料除去能率は,研磨前後のウェハの重量 減と窒化珪素膜密度から,用いたシリカスラリー の砥粒数は濃度と一次粒子径より算出した. 2.2 被研磨物への砥粒付着の効果 砥粒と被研磨物の表面電荷による被研磨物 への砥粒の付着性の効果を評価するために,ゼ ータ電位測定装置(大塚電子製, ELS-Z)を用い, pH3∼10 の範囲で砥粒と被研磨物,それぞれの ゼータ電位挙動を調査した. 被研磨物に対する砥粒の付着性はスラリーに 被研磨物を浸漬することで評価した.被研磨物 浸漬後,脱イオン水中で 30 秒間洗浄,その後窒 玉井, 安井, 芹川, 森永, 土肥, 黒河, 大西, 畝田:CMP における材料除去能率向上に向けた研磨抵抗 の要因解析, 先端加工学会誌 第 29 巻 第1号, 2011.1 3.1 砥粒サイズと個数の効果の解析 CMP は砥粒と被研磨物の間の連続した摩擦 により進行する.したがって,砥粒は摩擦の重要 要因のひとつである.そこでまずはじめに,砥粒 サイズと個数の材 料除 去能 率に対する効果を 調 査した.図1は窒化 珪素除 去能 率(nm/min, 1 分間あたりの材料除去量)の砥粒数依存性を 示している. この結果から,砥粒数が多いほど,材料除去 能率は高い結果であることが判った.また,その 傾 向は小さい砥粒に比べて砥 粒サイズが大き いほど顕著であることが判った.このことは,接 触面積に依存していると考えられる.個数が多 いほど接触点が増加し,砥粒サイズが大きいほ ど,砥粒ひとつあたりの接触面積が増える.その 結果,接触面積の総和が増大し,被研磨物との 摩擦が増大することで,材料除去能率が増大す る.このように,砥粒数が材料除去能率を制御 する大きな要 因のひとつであることが示 唆され る. 12nm particle case Contact Area Size 6nm particle case Contact Area Size 30 at pH4 30nm silica 25 20 Polisher: Engis EJ-380IN Wafer: 30mm 2 Silicon nitride Pad: Niita Haas, IC-1010 Head/Platen speed: 100/100rpm Down Force: 180hPa 12nm silica 15 10 6nm silica 5 0 0.0E+00 5.0E+19 1.0E+20 1.5E+20 2.0E+20 2.5E+20 Silica Particle Number (Number/l) Fig. 1. The silicon nitride removal rate depends on the particle number. 100 Silicon Nitride Removal Rate (nm/min) 3.実験結果と考察 30nm particle case Silicon SiliconNitride NitrideRemoval RemovalRate Rate(nm/min) (nm/min) 素ガスブローにより乾燥させ,表 面を走査 型 電 子顕微鏡(SEM)にて単位面積あたりの砥粒の付 着数をカウントした. 本項目での研磨評価には,荏原製作所製研 磨機, EPO-113D を用い,研磨 条 件には荷 重 350hPa,研磨ヘッド回転数 119rpm,プラテン回 転 数 121rpm , 研 磨 パッ ド にはニ ッタ ハー ス 製 IC-1530 k-groove を用いた. 研磨抵抗評価に は,研磨機付属のプラテン電流値を利用したエ ンドポイント検知装置を用いた.被研磨物には窒 化珪素膜付きシリコンウェハ,研磨スラリーには 5wt%でpH を 3∼9 の範囲で調製したシリカスラリ ーを用いて研磨試験を行 なった.そのときの研 磨抵抗,材料除去能率と被研磨物への砥粒の 付着数との関係を比較評価した. 2.3 砥粒の表面形状違いによる効果 砥粒表面形状の違いによる評価には CETR 社製の卓上研磨機,CETR CP-4 を用い,研磨 条件には荷重 350hPa,研磨ヘッド,プラテン回 転数は各 100rpm,研磨パッドにはニッタハース 製 IC-1000 k-groove を用いた.被研磨物には PE-TEOS 膜付きシリコンウェハを用い, 表面が 平滑なシリカと表面に凹凸があるシリカスラリーの 材料除去能率と研磨抵抗の違いを調査した. 90 80 70 60 50 40 30 Polisher: Ebara EPO-113D Wafer: 200mm Silicon nitride 20 Pad: Niita Haas, IC-1530 k-grv Head/Platen speed: 119/121rpm 10 Down Force: 350hPa 0 1 2 3 4 5 6 7 Slurry pH (-) 8 9 10 Fig. 2. The silicon nitride removal rate depends on the slurry pH しかしながら,単に砥粒数 だけでは,図2に示 す材料除去能率の pHに対する依存性が説明で きないという課題が残ってしまう. 3.2 被研磨物への砥粒付着の効果の解析 過去の研究2)において,図3に示すように DLVO 理論 3)を窒化珪素とシリカ砥粒間に働く引 力・斥力計算に応用することで,砥粒の付着性を 見積もることができることが判っている. 玉井, 安井, 芹川, 森永, 土肥, 黒河, 大西, 畝田:CMP における材料除去能率向上に向けた研磨抵抗 の要因解析, 先端加工学会誌 第 29 巻 第1号, 2011.1 き,エネルギ障壁が消失し,引力が働き,付着し やすくなることが判る.これらの計算には,図5に 示す物質間のゼータ電位が深くかかわっており, ゼータ電位符号が物質間で反対であるとき,付着 しやすくなっていることが判った.