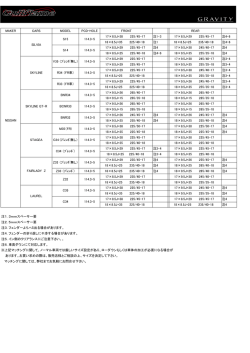
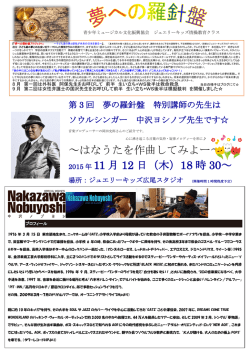
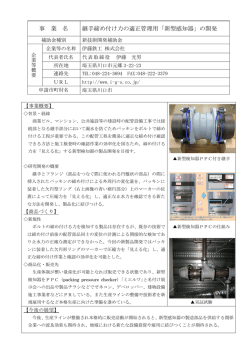
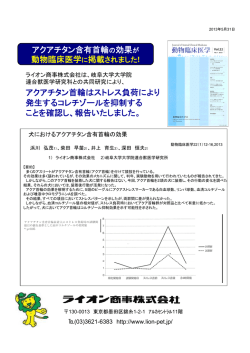
ものづくり知識創造学統合特論 1.講座の開始に当たって 1.講座の開始に当たって 金沢工業大学 情報学部 情報経営学科 池田 寛 1.講座の目的 この講座(ものづくり知識創造学)は、 単に知識としてのリードタイムを理解するのではなく、「JIT」や「見える化」のものの考え方を用いて、 生産現場やサプライチェーンの問題解決を行う実践力(即ち問題を発見して解決する力)をつけることを 目的にしています。 「JIT」や「見える化」を含むトヨタ生産方式はトヨタを中心としてマネジメントの実践哲学として推し進め られてきましたが、いまや一企業の範囲にとどまらず、先にはリーン生産方式として紹介され、世界中のも のづくりのバイブルとして使用され、多くの企業での成功例がマスコミにより公表されています。 それは成長期の大量生産を前提とした、「作れば売れる時代」のものの考え方ではなく、むしろ 現代成熟期の買い手市場少量多種生産世界において、更にコアコンピタンスとして有効に機能する 考え方であることが理解されてきたことに他なりません。 ここ北陸では車ほどの集約型組み立て産業は少なく、受注生産型の個別生産品目を中心とした少量 多種の機械産業が中心で、JIT に対する認識は無いとはいえないまでも、きわめて甘い世界と言えます。 今まであまり応用されていないこれら中小の個別生産を中心としたものづくりの世界に、この考え方を 導入し、改善を推進することによって、数の上で大半を占める中小企業の競争力を高めることが、日本の 将来のものづくりにとって極めて重要と考えられます。 しかしながら、TPS の研究者や、トヨタの強さを自分達の組織体に植え付けようとしてきた企業人達は、 その内容の理解とは裏腹に、その定着の悪さを嘆いています。 TPS を実践してきた多くの人は「TPS は教えるものでも、教えられるものではない」と公然と言い放って いるし、研究しにきた調査団には「あれは DNA だ」と言わせ、その実践力を移植するのは不可能に近い ことを暗に述べさせています。 JIT はもともと難しい手法を含んでいるわけでもなく、物の流れについて、リードタイムと在庫の考え方を 示しており、きわめて当たり前な、いわば平易な考え方で、巷には星の数ほどの TPS に関する本が発行 されているし、本やテキストを読めば、「なるほど、なるほど、分かった。」と簡単に思えるに違いあり ません。 しかし残念ながら、実践しないことには、実際には何もわかっていないし、TPS の考え方を用いて、問題 解決を行う能力がついたわけでもないのです。 1 ものづくり知識創造学特論 1.講座の開始に当たって この講座では、以下に示すプロセスで、受講者の皆さんに 「TPS の知識を自らの体の中に創造し、現場を改善する実践力を、 自分はもとより、自らの職場に作り出していただきたい」 と考えています。 2.講座の構成 本講座の構成は下図のようになっています。大きく4つのプロセスに分かれています。 ①講師による講義 本講座の構成 近年の安定成長期における リードタイムの 知識習得 ⅰ)概念 教師による 講義 ⅱ)領域と観点の変遷 知恵定着 ⅲ)重要性 ⅳ)個別受注型産業と型式量産型 自己ケース作文による 自己点検 知識理解 自学自習 産業の違い プレゼン、討議 知恵創造 ⅶ)リードタイム短縮の重要性 ケースによる 疑似体験演習 実企業における 問題解決実習 横展問題 調査、検討、計画立案 を少しお話しをし、 主に 改善提案 ⅷ)リードタイム短縮の方策 等を講義します。 企業の規模や、産業の種類に関係なく、リードタイムが企業成長のキーワードになっていることを理解して 下さい。 リードタイムに関する知識の習得が目的です。 ②ケースによる疑似体験演習 受講者の皆さんには、長いものから、短いものまで、リードタイムに関するケース(ビジネス物語小説風 のもの)を2、3編読んでもらいます。 そして自分が主人公ならどうするか、どのような思考プロセスで意思決定するか、ケースの中心に身をお いて考えてください。 第一ステップでは、そのケース文の中で、重要な言動や行動をチェックし、なぜそれが重要なのかを 考え、次のステップで、講師より与えられた課題に対し、答えます。 個人で考えてきた後、別途設定された班別討議を経て、受講者によるプレゼンテーションを行います。 班別討議や他の班のプレゼンにより、他の人の考えを聞き、新たな「気づき」も期待しています。 2 ものづくり知識創造学統合特論 1.講座の開始に当たって 生のケースで考えることにより、講義の内容を概念ではなく、具体的に理解し、異なった場で応用できる までの思考及び行動プロセスを理解する知恵の創造が、目的です。 最後に簡単に講師より解説を行います。 ③実際の問題解決実習 次のステップは、習得した知恵を実際に使用して、問題解決を実践するプロセスです。 会場会社で準備したテーマ実習と、受講者自らの組織体で、自らが課外で推進する横展テーマに 分かれます。 *テーマ実習 グループに分かれ、会場会社にて設定された実際の問題を解決する実習を行います。 ヒアリングによる現状調査から始まり、目標の設定、改善案、改善計画の策定、根回し、オーソライズを 行い、更に本来なら実際に計画立案した改善を行い、その結果までフォローすべきですが、講座の 都合上、改善提案発表会をプロジェクト発足会と模して行い、プログラム終了とします。 *横展テーマ 異なった場でも応用できる目的で、横展テーマの課外実践実習を行います。 受講者はリードタイムに関する自社、あるいは自らが遭遇している問題に対し、会場会社で行っている メインテーマの検討過程を応用して、自らが中心となって、問題解決を推進していきます。 受講者はまず上司と相談し、横展テーマにどのような問題をテーマとして進めるか、決定します。 横展テーマ登録を行い、計画立案に基づき、行動し、第 10 週に自分のやってきたことをプレゼンします。 講座期間中は、その進行状況の報告や、勧め方に対する質疑、アドバイス等を講師による個人面談の 形で実施し、異なった場でも応用可能な能力を醸成していきます。 講座の期間の関係で、改善実施まで進めないと考えられますが、講座終了後に実践の進行に伴い、 新たな質疑があれば、メール等の手段で継続的に行います。 講座終了後、改善完了後に結果報告を所属組織体にて、自主的に行ないます。 自らの力で、最後の改善実施後のフォローと改善の評価までやり遂げてください。 ④自己ケース文 A、B の作成 最後のステップは、この実習の成果を知的財産として残す過程です。 皆さんの成果は、最終の発表会で良いプレゼンをすることではなく、強い改善マインドが体内に醸成 され、それを自分の職場に持ち込むことです。 3 ものづくり知識創造学特論 1.講座の開始に当たって そのための財産として、皆さんの今回の経験を文章で記述する必要があります。 最後に全てを思い出してまとめて書こうとするとなかなか出来ないものです。 専用ノートを作り、一日 A4 1ページ以上の日記をつけましょう。それを整理しながら、結果だけでなく、 どのようなプロセスでどのように意思決定したのかを物語風に書いて見ましょう。 横展実習用 A とテーマ実習用 B に分けて書いて行った方が良いと思います。 横展実習用 A では、自分が取り上げた横展実習テーマを進めていく過程での有為曲折や意思決定、 プロジェクトを進める過程での気付いたことや、重要と感じたことなど、物語風に、ケーススタディにある ケースを作るつもりで記述していきます。 テーマ実習用 B については、実習中に印象に残った他のメンバーの意見、行動、なるほどと思ったこと等、 自分に新しい気付きを生んだ情景を記録しましょう。 書かれた物を毎週講師とともに確認し、更なる気付きを書き加えていきます。 あなた自身が、職場に帰って、何か困った時、あるいは後輩に『気付き』を与える時、読み直せば発表 資料の ppt からは得られない効果があります。 4 ものづくり知識創造学統合特論 1.講座の開始に当たって 3.講座日程計画表 講座は 10 回、31 時間で、下記のスケジュールとなっています。 日付は未記入ですが、現時点では冬学期(11 月から)を考えています。 週 1 2 3 4 5 6 7 8 9 10 日付 場所 12/1 (火) 12/8 (火) 12/15 (火) 12/22 (火) 1/6 (火) 1/19 (月) 2/2 (火) 2/9 (火) 2/16 (火) 2/23 (火) 金沢 工大 澁谷 工業 澁谷 工業 澁谷 工業 澁谷 工業 澁谷 工業 澁谷 工業 澁谷 工業 澁谷 工業 澁谷 工業 内容 時間 11:00~12:00 13:00~14:00 14:15~15:15 15:30~ 講義 ガイダンス卒業生講座紹介 講義 講義 ― 講義 講義 インタビュー内容検討 ― 現状調査(1) ケーススタディ(1)C1S1 インタビュー実習(1) 現状調査(2) ケーススタディ(2)C1R インタビュー実習(3) 現状整理 ケーススタディ(3)C2R 現状の仕事の仕組み内容整理 アイデアの創出 ケーススタディ(4)C3R 改善アイデアの検討 改善案への昇華 目標日程決定と阻害要因 改善計画の立案 業務の流れ インタビュー 結果の整理 実習(2) インタビュー 結果の整理 実習(4) 現状の実力把握 問題点の整理 目標リードタイムの検討 ― 自己テーマ発表会(2) 受講生の今後の研鑽のために、成績を評価します。 数値評価内容は下記の通りですが、加えて講師よりのコメントを追記します。 成績評価 内訳 個人 レポート 議論参加度* 個人 個人 5 5 講義 ケーススタディ 15 テーマ実習 30 5 横展実習 30 自己点検文 計 10 45 30 15 10 *議論参加度については自主採点 5 ― ― 4.成績評価 班 ― 具体的改善計画(全体)の立案 自己テーマ発表会(1) プレゼン ― ― 根回し 改善テーマ発表会 ― 改善案の策定 具体的改善計画(各部門の立案) 根回し オーソライズ 自己点検 現場観察 自己点検 授業(反省会) ものづくり知識創造学特論 1.講座の開始に当たって 5.その他 受講者の皆さんの様々なアウトプットは出来るだけデータとして持ってください。班内の検討結果の 情報共有や、学習の整理にも効率的です。 そのため、ラップトップのパソコンと USB 等のメディア、および専用ノートを毎週持参してください。 毎回の講座に持参するもの ・パソコン ・ファイルホルダー(A4用) ・USB ・講座専用ノート 6.最後に、 この講座を受けるにあたって、どうしても受講者にお願いしたいことをお話します。 この講座は名前の通り、受講者の皆さんに講師より知識を移植する講座ではありません。 自らが行い、自らが実践することにより、自分の中に知恵を創造する講座です。 そのためには、自学自習が極めて重要で、講座外での予習、準備が十分でないと、十分な成果が 得られないだけでなく、チーム活動ですので、チームの他のメンバーにも迷惑を掛けることにもなりかね ません。 今から脅かすのも変ですが、 講座の事前、事後学習を十分実施して、講義に参加して ください。 そして、チーム活動では、班内で、役割分担を明確に設定し、リーダーシップ、メンバーシップを十分 に発揮し、討議に積極的に参加する事によって、皆さんの得た知識が創造性豊かな実践力に変わること を期待しています。 職場の上司の方へ 受講生は、この講座受講直後は、改善の意欲の芽が勢い良く伸びていると思います。 しかしながら、今後、大樹に育ち、果実を得ることが出来るか、もしくは栄養不良であえなく枯れてしまうか どうかは、上司の行動と職場の風土にかかっています。 言い換えれば、組織体に今育ちつつある改善の芽が風土が定着できるかどうかは、上司の方の一挙手 一投足にかかっています。 上司の方の今まで以上の、ご理解と行動を期待しています。 6 ものづくり知識創造学統合特論 2.リードタイム講義 2.リードタイム講義 1.リードタイムの意味と重要性 リードタイムとは「必要性が生じてから、その目的が達せられるまでの期間」と定義付けられますが 一般的に生産リードタイムとか、調達リードタイムといったように、○○リードタイムと前に何かその行為が 付かないと意味を成しません。 リードタイム短縮が重要視されるようになって来たのは、トヨタの業績が脚光を浴びるようになり、トヨタ 生産方式の JIT(ジャストインタイム)がもてはやされるようになってからと思います。 JIT では当初生産リードタイムを取り上げ、その短縮のための活動が、その考え方とともに進展し、 リーン生産方式と名づけられ、日本だけでなく、世界各地で取り上げられていきました。 高度成長から安定成長に移行して、買い手市場になってからは、SCM(サプライチェーンマネジメント)の 重要なアイテムとして、オーダーデリバリーのリードタイム短縮が企業の競争力の根源として研究され、 短縮のための活動が活発となっています。 更に、嗜好の多様化や、嗜好の変化に迅速な追従が不可欠となり、開発のリードタイムが、企業の成長を 支配するようになって来ました。 これらのリードタイム短縮は、リードタイムが生産性等のような個別の部署の活動で達せられるものでは 無く、企業全体の調和の取れた活動を必要とし、その指標が重要視されるのは、需要の変動に対する 適応力やリスク耐性等、企業全体の底力を表わし、将来の成長をも示唆する指標であるからに外なり ません。 見込み生産の量産組立型の産業と、個別受注の、少量生産型の産業とでは、リードタイムの短縮の 基本的な考え方は同じでも、その取り組みの方法が異なってきます。 例えば、 量産型の型式見込み生産では、「顧客の欲しいものを迅速に届ける」と言う意味では同じですが、 開発のリードタイムと、オーダーデリバリーのリードタイムに大別され、それぞれを改善する取り組み方法も 異なります。 デルのオーダーデリバリーリードタイム短縮のビジネスモデルは、デルのシェアの拡大と共に一世を風靡 しました。 一方、個別生産の場合は、受注されたものが、全く同一の仕様のものというのは皆無に近く、いわば 毎回異なった商品を開発し、お客様に届けると言った開発、オーダーデリバリーが渾然一体となった 7 ものづくり知識創造学統合特論 2.リードタイム講義 リードタイムとなっています。 ものづくりを主体とする企業において リードタイムについていくつか重要な点をお話します。 リードタイム短縮は顧客に対する満足度を高める、そして、コストを削減する、即ち作る、売る両者に 寄与することをまず理解してください。 一般に、ものづくりを行う企業は売る所と作る所で利潤を生んでいますから、他の構成員は、それら 「売る」「作る」行為がし易くなるように働かなければ、企業の業績は上がりません。 顧客は特殊な事情が無い限り、買うと意思決定してから、早急にその機能(物ではありません)を獲得し て、その機能を使いたいと考えます。 企業であれば、その得られたものを使用して、何か利潤を生む行為を行いたいと考えています。 ですから、受注してから納入されるまでの時間が競合者と比較して短いのは、売りやすいポテンシャルを 持っていることになります。 一方、作る側で言えば、作り始めて、完成するまで、半分の時間で出来ることは、その期間2倍の人数が いることと同義ではありません。 一般的にはトータルの工数として、より少なくて済むと言われています。 さらには工程内在庫や製品在庫を削減し、一言で言えば原価を大幅に低減する効果を持っています。 第二は リードタイムの短縮は一部署の努力や行動、あるいは一部の人のそれでは、さしたる実績を上げることは 出来ないことを理解すべきです。 リードタイム短縮は、先日オリンピックが北京でありましたが、400m リレーに似ています。 第一走者は営業で、以下設計、調達、製造と繋ぎますが、いかに各走者が早くてもバトンの受け渡しが 下手では金メダルは取れません。 次走者がトップスピードになる時、バトンが的確にスムースに渡るように、前走者は細心の注意を払わな ければなりません。(後工程はお客様) 一般にリードタイム短縮の改善は業務の抜本的な変化を必要とする場合が多く、一つの特定の部署で 完結する改善は皆無といっていいと思われます。 何かやろうとすれば、前後工程に対する働きかけが必要ですし、協力がなければ改善は進みません。 特に、前工程は「後工程はお客様」の考えで、後工程の仕事が最善にできるよう、自分の仕事の枠組み を作る必要があります。源流管理の考えから言っても、後工程の管理水準を上げるためには、前工程の 力が必要です。 8 ものづくり知識創造学統合特論 2.リードタイム講義 後工程は前工程に対するフィードバックで、そのお返しをする事になります。 フィードバックは苦情を言うことで終わるではなく、お互いは協力して、より良い仕事の仕組みとすること です。 この講座では良く「仕事の仕組み」と言う言葉が出てきますが、仕事の仕組みを変えなければ、しばらくは 良いとしても、必ずいつか同じような問題が発生します。 再発を防止して同じ問題が発生しなければ、管理水準が向上し、企業の体質が強固になったと言う ことです。 セクショナリズムによる、出来ない理由の説明をしても何の効果もありません。 一緒になってその理由を見つけ、一緒になって解決することが必要です。 