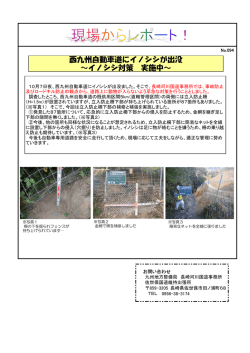
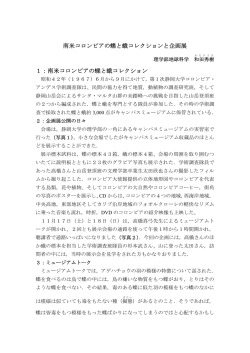
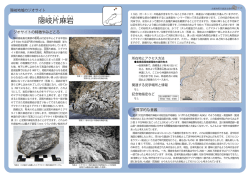
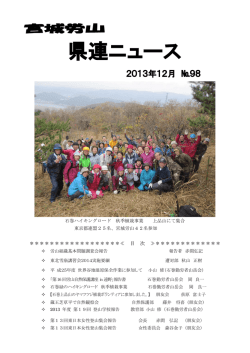
金型加工を指向した技術開発 Introduction of new technology for die mold machining (OKUMA Corporation) オークマ株式会社 加工技術開発センター 主管技師 若岡 俊介 1.はじめに 金型の高精度・高品位化は工作機械・NC制御・工具・CAD/CAM・加工法の進歩と共に大きく改 善されてきている。みがきレスを指向して進みつつある中で、ユーザーの大きな悩みの1つに加工 機の熱変形による加工誤差がある。折角、奇麗な加工面が得られても、面と面とのつながりが悪い と面品位的に不可であるし、ピッチ精度などが確保されないと合わせ面の設計すきまも、滑らかな 動きも、型合わせもうまくできない。 長時間の型加工時における機械の熱変形には大きく3つの代表的な要因が考えられる。1つは機 械稼動による発熱(軸移動による駆動周り の発熱、主軸回転による軸受け周りの発熱、 油圧ユニット、主軸冷却ユニット、NC装 置からの発熱など)が及ぼす本機の熱変形。 2つ目は機械の設置されている環境、特に 室温変化が及ぼす本機の熱変形。3つ目は 加工時に発生する、切粉・クーラントの熱 が及ぼす本機の熱変形である。いずれもこ れまで悩みとして受継がれてきている大 きな難題テーマである。本稿ではこれらの 問題の解決策として当社の新製品に織り 込んだ技術事例を紹介する。 写真1は新製品、立形マシニングセンタ ーMB−46VAの概観写真である。本機 構成は下記に述べる熱特性と上手に付き 合った様々の『サーモフレンドリーコンセ プト』に基づいている。 写真1 MB−46VA概観写真 2.機械稼動による発熱の熱影響防止 ① 軸移動による駆動周りの発熱に対してはボールねじ部の発熱による位置決め誤差を抑制する ために『ボールねじ熱中立構造』をとっている。合わせて当社独自の光を利用した絶対値検出式の 『アブソスケール』によるフルクローズド制御を行い、全ストロークにわたってNC側との間で信 頼性の高い位置フィードバックを行っている。 ② 主軸回転による軸受周りの発熱は対称配置構造のオイルエアと『ダブルトルネードオイルジャ ケット』を利用した効率のよい冷却を行っている(図1)。 ノズ ル 1 ノズ ル 3 ノズ ル 4 ノズ ル 2 (a) 熱対称冷却配置構造 (オイルエアノズル) (b) 図1 ③ ダブルトルネード オイルジャケット 熱対称構造 従来熱源で有った油圧ユニットは廃止し、代わりに必要時のみ作動する『ツールアンクランプ パッケージ』を主軸頭上部に設け、本機に熱影響を与えない方式を採用している(写真2)。 写真2 ④ ツールアンクランプ装置 主軸冷却ユニット、NC装置からの発熱は極力自機、他機に影響を与えないよう排熱は本機上 部に逃がす気配り構造をとっている(写真3)。 排熱 排熱 オイルコン NC制御箱 写真3 排熱配慮設計 3.環境温度が及ぼす本機への熱影響防止 【シンプルフレーム本機構造】 左右には『熱対称構造』とし、前後には旋盤で実績のある『ボ ックスビルド構造』のコラムを採用した(図2)。一般に背の高 いコラムは環境温度変化に応じて熱変形( 傾き)し、コラムとつ ながった主軸頭(主軸・工具)とテーブル(ワーク)との位置誤差を 大きくしていた。従来はこの熱変形を防ぐ熱鈍感構造のコラムが 高精度機対応として一般に取られていた。例えばコラム内にレジ ンコンクリートもしくは冷却液を充填させたり、冷却液をゆっく り循環させたりして、コラムに発生する熱変形をできるだけ抑制 する方法である。しかしながら、この方式は大掛かりな上、熱鈍 (a) 左右熱対称構造 感とはいえ、鋳物・レジンコンクリート・冷却液の時間遅れを伴 う緩慢な熱影響を押さえることは難しかった。 これに対して、今回発想を変えて室温変化とともに前後の熱変 形が均一になるようなボックスビルトコラムにして、前後の伸縮 量を同程度にして上下に素直に(傾きなく)熱変位するようにし た。さらにコラムの前部と後部の熱影響(熱伝達速度)の均一化 を図るため、後部のNC箱に相当するコラム部分に前カバーを設 けた『熱平衡構造』を採用した。このようにしてX,Y,Z方向 の熱伸縮を素直に発生させ、発生した変位は熱変位補正でカバー する方法を用いた。これらによって一般環境下で±5μm以内の 精度を実現することができた。 (b) 図2 ボックスビルトコラム シンプルフレーム 4.切粉・クーラントの熱影響防止 ① 加工に伴う切粉・クーラントは迅速に機外に排出できるようにテーブル下は山型テレスコカバ ーと左右に切粉排出用チップコンベアまたは切粉洗流装置を設けた(図3(a))。 チップコンベアはベッドに直接取り付けずに独立懸架式構造を採用しており、本機への切粉、ク ーラントの熱影響を最小限に押さえている(図3(b))。 板 金 トイ ベッド本体 (a) 山型テレスコカバー 並列型チップコンベア (熱を機外に迅速排出) 図3 (b) 独立懸架式チップコンベア (ベッドに直接熱を伝えない) 熱影響防止構成 5.終わりに 機械の熱変形を抑制するのにコストがかかることは誰しもが認めることであるが、型加工・一般 加工に見合うコストでないと工作機械メーカの自己満足で終わってしまう。 効果的でかつ現実的な解決策としてユーザーに受け入れられるよう、さまざまなアプローチを試 みて金型の高精度化に寄与できる工作機械の開発を今後とも手がけていきたい。
© Copyright 2026 Paperzz