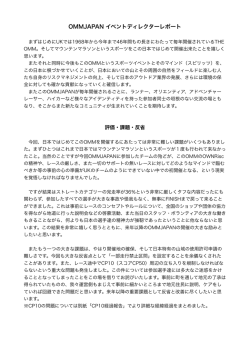
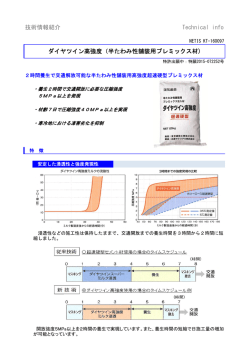
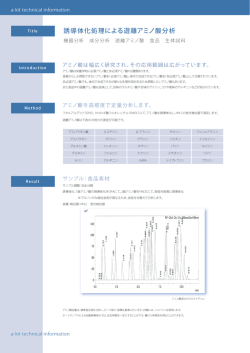
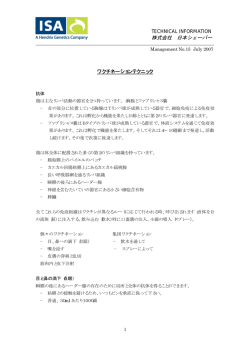
T ech n i ca l R epor t ABS樹脂の射出成形 目 次 1.金型およびノズルの設計 2 1) 金型のタイプ・・・・・・・・・ 2 2) 成形収縮率・・・・・・・・・・ 2 3) 抜き勾配・・・・・・・・・・・ 3 4) ゲ ー ト・・・・・・・・・・ 3 5) ランナー・・・・・・・・・・・ 5 6) スプルーブッシュ・・・・・・・ 6 7) ノ ズ ル・・・・・・・・・・ 6 2.操作条件と手順 7 1) 乾 燥・・・・・・・・・・ 7 2) 温 度・・・・・・・・・・ 7 3) 圧 力・・・・・・・・・・ 7 4) ショットの重量・・・・・・・・ 8 5) 再生利用・・・・・・・・・・・ 8 3.射出成形のための手引 9 Technical Report 1 ABS樹脂の射出成形 は じ め に UMG ABS® ABS樹脂の使用により強勒な,寸法安定性の良い精密成形が迅速かつ 容易にできます。UMG ABS® は高級成形材料として必要な特性を備え,適正な加工 温度,条件下で良好な熱安定性と流れ特性を示します。また成形は迅速でかつ金型表面 に粘着しません(離型が容易)から生産性も高く,そして表面仕上りは美しい光沢があ り,一貰して寸法精度が良く形状維持性の極めて高い製品が得られます。 このレポートではUMG ABS® の成形について,金型,成形機(ノズル),成形条 件などについて説明します。 1.金型及びノズルの設計 1-1 金型のタイプ 射出成形用金型鋼材はそのほとんどが炭素鋼で,S50C,S55C が使用されています。又, 成形品の大きさ,キャビティの数によって異なりますが 2 割型,3 割型が多く採用されて います。又,ゲートはスプルーゲートから小さいピンポイントゲート、ホットランナー、 ガスインジェクションまで多種多様のものが採用され,UMG ABS® ABS樹脂はこ れらいずれのタイプにも使用可能です。しかしながら良い成形品は良い金型から生まれ るので次の点を考慮する必要があります。 1-2 成形収縮率 UMG ABS ® ABS樹脂の成形収縮率は非常に小さく,下表のとおりです。 表 1 特 徴 グレード 収縮率(%) EX120 0.5∼0.7 高光沢グレード TJ3G 0.4∼0.6 めっきグレード 3001M 0.4∼0.6 3001MF2 0.4∼0.6 汎用グレード めっき塗装グレード 難燃グレード 難燃グレード VW800 VD100 0.5∼0.7 0.4∼0.6 これらの数値は近似値です。しかしほとんどの精密成形に信頼できる数値であり,部品 ごとにあるいはロットごとに大きく変わるものではありません。 2 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 1-3 抜き勾配 離型性又は型開きを良くし成形品を金型から容易に取り出すために抜き勾配を採るこ とを勧めます。 抜き勾配は成形材料,成形デザイン,肉厚によって異なりますが,勾配の大きさ(傾 斜比率)とテーパー(角度)で表わします。通常,抜き勾配は 1/30 ∼1/60(角度にして 2 ∼1°)が標準です。さらに深物やシボになれば5°が必要な場合もあります。 1-4 ゲ ー ト ゲートのデザインは良い成形品を得るために大切で,製品の形状により種々のタイプ のゲートが採用されています。ABS樹脂に対する典型的なエッジゲートの大きさを示 すと表 2 のとおりです。 表 2 (単位 mm) 成形品重量 0 ~ 300g 300 ~ 700g 700 ~ 2,000g >2,000g dφ 2.5 ~ 4 3~6 4~7 >6 φ 5 ~ 10 6 ~ 14 8 ~ 16 >14 φ 5 ~ 10 6 ~ 14 7 ~ 16 >12 5 ~ 10 6 ~ 14 8 ~ 16 >14 1x2x1 ~ 2x3x1 ~ 4 x 6 x 2 5 x 7 x 3 1x1~3x2 2x1~4x3 D D’ H t xWxl ϕ φx l‘ 2 x 3 x 1.5 0.8 x 1 ~ 2 x 1.5 スプルー & ランナー ダイレクトゲート dφ スプルー 3 x 4 x 1.5 ~ dφ サイドゲート >4x6x2 >3x2 ピンポイントゲート ϕφ l t w Dφ l’ ランナー H D’φ Dφ Dφ 大きな成形品のふちや見える部分の仕上げされた表面にゲートをとるときや,大きな 距離と量の流れが必要なときはシングルまたは複タブゲートを使用することによってジ ェッティング,ゲートフラッシュやゲート歪を小さくすることができます。 