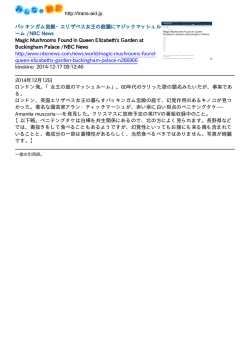
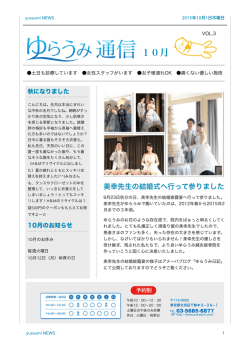
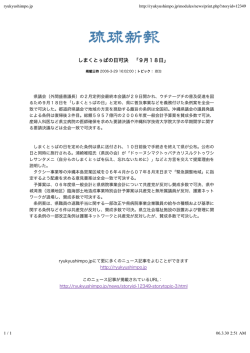
合同分科会 (2002.11)より 静電気帯電防止材料 西畑直光(呉羽化学工業) 半導体やハードディスクの急激な高性能化により、製造工程内でのデバイスのESD破壊が大きな問 題となりつつある。これまでは、ESD破壊を回避するために、イオナイザーを使用し、表面抵抗率1 0 5 Ω/□以下の導電性プラスチックスを使用することで対応してきたが、ここ数年において、半導体 やハードディスク業界において、デバイスと接する材料に表面抵抗率が106∼1010Ω / □の範囲で 厳密に制御され、かつ、クリーン度が高い材料の要求が高まっている。106∼1010Ω / □の表面抵 抗率が求められるのは、以下の理由によるものと考えられる。すなわち2つの帯電レベルの異なる導電 物質が接触した場合、瞬時に電荷の移動が起こり、帯電レベルが等しくなるとともに、電流が流れる。 デバイスのESD破壊は、この電荷の移動に伴ない発生する電流が原因で起こると考えられる。従っ て、デバイスをESD破壊から守るためには、この電荷の移動速度を制御し、発生する電流レベルを抑 えることが必要である。言い換えれば、デバイスと接する材料に電荷移動速度が比較的遅く、かつ帯電 しない材料を使用することで、ESD破壊を回避できる。電荷移動速度は材料の表面抵抗率に依存し、 一般的にESD対応材料に求められる表面抵抗率は106∼1010Ω / □と言われている。材料の表面 抵抗率が1011Ω / □より高い場合、摩擦による帯電ばかりでなく、帯電することによるゴミ、塵等の 吸着により、他の問題も引き起こすことになる。 次に、表面抵抗率は106∼1010Ω / □を得るための技術をレビューしておく。最も一般的に用いら れている技術は、 金属や炭素材料等の導電性のフィラーを絶縁材料であるポリマーに充填する方法であり、 コンパウンドの電気抵抗率は、導電性フィラー充填量、導電性フィラーとポリマーの相互作用、フィラー の分散状態に支配されることが報告されている 。 但し、この技術では、表面抵抗率が、僅かな導電性フィ ラー量の変化で大きく変化するため ESDコントロール材料で要求される表面抵抗率は106∼1010 Ω / □の材料を安定的に得るのは困難である。なお、導電性フィラーの量を上げた時、急激に電気抵抗率 が低下する現象は、パーコレーション理論で説明され、その臨界フィラー充填量は、p e r c o l a t i o n threshold と定義されている。 また、導電性フィラーを充填したコンパウンドの場合、表面抵抗率が射出 成形条件に依存して変動したり、成形品のポジションにより表面抵抗率のバラツキが見られたり、成形品 の表面と内部で電気抵抗率が大きく異なる、と言った問題点があり、電気抵抗率の安定性の点から、ES D対応材料として安心して使用できない場合がある。 もう一つの代表的な技術として、低分子量の帯電防止剤や帯電防止ポリマーをホストポリマーに練り込 む技術がある。低分子量の帯電防止剤をポリマーに練りこんで得られた帯電防止材料は、帯電防止特性が 不十分であり、その帯電防止特性も水洗や摩擦により容易に失われる。さらに、帯電防止剤のブリードア ウトにより、大量のアウトガスが発生する。帯電防止ポリマーをホストポリマーと組み合わせることで得 られる帯電防止材料は、帯電防止特性の面では、近年大きな進歩が報告されているが、帯電防止ポリマー の耐熱性が高くないことから、ホストポリマーが比較的耐熱性の低いポリマーに限定されるため、実際の 使用は80∼90℃以下に限定されること、アウトガス、溶出金属が比較的多いこと等のデメリットがあ る。 以上のように、これまでの技術では、ESDコントロール材として要求される電気特性を有し、か つ、クリーン度の高い材料を得ることは困難であった。 呉羽化学では、独自の特殊炭素材料とコンパウンド技術(分散技術)を組み合わせることで、これら の問題を解決した次世代向けESD対応材料の開発に成功し、Krefine Cシリーズとして上市 した。この技術は、ほとんどの熱可塑性樹脂に適用可能であり、 特殊炭素材料を充填した複合材料の表 面抵抗率は、106∼1012Ω / □の範囲の任意の点で、10± 1 Ω/□にセットできるほか、成形品の ポジションによる表面抵抗率のバラツキも無く、表面抵抗率の印加電圧依存性も非常に小さくなるよう 設計されている。