しかしながら、全社一丸となってある目標に対して進んでいくことは口で言うほど簡単なことではありま せん。いわゆるセクショナリズムと言われる,お家の事情がついつい出てしまうからです。 各部署が持つ痛みやつらさを部署全体が感情移入できるほど理解し、共にその問題を解決する姿勢が 無ければ、リードタイムは短くなりません。 再度言いますが、これは各部署が「仲良しクラブ」になることではなく、特に後工程は、協力的ではあるが 厳しく、時には前工程の悪いものは絶対受け取らない、あるいは悪さを計数値として指摘することが 必要です。この姿勢によって、やり直しの再発防止が出来るからです。 同時に、経営者の確固たる信念に裏付けられたリーダーシップが不可欠です。 下は常に上を見ていますから、上が何に関心があるのかには敏感に反応します。 第三は、 成績評価を行う評価指標のあり方を含めた全体のシステム(仕事の仕組み)の改善が重要となって きます。 一般的に効率(出力/入力)の指標、もしくは出力のみの評価指標が多く、リードタイムに関する指標を 取っている企業は少ないと思います。 時間の概念を持つ指標を掲げ、常に自分の過去と比較し、同一水準で比較できる評価指標が必要 です。競争相手は、他社ではなく、過去の自分、現在の自分だからです。 なぜなら、他社との比較によるベンチマークは、必ずしも言葉の定義が同一とは限りませんし、仮に定義 が同じだとしても、その仕事のしくみが詳細に分るわけではなく、ただ数字を比較して、「負けているから 頑張ろう」というモチベーションにはなっても、「どういう方法でやろう」というやり方を学ぶ事はできません。 その点、自分の評価指標はその定義も明確ですし、過去の自分と比較し、比較の結果、良し悪しの原因 も推定が可能となってきます。悪かった所は、再発防止により過去に犯した過ちを、二度と起こさない こと、過去に当たり前と思っていた過ちが二度と起こらなければ、必ず、過去の自分に勝つことが 9 ものづくり知識創造学統合特論 2.リードタイム講義 出来ます。 トヨタでは[Beat the TOYOTA]と言う言葉がはやりましたが、正確には[Beat the current TOYOTA] と言うべきでしょう。 各部署の責任区分を明確にして、その結果が成績指標に現れるようにすべきであり、例えば、工程原価 の仕組みでも、責任部署別費用振替システム等、他人に責任転嫁することなく、自分の責任として 受け止められる指標とすべきです。 一般的には期間管理されている財務管理も、受注オーダー別、部署別管理等細部管理に転換すること によって、全ての部署が過去の自分と比較、競争できることになり、当然再発防止の活動も具体的にする ことができます。 プロセス指標 結果としての指標だけでなく(成果指標)、プロセスの結果を表す、プロセス指標を整備する事が必要 です。 プロセス指標に厳密な定義はありませんが、財務のように結果を見せる指標ではなく、ある目的達成の ために各プロセスが、どのような状態になっているかを示す指標です。厳密ではありませんが、その指標 を管理する事により、設定した目標項目の結果を、知らず知らずのうちに良くする指標と考えてください。 例えば、 リードタイム短縮で言えば、営業では引き合いから、仕様書作成までの期間や、仕様変更件数等が プロセス指標であり、受注件数や受注獲得率はプロセス指標ではありません。 この指標を分析して、改善の方法を見つけ、仕事の仕組みを変えるヒントを見出すことが容易になって くる事に意義があり、その目標が正しければ、結果としての指標も付いてきます。 第四は、 個別受注組立型産業において、オーダーデリバリーリードタイムは軽視されがちですが、量産型と同様 に、経営上極めて大きな意味を持ちます。 筆者には、個別受注組立型の産業の場合、 冒頭にも述べたように、毎回製作するものが異なるために、量産型の産業と比較し、学習効果を軽視 しがちであり、評価指標の継続的フォローについても、違うものを同じ土俵で評価できないと言う意識が 先に立ってしまうように思われます。 財務についても、一件の受注が大型で、年間件数の極めて少ない業界以外、個別プロジェクト管理や、 工程別原価管理等を行ない、プロジェクト毎に評価し、次の改善に繋げているでしょうか。 見えるようにすること、そして見えた失敗は二度と起こらないように再発防止すること、評価して、ベンチ 10 ものづくり知識創造学統合特論 2.リードタイム講義 マークすること、当たり前のことを、当たり前のようにやる仕事の仕組みを構築する必要があります。 リードタイム短縮のために、各部署が連携を持ちながら、進めるべき業務は、数多くありますが、 そのなかで最もキーとなるのは ①役割分担では、生産管理部のリーダーシップ、 ②業務内容では設計の標準化 ではないかと筆者は考えています。 11 ものづくり知識創造学統合特論 2.リードタイム講義 2.リードタイムと付加価値時間 一般に、オーダーデリバリーのリードタイムは、顧客からの引き合いからスタートし、多くの工程を経て、 顧客への製品の引き渡しをもって終了します。個別受注型の工程の流れを下図に示します。 購買 引き合い 仕様決定 図面作成 顧 客 仕様書発行 引渡し完 製造 現地調整 部品調達 設計 営業 バラシ、梱包、 部品加工 図面出図 組み付け完 トライ完 検査合格 製造 製造 検査 部品集合 製造 出荷検査 組付、トライ 供給先 (自社) 個別生産組立産業型企業の工程とマイルストーン ①先に述べたリレーにたとえると、第一走は営業です。 営業は顧客からの引き合いを、受注に結びつけるのが組織としての重要な任務ですが、リードタイム の観点からは、顧客の要求機能を具体的に明文化し、設計に仕様書として伝達することが役目となり ます。 仕様書(スペック)は顧客側が作成し、それに基き、発注するのが普通ですが、個別受注産業の場合、 顧客は要求機能がイメージとしてあっても、製品として設計するにはあいまいであったり、不十分で あったりで、受注側が顧客とのヒアリングの中から、作成することが多い。 設計は仕様書と言う「バトン」を営業からもらって走り出します。 無論、製作途中でも客先からの仕様変更は発生し、時間が経つほどその影響は増加するので、営業 部門は、迅速に情報を把握し、後工程に正確に伝達する事が必要です。 ②設計は仕様書に基き、客先の要求機能を満足する製品を設計します。 要求機能を全て満足しない製品は全て廃品となり、売ることが出来ません。 どこまで工程が進んでいようが、やり直しとなりますから、コスト的にも時間的にもロスとなります。 仕様書の記述内容があいまいだったり、不足していたら、徹底的に確認することが重要ですし、仕事の 仕組みとしても、抜けがあったり、誤解の生じない工夫が必要です。 12 ものづくり知識創造学統合特論 2.リードタイム講義 図面出図、部品表発行を持って後工程の調達や製造の内製加工部門に引き継がれます。 前述の営業からの仕様変更、および設計責任(設計ミス等)、後工程要望等(コスト削減等)の設計 変更は、やり直しとなりロスが生じますから、過去のデータ分析等も通じ、再発防止に努力することが 必要です。 ③調達、加工 出図された図面、部品表を基に、組み付けるための部品の製作が開始されます。 製品は多くの部品から成り立っており、内製と外注に区分され、組立開始を日程的ターゲットとして 一斉にスタートします。生産能力にもよりますが、部品手間隙がかかる部品や、すぐ作れる簡単な部品 もあります。 全ての部品が集まってはじめて組立工程が開始できます。 (厳密には、サブアッシー構造をとれば、全てが集まらなくても可能ですが、それは後述します。) 最も時間のかかる部品(ボトルネック)は最後に出来上がりますから、組立開始はこの部品の日程で 決まります。 従って、この工程のリードタイムはこのネック部品の日程で決定されます。 ④組付け、トライ 製品製作の最終の工程です。 全ての部品が集まって組みつけが開始され、トライアウトを行なうことにより、出来上がった製品が全て の要求機能を満足する事が確認されて終了します。 全体のリードタイムだけでなく、各工程のスタートと終了の定義を行ない、工程毎のリードタイムを評価 する体制が必要です。 その際、後工程は全ての前工程の影響を受けますから、前工程は「後工程はお客様」の気持ちを忘れず、 後工がどうしたら楽に早くできるかを常に考えることが重要です。 そして、後工程は様々な情報フィードバックすることで、その努力に報いると言う姿勢を持つ事が必要 です。 ⅰ)リードタイムの構成要素 ①実際に仕事をしている期間(付加価値時間)、 ②待ち時間(停滞時間)、 ③やり直し時間 ④運搬時間 の四つに大別されます。実際に時間を取ってみると分かるのですが、意外と付加価値時間が少ないの に気が付くと思います。 13 ものづくり知識創造学統合特論 2.リードタイム講義 実際にオーダーデリバリーのリードタイムに対する仕事をしている時間(前後工程責任による待ちを 含めない標準作業での標準作業時間)の比率を付加価値時間比率と名づけ、 この付加価値時間比率の逆数を(そのままだと小数点以下となり、分かりにくいため)リードタイムの 絶対値だけでなく、これをサプライチェーンマネジメントの一つの評価指標として、確認することが重要 です。 評価指標 付加価値時間比率の逆数=オーダーデリバリーのリードタイム/実際に仕事をしている時間 特に生産のリードタイムを考える時は (製品が完成した時刻―最初の工程に仕掛かった時刻)/実際に仕事をしている時間 として、 最優先に考えなければならない指標の一つで、生産工程の組織力を表わす指標となって います。 流れ化の出来ていない工程では、工程間在庫が多く、この指標を大きく(悪く)させる基になっています。 ⅱ)待ち時間 生産だけでなく、情報のロットサイズが大きいために、待ちが増加することがあります。 物の流れにおいて、ロットサイズの大きさがリードタイムに極めて大きな影響を与え、トヨタ生産方式で は「1個流し」を究極の目標にしていることは皆さんご周知のことと思います。 情報の流れにおいても同様のことが言えます。 全ての情報が整わないと、情報が出されないとすると、前に確定した一部の情報は、そのロットの最後 の情報が出来るまで、発信を待つことになります。 それが次工程の作業開始のために必要な情報だとしたらどうでしょう。 全情報が整わなくても、スタートできる部分もあるはずです。 前工程のある部分の情報が明確となれば、次工程がフライイングしても、「あわてものの間違い」を 起こさない。 内容を、全ての情報が整う前に先出しすることです。 後工程への情報は小ロットとし、特に次工程がネックとなる部分を明確にし、その情報を優先して作り、 提供すべきです。 製造の場合、設計が図面を書くのを待ち、調達が外注品を集める時間を待っているのです。 設計が最も調達時間が長い図面情報を先出しし、調達が他の部品に先行して発注すれば、部品集合 日をその分だけ先出しできることになります。 すなわち組み付け開始を早めることが出来ることになります。 ⅲ)やり直し時間 14 ものづくり知識創造学統合特論 2.リードタイム講義 次にやり直しが、三つの意味で、リードタイムを伸ばす要因となります。 ①実際のやり直しのために時間が必要となる。 ②やり直しを予測し、仕掛からない、もしくはトップスピードで走らない。 ③やり直しを予測し(容認し)、遅れが自己責任とならぬように冗長な日程計画を実行する。 例えば製造を例にとって考えると ①については説明の必要は無いでしょう。 いざ、設計の出図が完了し、自工程がスタートしても、また仕様変更や設計変更があればやり直しを し、外注品の精度不良があり、またやり直しをする事態が発生します。 そのたびに、進行は中断され、やり直しを行い、再度トップスピード入るには、単に中断された分だけで はすまない影響があります。 本当にやり直しが無ければ、思いもよらない短期間で、仕事が完了するのに驚かれることでしょう。 一度推測してみてください。現状の日程計画表に示されている製造の工程が、もし何のトラブルも無く、 スイスイと加工が完了し、組み付け、トライが出来たら、 何時間、もしくは何分で出来る仕事なのでしょうか。 ②、③については、実際の中断時間以上に大きな影響があります。 製造はその遅れを組みつけ遅れとか、製作遅れと全社的に評価されるとしたらどうでしょう。 現象としては確かにそうなのかも知れませんし、事情を良く知らないトップは誤ってそう評価するかもしれ ません。 製造としては、自分の責任でもないのに、割り切れない思いとなり、再度そのような事態を避けるため、 再発防止対策を立てるに違いありません。 設計変更を容認し、設計変更があっても遅れない製造日程を生産管理に提出するのです。 その間違った対策を生産管理が看破できないとすると、それが標準日程となり、リードタイムは、その 状態で全社的にオーソライズされてしまうのです。 設計にしても調達にしても、製造同様、前工程のやり直しの影響を受けますから、製造と同様の態度をと ったらどうでしょう。全体として、リードタイムはどんどん長くなってしまいます。 このような態度は、セクションが明確に分かれ、組織の区分がはっきりして、且つ評価システムも しっかりして、一見、管理の行き届いた組織体のように見えますが、本当にそうでしょうか。 大きな病気をする度に、生命保険の額が増えていくのと同じように、大きな仕様変更がある度、標準日程 が延びていきます。本当にこれで良いのでしょうか。 ⅳ)運搬時間 運搬時間はともすれば輸送時間のみを考えがちですが、単に A 地点から B 地点まで、移動させる 時間を意味するものではありません。 15 ものづくり知識創造学統合特論 2.リードタイム講義 ここでも待ち時間の所で説明したロットサイズが問題になります。 例 : A 地点から B 地点まで、移動させる時間 10 分、X 製品が1分に1個完成するとしましょう。 X を運搬ロット1個とする場合と 10 個とする場合の運搬時間を考えて見ましょう。 運搬ロットが1の場合は最初の製品が完成してすぐ輸送されるわけですから、10 分後には B 地点に到達しているわけですが、運搬ロットが 10 個の場合は、最初の製品は、後の9個が 完成するまでの9分間待ってから、10 分掛けて輸送され、合計 19 分かかってやっと B 地点に 到達できるわけです。 最初の製品は、待ちの9分を運搬の時間と見れば、運搬時間は全く違うと言うことになります。 16 ものづくり知識創造学統合特論 2.リードタイム講義 3.リードタイムとキャッシュフロー リードタイムとキャッシュフローの話はデルのビジネスモデルの話が有名で、話す必要が無いほどで しょう。 ゲートウエイやコンパックは衰退し、デルのシェアが急進した歴史を見ても明らかです。 リードタイム分だけ借金が溜まっているといったら言い過ぎすぎでしょうか。 企業は、製品を作るための材料、部品を買い、設備を買い、人を雇って給料を払って、製品を作り ます。 しかしながら、製品が売れ、お客様に対価を支払ってもらうまではお金は入ってきませんから、それは 借金でまかなうことになります。 一方オーダーデリバリーのリードタイムとは、お客の注文があってから、お客に製品をお届けする(対価を お支払い頂く)までの期間を意味しますから、それが長いということは、永い期間借金をし続けて、物を 作り続けていることになります。 言い換えれば、リードタイムが短ければ、短いほど借金が少ないということになります。 無論、実際には受取、払い込みの手形の決済期間が問題となりますが、これが同等だとすれば、サプライ チェーン内の在庫はリードタイムと正の相関があり、 その在庫はすなわち一時的借金ですから、言い過ぎではないことになります。 次ページの図は自動車におけるサプライチェーンの模式図ですが、この楕円の円周がリードタイムで あり、この面積が全体在庫と考える事ができます。 リードタイム(円周)が長くなれば,このサプライチェーン内の在庫(面積)が増加する事になります。 部品発注 オーダー 受注 販売店 生産計画 営業・生産管理部門 必要数予測 注 文 一体で輪を縮める (トータルリードタイム・コスト etc) 部品受入 生産 出荷 納 車 生 産 出 荷 部品輸送 完成車輸送 車両組立工場 楕円の面積が在庫量 周の長さが時間 17 部品メーカー お客様 受 注 ものづくり知識創造学統合特論 2.リードタイム講義 4.リードタイム短縮のための方策の分類 それぞれの業務を下図①~⑤の観点から見直します。 ①各個別業務の仕事の仕組み改善による期間短縮 ・各工程の業務の実質作業時間を仕事のしくみを改善して短縮する。 ②業務間の情報伝達の仕組み改善によるやり直し削減による期間短縮 ・情報の共有によってやり直しを削減する。 ③業務間の情報伝達の仕組み改善によるフライイング、オーバーラップによる期間短縮 ・情報の小出し、確度の高い情報のフライイングによる先行手配による工程間のオーバーラップ ④再発防止の仕組みつくりによるやり直し削減による期間短縮 ・やり直しの原因を徹底的に究明し、その原因を再発させない仕事のしくみを作り上げる。 ⑤アイドルの明確な区分(工程の最終に1個)による標準時間の設定 ・さまざまなタイミングに設けられている、バッファを最小限とし,各工程の最後に1つだけ設け、 改善進行と共に、それを限りなく0に近づける。 バッファ やり直し 現状 営業 営業 設計 調達 製造 各工程のオーバーラップ 設計 短縮 3 調達 各工程のやり直し削減 製造 2、4 各工程のバッファ削除 5 各工程の業務改善 1 18 ものづくり知識創造学統合特論 2.