実際にpH と砥 粒の付着個数を評価すると図6に示すように,窒 化珪素膜とシリカ砥粒のゼータ電位符号が反対と なる酸性側で電気的引力により砥粒付着が起こり やすく,窒化珪素膜表面に砥粒が多く存在するこ とが検証された. つまり,図2と図6を照らし合わせて考えると,被 研磨表面に砥粒が多くなるにつれて,材料除去 能率が向上し,表面がある程度砥粒で覆われて しまうと除去能率の上昇率が頭打ちとなっている と考えられる. この現象をさらに調べるために被研磨 物表 面 の単位面積あたりの砥粒数と研磨中のプラテン電 流値(研磨抵抗)を調べたところ,図7に示すよう に,砥粒付着数が多いほど研磨抵抗が高いこと が判った. DLVO 理論を用いた計算には,物質固有の係 数と砥粒サイズ,それぞれの物質のゼータ電位が 用いられる.この計算を窒化珪素表面とシリカ砥 粒に適 用した計 算 結果と窒 化珪 素 表面とシリカ 砥粒の pHに対するゼータ電位挙動をそれぞれ 図4,5に示す. Electric repulsive force Vr = πεε0 a 2 ψ1ψ2 ln 1 + e -κx 1 − e -κx + (ψ12 + ψ22) ln (1−e-2κx) Potential energy (eV) Electric double layer distance Down slope : Attractive force Distance (nm) Slope = Force [N] Up slope : Repulsive force Van der Waals attractive force Distance Ham. 6 2a (x + a) x (x + 2a) −ln X + 2a 0.5 x Abrasive Ham.: Hamakar constant (depends on material) a: abrasive radius x: distance between abrasive and substrate ψ1: zeta potential of abrasive ψ2: zeta potential of substrate Particle-substrate interaction = (Electric repulsive force) + (Van der Waals attractive force) Fig.3. Attraction-repulsion calculation using DLVO theory 図3,4より,ポテンシャルエネルギカーブの傾 きは引力・斥力を表し,電気二重層斥力がファン デルワールス引力より勝るとき,ポテンシャルエネ ルギカーブが負の傾きとなり,物質間にエネルギ 障壁が生じて,斥力が働くことが判る.逆に,電気 二重層斥力がファンデルワールス引力より劣ると pH 7 pH 9 0.4 Potential (nm) PotentialEnergy Energy [eV] Substrate Va = − pH 9 0.6 pH 6 0.3 1 um pH 5 0.2 0.1 Steep up slope → Strong Repulsion 0 -0.1 0 20 40 60 80 100 -0.2 Distance(nm) [nm] Distance < pH 4 Down slope -0.3 pH 5 → Attractive force 1 um Fig.4. Potential energy calculation result between silicon nitride and 90nm silica particle 玉井, 安井, 芹川, 森永, 土肥, 黒河, 大西, 畝田:CMP における材料除去能率向上に向けた研磨抵抗 の要因解析, 先端加工学会誌 第 29 巻 第1号, 2011.1 40 Zeta Potential (mV) 20 Platen Motor Current (=Friction) (A) 1.2 + 0 Silicon nitride substrate - -20 Attraction force -40 Silica particle -60 -80 2 3 4 5 6 7 pH (-) 8 9 10 1.0 0.8 0.6 0.4 0.2 0.0 0.0.E+00 1.0.E+08 2.0.E+08 3.0.E+08 4.0.E+08 Number of Adhered Particle(number/mm2) Fig. 7. The relationship between platen motor current (friction) and particle adhesion number. Fig.5. pH dependency of Zeta potential for silicon nitride and silica 2 Number of Adhered Particle (number/mm ) 3.5.E+08 3.0.E+08 2.5.E+08 2.0.E+08 1.5.E+08 1.0.E+08 100 Silicon Nitride Removal Rate (nm/min) Polisher: Ebara EPO-113D Wafer: 200mm Silicon nitride Pad: Niita Haas, IC-1530 k-grv Head/Platen speed: 119/121rpm Down Force: 350hPa 4.0.E+08 Polisher: Ebara EPO-113D Wafer: 200mm Silicon nitride Pad: Niita Haas, IC-1530 k-grv Head/Platen speed: 119/121rpm Down Force: 350hPa 90 80 Polisher: Ebara EPO-113D Wafer: 200mm Silicon nitride Pad: Niita Haas, IC-1530 k-grv Head/Platen speed: 