また、表面抵抗率が射出成形条件や押出し条件に依存しないことから、部品を作る際 にも特別な成型技術は必要としない。また、実際の使用において重要特性とされるクリーン度に関して も、コンパウンド製造工程内で、アウトガス、溶出金属、イオン性不純物を減少させる特別な配慮をし ており、クリーンルームで使用する高クリーン材料としても使用可能である。 次に、各要素技術毎にその基礎となる技術及び特性評価結果を説明する。 1 IDEMA Japan News No.53 合同分科会 (2002.11)より 1. 電気抵抗率制御技術 図1は、ポリマー中のカーボン充填量と表面抵抗率の関係を示す。カーボンブラックやカーボンファー バーの電気抵抗率は10−2∼10 - 3Ω・cm、一方、多くのポリマーの電気抵抗率は1014∼1016Ω・ cmであるため、これらの材料を使用して複合材料を作製した場合、ある充填量を超えると表面抵抗率が 急激に低下してしまう現象が起こる。この現象は前述の通りパーコレーション理論で説明され、これまで の電気抵抗率制御技術の限界の一つであった。 一方、当社の電気抵抗率自体を制御した特殊カーボン材料と独自の分散技術を用いた場合、特殊カーボ ンの充填量に対し、106∼1010Ω / □の領域においても表面抵抗率の変化がほとんど無く、安定した 特性を示す。また、電気抵抗率をより厳密に制御するために、要求される電気抵抗率に応じて、それぞれ に最適化された原料、及び製造方法を採用することで、要求される電気抵抗率にピンポイントで合わせる ことが可能となった。 1.E+16 表面抵抗率 Ω/sq. 1.E+14 1.E+12 1.E+10 1.E+08 1.E+06 1.E+04 1.E+02 1.E+00 0 0.5 1 1.5 2 2.5 炭素充填指標 図1 炭素充填指標と表面抵抗率の関係 (▲)Krefine Type A, (○)Krefine Type B (□)Krefine Type C, (×)炭素繊維 or カーボンブラック 2. 電気抵抗率の安定性と印加電圧依存性 図2に測定に使用した射出成型品の模式図を、図3に特殊炭素を使用したコンパウンドの射出成形プ レート上の各ポジションにおける表面抵抗率測定結果を、CFのみを充填したコンパウンドと比較して 示す。なお、比較を簡単にするために、EOS/ESD Association Standard 11.11による表 面抵抗の評価方法で使用するガード電極約80mmの電極を使用した場合、特殊炭素を使用したコンパ 1.E+13 Gate ④ ⑤ ⑥ 130mm ① ② ③ ⑦ ⑧ ⑨ 表面抵抗率 Ω/sq. 1.E+12 1.E+11 1.E+10 1.E+09 1.E+08 1.E+07 1.E+06 1.E+05 ① ② ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ 図3 表面抵抗率のバラツキ (▲)特殊炭素充填系, (○)CF充填系 図2.使用サンプル 2 IDEMA Japan News No.53 合同分科会 (2002.11)より ウンドとCFのみを充填したコンパウンドの表面抵抗は等しくなるようサンプルを調整してある。ま た、射出成型品内の表面抵抗率のバラツキを評価するためにガード電極サイズ10mmの小型電極を使 用した。 特殊炭素材料を充填したコンパウンドの各ポジションの表面抵抗率は、全て同一レベルの値を示し た。一方、CFのみを充填したコンパウンドの各ポジションの表面抵抗率は、105∼1012Ω / □の 範囲でバラツキが見られた。図4には、それぞれのコンパウンドの印加電圧依存性を示す。特殊炭素材 料を充填したコンパウンドの表面抵抗率は、若干、印加電圧に依存し、印加電圧が高くなるに従い表面 抵抗率は低下した。一方、CFのみを充填したコンパウンドの場合、印加電圧10Vの際には、表面抵 抗率が107Ω / □以下、印加電圧500Vの際には、表面抵抗率が1014Ω / □以上となり、表面抵 抗率の印加電圧依存性が極めて大きかった。これらの結果から、特殊炭素材料を充填して作製したコン パウンドは、射出成形品中の表面抵抗率のバラツキが小さいと供に、表面抵抗率の印加電圧依存性も小 さく、ESDコントロール材として好ましい特性を兼ね備えていると判断できる。 