リードタイム講義 5.工程別リードタイム短縮の着眼 リードタイム短縮のアイデア発掘のために参考となる知識を工程別に記述します。 1.実習工場の製品の開発製作工程 受注個別生産の場合、工程(ステップ)は大きく分けると 1. 引合い 2. 受注 3. 仕様決定 4. 設計 5. 調達 6. 加工 7. 組付 8. 配線、配管 9. 調整、トライ 10. 出荷検査、分解、梱包、発送 11. 再組付現地トライ の 11 ステップに分けられ、それぞれが問題を抱えながら、相互に情報を出し合い、業務を遂行してい ます。 2.各工程での改善の目の付け所 1.営業 引き合いから受注、仕様決定までは、業種により業務分担は様々ですが、一般に主役は営業、助演は 設計となっています。 営業の役割は単に受注を獲得、促進するだけではありません。 発注仕様を確定し、正しく早く設計に伝達することにあります。 そして、その仕様は発注者、受注者両者にとってメリットがある仕様で確定されるべきです。 ではどうすれば、両者にとってメリットのある仕様になるのか。 1.顧客の必要とする能力、サービス力、信頼性があり、 2.価格が適正で(出来るだけ低コストで) 3. 短期間で手に入る仕様です。 19 ものづくり知識創造学統合特論 2.リードタイム講義 これは 「過去に作った実績のある設備を基本として、顧客ニーズに対応して、局部的に改善されたもの」 が一つの回答となりえます。 顧客をその方向へ誘導することが両者の利益に繋がることを、営業は理解すべきです。 そのためには営業の IT 武装化が必要です。 例えば、本社のコンピューターと接続し、顧客の要望に沿った過去の製品を容易に検索するシステム等 を利用して、顧客と仕様を過去の設備をベースとして確定していけば、その方向へ進むことが可能です。 更に、より具体的に、スピーディに仕様決定がなされ、設計とも直結してきます。 次に営業の重要な役目はやり直しを発生させ、リードタイムを長くする 仕様変更をいかに減少させるか ですが、「お客様は神様で、お客様の言う事は聞かなければしょうがない。」と考えていませんか。 仕様変更の中は全く突然のことで、お客様の気まぐれであることは決してありません。 何らかの理由があるはずです。 原因は大別すると ①状況が不確定で、仕様作成時点当初より迷っていたが、必要時期的に期限がきて、やむを得ず 仕様確定したが、状況が確定したら投書とは異なっていた。 ②外部状況が急変した。(経済動向、競合他社動向) ③内部調整が不十分だった。 等で、営業は、顧客との打ち合わせの中で、十分仕様変更の可能性を予知できるものもあるはず です。 その情報を的確に設計に繋げる仕事の仕組みになっているでしょうか。 作成された仕様書の問題のある場合もあります。 ①仕様書(最終仕様確認書)の記載項目は設計にとって十分か。 ②設計が一義的に理解できる内容となっているか。 ③仕様変更の可能性の情報が盛り込まれているか。 ・仕様変更発生原因を分析するためのデータが取られているでしょうか。 過去に起きた仕様変更を分析し、仕事の仕組みを改善することは、次の仕様変更を減らすことに 繋がります。 仕様変更に限らず、原因別、現象別、顧客別、項目別、ロス量別等々、様々の角度からデータを 分析し、どうしたら再発が防止できるかの観点から、継続的に改善を進めれば、減少します。 20 ものづくり知識創造学統合特論 2.リードタイム講義 ・仕様書項目の確定度分析 仕様書の発行予定日と顧客との仕様確定の日程が合わず、記述項目が全欄記述できない、 もしくは 100%確定していない場合があります。顧客の要求納入日を満足するため、それでもフライング せざるを得ない場合、項目別に確定度を記録し、設計に伝達します。 データを集積し、確定度と仕様変更の影響の相関を分析します。 項目によっては、確定度が低くても、リードタイムに影響を与えない項目もあれば、仕様が変われば 大きなロスとなる項目もあります。 ・仕様書項目の後工程への影響度分析 同じような意味で、後工程でネックとなる部品(調達リードタイムの長い部品等)が関与する仕様は、 確定時期を早める必要があります。 他の部品より先に図面を確定し、調達を開始して初めて集合日(後述)を同じにできるからです。 ・仕様変更責任の明確化と受注金額に対する処置の明確化 再発防止のためには、その費用負担も含めて、その責任の所在を明確にする必要があります。営業 の立場では、顧客との間で揉め事は避けたい気持ちはあると思われますが、責任区分を明確にし、 その費用も具体的にしておく必要があります。 これはお金を顧客から取る、取らないは別として、仕様変更の重要さを認識させ、削減への動機付け の効果があります。(内部だけでなく、顧客にも) あるメーカーの専用設備調達では㋱、自 と言う記号があります。立会い時に不具合をビラに記入し、いつまでに何をやり、再確認する かを記入する際に、その不具合の責任区分として、メーカー責任か、顧客責任かを明確にし、記録する。 それによってその不具合対策のお金はどちらが持つのかを決定する方法を取っています。 「営業でのキーワード」 ・不確定状況での外段取り ----- 不確定状況下での後工程への情報伝達とフライイング可能業務の整理 ・情報の小出し ・受注仕様書 ------- 実績のある設備へ導くための検索手段 ・仕様変更 ---------- 原因究明と再発防止手段 ・営業の設計情報での武装化 2.設計 生産のリードタイムは設計が決める。 主役は設計部門、しかし、設計を助ける助演は製造(生産技術)、調達からのフィードバック。 21 ものづくり知識創造学統合特論 2.リードタイム講義 リードタイムは設計の標準化が決め手 設計は得てして、自分の技術的興味から新機構のもの、自分の新しい設計を目指したがるもので、 それ自体は悪いことではありません。 設計は自分が白紙から線を引くほうが圧倒的に楽で、モチベーションも高いのです。 (塗り絵を描くよりも、白いキャンバスに自由に描くほうが楽しいのです。) しかし、最も考えなくてはいけないのは顧客の要望です。 「いかにすれば、顧客の要望に合致するもの(Q)を、最も安いコスト(C)で、最も早く(D)作り得るか」 です。 顧客は製品を買いたいのではなく、製品の機能を買いたいのだということを忘れてはいけません。 (影の声)独りよがりは開発部門に任せましょう。 顧客の要望(機能)は、スペック(仕様)で表されます。 長年同じジャンルの物を作っている組織体であれば、受注生産といえども、似たような仕様の設備を過去 に作っているはずです。 それをベースとして、良いとこ取りして、できるだけまねして設計すれば、学習効果もあり、作り易いはず です。 ・なぜ設計の標準化が出来ないのでしょうか。 自由に線を引く従来の設計に勝る従来部品検索システムおよび便利なコピー&チェンジ CAD シス テムが出来ていないためです。 ①過去のものを検索しようとすれば、部品のコード体系がきわめて重要です。 型式設定、コード設定(製品分類)、品番設定の方法が厳密に体系付けられ、それが検索に便利な ようになっていることが必要です。 ②過去のものを使おうとすれば、そのつなぎ部分に検討をする事が増加します。流用する部分、 つなぎのための新設計部分が分かりやすく表示され、つなぎの部分が設計し易くなっていることが 必要です。 ③また仕様と標準部品、あるいは標準サブアッシー、標準ユニットとの関連付けが明確となっている 必要がありますし、 ④現在受注したプロジェクトの仕様と近似の過去のプロジェクトの検索システムも必要となってきます。 これらを整備し、システムを作り上げることは、大変な苦労ですが、 標準部品の設定を増やすことは調達を含めた作る側で十分報われますし、設計工数も大幅に削減 可能です。 22 ものづくり知識創造学統合特論 2.リードタイム講義 個別受注生産だからといってあきらめてはいけません。 例えば繊維機械を作っている企業が、自動車を受注するわけではないのですから、製品群を カテゴリー別にいくつかに分類すれば、細部は異なっても、同じような機能を有し、同じような構造を とっていると思います。 全体が流用できなくても、S/A、部品と細分化していけば、標準化できる部分はあるはずです。 ・標準化された部品を製作する部署はどうでしょう。 前に製作した事のある部品と、全く新規に加工するものとでは先回の学習効果が存続していれば、 それを有効に使えるでしょうし、ツールが残っていればそれを使用することも可能です。 部品作成の手順、日程も先回の作成で分かっており、納期見積もりも精度の高いものとなるに違いあり ません。 更にはコスト削減のアイデァも先回の経験から考え易いでしょう。 このように 設 計の標準 化 は、設計部 門の合理 化 だけでなく 、製作コストの 低減、品 質 向上、 納期遵守の観点から、計り知れない効果を持っています。 ・「部品流用率」が設計のプロセス指標となっていますか? 設計の評価指標として、「一人当たりの設計点数」を取っている組織は多いと思いますが、それは それで効率の観点からは必要なことでしょうが、もっと大事なのは、図面を書かないことです。 部門目標をそれに定めると、人間はその指標がよくなるように努力します。 「一人当たりの設計点数」の定義を、「流用したものは設計点数に入れない」と定義したらどうでしょう。 流用すればするほどこの指標は悪くなる、すなわち効率が悪いと言うことになってしまいますから、 たぶん流用率は低下することになります。 少なくても、評価指標を「一人当たりの設計点数」で存続するならば、「流用したものは設計点数に 入れる」としなければなりませんし、 更に、ここでは「部品流用率」を新しく定義し、評価指標として認知しないと、流用設計が進みません。 人は自分の行動が進歩していることを自分で認知し、他人に認知されることによって、更に良くなろ うと努力する生き物なのです。それを知るのは評価指標です。 「設計におけるキーワード」 ・流用設計か新規設計か ・部品流用率、S/A 流用率 ・コンポーネント、S/A の標準化とはめ込み設計 ・図面検索手段、方法 23 ものづくり知識創造学統合特論 2.リードタイム講義 ・設計変更原因分析(やり直しの低減) ・設計変更被害を最小化する仕事の仕組み ・承認図設計(仕入先との連携強化と前段取り) ・設計構造(S/A 構造) ・製造設計(作り易さへの考慮) ・設計基準工数 3.調達(購買) 組み立て型産業の場合は量産型、個別生産型を問わず、外注依存度が高く、7割以上に達することも まれではありません。一つの部品がなくても、製品は完成しないわけですから、図面が出てから外注部品 を如何に迅速に集めるかが、リードタイムを大きく左右することになります。 調達の仕事は一般的には「調達は事務屋の仕事、仕入先との人間関係こそが調達を成功させる。」と 信じている人がいますが、本当でしょうか。 それも必要でしょうが、生産技術屋を配し、設計図面への注文と、納期見積もりをしっかり行う事が重要 です。 もっと作りやすい設計(加工必要工程数、必要材料)で、同一もしくはそれ以上の機能を発揮できる 構造を提案できる仕事の仕組みが有効です。 これによりリードタイム、コストを大幅に削減し、品質を向上することが可能です。 仕入先との関係は、リードタイムという狭い観点から考えるのではなく、運命共同体として如何にして 共に成長していくかとの観点から考え、その実行結果として、調達リードタイム短縮が成しえると考える べきです。 以下に仕入先との関係で考慮すべきことを述べます。 ・仕入先の選択とその育成計画 仕入先は組立型産業にとって、共に成長していくとも言える存在であり、経営姿勢、協力度、自社 依存率や技術力を考慮して、 慎重に選択し、将来にわたって期待値とあるべき姿を共有することが必要です。 有力な仕入先は、発注区分を下図の右方に進むよう、仕入先の長期的育成計画を立て、実行 し ていく必要があります。 24 ものづくり知識創造学統合特論 2.リードタイム講義 工程 → 部品 → サブアッシー → 製品 → 承認図 主要な仕入先には設計段階より参加させるべきです。 それにより、仕入先は事前に多くの情報を得ることが出来、また製造を考慮した図面が描かれ、 その結果、短納期で、コストの安いものを供給可能となります。 育成計画には定期的な仕入先の技術力の把握が必要不可欠です。 どのような人財、設備、工程を保有しているのか。 部品の加工精度は?。 自社の生産能力は、外注を含めると? 等々 ・仕入先の教育、仕入先との人事交流 仕入先の教育の中で、最も重視しなければならないのは、発注した部品が全体の製品(システム)の 中で、どのように構成され、どのような機能を期待されているのか、理解させることです。 無論、どこが品質上重要かは図面情報により知ることが出来ますが、自社の製品が全体のシステムの 中で、どのように取り付けられ、どのような働きをするのか、を実際に自分の目で確認するか、しないか では、大違いです。 自分で組み付けてみれば、その形状の必然性が理解でき、システムのトライアウトを行なえば、どこを 精度保証すべきか、その機能上、過剰な精度保証箇所はどこか等、知ることが出来ます。 コスト、品質、リードタイム面での多くの知見を自分の体で体得できた人間が育成され、仕入先での取り 組みのできる人材が育成されることは、その完成製品の付加価値を飛躍的に高めることに寄与します。 その逆もあります。 発注先の設計者は図面を書きながら、その実際にその部品の製作過程を見ていません。 自分で物を作ってみれば、その設計の QCD の観点から改善すべきことが実感できます。 ・仕入先からの創意工夫提案制度 個別受注生産の組立工業の部品仕入先は一般に汎用部品を供給する大企業、もしくは個別設計 部品を供給する中小零細企業に大別されます。 設計は汎用部品に対しては、出来るだけ特注品とならないように十分配慮するので、その結果、個別 設計部品に無理を強いる結果となります。 あるいは作り方を熟知していない設計者は、難しい加工、工数のかかる加工、必要以上の許容加工公 差等言い換えれば、コストのかかる作りにくい加工を必要とする図面を書き上げます。 製品の受注先からクレームがある度に、仕上げ指示をレベルアップしたり、検査項目を増加したりして、 対応しがちです。構造を考え直すより簡単に処理でき、設計責任を回避できるからです。 25 ものづくり知識創造学統合特論 2.リードタイム講義 本来は構造を本質的に見直し、作り安さを保ったまま、クレームの再発防止をすべきなのに、です。 前に述べた人事交流も量的には限りがあり、広範囲に広げるのは難しい状況です。 その結果、何が起きるのでしょう。 注文を受けた中小零細の仕入先は、難しいと分かっていても転注を恐れ、図面どおりの部品を苦労し て作り上げるのです。これではコストを増加させるだけで、調達リードタイムは増加する一方です。 物を実際に作っている仕入先は、どこが一番作りにくいのか、どうすれば安く作れるのか、どうすれば お客のクレームを減らせるのか、知恵を持っています。 しかしながら、立場上、発注先に従って、図面通り作る方が、好印象をもたれ、今後の受注も期待 できることを良く知っています。 砕けた表現をすれば、「小賢しいことを言って睨まれるより、『はいはい』と言っていたほうが良い」となり ます。 調達は仕入先の知恵を設計にフィードバックすることによって、納期を短縮できる機会を与え、コスト 削減や品質向上を狙える仕組みづくりを講じる必要があります。 内製部品では生産技術や製造が行なっている QCD の観点からの設計変更依頼を、仕入先の創意工 夫制度や原価低減、品質向上などの提案制度を導入することによって、実現させるのです。 無論、その提案により得られた利益は仕入先とある比率で分配することにならないと、その活動は 活性化しません。 ・仕入先の評価基準と表彰制度 仕入先には年度毎に、Q、C、D、F(突発事象に対する対応性)に関する期待値と、それが達成 できたかどうかを判断する評価基準を計数値で定め、共有する事が必要です。 それを元に、年度末にその結果を反省し、次年度へ向けての取り組み方を協議することが重要です。 それにより、仕入先との人間関係だけでなく、組織的結束力を強める働きをします。 上記を仕入先の自分自身の時系列成長度の見える化とすれば、表彰制度は仕入先間の競争原理を 利用したモチベーションアップに繋がります。仕入先は発注者から他の仲間の仕入先よりも優れた 存在である事の証明書をもらうことは次の行動に影響を与えます。 継続すること、乱発しないことが肝要です。 ・仕入先の負荷の把握 仕入先の負荷は、自社への依存度が極端に高い場合を除き、自社の発注量で負荷が見積もれると は限りません。一般的には多くのパトロンを持ち、他のパトロンの負荷は明らかにせず、より多くの 受注を獲得しようとします。自社の発注量に山谷が大きい場合や自社への依存度が低い場合、 仕入先は自己防衛上、そのような行動に出るのはやむを得ません。 26 ものづくり知識創造学統合特論 2.リードタイム講義 パトロン自体がもともと顧客よりの受注量に山谷があるのですから、必然的に外注への発注量は、 増幅されて変動し、谷の時に、餓死してしまうリスクが存在することがその理由です。 特に工作機械や、装置類は景気の変動を受け、大きくその負荷が変動しますからなおさらです。 したがって発注者は仕入先の負荷を、正確に把握し、調達遅れのリスクを回避しなければなりません。 ・発注量予側と負荷予側 有力な仕入先には事前に発注量の予側を提示し、心積もりや前順備をさせることが肝要です。 