119/121rpm Down Force: 350hPa 70 60 50 40 30 20 10 0 5.0.E+07 0 0.0.E+00 1 2 3 4 5 6 7 Slurry pH (-) 8 9 10 Fig. 6. The particle adhesion behavior depends on the slurry pH. さらに研磨抵抗と材料除去能率の関係を調べ ると,図8に示すように研磨抵抗が高いほど材料 除去能率が高いことが判った. つまり,これらをあわせて考察すると,ケミカル により電気的引力が生じ,ウェハ表面に砥粒が 多く集まる条件を生み出すことで,接触面積が 増加して,メカニカル作用である研磨抵抗が増 大し,材料除去能率の向上につながっていると 0.2 0.4 0.6 0.8 1 1.2 1.4 Platen Motor Current (=Friction) (A) Fig. 8. The relationship between silicon nitride removal rate and platen motor current (friction). が考えられる. このように,ケミカルによって被研磨物に対する 直接的な化学反応はなくとも,メカニカルの作用 を向上させる効果を得ることができるということを 新たに見出した. 3.3 砥粒表面形状違いによる効果の解析 本研究では,砥粒表面形状の効果について も検討を行なった.本検討を行なうために, TMOS(テトラメトキシシラン)を加水分解してシリ 玉井, 安井, 芹川, 森永, 土肥, 黒河, 大西, 畝田:CMP における材料除去能率向上に向けた研磨抵抗 の要因解析, 先端加工学会誌 第 29 巻 第1号, 2011.1 Polisher: CETR CP4 Wafer: PE-TEOS Pad: Niita Haas, IC-1000 k-grv Head/Platen speed: 100/100rpm Down Force: 350hPa Polisher: CETR CP4 Wafer: PE-TEOS Pad: Niita Haas, IC-1000 k-grv Head/Platen speed: 100/100rpm Down Force: 350hPa 2 5 Rough surface particle 4 3 2 Rough surface particle 1.8 6 Smooth surface particle 1.6 Relative CoF Number Relative TEOS Removal Rate 7 1.4 1.2 1 0.8 Smooth surface particle 0.6 0.4 1 0.2 0 0 0 1E+17 2E+17 3E+17 4E+17 Particle Number (number/l) 0 1E+17 2E+17 3E+17 4E+17 Particle Number (number/l) Fig. 9. Material removal rate comparison between smooth and rough surface silica. Fig. 10. Polishing friction comparison between smooth and rough surface silica. カを合成する方法を用いて,同等サイズで表面 形状が異なるシリカをラボにて合成した.そして それらを用いて,PE-TEOS の材料除去能率を 同一個数で比較評価を行った.図 9,10 に材料 除去能率と研磨抵抗の比較評価結果を示す. これらの結果から,砥粒サイズ,砥粒個数が 同じでも,表面凹凸があるシリカを用いた方が研 磨抵抗,レートともに高いことが判った. このことから砥 粒 あたりの研 磨抵 抗を向 上さ せることでも材料除去能率を向上させることがで きること,および砥粒あたりの研磨抵抗を向上さ せるには砥粒表面の形状が重要で,凹凸があ るシリカが有利であることが判った. つまり,砥粒表面の形状を最適化することで, 同一サイズ,個数でも材料除去能率を飛躍的に 向上できることを見出した. は研磨抵抗である. (2)研磨抵抗を効果的に増大させる要因は, 基板と砥粒の親和性,接触面積および砥 粒形状である. (3)基板-砥粒間に働く引力を利用することで, 接 触点 数 を増 加 させ,研 磨 抵抗 ,材料 除 去能率を向上することができる. このことを応用することによって,砥粒濃度が少 なくても,接触点数や摩擦の増大により,高い生 産性を得ることができる.この技術は,研 磨材の 更なる能率 向上やコスト削 減への応用が期待さ れる. 参考文献 4.結論 本研究では,CMP における材料除去能率向上 の要因を調べた結果,次のことが明らかとなった. (1)材料除去能率を向上する上で重要な要因 1 ) K.Tamai, H.Morinaga, S.Kurokawa and T.Doi: Analysis of Chemical and Mechanical Factors in CMP Process, ICPT 2008 proceeding, Hsinchu, (2008), 22. 2)K.Tamai, A.Yasui, H.Morinaga, T.Doi and S.Kurokawa: Effect of Particle-Substrate Interaction on the Polishing Rate, ICPT 2009 玉井, 安井, 芹川, 森永, 土肥, 黒河, 大西, 畝田:CMP における材料除去能率向上に向けた研磨抵抗 の要因解析, 先端加工学会誌 第 29 巻 第1号, 2011.1 proceeding, Fukuoka, (2009), 55. 3)N.Kallay, S.Zalac: CROATICA CHEMICA ACTA, 479, (2001), 74.
© Copyright 2026 Paperzz