3 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 ABS 樹脂使用の際のタブゲートは長さ:13∼19mm、幅:10∼16mm、深さ:1.6∼2.4mm の寸法で設定することが好ましい。通常の長さと幅の差は 3.2mm です。 図 2 複タブゲート 図 1 シングルタブゲート 150 mm 15 mm 0 バットタブ ゲート タブ スプルー スプルー ゲート ゲート ラップタブ ゲートは横への流れが各々のタブの両側へ 15cm か,それ以下におさえられるように間 隔を開けるべきです。 ランナーからのゲートはタブの長い縁 の中央に近くとる方が適当です。そして 図 3 キャビテイウオールへの トンネルゲート 1.6∼3.2mm の幅と,タブと同じ深さを保た ねばなりません。小さいゲートのランドの スプルー 長さは 1.Omm の限度を越えないことが必要 です。 分割線 トンネル ト ン ネ ル ゲ ー ト は 金 型 の 分 割 線 キャビテイウオールのゲート (Parting line)をさけて置くことが時 には必要です。直径 0.8∼2.4mm のゲート に対し2°あるいはそれ以上の角度のテ 図 4 表面下タブへのトンネルゲート ーパーのついたトンネルがランナーから キャビティーまで 図 3 のように作ること 正面 側面 スプルー を勧めます。またサブサーフェイスタブに 対するトンネルは図 4 のようにコアーの 中に,またノックアウトピンの上のグラン ドフラットに対するトンネルは次頁の図 5 のように作ることを勧めます。 ゲート サブサーフエイスタブ トンネル ゲート 4 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 図 5 ノックアウトピンへのトンネルゲート スプルー 分割線 トンネル 押出しピン ゲート 1-5 ランナー(スプルー) ランナーは溶融した付料のキャビティ部への流れ道となるため,その金型機能上重要 な部分です。ランナーには図 6 のように種々の形状がありますが,その中では円形のラ ンナーが流れが最良となります。もちろん他の形状のランナーも使用できます。 ランナーの断面の径は成形機との関連,金型の取り数(キャビティ)とゲートの種類 によって変える必要がありますが,例えば円形ランナーでは 最小 6mm ほどのものから大型成形にな ると 20mm 程度のものまで必要となります。全般的には 6mm∼12mm が標準です。 図 6 種々のランナーの断面形状 分割線 分割線 六角形 円形 分割線 分割線 梯形 四角形 分割線 分割線 平板形 半月形 ホットランナーに於いてもランナーの径は同様な大きさでなければなりません。又ラ 5 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 ンナーの隅などに生ずる材料の滞溜を避ける様な設計をしなければなりません。ランナ ー自体の温度コントロールも重要です。 1-6 スプルーブッシュ ブッシュを通る吐出部は型の端からノズルの端に少なくとも2゜の傾斜でテーバーを つける必要があります。ノズルの先端のブッシュの内径はノズルの内径よりも 0.8mm 以 上大きくすることを勧めます。 図 7 スプルーブッシュ R 2°∼4° 1-7 ノ ズ ル 不適当なノズルを使用するとショートショット(射出量不足),噴出,薄肉,色ムラ のような欠陥を招〈ことがあります。ABS樹脂の使用に当たってノズルの口径は機械 とショットの大きさによりますが,4.Omm から 9.Omm の間にされる様おすすめします。 図 8 はサイコラックに適する 2 つのノズルのデザインを示したものです。 A 型は経済的 でありますが,クリーニングが困難です。現在では B 型の方が広くとり入れられる傾向 図 8 ノズルデザイン 噴出口 ランドの長さ 噴出口 さら孔 A 型 B 型 にあります。流れの道が一直線で邪摩物がなく噴出口(Orifice)へのさら孔(Counter sink)はランドの長さをゼロにすることができます。また,掃除をするときに冷却魂を 取り除くことが非常に容易です。 6 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 2.操作条件と手順 2-1 乾 燥 ABS成形用ペレットは 75∼90℃で3∼4 時間の予備乾燥をする必要があります。又 超耐熱グレードでは 95∼110℃で3∼4 時間が必要です。乾燥設備の効率によって,より 長い乾燥時間を要する場合もあるでしょう。しかしながらあまり長い時間,例えば一晩 中乾燥するというようなことはさけるべきです。 2-2 温 度 ノズル,シリンダーおよびストックの温度は220∼280℃の間が最適です。 各グレードに対する樹脂温度範囲を第 3 表に示します。しかし,樹脂の過熱 や劣化の危険 があるときは低い方の温度にすることをおすすめいたします。 