遠い将来の予測では当りはずれが大きすぎて予測になりません。 中期(半年先くらい)は実需、もしくは引き合いによる需要予測を基に、長期育成計画を参考にして、 発注予測を提示し、それに対し、仕入先は、他社よりの受注予測も含めて、自分達の負荷見積りを 返します。 運命共同体には何よりも信頼関係が重要だからです。 ・長納期部品の先行手配 リードタイムを決定するボトルネック部品は最も重要な管理部品となります。 そのような部品が、顧客の要求するリードタイムに合致しない場合は、先行で手配することが必要 です。 しかし、客の確定仕様と合致しない場合は、それが流動性のある部品なら良いのですが、廃品となる リスクを持っています。 リスクを低減させるためには、仕様決定の一部前出しとか、流動性のある状態で購入し、後加工を内製 で行なう等の処置を行なう必要があります。 ・カムアップシステム 外注先の部品の納期管理はどのように行なっているでしょうか。 量産型の産業と異なり、量も少なく、仕入先は中小の企業であり、納期管理にも十分手が回らない 企業も多いはずです。 個別受注型の産業では、部品種類数だけ多く、発注個数も少ないといえども、必要な部品が一部品で も納期通り納入されなければ、組立できません。 多くの場合、組立現場からの督促で、その未納入が発覚することになり、組立日程の遅れを引き 起こします。 その結果を予測して、組立の日程はそれを見越して、冗長な日程を組んだり、いくつかのプロジェクト を並行して進め、その非効率を避けようとします。 それが、製造のリードタイムを延ばすことになります。 それを避けるためには、全て揃ったのか、現在何が集まってないのか、事前に、誰もが簡単に分かり 27 ものづくり知識創造学統合特論 2.リードタイム講義 (見える化)、手が打てる仕事の仕組みが必要です。組み付け開始時によくよく調べたら、「何がない、 かにがない」では手遅れになってしまいます。 しかし、いちいち事前に納入状況をチェックし、未納仕入先に督促していては大変ですが、情報技術 の進んだ現在、自動的にチェックし、自動的に督促し、自動的に対策を確認することが可能です。 カムアップシステムは、事前に決められた集合日(組立開始の2、3日前)に、納入予定の部品を チェックし、 未納入の仕入先に連絡し、その督促をし、予定日通りの納入を約束させるシステムで、情報の検索、 情報の授受等により、計画遅れの防止を行います。 「調達におけるキーワード」 ・負荷予告 ・仕入先能力管理 ・仕入先育成計画 ・内外製区分 ・調達区分 工程 → 部品 → サブアッシー → 製品 → 承認図 ・工程調達 ・部品調達 ・サブアッシー調達 ・製品調達 ・承認図調達 ・工数調達 ・複社発注(2社発注) ・種類分けのみ内製後加工(工程設定の複合化) ・場内外注 ・日程計画、製作とのマッチング(集合管理)、 ・スケジュール管理の細分化(仕入先の報告システム) ・カムアップシステム(×:納入日に結果がわかる) ・受け入れ検査 → 出荷基準成績表 ・平準化調達(標準部品) ・ネック部品の半加工在庫、先行手配 ・特殊工程部品、特殊工程の個別能力管理 ・情報ネットワーク 4.加工、組立 加工、組み付け工程は、最初に前工程の悪さが「吹き溜る」工程です。 28 ものづくり知識創造学統合特論 2.リードタイム講義 仕様変更、設計変更、調達遅れ、外注部品品質不良等々数え上げるときりがありません。 そのような前工程の悪さをもらいながら、お客様への納期保証の責任だけ押し付けられては、管理者 はたまったものではありません。 したがって、それを逃れるために、結局の処、加工、組み付け以降の業務は、ケースに現れるように、 前工程のやり直しやミスを包含した冗長な計画としがちですが、これは百害あって一利無しです。 標準時間に基づいた実働時間で計画すべきで、どうしても後工程に対する納期遅れを心配するならば、 改善されるまで、責任工程の最後にひとつだけ、調整と証するバッファを設けるべきで、そこには実作業 を含んではいけません。あくまでバッファです。 標準時間に基づいた実働時間の計画は前工程の悪さを顕在化(見える化)します。 なぜなら、問題があれば、計画通りに進まないからです。前工程の原因でも、計画通り進まなければ自分 の管理責任になるので、 前工程に対する是正要求を厳しくすることになります。再発防止を求めます。 一方調整を含んだ冗長な計画ではどうでしょうか。 よほど大きなやり直しや前工程遅れがあっても、「調整の時間」で計画通り進行してしまうのです。 計画通りですから全く問題ありません。 問題の無い所では改善は進みません。 悪いことをした部署に再発防止を要求することなど考えもしません。 ・製造部門が考えるべき課題 製造部門が他の部門に働きかける重要なポイントをいくつか上げてみましょう。 ・図面への注文 製造部門の仕事は図面の書かれたものを忠実に作ることだと信じていませんか。 製造部門は作りやすい構造、品質向上のための構造、コストの安い構造、メンテナンスしやすい構造 等々、多くの顧客満足度を高める構造的知識を持っています。 これらをフィードバックして、リードタイムを短縮するのが、源流管理です。 製造の源流の設計にアクションをとり、自らの仕事をより質の高いものに変化させるのです。 その意識を持ちながら、図面に対する注文を行うことです。その部品に反映できなくても、構造要件書 として、部品単位に整理して設計にフィードバックするのは後工程の責務です。 ・問題の発見と早いフィードバック、不具合処理 そうは言っても、不具合は皆無という訳にはいかないのが実情です。 29 ものづくり知識創造学統合特論 2.リードタイム講義 不具合の発見後、早急にフィードバックし、不具合処理を迅速に行わなければ、次の作業にかかれ ないこともあります。 ・定例ミーティングの実施 日に一回は定刻ミーティングを行いましょう。 製造現場に大きなビラを掲示し、組付け担当者はその日に発生した問題を残らず書き込みます。 (問題の見える化)。 それを用いて一日のまとめを短時間で「メリハリをつけて」行うのです。 当然発生した時点ですでに連絡がなされ、アクションがとられている項目もあるでしょう。それについて は再確認の場となるわけですが、同時に関係部署の情報の共有の場となるのです。 不具合内容と対策内容、対策責任部署、対策日程、日程計画変更の有無、再発防止策等を決定し、 既に起きた不具合に対するフォローも行い、消し込みをしていきます。 日程計画変更の有の場合は即座に変更日程を作成し、現日程と差し替え、掲示します。 ・進行状況の見える化 進行状況の見える化は加工、組立てだけの問題ではありませんが、特に吹き溜るこの工程は特に 重要です。 現状と管理板が常に一致していることが重要で、一度現状と管理板が不一致であることが発見されると その後は誰も信用しなくなり、機械的に記入しているだけの「うどの大木」に成り下がってしまいます。 ・生産技術の役割 個別受注型産業の場合、量産型より生産技術に関する力の入れ方が少ないような気がします。 工程と言う概念や標準作業、標準時間と言う概念が当てはめにくいのが理由の一つではありますが、 一つ一つの製品が違うと言う意識が強すぎ、工作図を作っても次は違う製品なので、工作図も違うので ムダだ、と言うことなのでしょうか。 結果、つくり方は現場任せ、日程も現場任せ、不具合処理も、----結果、フィードバック情報による 再発防止も標準化や図面へのフィードバックとして残らず、学習による効果が残りにくいことになり ます。 ・集合と配膳(バイキング、SPS) ここで言う集合とは数学で言う集合とは異なり、組み付けの日程から、この日までに組み付けする 部品が集まらないと、組みつけが予定通り勧められない限界の日を指します。 組み付けは部品が全て揃わないと、組み付けを始めてから、手順を変更したり、やり直しが発生したり して、効率を下げる可能性があるからです。 したがって、組み付け開始前に部品が揃っているかどうか、揃っていない場合には探して見つけること 30 ものづくり知識創造学統合特論 2.リードタイム講義 が必要となります。部品の数、種類が多くなると、これが意外と難しいので工夫が必要です。 いわゆる「見える化」を行なうことが重要です。 一般的には「消しこみ」という方法を用います。 組み付けの日程表に基ずき、部品表に基き作られたリストを張り出し、揃ったものをリストから消しこんで いくやり方で、皆の目と意識を利用できる点で、コンピューターに入力管理と併用するのが良いと思い ます。 自動車会社では新車の組み付けのトライ時には良くこの消しこみを使用します。 まず①全ての部品とは何と何、②入荷したものはどれ、入ってないのは、③この品番はどの現物、 ④これはどこに組み付けるの、この部分の組み付け部品は全部揃ってる等々 この過程をしっかりやっておかないと、組付けを開始してから、探し物や、やり直し、果ては欠品手配等 で、組みつけのリードタイムが思いもよらず長くなることがあります。 作業を中断することによってペースが上がりません。 部品表を有効に活用し、物の置き場を、組み付け工程別に箱に入れて揃えることを配膳と言います。 あるいは必要なものだけ一つのトレーに入れて揃えるので、バイキングとも名づけられ、それをライン 大量生産で用いる場合、SPS(セットパーツシステム)と呼ぶ場合もあります。 ・順序作業とサブアッシー構造 サブアッシー構造とは一つの基本部品に全ての部品を順序作業によって組み付ける構造ではなく、 ある部品群をあらかじめ組み付け(組みつけられた部品群をサブアッシーと言う)、 そのいくつかサブアッシーを基本部品に取り付けていく構想で設計された構造を言います。 サブアッシー構造では、全部品が揃わなくても、そのサブアッシーに必要な部品が揃えば、 組みつけが可能ですし、あらかじめいくつかのサブアッシーを並行に組み付け、その後一気に 基本部品の組みつけが可能となり、集合の分散化(平準化)が計れますし、基本部品への組みつけが 順序作業とならないため、組み付けのリードタイム短縮も期待できます。 例えば 基本部品 B に、サブアッシーX(構成部品 X1,X2,、--,XN)、Y(構成部品 Y1,Y2,--,YM)、Z(構成部品 Z1,Z2,----,ZL)を組み付ける時、 X、Y、Z のサブアッシー組付け日数がそれぞれ XT、YT、ZT、 B への X、Y、Z の組み付けが A 日(通常短時間)で済むとし、X、Y、Z のサブアッシー組付けを並行し て行えば、 サブアッシー構造の時、 組み付けのリードタイム = Max[XT,YT,ZT]+A サブアッシー構造でない時、 組み付けのリードタイム = XT+YT+ZT 31 ものづくり知識創造学統合特論 2.リードタイム講義 となり、大幅なリードタイム短縮となる可能性が高い。 一方の「集合」の観点から見れば、X、Y、Z の順に B に組み付けるとすれば、 部品 Y1,Y2,--,YM は最初の集合日より XT 日後を集合日とすればよく、Z1,Z2,-- ,ZL は XT+YT 日後で よいことになり、集合日の分散が図られます。 「加工、組付けのキーワード」 ・日程計画から時刻計画へ(計画管理の小ロット化) ・工程分割(長すぎる工程は管理が甘くても何とかなる) ・フレキシブルとルーズの混同 ・集合日と組立日のマッチング ・日程情報管理の見える化 ・工程待ち実績の記録と再発防止 ・標準作業と標準時間 ・多能工化と能力の柔軟性 ・5S と見える化 ・前段取り、後段取り ・パラレル生産、パラレル加工 ・サブアッシー組み付け構造 ・S/A 組み立て ・オーバーラップ作業 ・標準部品設定 ・標準部品在庫 ・ネック部品 ・設計変更とやり直し ・配線、配管の外段取り化 5.調整、トライ、工場立会い 調整という言葉は非常に便利な言葉で、全ての悪さを隠し、組織間の良好な人間関係を維持します。 本当ですか? 「全ての悪さを隠し」以外は全くの「うそ」です。 ここでの調整は、本来はあってはならない業務で、出来るだけゼロとすべき業務なのです。加工、組付け 32 ものづくり知識創造学統合特論 2.リードタイム講義 と同じように実作業以外は含んではならず、やり直しをここで片付けるなどもってのほかです。 次の現地トライを極小化するための仕事を極大化すべきです。 そのための条件を整えるのに、事務屋は全力を挙げて、損をすることは絶対にありません。 「調整作業のキーワード」 ・日程計画から時間計画へ ・標準作業と標準時間 ・実作業内容の細分化、確定、標準時間設定 ・実作業と余裕代の明確な分離 ・ばらつきと再発防止 ・時間調整の調整期間となっていないかの確認 ・前工程の吹き溜まり ---- 情報のフィードバックと再発防止の仕組みは? ・前工程での成熟度が上がれば、調整作業は極小に出来る。 ・顧客要望とのミスマッチ原因究明の仕事の仕組み 6.現地調整、量産トライ、引渡し この仕事を極小化することは、顧客満足度を上げ、顧客の信頼を勝ち取るだけでなく、コストを下げる 大きな要因となる重要なステップです。 全社を挙げてこのステップの日程を短くする努力をすべきであり、この時点でのやり直しを極小化する 事が重要となります。 そのためには、5.調整作業の中で、いかに自工場の中で、現地を再現し、現地での量産状況を作り 上げて、トライをするかにかかっています。 同時に、ここでのトラブルは絶対再発防止する必要があります。 問題の真の原因を「なぜ、なぜ、なぜ」を繰り返し、究明し、必ず具体的に「何をやるか」を決めなければ なりません。 「現地調整でのキーワード」 ・早急な情報伝達と全社バックアップ体制 ・製作地で事前にやれることは無いのか ・トラブルの再発防止の仕事の仕組み 33 ものづくり知識創造学統合特論 2.リードタイム講義 7.検査の役割 検査の役割はリードタイム上重要視されないのが一般的ですが、それは間違いです。 悪いことを指摘するだけが検査ではありません。 検査はともすれば不明確となる部品調達、加工組み付け、調整トライ社内立会い、現地調整量産トライの 4ステップの工程移動の達成基準を明確に定め、その責任の所在を明確にする役割を持つ必要があり ます。 いくらスケジュール通りといっても、規定の達成基準に達していないものは、工程移動を認めてはなり ません。 当事者同士でではいい加減になりがちなので、ジャッジする部署が必要となる場合があります。 検査がその役目を担うのが適当です。 しかしながら、検査の役割はくどいようですが、出来たものの悪いことを指摘することではありません。 悪いものが出ないようにするのが仕事で、そのためには原因を追究し、原因となっている部署を特定し、 再発を防止し、その結果やり直しを防止し、良いものを早くお客様に届けることです。 その観点から考えればリードタイム上きわめて重要な役割を担っています。 ・受け入れ検査 仕入先より納入された部品を検査するのを受け入れ検査といいます。 これは、出来たものの悪いことを見つける仕事ですが、これを行なわず、組み付け後の機能検査で、 トラブルが発覚したらどうでしょう。再度、部品を製作し、確認し、悪い部品を取り除き、新しい良い部品 を組み付け直すと言う処置をしなければなりません。 コスト的な損失ばかりでなく、時間的にも大きなロスとなり、日程を守るためには大変な苦労を必要と します。 普段は暇でも集合日近くなると極めて高負荷となるからです。 しかしながら必要悪と言えども、後々のリスクを考えるとやらざるを得ません。 これを簡略化し、真の検査の機能を満足するために、納入部品に成績表を添付させる仕事の 仕組みがあります。成績表とは、図面に書かれた情報が全て満足しているか、仕入れ先が部品を作成 した時点で自ら確認し、記録として検査結果を記したいわば仕入先が自分の作成した部品の品質を 保証した証書のようなものです。 数多くの部品を層別し、受け入れ検査を行なう部品と、仕入先のレベルに応じて品質保証活動を 信頼し、成績表合格による無検査に分類します。 検査は成績表の検査項目、検査部位、要求公差を、仕入先と共に作りあげるのに協力し、指導 します。 受け入れ検査をして、ハネルのと、どちらが仕入先のモチベーションがあがるでしょうか。 34 ものづくり知識創造学統合特論 2.リードタイム講義 8.生産管理(情報システム) 生産管理の目的は 『社会や市場が要求する品質の製品を、要求される時期に要求量をタイミングよく、且つ経済的に生産 する』 事です。 したがって、生産管理の命題は 「コストをさげ、顧客に製品を出来るだけ早く届ける方策であるリードタイム短縮する」ことにほかなり ません。 しかし、生産管理部や情報システム部は、一般的に、製品開発製作の直接に関与する実業務を 行っていません。この課題を解決するために、何を行うべきなのでしょうか。どんな仕事をすべきなので しょうか。 戦略的に、プロジェクトのリードタイムをどうすべきか考え、さまざまなトライを行うよう、各工程への意識 付けを行っているでしょうか。 各工程への意識付けには、全社的な評価体制、フォローシステムだけでなく、各工程のパフォーマンスを 自己管理する仕組みが必要です。 そのためには、同一指標で継続し、時系列的に、その評価指標が「誰の目にも見える」事が重要となって きます。 継続的に、リードタイムの改善が進んでいることが「見える化」できていますか、そしてそれはどんな仕事の 仕組みが寄与しているのか、あるいはどの工程の改善が効いているのか分かるようになっていますか。 それはどんな指標のトレンドで分かるのですか。 個別受注型といえども、プラント建設ではありませんから、プロジェクトは次から次にやってきます。 