表面抵抗率 Ω/sq. 1.E+15 1.E+13 1.E+11 1.E+09 1.E+07 1.E+05 1 10 100 1000 印加電圧 V 図4 表面抵抗率の印加電圧依存性 (▲)特殊炭素充填系, (○)CF充填系 表面抵抗率のバラツキは、射出成形の際に金型のゲートからの角度や距離でせん断応力が変わり、その 結果、炭素材料の濃度が成形品のポジションによって変わるためであると推定できる。特殊炭素材料を使 用したコンパウンドの表面抵抗率のバラツキが小さかったのは、炭素材料充填量が、表面抵抗率が急激に 低下する臨界値を超え、炭素材料充填量の変動に対し、表面抵抗率がほとんど変化しない安定領域に入っ ているためであると考えることができる。一方、炭素繊維を使用したコンパウンドでは、炭素繊維の充填 量が、表面抵抗率が急激に低下する臨界値付近であったため、前述のせん断応力の影響で、成形品のポジ ションにより、炭素繊維濃度が微妙に変化し、表面抵抗率が不安定になったと解釈できる。 1.E+10 1.E+08 1.E+06 1.E+04 1.E+02 1.E+00 0 0.5 1 1.5 表面からの切削量 mm 図5 表面抵抗率の厚み依存性 (▲)特殊炭素充填系, (○)CF充填系 3 IDEMA Japan News No.53 合同分科会 (2002.11)より なお、この技術は半導体分野では、ICテストソケット等の用途にも使用されており、コンタクトピン 間隔数百μmのオーダーで電気抵抗率が制御できることも明らかになっている。 3.成型品のスキン層とコア層で電気抵抗率差について 一般の炭素材料を充填した導電性コンパウンドを使用して射出成形した場合、成形品の表面に比較して 内部の電気抵抗率が極端に低くなり、このため、成形品のスキン層が何らかの要因で摩耗した場合、半導 電性能は失われてしまう問題がある。 図5に、特殊炭素を使用した場合の射出成形品(130mm × 100mm、厚み 3mm)の厚み方向の表面抵抗率の 変化を示す。カーボンブラックやカーボンファイバーのみで電気抵抗率を制御した場合、表面抵抗率は射 出成形品の厚み方向で大きく変化する。一方、当社の特殊炭素材料と独自の分散技術を用いた場合、 表 面抵抗率は射出成形品の厚み方向でほとんど変化しないことがわかる。また、射出成形時のせん断応力分 布を利用して、厚み方向に対して表面抵抗率を意識的に変化させることも可能である。 4.クリーンルーム内使用への対応 半導体関連、HDD関連分野向けには、クリーンルーム内の使用に対応するため、原料の選択、品質管 理、及び製造設備のクリーン化を徹底するとともに、新たに超純水蒸気による洗浄工程、特殊乾燥工程を 採用し、ペレットからの溶出金属量や発生ガス等の不純物に関しても、従来にない高いレベルを達成して いる。表1に溶出金属分析結果を示す。溶出金属分析は、ペレットを80℃の超純水に48時間浸した後、 inductively coupled plasma mass spectroscopy (ICP/MS)を用い、評価した。 クリーン度は、基本的には使用するベースポリマーに依存するが、コンパウンド製造工程内で、さら にクリーン度を上げる特別な配慮(アウトガス、溶出金属、イオン性不純物の低減)をしており、ク リーンルームで使用する高クリーン材料としても使用可能である。 表1 溶出金属測定結果 Metal Na Fe Al Cu Cr K Zn Mg Ni Ca Krefine PC ESD ng/g 4 <2 <2 <2 <2 12 <2 3 <2 4 Krefine PEEK ESD ng/g 7 <2 4 <2 <2 6 <2 5 <2 22 呉羽化学では、今回紹介した技術をあらゆる熱可塑性樹脂に適用できることを確認しており、 Krefine として上市し、要求特性に応じた材料の提案を行っている。代表的なベースレジンは、PEE K(ポリエーテルエーテルケトン)、PES(ポリエーテルサルフォン)、PEI (ポリエーテルイミ ド)、LCP(液晶ポリマー)、PVDF(ポリフッ化ビニリデン)、PBT (ポリブチレンテレフタレー ト)、PC(ポリカーボネート)等であるが、これらのポリマー以外でも必要に応じ対応が可能である。 お問い合わせ先 機能樹脂・製品部 大阪支店・合成樹脂部 東京都中央区日本橋堀留町 1-9-11 大阪市北区梅田 3-3-20 Tel: 03-3249-4693 Tel: 06-4795-8101 4 IDEMA Japan News No.53
© Copyright 2026 Paperzz