ホッパー Zone-4 230℃ Zone-3 220℃ Zone-2 205℃ Zone-1 185℃ 第3表 特 徴 グレード 成形樹脂温度(℃) EX120 220∼250 高光沢グレード TJ3G 220∼250 めっきグレード 3001M 230∼280 3001MF2 230∼280 汎用グレード めっき塗装グレード 難燃グレード 難燃グレード VW800 VD100 200∼230 200∼230 金型の表面温度は 40∼70℃の間が適当です。耐熱グレードの場合は 60∼80℃が望まし く、そして深いコアー型を使用するときはキャビティーをコアーよりも 10∼15℃高くし ておくと離型しやすくなります。 2-3 金型内圧と型締め力 一般ABS成形時の金型内圧はおおよそ30∼40MPaであることが知られていま す。したがって成形機の型締め力はこの金型内圧に製品の投影面積を掛けたもの以上が 必要となります。 7 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 2-4 ショットの重量 キャビティーとランナー全部の重量は射出機の能力の 40∼80%が適当です。 2-5 再生利用 成形時に発生するスプルー,ランナー,又は成形品をそのまま粉砕してバージンのペ レットへ混合して再利用できます。この場合特に熱劣化した材料,異質の材料,ペイン ト等外部に加工した成形品等の再生使用は避けなければなりません。 再生品のバージンぺレットヘの配合比率として20%程度であれば製品の強度等には 殆ど影響を与えません。 メ モ 8 UMG ABS株式会社 Technical Report 1 ABS樹脂の射出成形 3.射出成形のための手引き ● ● ● ● ● ● ● ● ● ● ● ● ● 突き出し速度を遅くする ● 型締力の確認 ● ● ● ● ● ● ● ● ● ● ● ● 乾燥条件の確認 ● ● 金型温度を下げる ● ● ● ノズルタッチの点検 ● スクリュー逆流防止リング点検 ● ● ● ゲート位置の変更 ● ● ● ● スプルーを研磨する ● 型合わせを行う ● ガス抜きを設ける ● 成形品の肉厚の見直し ● 溶融樹脂の充填流路の見直し ● ● ● ● ● ● ● 抜き勾配を大きくする ● ● ● 冷塊溜りを大きくする ● 樹脂カスの混入 ● シリンダークリーニング不足 ● ● ● ● ● ● ● ● 変色した破砕品の混入 金型設計時に検討 ● ● ● シリンダー温調器の点検 異種材の混入 ● ● 樹脂温度を下げる ゲートサイズを大きくする 反り ● 背圧を上げる 金型温度を上げる 層状剥離 ● ● 射出速度を下げる 樹脂温度を上げる 黒点コンタミ ● ● ● ● 白化 ● ● ● スプルーの取られ ● キャビィテーの取られ フローマーク 変色・色ムラ ガス焼け ジェッティング ヒケ ● ● 保圧を下げる 射出速度を上げる ウエルドライン ● 射出圧力を下げる 保圧を上げる バリ 射出圧力を上げる シルバーストリーク 対策 ショートショット 不良現象 ● ● ● ● ● 9 UMG ABS株式会社 当社の製品の安全な取り扱いのために、製品安全データシート(MSDS)を必 ず事前にお読み下さい。MSDSが必要なときは当社の営業担当を通じて入 手されご利用ください。 本書に記載された情報は特定の条件に基づいて得られた結果であり、当社材料のご使用によっ て同じ結果が得られることを保証するものではありません。 また、当社は、当社材料のご使用や、または、当社が提案したいかなる情報のご利用による貴社 製品の品質や安全性を保証するものではありません。 貴社ご自身により貴社製品への適合性 を判断してください。 法規制や工業所有権等にも充分にご注意ください。 http://www.umgabs.co.jp/ 本社 営業部 名古屋支店 大阪支店 宇部分室 技術部門 大竹工場 宇部工場 〒104-6591 〒104-6591 〒461-0008 〒550-0002 〒755-8580 〒755-8580 〒739-0693 〒755-8580 東京都中央区明石町 8-1 聖路加タワー30F(私書箱 31 号) 東京都中央区明石町 8-1 聖路加タワー30F(私書箱 31 号) 名古屋市東区武平町 5-1 名古屋栄ビルデイング 2F 大阪市西区江戸堀 1-12-8 明治安田生命肥後橋ビル 7F 山口県宇部市大字沖宇部 525-14 山口県宇部市大字沖宇部 525-14 広島県大竹市御幸町 20-1 山口県宇部市大字沖宇部 525-14 TEL TEL TEL TEL TEL TEL TEL TEL 03-5148-5170 03-5148-5180 052-962-5131 06-6449-6681 0836-22-4557 0836-22-4521 0827-52-1021 0836-31-1361(代) 2007-06
© Copyright 2026 Paperzz