それぞれのプロジェクトにおいて何か新しいことにチャレンジしていますか。 プロジェクトをある観点から同じように評価し、何が良くて何が悪かったのか評価していますか、 そしてその原因は何かを分析していますか。 確かに、それらの仕事の改善はラインの各部の仕事かもしれません。 しかしながら、プロジェクト日程設定、進行のフォロー体制等、新しい仕事の仕組みを開発し、見える化し、 その課題に対し、全社のモチベーションを上げる仕事の仕組みを開発することが生産管理、情報 システムの真の仕事といえると思います。 改善に向かうように、仕事の仕組みを考え、旗を振るのは生産管理の最も重要な仕事と言えるでしょう。 情報システム関係部署は、上記の内容をコンピュータシステム上からサポートして、各走者(営業、 設計、調達、製造)が気持ちよく走れるようにする、いわば脇役ですが、各走者の性格、人柄、特徴を 十分に理解していなければ、実効を挙げるシステムとはなりません。 それぞれの部署の仕事の仕組みを生管と同レベルで理解し、どうしたら、各部署が楽に走れるか、早く 35 ものづくり知識創造学統合特論 2.リードタイム講義 走れるかを考え、常にどうしたら仕事の仕組みを改善できるか、問題意識を持つ事が必要です。 「言われたスペックのものを作るからスペックをください」と言う姿勢ではなく、「どうしたら仕事がより良く なるか」と考え、自らが近い将来、その仕事を担当する時、どういうシステムが欲しいか、と考え、その システムを使う部署と共に考えることが重要です。 リードタイムに関する生管の定常業務としては次のようなものがあげられます。 いずれも上記の如く、コーチ、もしくは応援団、旗振り役としての機能が期待されています。 ・内外製選定 あるカテゴリーは内製、あるものは外注とおおよそこれまでの経緯から決まっていますが、負荷の 状況から、内外製をバランスよくとることが必要です。 負荷変動時の考え方として、外注には出来るだけ一定の量を振り分けるべきで、変動への対処は内製 で取るべきでしょう。 製造部門は出来るだけ一定の量を確保して、変動部分は外注に調整してもらいたいと考えています。 また製作数の多い部品を加工したがるものです。その方が自分達の仕事が安定し、能率上好都合 だからです。 生管計画者もまた、自社の業績を考えると自分達の仕事量は確保し、効率の良い仕事を自社に 振り向けようとしますが、本当にそれで良いのでしょうか。 しかしながら、外注先の方が企業規模が小さく、変動に対する体力が納入先に比べ、弱いのが一般的 です。 さらに大きな景気変動が起きた時に、訓練も無しに対応できるのでしょうか。 技術上の観点からは ①製品の特徴から技術上のコアコンピタンスとなる部品、 ②新技術を織り込む必要のある部品、 ③製品が複雑で技術力がないと製作できない部品、 ④製作納期(リードタイム)が長く、調達のネックとなる部品、 ⑤部品の品質が製品の品質を決定付ける部品、 ⑥種類が多く内製で打ち分けた方が良い部品 等はできるだけ内製とすべきでしょう。 ・日程管理、進行管理(各工程の初めと終わりの定義とその管理) それぞれの部門内の細部日程は各部門に任せておいても良いのですが、部門間の引渡しとなる 期日(バトン受け渡し時)は生管がコントロールする必要があります。 36 ものづくり知識創造学統合特論 2.リードタイム講義 各部門は定められた引渡し日に、情報や物を後工程に責任を持って引き渡さなくてはいけません。 生管には、その引渡しを行なう期日を設定し、引渡しが予定通り、確実に行なわれたかどうかをチェック し、部門の評価をする義務があります。予定通りでない部分があれば、責任の所在を明確にし、 再日程を組み、更にその原因の再発防止を行なう仕事の仕組みを作る必要があります。 具体的には仕様書発行管理、出図管理、仕様書発行管理、出図管理、集合日管理、社内検査 合格日管理、顧客検収日管理等がそれに当たります。 また、各部門が自分の工程を実践中に、前工程からの情報変更や、後工程からの変更依頼等その 期日遵守の阻害要因が発生します。仕様変更、設計変更はその代表ともいえるものです。 これらは全て、図面情報からのやり直しとなり、その規模が大きくなれば、時には上記引渡し日の変更 を余儀なくされる場合もあります。 これには複数部門の調整が必要で、その調整役は生管であり、際日程の設定が必要な場合はその 再日程計画をオーソライズする必要があります。これらの調整業務を設変調整と呼びます。 ・推進会議体の組織化と運営 例えば、 自動車のモデルチェンジは同時に数多くのプロジェクトが並行して進行しています。 プロジェクトの推進会議体として新車進行会議が回/月があり、原価管理も含めて、進行管理を 行なっています。 生産管理部が主催し、副社長以下各部門の役員、部長が出席します。 夫々のプロジェクとの新車発売日程を遵守するために、その準備段階でのマイルストーンを決め、 その時点で、どのような状態になっているかをフォローし、今後の実行計画を審議する場となって います。 日程の微調整を行なわなければならないか、挽回するために何を行なうかを決定します。 同時に、競合他社の車や自社の他のプロジェクトを含めた徹底的な比較を行い(ベンチマーク)、 目標値の変更や日程の早だしを検討します。 ・プロジェクト評価(リードタイム) プロジェクとの規模により、標準日程が設定されていますが、各部門は常に新しい試みにより、 リードタイム短縮の挑戦をし続けています。 短縮された日程は生管が各部門との入念な打ち合わせと根回しを行なった結果、新車進行会議 にてオーソライズされます。 一度日程を切り下げ、何とかやれたとなると、よほどの事情がない限り、同一規模のプロジェクトは、 37 ものづくり知識創造学統合特論 2.リードタイム講義 それ以上長い日程では組まれることは決してありません。 最初は挑戦でも、次回からは標準となってしまうのです。 個別受注型の組立産業ではこの新車開発過程が製品製作過程とみなすことができます。 ざっと書きましたが、皆さんの会社の生管は十分な機能を果たしているでしょうか? 38 ものづくり知識創造学統合特論 3.ケーススタディの進め方 3.ケーススタディの進め方 (Ⅰ)ケーススタディ学習に当たって ケーススタディは講義と実習を繋ぐ疑似体験の場です。 講義で習ったことの理解を深め、実習での改善実践の助けになるものです。 自らが、ケースの主人公になったつもりで、このケースに現れた現場を改善する意気込みで、ケースを 読み、重要な部分を拾い出し、その後、課題に答えて、何を考えて、行動すべきか考えてください。 一般的にはケーススタディは、事実のみを記述して、グループでディスカッションをすることが目的で、 その中で、考える力が養われるとされていますし、それが目的だとされています。 しかし、『ものづくり知識創造学」ではそれぞれのケースには、テーマがいくつか混在しており、そのテーマ については、「このように考えるのが成功の確率が高いですよ、ここを確認してくださいね」と言って います。 それに気付くことによって、他の場での行動に差がつくと考えています。 ケースの中で、結果ではなく、主人公や関係者が、プランをどう作成するかの意思決定を行う際、 あるいは行動する際、何を考慮し、何をトリガーとして決めているのか、そのプロセスをよく読み取って ください。 プロセスにある要件が、必ず、今後の自分の行動や意思決定に参考になるはずです。 講座を有意義に行うために、自学自習がキーポイントになります。 厳しいスケジュールですが、学習指導書にしたがってやるべきことを必ずやる決意で臨んでください。 (Ⅱ)使用するケース文 講座の時間内では ①C1:『ケース 12:部品管理課のドア』 今回の実習のために、実習企業の様子をオペレイションマネジメントの観点から書き下ろした、 半フィクション(半分実態半分架空)のケースです。 新入社員永田君と、部品調達を行なう団塊の世代の東田部品管理課長を中心に、実習企業の現場の 様子も含めて問題提起しています。 実習の問題解決にも参考になると考えます。 ②C2:『リードタイム短縮物語』 リードタイム短縮の持つ意義とは、何故進められないのか、何が必要か、推進者はどう考えなければ 39 ものづくり知識創造学統合特論 3.ケーススタディの進め方 ならないのか、を受講者に考えてもらいたくて使用しました。 ある生産管理システムの説明の使われたケースを見、考え方のギャップに驚いて、全面的に作り直し ました。 ③C3:『例6:リードタイム』 個別受注型産業のオーダーデリバリーのリードタイムは量産型式生産製品(自動車、家電等)産業 の新製品の商品開発のリードタイムと極めて類似しています。 このケースでは自動車の開発から新車を売り出すまでのリードタイムを短縮する活動実態を記述して 今回の実習(個別受注型産業)の「気付き」を期待しています。 この3編を用います。 ④C4:『例 10:競争の激化と商品種類』 顧客の価値観の多様化と、買い手市場の現実は企業間の熾烈な競争を生み、その競争に勝たなく ては存続出来ない時代となり、その結果商品の種類が増加の一途をたどっています。 一方種類の増加はその量産効果を消滅させ、コストを圧迫し、企業業績を落としかねない事態を生ん でいます。 このケースでは商品種類の適正化を『プロジェクトとしてどう展開していくか』に焦点を当て、プロジェクト の進め方について考えてもらおうと思っています。 実習では、プロジェクトを進めるという観点での模擬実践は難しいので、このケースで学んで欲しいと 思っています。 なお、このケースはレポートとし、提出することにより、ケーススタディ終了とし、成績査定を行ないます。 (Ⅲ)提出物の再配布 皆さんからいただいた提出物(C〇S2、R:記号は後記参照)は、事務局で整理して、全員に再配布 いたします。 他のメンバーがどう考えているか、よく読み、自分の気付きの参考にして、自分のレベルアップに 活用してください。 (Ⅳ)各週の進め方 ケーススタディは第3回から第6回まで4週にわたってテーマ実習前1時間行ないます。 この1時間はプレゼンと討議です。事前の順備を十分行なって参加するのがポイントです。 プレゼン内容は第3回と4回以降は内容が異なりますが、進め方は同様です。 次ページ以降、各週の進め方を記述していますので、それに基いて進めます。 40 ものづくり知識創造学統合特論 3.ケーススタディの進め方 (Ⅴ)その他 様々の立場でのケース文や、学生の作成したケース文等今回使用以外のケーススタディ文(筆者 もしくは学生創作)が沢山あります。 課題に対する意見を自分なりにまとめることを前提に提供しますので、やる気のある受講者は申し出て ください。 41 ものづくり知識創造学統合特論 3.ケーススタディの進め方 第3回(ケーススタディ一週) ここではケーススタディ第一週目の進め方を示し、第三週もケース文(C2)は変化しますが、進め方は 同様です。 以下説明は右の凡例の記号を用います。 凡例 C1 S1 T 講義前提出物 : C1S1、C1S2、 ケース1の S1 フォーマットのチームレポート(無しは個人) 講義後提出物 : C1S2T ( S1,S2,R ) :R は課題レポート ・今週のテーマ「重要なポイントの気付き」 1.事前準備 全員必ず実施して受講してください。未実施では班内の他のメンバーにも迷惑がかかります。 ①ケースの文中、自分が重要だと思ったことを抜き出し、その理由を明記する。(受講前提出物*S1) 本講座では、リードタイム短縮上重要と思ったところを抜き出してください。 ・ケース原文の重要ポイントを網掛けし、斜体に変更します。 ・その後ろに□で囲ってその理由(なぜ重要と思うのか、何に気付いたか、自分の職場ではどうか) を明記します。 ②抜き出し部の一覧表を作成します。(受講前提出物*S2) 記入内容は、下記をエクセルの表形式に表す。(後出 S2 の具体例参照) ⅰ.ページ行、ナンバー ⅱ.文の内容(長い場合は書き出しと書き終わり) ⅲ.重要と思った理由 ⅳ.自分の職場との比較 講座開始前に講義用パソコンに入力するので、データは USB に入れて持参してください。 また、各自パソコン持参のこと。 42 ものづくり知識創造学統合特論 3.ケーススタディの進め方 *S1 の具体的事例 下記に S1 の記入例(安全に対する重要ポイント)を示します。 10 どうも日曜日にはトラブルが有って設置できなかったらしい。前川がなにやらス ーツをビシッと決めた営業風の男と話している。えらい好対照だ、前川の方はグ リスで右半分汚れた作業服に帽子である、どうも何で日曜に来なかったのかと怒 安全が製造現場にとって っている。しばらく話していたが、スーツは何度か頭を下げて帰って行った。沼 最も重要なのに問題を再 田は前川に恐る恐る近づいた。金曜日初めて前川に有った時こんな優しい人がい 発させない保証はどこに も無い。全体の性能は再 15 るのかと思ったほどであったからである。「前川さんどうしたんですか。」「このコ 発防止が出来るかどうか ンベア、日曜日の朝、ラインに入れようと吊ったら溶接部が折れて落ちかかったん にかかっている。 自分達の職場では事故 だ、落ちたら怪我するかも知れない、良く見ると溶接が完全に出来てない上にペン 報告書は書くが、メーカー キ塗ってごまかしているんだ、すぐ来いって言ったんだけど、神戸からだと遅く にはそれほど厳しくない。 仕入先にも再発防止をど なるとか、技術の人間が出張中だとか言って、今日になって営業が来て、謝ったっ のようにするかきちっと説 20 てどうしようもないよ、 製造なり、技術なりが来て、現物をしっかり見て、原因を推 明させるべきだ 測して、製造現場にフィードバックして、再発防止せんかったらまた同じ事にな っちゃう 、安全の事なんで昨日はラインに入れずに朝メーカーに見せてから溶接し 直して入れるつもりだったけど、結局営業が見ただけで大丈夫かなあ、沼田君 このように、原文に加筆、追加修正しながら、自分の思う所を加えながら、説明していきます。 *S2 の具体的事例 下記に S2 の記入例を書いておきました。あくまで例です。 ページ No. P10 L20~22 文の内容 重要と思った理由 自分の職場との比較 製造なり技術 安全は製造現場にとって第 事故報告書を自分が書くだけ ~ なっちゃう 一 仕入先にきちっと再発防止策を説明 再発防止が出来なければな させるべき。 らない 以下続く ・S1、S2 を各人が自 学 学習で作ってこないと、このケーススタディは無駄な時間となってしまい ます。 各自、ケースを熟読して充実した S1、S2 を作ってきてください。 43 ものづくり知識創造学統合特論 3.ケーススタディの進め方 2.当日の進め方 ①C1 のグループ討議と整理 15 (分:概略の時間配分) ②C1 のプレゼン、全体討議 40 ③C1R の説明 5 Ⅰ)最初に 15 分班別討議① 各班の打ち合わせを行います。 10 分で打ち切りますので、開始一時間ほど前に集まり、班別に討論を行うことを勧めます。 ・発表、質疑、質疑回答、書記の分担等、役割分担をリーダーの采配で決めます。 リーダーは全員が均等に機会を得るように配慮します。 ケーススタディの最も重要な部分はこのディスカッションの部分だと筆者は考えています。 グループ討議を通じて、自分の物の見方や考え方を説明し、他人のそれを聞く事によって、相互に啓発 しあい、自分の物の見方や考え方をレベルアップすることを期待しています。 ・C1 について、各人の持ち寄った C1S1、C1S2 を突合せ、議論をしながら、全員の意見を集約し、 全体を C1S1T、C1S2T として、仕上げます(*C2S1T) Ⅱ)発表と討議② 複数の班が存在するとして、発表は 1 つの班とし、他班は聴講班とします。 発表(プレゼン)班 ①C1(C2)を S1T、S2T に基づき、発表します。 順次くくりながら、プロジェクターで映し出された画面を見ながらプレゼンを行います。 プロジェクターを二台用い、S1、S2 を併行して写し出しながら、プレゼンするのがわかり易いと思い ます。 ⅰ.なぜ重要と思うのか、 ⅱ.何に気付いたか、 ⅲ.自分達の職場ではどうかの三点を中心に行います。 ②全体を一気にプレゼンするのではなく、4~5ページで段落を置き、聴講班のメンバーとの議論に 入ります。 議論はまず、 44 ものづくり知識創造学統合特論 3.ケーススタディの進め方 ⅰ.班により重要として抜き出した部分の相違している部分を議論します。 発表班で取り上げたが、聴講班では取り上げなかった内容、もしくはその逆の内容について です。 聴講班から問題提起を行い、討論を経て、この部分は受講者として決着をつけます。 ⅱ.自分の会社での状況比較について意見を述べます。 ・同じようなことがおきたら自分の組織体ではどうするだろうか 自分としては(もし異なるなら)どうすべきかの意見を言う。 ・類似事例の紹介:自分の組織で類似の話があったが、どう対処された。自分はどう思った。 ③書記(聴講班も同じ) 書記の役目は重要です。 発表の内容は書く必要ありません。 聴講班からの質門、それに対する発表班からの受け答えを記入していきます。 特に受講者の類似事例については詳細に記録します。 結論が出た場合には結論を、時間の関係で、中断した所を明記します。 ④リーダーは、司会をとり、討議が完了したら次の4、5ページに移ります。 全員が均等に、スムースにプレゼンできるように采配を奮います。 時間を配慮し、質疑の進行をスムースに行います。(時には中断し、まとめを述べます) 最終まで同様に進め、完了したら、司会は終了を宣言します。 聴講班 ①プレゼンを聴いている人は、自分のパソコンに自班の S1T、S2T を映し出し、プレゼンターの発表 と比較しながら聞きます。 自班と異なるところを、質門表に、説明に対する質門もしくは意見を書いていきます。 パソコンに同時入力できればベターです。 最低でも、一人一枚は書きましょう。 ②一区切り付いた所で、賛成意見、反対意見を述べ、討論に入ります。(発表班②に同じ) 討論は ・ⅰ自分達が重要として抜き出してないにも拘らず、発表された所、 ・ⅱ自分達が重要として抜き出したにもかかわらず、発表者が飛ばした所 ・ⅲ自分達と重要と考えた理由が異なっている所 ・ⅳ自分の職場で類似のケースで、異なった展開となった所 が論点です。 45 ものづくり知識創造学統合特論 3.ケーススタディの進め方 発表班の司会の進行に従い、スムースに議論を進めます。 Ⅲ)班別まとめの討議と「S2T」の提出③ これは課外で行い、レポートとして次回提出します。 まとめは自分たちの S2 をベースにして、全体討議終了後、各班の書記のメモを参考に、 チームで C1、C2 の最終版「S2T」として仕上げます。 フォーマットは各班 S2T と同様です。 次週の開始前に講座パソコンに入力した物を、事務局にてプリントアウトして、各人に配布します。 Ⅳ)課題の説明と質疑④ 5 みなさんの議論していただいたケースに対し、数項目の課題(R)を当日与えます。 ケース文がしっかり理解されていれば、難しい課題ではありません。 重要なのは自分が遭遇している同じような問題がないか、考え、整理してみることです。 これは講師には出来ません。皆さん自身の問題なのですから。 「問題の所有者が最もよく問題解決できるポテンシャルを持っている」 課外学習 この課題に対して、各自、一つの設問に対し、 ①この設問は何を答えてもらいたくて、聞いているのだろうか ②ケース文のどの部分が、この設問の回答を示唆しているところだろうか ③設問と同様なことを考えなければならないことが自分の職場でもあっただろうか、 その時どんなプロセスで、結論になったんだっけ? これに近い問題が将来おきそうな気がするがどうするか、どうやって決めようか 等を考えて、 事前にワード一問 A4一枚(48 ページ参考フォーマット参照)、もしくは ppt 一枚程度に仕上げて ください。 46 ものづくり知識創造学統合特論 3.ケーススタディの進め方 課題例 課題 ケース 10 夫々の設問に例題の内容について答え、 夫々の設問に対し自社で起きている状況と問題を説明しなさい. 1.急増する商品種類そしてそれから引き起こされる部品種類の増加の影響で、 製造現場では何が起きているのか、箇条書きにして、説明を加えよ。 2.例題では、適度以上の商品種類は、販売側についても必ずしも有利ではないと 言っているが、それはどのような意味か、具体的に例をあげて説明せよ。 5.宮本の行ったベンチマークとは何か、 そして、ベンチマークを行う際、気をつけねばならない事を列記せよ。 6.宮本は商品、部品種類の適正化の会議を招集したが、 会議の進め方で、学ぶべき点を述べよ。 9.小林は、情報システムの観点からこの問題をどう捕らえているかを説明し、 この問題に対する情報システムをどう構築すべきと考えたのか、説明せよ。 47 ものづくり知識創造学統合特論 3.ケーススタディの進め方 C〇R 記入フォーマット(個人事前学習用) ケー ス課 題 討 議 事 前 学 習 レポ ー ト 班 氏 名 課 題 番 号 課 題 内 容 所 属 課 題 に 対 す る記 述 疑 問 に 思 ったこと 自 由 意 見 48 ものづくり知識創造学統合特論 3.ケーススタディの進め方 第4~6回(ケーススタディ第二~四週) ここではケーススタディ第二週目の進め方を示し、第三、四週もケース文(C2、C3)は変化しますが、 進め方は同様です。 講義前提出物 : C1R、C1S2T 講義後提出物 : C1RT(次回開始前) ・今週のテーマ「何を学んで欲しいか」 課題は ①このケースで何を学んで欲しいか、 ②自分の職場で同様のことが起きていないか、 類似の問題が発生している時はどのように処置しているだろうか。 ③本当はどう処置すべきなのだろうか。 ④自分は本当に TPS を理解できただろうか。理解している人はどう行動するだろうか。 を考えるために出題しています。 当日の進め方 ①C1R のグループ討議と整理 0.2h ②C1R の全体討議 0.5h ③C1 の解説,質疑応答 0.3h 宿題 課外③C1RT 作成 Ⅰ)最初に 10 分、グループ討議とグループのまとめ① 各班は班別に各班員の持ち寄った C1R(C2R)を基にして、打ち合わせを行い、C1RT を作成 します。 ・S1、S2 同様 10 分で打ち切りますので、開始一時間ほど前に集まり、班別に討論を行なって ください。 ・特に設問の解答の文面をどうするかよりも、各人の持ち寄った類似のケースの紹介と議論に重きを 置くことを薦めます。 Ⅱ)C1R 全体討議の進め方② 全体討議は、各班パソコンとプロジェクターを用いて 2班なら二面映し出して、一設問に対し交互に説明します。 49 ものづくり知識創造学統合特論 3.ケーススタディの進め方 類似のケースについては当事者が説明します。 各班に対し、質疑を行ないます。特に説明が大きく異なるものについては、自分達の主張と他班の主 張の違いを理解する。 Ⅲ)C1R(C2R)の解説を講師が行います。③ 解説書は当日配布します。 課外ケース学習 C4 について、C1、C2、C3 同様に C4S1、C4S2、C4R を作成し、個人レポートとして C4S2、C4R のデータでの提出を求めます。 このレポートを持ってケーススタディ終了とします。 提出は7週の講座開始前に講座パソコンに入力してください。 作成の要領は C1、C2、C3 の時と同じ要領ですが、規定のフォーマットの表紙(別紙)をつけて ください。 後に全員のレポートを事務局で印刷し、配布します。 班別討議は義務付けませんが、時間と熱意があれば、課外で班別討議を勧めます。 50 ものづくり知識創造学統合特論 4.実習の進め方 4.実習の進めかた Ⅰ)実習の概要 第二週から第十一週までの会場会社での問題解決実習の間は、次の如く進めます。 (ガイダンスの講座スケジュール表参照) このうち二週から九週まではケーススタディ、テーマ実習、横展問題、自己ケース文と、この講座の 各要素が時間単位で交錯しながら進みますので、この「実習の進め方」とあわせて「ケーススタディ の進め方」、「横展テーマの進め方」、「自己ケース文の進め方』の資料を前もってよく読んでおいて ください。 十週目は実習のまとめとして、改善発表会を十一周は自己点検授業(反省会)を実施します。 Ⅱ)検討データの保存 この 実 習 で 経 験 したこと を、デー タと して 整 然 と 整 理 し、 保 存 して 持 ち 帰 り、 利 用 することが、 異なった場でも展開可能の実力を付け、職場に戻って新規テーマに取り組む際に役立つと考えて います。 今回の実習の記録をしっかりとデータとして残し、利用するために、講座用パソコンに班別、および 個人別の実習資料を保存することを義務付けています。 講 座 用 パソコンにフォルダーを用 意 していますので、必 ず講 座 開 始 前 に、班 別 、および個 人 別 の 実習検討結果資料を入力してください。 ①班別フォルダーにはケーススタディとテーマ実習のフォルダーを作成してあります。 班 別 用 フォルダーには、先 回 の班 別 討 議 の議 事 録 、討 議 結 果 の内 容 整 理 物 、発 表 資 料 、 質疑応答結果、インタビュー等結果等グループで共有すべき情報を整理してファイルします。 できる限り、当日の実習分は当日整理しておきましょう。 パソコンの熟練者がいれば、議論と同時に記録して下さい。 ②個人別フォルダーには、先週分の自学自習の結果を保存します。 個人フォルダーには個人名の下にテーマ実習、ケーススタディ、横展、自己ケース文 A、B の サブフォルダーを設置します。 受講者は、入力時の日付をファイルコードとしてください。 ③自学学習のアウトプットの入力 授業開始前に、そのフォルダーに先週分の個人の自学学習アウトプットを入力します。 (テーマ実習だけでなく、横展テーマ、改善日記も同様です。) 51 ものづくり知識創造学統合特論 4.実習の進め方 Ⅲ)一日の進め方 ①学習指導書内容の質疑応答 5(概略時間:分) 最初の5分は学習指導書の中で、分からないことの質疑応答を行います。 受講生の質門に対し、講師、もしくは他の受講生が答える形を取ります。 講座開始前に質問書(規定のフォーマットあり)を提出してください。 ②テーマ実習(ケーススタディのある週は終了後) 最初に5分ほど講師の方から、今週の進め方のポイントを説明します。 実 習 の中 で班 別 にテーマに対 し、調 査 、討 議 を進 め、意 見 をまとめていくわけですが、討 議 の 進め方の良否が実習の成果を左右します。 ・必ず役割分担を確認してから、討議を始めて下さい。 ・リーダーと書記のいない討議は実り多いものとはなりません。 ・討議内容は、常にメモを取ってください。討議の中で皆さんの気付きが知識を 創造します。 ③横展テーマのフォロー 横展テーマは個別指導で行います。 テーマ実習 の間で、別に定めたスケジュール表(別途 配 布)により、班別討 議から1人づつ外れ て、10 分/人程度、講師と 1:1 で行います。 横 展 テーマの進 行 上 の問 題 や、進 め方 のアドバイス、問 題 解 決 の手 法 など、面 談 形 式 で、 受 講 者の質 問に講 師が答える形や、講 師からの質 問に受 講 者が答える形で行ないます。必要 な場合は上司の参加も認めます。 提出書類のフォーマットを定めます。(横展記録フォーマット) ④ケース文 A、B 作成のフォロー 横展テーマの個別指導に引き続いて、ケース文 A、B の確認を5分/人程度、講師と 1:1 で行 います。 気付きの観点から、講師からの質問に受講者が答える形を取ります。 前週の質疑内容に対し、翌週、追加して記述します。 ⑤当日の検討結果の記録 講座完了後、当日の実習結果を必ず整理し、議事録として残します。 時間内に完了しない場合、入力は次週講座開始前に講座パソコンに入力します。 52 ものづくり知識創造学統合特論 4.実習の進め方 Ⅳ)実習テーマ「製品開発リードタイムの短縮」 実習工場 : 渋谷工業 製品 : ボトリング設備 目標は 「受 注 から設 備 が受 注 先 で製 品 引 渡 し完 了 までの期 間を画 期 的 に短 縮 する。」です。10%減 とか 20%減といった目標ではなく、1/2 とか 1/3 といった目標設定とします。 このテーマはくどいようですが、単に製作期間の短縮ではありません。調整期間を含めた製作期間 の短縮がもっとも目に付きやすいのですが、「製作は前工程の吹き溜まり」であり、前工程の仕事の 悪さが顕在化して、工程納期を長くしていることが多いものです。 時 には、やり直 しが生 じ、せっかく順 調 に進 行 している業 務 を再 度 一 から開 始 しなおすことになる かもしれません。 製作現場をいじめただけではリードタイムは縮まりません。 受注から引渡しまでの全体の仕事の仕組みをスルーアウトに見直して、改善案を立案します。 そのためのステップとして、インタビューや書類の調査を通じて 1. 現状のリードタイムの実績を仕事の流れに沿って、細かく調査し、 2. 理想的な最短期間でのタイムチャートを描き 3. その差異分析を行い、問題点を摘出し 4. 各ステップにおける問題点を明示し、 5. 仕事の仕組みの改善素案を作成し 6. 関係部署説明会を行い 7. 関係部署全員参加のプロジェクトを立ち上げ 8. 改善日程計画案を作成し、 9. 関係部署オーソライズを行い、 10. あるモデルでテストケースとしてトライする。 11. そして評価し、 12. 標準化する。 といったステップを踏まなければなりません。 しかしながら、皆さんが必ずしも全ての業務に精通しているわけではありません。 むしろ知っている業務分野のほうが圧倒的に少ないはずです。 業務の内容をよく理解せず、創造的精神だけでは仕事のしくみの改善は的を得たものに なりませんし、その効果も期待できません。 まず仕事を知るところから始めて下さい。 53 ものづくり知識創造学統合特論 4.実習の進め方 (Ⅴ)インタビュー実施時の留意点 実習の最初は、テーマとして与えられた問題の現状を理解する事です。 現状を正しく把握し、分析することが何よりも重要です。 テーマとして与 えられた会 場 会 社 の仕 事 の流 れを理 解 し、問 題 点 を見 つける事 から始 まります。 そ の ため に 、 各 工 程 の 担 当 に ヒ ア リ ン グ( イ ン タ ビ ュ ー) す る 事 が 必 要 と な り ま す 。 部 外 者 で ある 受講生にとって、このヒアリングの情報が問題解決のための最も重要な情報となります。 ヒアリングは、時 間 的 にも限 られていますので、事 前 に問 題 解 決 のイメージを持 って、しかし それに拘 ることなく、質 問 の内 容 を十 分 に 整 理 して臨 まな ければ、十 分 な情 報 を獲 得 する事 は できません。 ・ケースを再読し、学習指導書を熟読して、必ず、各部に対し票門表を準備しておく。 指 導 書 は 講 座 実 施 週 毎 に 書 か れて います が 、イ ンタ ビュ ーの 前 に 、 今 後 どの ような 手 順 で、 このテーマに取 り組 んでいくか、を理 解 してインタビューする必 要 があります。そのために、 最後の週まで読み、事前に概要を理解しておきましょう ・インタビュー実施前に、次のことを理解しておきましょう。 1.方針と評価指標 与えられたテーマが、全社的にどのような位置付けになっているのか、そして、それぞれの部門の 行動にどう取り上げられているのか知る必要があります。 すでに全 社 的に取り上 げられていれば、すぐにも各 部 署に働きかけて、その推 進 母 体を組 織する ことが出来ます。 もし、個々の部門で重点実施事項として取り上げられていれば、その部門と協力して全社を動かす 事になるでしょう。 全社的に重要視されていなければどうでしょう。 部門を動かし、全社提案するところから始めなければなりません。 上司との連携が極めて重要となります。 2.定義とオーソライズ、管理方法 各部署、各人は自分の責任、自分の評価で動きます、地味な仕事ですが、ここでは下記①~⑤ の押さえをしっかりやっておくことが必要です。 ①現状、会社として、誰が、どのようにして、各工程の納期設定を行っているのか。納期の定義は 生産管理部がおこなうのか 54 ものづくり知識創造学統合特論 4.実習の進め方 ②各工程の納期は何を持って納期とされているのか、 各工程は前工程から何の情報もしくは物をもらえば仕事にかかれるのか ③日程のオーソライズの手段は?、進行のフォロー体制は? ④その納期に対する各部の評価は全社的にされているのか、どのようにして? ⑤されているとすれば、どのように各部の業績に反映されるのか、 ⑥各部ではどのようにして自工程の管理をしているのか、 3.なぜそんなにかかるのか 日ごろ業 務 を進めている人 達は、固 定 観 念 にとらわれ、新 しい発 想で考えるのが難しい状 況 に なっています。 「従 来 からこんなものだ」、「従 来 からこんなやり方 でうまくいっている」と考 えてしまい、「何 で短 く しなければならないのか」と詰め寄られ、質問にまともに答えてくれないかもしれません。 リードタイムの重要性や意義を論理的に説明する事が必要です。 新鮮な眼で「どうしてそんなに長い時間がかかるのだろう」 「何に時間を使っているのだろう」「どうすれば短くなるのだろう」と考えてください。 従来の仕事のやり方にこだわる必要はありません。 4.標準時間と実働時間の分析 個別生産の一品料理は、量産品の標準時間とは異なり、標準時間は必ずしも実作業に必要な 時間を定めておらず、何らかのトラブルの発生時に後工程に対する納期を保証するために余裕代 を取っているケースが多いものです。 また、評価尺度が大きすぎる場合(本来最低時間単位で設定すべき所を日単位)が大半で、その ような場合、多めにとられる事になります。 5.トラブルとバッファ ヒアリングでは、設定された標準時間(トラブルや待ちが無く、業務がスムースに遂行された時間) と実 働 時 間 を明 確に区 別 し、時 間 を延ばす要 因 や、従 来 良 くおきる時 間 を遅 らすトラブル、 やり直しが発生する理由を良く聞きます。 やり直しが怖いのは、単 にやり直 しのために時 間 がいるというだけではなく、従 来 やり直 しが 時々発生しているので、今回も発生するかもしれないという恐怖に負けて、悠長な日程をセットする ことです。 金沢から東京へ行くのに、どうして飛行機で行くのと、電車で行くのと同じ時間がかかるのでしょうか、乗り換えようと すると、その間にアイドルを置いておかないと心配だからですね。 やり直しが発生する要因の再発を防ぎ、バッファの無いスケジュールに挑戦することが、その組織の レベルを向上させることになります。 55 ものづくり知識創造学統合特論 4.実習の進め方 標 準 時 間 がそれらのトラブルを見 越 して甘 く設 定 されていれば、計 画 内 で処 理 できることになり、 問題は顕在化されず、責任も追及されず、同じ過ちが繰り返されることになります。 6.責任の明確化と再発防止 他部署の責任を追及しないとすれば、自分の責任で他部署の仕事が遅れた時、責められるとは 思えず、結果自分の納期にも甘くなります。 これではいつまでぬるま湯につかっているようなもので、そのうちに風邪を引いてしまいます。 問題を顕在化して、他部署責任のトラブルを責めることが、厳しいが、親切な後工程であり、それが 自 分 自 身 を律 することにも繋 がることを理 解 することです。したがって、それらの問 題 が誰 にも 「見える化」される仕組みを作ることも必要です。 但し、「見える化」するのは、納期遅れが発生した部署ではなく、発生する原因を作った責任部署が どこかを「見える化」することです。 例えば、製造で、設計図どおり組付けをしていたら、図面の寸法指示線が間違っており、外注品が本体に合わず、 組 み付 け完 了 が2日 後 れたのなら、納 期 遅 れの原 因 は、製 造 部 でも調 達 部 でもなく、設 計 部 だと分 かるしくみが 必要です。 リカバリーする努力を全 社一 丸となってやるのと、責任 部 署 を明確にし、成績に反 映 させるのは 全く別問題なのです。 責 任 部 署 を明 確 にし、成 績 に反 映 させることにより、再 発 防 止 に向 かう意 気 込 みが全 く違 って きます。 やり直しによる時間ロスについて、時間的データがあれば見せてもらう、無ければ今後とってもらう ように話します。 人 間 は自 責 による業 務 の遅 れは話 したがらないが、他 部 署 責 任 による自 部 署 の遅 れについては 良く話してくれます。 6.後工程から言わせる 「前工程の悪さが、後工程のリードタイムを決める」という仮説 にたてば、後工程から前 工程への 要求を順に言わせるべきです。 7.聞くのは? 出来る、出来ないは全く無視して ①「前工程があなたの言う通りに準備し、あなたが仕事は始めてから終わるまで 何も問題が起きなかったら、何日(時間)で仕事が終わりますか。」 ②「あなたがその時間で仕事が終わらなかった原因を、経験した事や考えられる事を思い出して、 56 ものづくり知識創造学統合特論 4.実習の進め方 その内容と誰が悪いのか、全て挙げてくれませんか」 ③どうすればそれは直ると思いますか。 ④もっと早く終わらせるためにはどうしたらよいと思いますか。(自他とも) ⑤リードタイムが短くなると、あなたの会社はどうなると思いますか の五点くらいは必ず聞きましょう。 8.リ-ドタイム短縮の方策の種類 それぞれの業務を ①各個別業務の仕事の仕組み改善による期間短縮 ②業務間の情報伝達の仕組み改善によるやり直し削減による期間短縮 ③業務間の情報伝達の仕組み改善によるフライイング、オーバーラップによる期間短縮 ④再発防止の仕組みつくりによるやり直し削減による期間短縮 ⑤アイドルの明確な区分(工程の最終に1個)による標準時間の修正 が出来ないかを常に考えながら、ヒアリングします。 各部門に①~⑤について ⅰ)こんな事はやっているだろうか、 ⅱ)担当はどう考えているだろうか、なにかやろうとしているだろうか、 ⅲ)関心はあるのだろうか と考えながら、インタビュー内容を考える。 (Ⅵ)実習各週の進め方 以下は各週の事前学習と講座内での進め方について記述しておきました。 本 来 、改 善 活 動 は定 まった形 に押 し込 むことはあまり意 味 があるとは思 っておりませんし、様 々な バリエーションが存在すると思っていますが、基礎をしっかり理解するために、最低限のアウトプット を記述しています。 指導書を基本として、自分達の活発な討議で進めることを期待しています。 57 ものづくり知識創造学統合特論 4.実習の進め方 (第2回)実習第一週 (テーマ)予備知識の取得とインタビューの順備 今週は次週より本格的な実習活動に入る前の予備活動と位置づけられます。 5限目の活動内容 1.実習テーマの内容把握、業務の流れの理解、各部行動目標との関係理解 講師より説明。 講師の説明を聞き、テーマ実習の問題を理解し、今後取り組む問題を理解する。 引き合いから製品の引渡しまでの業務の流れを、フローチャートを確認し、理解する。 2.現場の確認と状況把握 講師が各工程(製造、調達、生管、設計、)の現場を案内します。 業 務 そのものが分 かるわけではありませんが、職 場 の雰 囲 気 、業 務 のイメージを肌で感 じて ください。 6限目の活動内容 1.役割分担の確認と決定 受講者は夫々の部署の模擬課長として次週以降活動します。 分担は ⅰ営業、ⅱ設計、ⅲ生管、ⅳ調達、ⅴ製造(加工、組み付け)、(ⅵ検査) 程度としましょう。 役割分担表を作成します。 2.次回インタビューの順備活動 ・第3回のインタビューに備え、事前学習で作成してくるインビュー内容を討論する。 ・インタビューの役割分担を決め、インタビューのロールプレイイングを行なう。 2、3人 一 組 とし、 当 日 の メインイン タ ビュアー、 書 記 、 被 イン タ ビュアーを決 め、 次 週 のインタ ビュー練習を行なう。 ・役割分担は二人一組とし、質問する部門毎にメインインタビュアー、書記を決めます。 第 2 回でのアウトプット 特に無し 58 ものづくり知識創造学統合特論 4.実習の進め方 (第3回)実習第二週 (テーマ)インタビューによる現状調査(Ⅰ) 各 業 務 を担 当 している会 場 会 社 の担 当 者 にインタビューを行 い、会 場 会 社 でのリードタイムの 現状の実力、ネックとなっている問題、短くするには何が必要か、など、現状の把握をします。 事前学習 ①各部へのインタビュー質門票の作成 講 義 テ キ ス ト 、 実 習 指 導 書 ( p 4 ~ 7) 、 ケ ー ス ス タ デ ィ 1 、 2 を 熟 読 し て 、 リ ー ド タ イ ム 短 縮 に 寄与する要素について、実習工場の現状調査と、短縮の可能性を探るための質問表(サンプル フォーマット参照)を事前に作成してきます。 一人最低 20 枚くらいは書いて来よう。 ②実習指導書の疑問点の記入(指導書質問表:フォーマットは講師より配布) 第十週までの内容を熟読して、分らない点を質問表として記入。(毎回) 当日の活動内容 1.各部へのインタビュー 90(分)( : 所要時間のガイドライン) ・班の各人が記入してきた質門票を質問する部門別に整理します。 (講座開始前に整理しておきましょう) ・インタビューは、それぞれの部門毎に、デスクを設け、会場会社の被インタビュアーが配置され ています。 開始前に被インタビュアーを紹介します。 ・質問は一組とは限りません。他班のインタビュアーと混在して、インタビューを行ないますので、 他班の質問内容が参考になるかもしれません。 2.インタビューの結果整理 30 ①夫々担当した部門のインタビュー結果を持ち寄り、班内で討議し、情報の共有をはかります。 特 に 担 当 外 の 部 門 の イ ン タ ビ ュー 内 容 に つ い ては 、 自 分 が 納 得 す る ま で 、 担 当 者 に 尋 ね ます。 ②記入フォーマットを定め、討議の結果を、議事録として記録します。 ③インタビュー結果の要約の記入フォーマットを決めます。 59 ものづくり知識創造学統合特論 4.実習の進め方 第3回でのアウトプット ①役割分担表(3J-I1)先週決めた各部門担当者、および当日の部門別インタビュー担当 ②インタビュー結果検討会議事録(3J-G) ③インタビュー質門票(検討結果修正記入したもの、通しナンバー付与)(3J-I2) ④インタビュー結果要約表(③を整理、まとめたもの)(3J-I3) 宿題 (インタビュー結果要約表が講座内で終わらない場合) インタビュー結果要約表フォーマットに基き、各担当部門の内容作成。 ・テーマ実習で出て来るアウトプットのコード体系 以後テーマ実習で完成させていくアウトプット資料のコードは下記の通りです。 3 J - I 1 最初の3は講座3週、次の J はテーマ実習の意味、 ハイフォンのあとの I は実習内で作成するもの、 Fは事前学習で作成するものを意味し、 議事録は G とします。 最後の1は連番とします。 例えば 役割分担表は、第三回目の実習の講座内で、作成、仕上げる資料の一つで、一番の資料となりま すし、同じくインタビュー質門票は 3J-I2 となります。 60 ものづくり知識創造学統合特論 4.実習の進め方 (第4回)実習第三週 (テーマ)インタビューによる現状調査(Ⅱ) 今週のテーマ 「各業務の細部内容確認と問題点の掘り下げ」 今週は先週のインタビュー結果の検討で、聞き逃した内容を確認し、再度不足分をインタビュー します。 特に、自分が事前学習で思いついたアイデアを実現するためには、何を行なわなければならないか、 更なる改善アイデアはないか、という観点からインタビューします。 事前学習 ①先週(第3回)のインタビュー後の班内検討会での内容を再確認する。 ②第3回のインタビューで、会場会社の仕事の仕組みでリードタイム短縮上、何が問題で、改善 するにはどうしたらよいのか(改善アイデア)、ざっと浅く、広く考える。 ③第5回の「現状の整理」の時の整理方法を確認する。 以 上 の三 点 を踏 まえたうえで、再 度 尋 ねるべきことを考 え、第 4回 のインタビュー各 門 票 を 作成する(各人 10 枚程度)。 枚数は増加してもかまいませんし、先回良く分からなかったことを、再質問してもかまいません。 当日の活動内容 (第3回に同じ) 1.各部へのインタビュー 90 ・班の各人が記入してきた質門票を質問する部門別に整理します。 (講座開始前に整理しておきましょう) ・インタビューは、それぞれの部門毎に、デスクを設け、会場会社の被インタビュアーが配置され ています。 ・質問は一組とは限りません。他班のインタビュアーと混在して、インタビューを行ないますので、 他班の質問内容が参考になるかもしれません。 2.インタビューの結果整理 30 ①夫々担当した部門のインタビュー結果を持ち寄り、班内で討議し、情報の共有をはかります。 61 ものづくり知識創造学統合特論 4.実習の進め方 特に担当外の部門のインタビュー内容については、自分が納得するまで、担当者に尋ね す。 ②記入フォーマットを定め、討議の結果を、議事録として記録します。 ③インタビュー結果の要約の記入フォーマットを決めます。 第 4 回でのアウトプット ・第3回に同じ ①役割分担表:当日の部門別インタビュー担当2(4J-I1) ②インタビュー結果検討会議事録2(4J-G) ③インタビュー質門票2(検討結果修正記入したもの、通しナンバー付与)(4J-I2) ④インタビュー結果要約表2(4J-I3) 62 ま ものづくり知識創造学統合特論 4.実習の進め方 (第5回)実習第四週 (テーマ)現状調査の整理 インタビュー調査結果、および関係資料(業務用帳票、整理資料)の基に、 現状の分析を行い、問題点を整理します。 ここでは ①業務フローの整理 ②現状のリードタイムの整理 ③リードタイム短縮を阻害する問題 について、インタビュー、および質門票を確認し、まとめます。 事前学習 時間的に最も厳しい週となっております。事前学習をしっかりやってきてください。 ①各部への質門票(追加分)の作成 インタビューが終わっても、検討していくうちに、聞きたい事が出て来るのが普通です。 この講座では先回のインタビューや、その後の班別討議の結果、再度不足していると 考えられ る点について、質問したい場合に、質問表を会場会社被インタビュアにメールを送り、次回の実 習時に、回答をいただく方法をとっています。 被インタビュアのメールアドレスは別途一覧表により提示します。 ②問題点の整理 ⅰ)今週の講座で行なう内容を読んで、自分なりに整理する。 ⅱ)今 週 の講 座 で整 理 する内 容 を、グループでまとめるためのフォーマット(形 式 )を予 め 考えてくる。 当日の活動内容 120(分) Ⅰ)各組織体と方針、評価指標と短縮との関係を調査、整理します。20 ①会社方針、部門方針、各部の重点実施事項などの書類を確認します。 ・方針の中にリードタイム短縮と関連ある内容を確認します。 ・各部の重点実施事項の内容も同様に確認します。 ②同様の内容について、インタビューの結果を確認します。 63 ものづくり知識創造学統合特論 4.実習の進め方 ③それらの中にリードタイムに関して書かれている内容があれば、 転写、分類 それらを、リードタイム関連方針一覧表(5J-I1)にまとめます。 Ⅱ)現状の業務の流れを、整理します。20 受注活動から、製品をお客様に手渡すまでの業務の流れを整理します。 ①第二週の講師の説明を確認します。 ②インタビューの結果を確認します。 ③不 明 点 は再 度 講 師 に確 認 します。メンバーの中に、会 場 会 社 のメンバーがいる場 合 は メンバーに説明してもらいます。 ④(ボトグリング設備開発業務)フローチャート(*5J-I2)を作成します。 各業務名、主管部署と関係部署、時間的タイミング、関連業務を整理します。 (縦軸:時間、横軸:部署として業務の流れをフローチャートとして整理、記入していきます。) ・各業務に標準時間が設定されている場合は、その時間で記録。 ・標準時間が設定されていない場合は、いくつかの実績値で記入。 ・各部門の仕掛要件(どのような条件で自分達の仕事が開始されるのか)を整理します Ⅲ)いくつかの標準的な製品でのリードタイムの実績値の把握 30 ①製品のカテゴリー分類(5J-I3) 量 産 品 と異 なり、個 別 生 産 の製 品 の場 合 、製 品 の仕 様 によって、業 務 の分 類 は同 じでも、 個々の業務のリードタイムは大きく異なる場合が多いものです。 ここではいくつかのクラス別、カテゴリー別に大分けします。 ②それぞれの分類毎リードタイムの実績をとります。 ・最初は細かい所にとらわれず、主管部署単位程度の業務内容として大ブロックの分類とし、 その概略必要日程と業務の相互関係を理解します。 ・各工程の業務を本格的に進めるためのトリガーを明確にします。 ③リードタイム実績一覧表に仕上げます(5U-I4) ④ガントチャートの作成(5U-I5) ・ここまで整 理 できたら、一 度 工 程 大 分 類 (営 業 、設 計 、調 達 、製 造 位 の区 分 け)で、現 状 の ガントチャートをラフに作成してみます。 ・各工程のスタートが切れる情報(トリガー)も記載します。 その時に、フライイングの可能性(完全な情報が無くても,スタートが切れる内容とその時の リスク内容)を確認しておきます。 64 ものづくり知識創造学統合特論 4.実習の進め方 例えば、下記のようなものを作成します。 1 2 3 4 5 6 7 ヶ月 営業 設計 調達 製造 営業 設計 調達 製造 始点 生管への見積もり依頼書発行 終点 仕様書発行 始点 仕様概略説明書受取り 終点 全図面出図 始点 全図面受け取り 終点 全部品納入完了 始点 全部品受け取り 終点 顧客への引渡し完了 Ⅳ)問題点の二元マトリックス表による整理 60 次に、インタビューにより発見された会場会社のリードタイム上の問題点を整理します。 インタビューにより得られた改善アイデアも一緒に整理します。 インタビュー結果で、『前工程がこうしてくれたら、自分 達のリードタイムは、これだけ短く できるのに』とか、『前工程でこういうケースが時々発生するので、これだけ長くかかるんだ』いう言葉 を何 度 も聴 いたと思 います。各 部 門 単 独 の問 題 点 は、その影 響 力 は小 さく、前 後 工 程 、特 に 前工程の影響によるリードタイムの増加の度合いが大きいのが一般的です。 従って、KJ 法的に整理するのも、ここでは二元マトリックスを使った整理方法をとります。 ①インタビュー結果の問題点、改善アイデアの記述と整理 ・各 部 署 でヒアリングした結 果 や、メンバーが考 えられる問 題 点 を一 点 一 点 、小 紙 片 に書 き 込 み、一 週 目 で行 った各 業 務 ステップにおける問 題 整 理 と業 務 間 の連 携 における問 題 の 整理を行います。 下記のような「おおびら」を準備し、KJ 法的に整理します。 65 ものづくり知識創造学統合特論 4.実習の進め方 FROM TO 営業 設計 調達 製造 検査 生管 営業 設計 調達 製造 検査 ・方眼を引き、前工程、後工程の二元マトリックスで整理します。 後 工 程 から前 工 程 へ「こうしてくれたら最 短 で出 来 る」といった項 目 や、この部 署 でこれが 無 ければ、あるいはこれを改 善 してくれれば最 短 で出 来 る」といった内 容 を、各 部 署 でヒアリング した結果や、メンバーが考えられる問題点を一点一点小紙片に書き込み、マトリックスの該当する 枠の中に入れていきます。 ・問題点と改善アイデアは紙の色を変えると良いでしょう。 ・ポストイットを使用し、問題点と改善アイデアは色を変えて貼り付けていきます。 ・全 体 の進 行 管 理 やシステムに関 するもの、3工 程 以 上 にまたがるものは生 管 にまとめて張 り ます。 ・自分自身だけの問題や改善アイデアは自工程の交点に配します。 ・同じマトリックス内のものを整理し、同じような問題点はまとめます。 ・このおおびらは今後とも整理をする際役に立つので、保管しておきます。 例えば、 「設計変更が少なくなれば、製造はリードタイムを 1 か月短くできる」とインタビューで、製造担当者からヒアリング したのであれば、『設計変更が多くて、製造のリードタイムを 1 か月程度伸ばしている』と緑色ポストイットに記入 して貼り付 ける。そして改 善 アイデアを黄 色 のポストイットで、『設 計 変 更 を現 状 の半 分 とする』と書いて貼 り付け ます。 設 計 変 更 については調 達 も同 様 だという意 見 が出 て、設 計 と調 達 の交 点 にも、同 様 にポストイットを貼 り付 け ます。 ②問題点、改善アイデアの整理 ・次 に前 工 程 が同 じものを集 め、解 決 しなければならない問 題 を実 施 責 任 部 署 別 に整 理 します。 ・更に討議を続け、改善アイデアのポストイットを追加していきます。 66 ものづくり知識創造学統合特論 4.実習の進め方 ・特 に全 体 の仕 事 のしくみの改 善 は、インタビューでは余 り話 されないと思 われるので、自 分 たちの経験を思い起こし、アイデアを創出します。 第5回でのアウトプット 今週のアウトプットは時間的に厳しいと思いますが、必ず完成させてください。 ①方針とリードタイム短縮関係一覧表(5J-I1) ②現状の業務フローチャート(5J-I2) ③製品のカテゴリー分類一覧表(5J-I3) ④現状のリードタイム実績一覧表(5J-I4) ⑤現状のリードタイムガントチャート(部門別)(5J-I5) ⑥問題点検討2元マトリックス表(5J-I6) ⑦検討会議事録(5J-G) ⑧改善アイデア記入フォーマット(5J-I7) ⑨インタビュー質門票(検討会で出た追加分)(5J-I8) 67 ものづくり知識創造学統合特論 4.実習の進め方 (第6回)実習第五週 (テーマ)改善アイデアの整理と目標日程の決定 事前 学習で作成された各人の改 善 アイデアを基 に、検 討を行い、班としての改善アイデアに整 理し、目標リードタイムを決定します。 改善アイデア、改善案、改善実施計画の意味の違い ・改 善 アイデアは、実 現 性 は全 く問 わず、「こうやったらいいのになあ」「こう出 来 たら一 気 にリード タイムが短くなるのに」といった願望に近いもので良く、単なる思い付きで良いのです。質より量で、 他 のメンバーのアイデアに批 判 的 にならずに、それに触 発 されて、新 しいアイデアを加 えていき ます。 ・改 善 案 となると、実 際 の実 現 性 や効 果 の評 価 がなされ、具 体 的 な業 務 変 化 のイメージが確 立 された物を言います。 ・改善実行計画は、更に誰が誰と協力し、どのようなステップを踏み、どのような日程で、何を使って 行 うか、その成 果 を評 価 する管 理 指 標 は何 ?といった更 に実 行 するための具 体 的 な計 画 となり ます。 事前学習 ①改善アイデアの創造 前週の問題点の整理と改善アイデアの討議より、再度改善の アイデア を考え、 決められたフォーマットに記述します。(思いつきで良い) 部門ごとに分類し、一人 2~30 件位は考えてきましょう。 当日の活動内容 120 ①個人の改善アイデアの討議、整理 ・個人の持ってきた改善案を整理、統合して、各部門毎に実施する改善アイデアと、全体の仕 事のしくみに層別して、整理する。 ・同じ類の改善アイデアは、討議のうえ整理して一枚にまとめる。 68 ものづくり知識創造学統合特論 4.実習の進め方 ・完了したらマトリックス表に張っていく。 ・改善アイデア討議上、出てきた質門を再質問票記入。 ②理想(目標)の大日程を討議の上決定し、ガントチャートを書く。 ③ガントチャートの各部門の始点、終点を定義する。 ・②、③については現状(P15)と理想の状態を対比させて書きます。 ④理想のスケジュールでは許されない行動の整理 理想のスケジュールでは余裕が極 限状態に縮められているので、従来許されている行動もそ のスケジュールを守ろうとすると、許されません。 なんとしてもその行動が必要な事態を回避する方策が必要です。 そのような行動はどんなものがあるのか、それは今どのくらいの頻度であるのか、なぜ発生するの か討議し、記録します。 第6回でのアウトプット ①改善アイデア二元マトリックス表(台紙にポストイットで貼り付けられたもの)(6J-I1) ②理想日程確定(合意形成された全体ガントチャート)(6J-I2) ③部門別細部ガントチャート(アイデア)(6J-I3) ④入ってくる情報、出す情報のタイミング(6J-I1) ⑤工程の開始(トリガー)、完了の定義(6J-I4) ⑥理想日程のための条件表(6J-I5) ⑦各工程評価指標とその定義一覧表 A(6J-I6) ⑧インタビュー質門票(検討会で出た追加分) (6J-I7) ⑨検討会議事録(6J-G) 69 ものづくり知識創造学統合特論 4.実習の進め方 (第7回)実習第六週 テーマ「改善案の検討と策定」 アイデアを基により具体的な改善案を策定します。 事前学習 ・担当工程の問題の整理と改善案の策定 (前述のように、アイデアではない、したがってフォーマットも異なります。) (各工程 10 項目以上は考えてくること) ①従来のアイデア(第6回で検討したもの)を更に深く考える。 ②各プランを次の観点から層別してみると、新たな改善案が生まれる 可能性があります。 リードタイムを短くする改善を大別すると ・個々の仕事時間を短くするための改善 ・仕事のオーバーラップを増やすための改善 ・やり直しを減らすための改善 ・情報の伝達を早く、正確に行い、コントロールを的確に行う改善 ・管理を的確に行う改善 更に進化したアイデアとして作り直し、イメージを確立します。 ③改 善 案 を次 の観 点 から明 確 に分 類 する必 要 があります。その部 署 に協 力 してもらわないと 改善が進まないからです。 ・自部署だけで完結できるか、 ・他部署との連携が必要だ、 ・他部署の努力を要請する(定量的にどのように) ・他部署に何をどうやってもらいたいのか、自部署はどう協力するか ④理想のスケジュールでは許されない行動の復習 先回の実習の許されない行動をやらせないためにはどうすればよいのか 何を管理すればよいのか、 何をフィードバック、フィードフォワードすればよいのか、整理します。 ⑤管理指標をどのように取るかは極めて重要です。 70 ものづくり知識創造学統合特論 4.実習の進め方 各部署の評価指標をどう取るか,具体的に考えます。 部門名、評価指標名、定義、計算式、評価タイミング、持つ意味、リードタイムにどう影響するか。 等具体的に決めていきます。 たとえば設計を例に取ると、 リードタイムに関する管理指標、指標の定義、 管理方法 (Ex. 設計) ・細部日程計画表遵守率 ・ネック部品選定 ・仕様変更件数 ・設計変更件数 ・個人設計進度(含む外注設計)進捗管理 ・マイルストーン遵守率 ・部品流用率 ・加工法確認率(生産技術) といったようなものです。 ⑥目標リードタイムのガントチャート(各部門の細部案)の策定 改善案を基に全体のガントチャートの見直しを行い、それを踏まえて、各部 門の細部 ガントチャートを見直します。 改善案の内容で、目標が達成できそうか、再確認し、不足ならさらなる改善案を考えます。 トリガー項目及びその時期も明記します。 当日の活動内容 180 (Ⅰ)目標日程の見直し ①理想日程の策定 (45 :①~③) 各 工 程 担 当 よ り、 各 工 程 の 各 工 程 か ら 聞 いた 最 短 日 程 でス ケジ ュール をガン トチ ャ ート に 表してみます。 あくまで問 題 が全 て解 消 され、更 に短 期 間 で 可 能 な新 し い仕 事 の仕 組 みも含 ん だ挑 戦 的 な 日程計画です。 従 来 のものと比 較 し、どの工 程 がどれだけ短 くなっているかを確 認 し、全 体 として最 初 に立 てた 目標と合致しているか確認します。 もしまだ未達成ならば、更に日程計画を検討します。 ②理想日程実現のための条件表作成 理想日程実現のために何が必要か、何があってはならないかを整理します。 ③ガントチャートの策定 最終的に全体の現状のリードタイムと達成すべきリードタイムのガントチャートを書き上げます。 (全体及び各工程) 71 ものづくり知識創造学統合特論 4.実習の進め方 (Ⅱ)改善案のまとめ (75) ④数多くの改善案の中から重要と思われる内容を最終的に決定します。 実施が難しいかどうかは二の次で、効果のあるものを優先します。 ⑤整理された問題点を基に、改善案(独自にフォーマットを考える)を記入します。 (Ⅲ)各工程の全社評価指標の設定 (40) ⑥各工程のリードタイムに関する全社的に評価する指標を具体的に設定します。 (Ⅳ)具体的実行計画フォーマットの作成 (20) ⑦具体的実行計画を記入するフォーマットを決めます。 そのフォーマットに従い、選択された改善案に対して、担当課長は具体的実行計画を 次週までに作成します。最低 10 件は持ち帰りましょう。 全体の仕事のしくみは生産管理担当とします。 改善案と具体的実行計画の違い 具体的実行計画には下記内容が含まれている必要があります。 ・担当課長が考えるべき具体的実行計画の内容 ⅰ.改善する、もしくは新規実行する業務名、(現状との比較) ⅱ.業務内容概要(新規、改善、現状との差異) ⅲ.仕事のしくみ(業務フローチャート、関連部署等) ⅳ.推進体制とフォロー体制(会議体、出席メンバー) ⅴ.関連部署及び新規必要工数(もし必要なら)もしくは移動工数 ⅵ.設備投資、新規情報システム(もし必要なら) ⅶ.評価指標、管理指標 ⅷ.予想効果(現状との差異分析) ⅸ.実施計画(スケジュール、必要部門、担当者) 第7回でのアウトプット ①部門毎の改善案(7J-I1) ②改善案一覧表(7J-I2) ③全体理想日程確定(各部日程がが反映されたもの)(7J-I3) ④各部門理想細部日程(7J-I4) ⑤理想日程のための各部条件表(7J-I5) ⑥各工程評価指標(指標名とその定義、チェック者、チェック頻度等)一覧(7J-I6) ⑦実行計画記入フォーマット(6J-I7) ⑧インタビュー質門票(検討会で出た追加分)(6J-I7) 72 ものづくり知識創造学統合特論 4.実習の進め方 (第8回)実習第七週 テーマ「仕事の仕組み改善実行計画の策定」 改善案を基に、具体的に仕事が出来る形に落とし込みます。 事前学習 自担当工程の改善案の具体的実行計画の策定 各工程 10 項目以上は策定してきます。 全部署が関係する情報システム、進行管理の見える化システムを検討します。 推進体制、及び全社的フォロー体制を検討します。 当日の活動 180 改善実行計画の決定 (Ⅰ)各工程の改善実行計画の策定 (90) ①各部門の改善実行プランの内容討議、改良、決定 第 7 回で立てた改善案に基づき、仕事の仕組みの改善実行計画を確定します。役割分担に 基づき、各メンバーは各部署の課長として宿題の改善実行計画案を説明します。 他のメンバーは批判的な態度で無く、「どうすれば出来るか」といった態度で、議論をし、提案 の現実性を増幅させます。計 画内 容の不備な点は追加して、最後にその効果について推 定 します。 しかし、他 の課 長の計 画 の不 十 分な所、論 理 一 貫 性の無い所、必 然 性 不 明 点、データ不 足 等はどんどん指摘しましょう。指摘と同時にどう、補足するか、どう説明するかも同時に考えます。 必要な新しいデータを指摘します。 各 課 長 は自 部 署 の細 部 日 程 、マイルストーン(全 社 的 、部 門 チェックポイント)、管 理 指 標 、 管 理 方 法 、 評 価 方 法 等 の リ ード タ イ ム に 関 す る 管 理 項 目 も 同 時 に 述 べ ま す 。 改 善 計 画 は 一項目につき、目標設定からはじめ、一連の問題解決のステップを踏みます。 ②各プランを次の観点から層別してみると、新たなアイデァが生まれる可能性があります。新たな アイデアが生まれたら、加えて検討します。 リードタイムを短くする改善を大別すると ・個々の仕事時間を短くするための改善 ・仕事のオーバーラップを増やすための改善 ・やり直しを減らすための改善 ・情報の伝達を早く、正確に行い、コントロールを的確に行う改善 73 ものづくり知識創造学統合特論 4.実習の進め方 ・管理を的確に行う改善 更に進化したアイデアとして作り直します。 ③改 善 案 を次 の観 点 から明 確 に分 類 する必 要 があります。その部 署 に協 力 してもらわないと 改善が進まないからです。 ・自部署だけで完結できるか、 ・他部署との連携が必要だ、 ・他部署の努力を要請する(定量的にどのように) ④理想のスケジュールでは許されない行動の整理 理想のスケジュールでは余裕が極限状態に縮められているので、従来許されている行動も そのスケジュールを守ろうとすると、許されません。 なんとしてもその行動が必要な事態を回避する方策が必要です。 それは今どのくらいの頻度であるのか、何をすれば無くなるのか? 何を管理すればよいのか。 何をフィードバック、フィードフォワードすればよいのか。 ⑤各部の管理指標はどうなっているか、今後どのような評価指標を導入するか。 たとえば設計を例に取ると、 リードタイムに関する管理指標 管理方法 (Ex. 設計) ・細部日程計画表 ・ネック部品選定 ・仕様変更 ・設計変更 ・個人設計進度(含む外注設計) ・マイルストーン ・部品流用率 ・加工法確認率(生産技術) (Ⅱ)全部署 が関係する、情報システム、管理システム、全社 的フォロー体制についての改善計画 を討議、策定します。 (90) (Ⅰ)では、各 部 門 個 別 、もしくは前 後 工 程 に若 干 の影 響 のある改 善 の議 論 でしたが、Ⅱでは 多くの部 署 がかかわる仕事の仕 組 み(システム)の改善に関 しての改 善 案の策 定で、生管がリーダ ーとなって整理します。 内容は 74 ものづくり知識創造学統合特論 4.実習の進め方 ・プロジェクト推進体制 ・全社的フォロー体制、管理体制、会議体 等 ・プロジェクト評価方法(評価タイミング、評価項目、異常定義 等) ・進行管理システム(各部入力情報、各部伝達情報、計画変更伝達方法) ・リードタイムを遅らせる原因分析情報 ・改善状況の情報収集と伝達システム ・理 想 のスケジュールでは許 されない行 動 が起 きた時 の報 告 システム、再 発 防 止 策 の推 進 体制 一つの部署の改善案は多くの部署の業務に密接に関係します。 各 部 の実 情 を精 査 し、致 命 傷 とならない範 囲で部 分 最 適 から全 体 最 適 のため、応 分 の負 担や やりにくさを要 求 する必 要 があり、時 には虎 の威 を借 りねばならない場 合 もありますが、後 々の 進行を考えると、あまり安易に使う方法ではありません。 実 務 部 署 の理 解 、賛 同 を得 るため、必 然 性 、会 社 全 体 の利 益 を説 明 し、納 得 してもらうための 資料を整えます。 第8回でのアウトプット ①各工程別実行計画書(8J-I1) ②従来あるやり直しとその防止策(8J-I2) ③各部門の管理指標と管理方法(8J-I3) ④全社推進体制(8J-I4) ⑤全社フォロー体制(会議体、出席者、頻度、議題内容等)(8J-I5) ⑥インタビュー質門票(検討会で出た追加分)(6J-I7) 75 ものづくり知識創造学統合特論 4.実習の進め方 (第9回)実習第八週 テーマ「関係部署への説明と根回し」 根回しの必要性については、賛否両論があり、日本の悪い習慣であり、なぜ会議の席で、イエス、 ノーを決 定 すれば良 いものを、無 駄 な時 間 を取 る必 要 があるのかといった議 論 がなされますが、 私自身は、プロジェクとの推進について極めて重要な意義を持っていると思います。 改善のステップの中で、常時必要となる行動で、このタイミングだけで必要な行動ではありません が、ここでまとめて説明します。 リードタイム短縮のような多くの部署が関わる大きなテーマは、トップダウンで管理職に与えられる ケースが多いのですが、それでも関係部署の積極的合意が得られ、参加意識のモチベーションを 高めたプロジェクトの牽引は難しいのが一般的です。 ましてや、個人の問題意識からの展開には相当の覚悟とやる気が必要となります。 規 模 の大 きなプロジェクトになればなるほど、各 部 門 の組 織 的 な協 力 体 制 が必 要 で、会 議 で 決まったからやるというのと、その必然性を完全に理解したというのでは行動のスピード、質に大きな 差異が生じます。 根回しには定まった方法はありませんが、常に行動の根底に考えておかなければならないことを、 以下参考にしてください。 ①各部門のミッション、目標とプロジェクトの成功が必ずしも一致しない場合が多い。一致させる 行動と論理の構築が不可欠です。 例えば、ある製造部門の目標が生産効率向上 20%であったとしましょう。 そのために一部の工程(プレス工程)を自動化するプロジェクトを推進することになり、型保全組、 機械保全組、ライン生産組と協力して、このプロジェクトを牽引する例を考えて見ましょう。 目 標 を達 成 するため、現 在 人 が行 なっている型 にワークを投 入 する作 業 を機 械 化 する方 法 で 進めることに決定しました。 機 械 でワークを型 に投 入 し、自 動 的 にプレスを起 動 させ、次 工 程 に自 動 的 に搬 送 することで人 員を削減し、生産効率を上げようとする目論見です。 ここでこのプロジェクトと各組のミッションとの関係を考えて見ましょう。 まず型 保 全 組 は、型 の原 因 (責 任 )で生 産 がストップしない、ラインの生 産 性 を落 とさない、 76 ものづくり知識創造学統合特論 4.実習の進め方 あるいは不良品を出さないという使命を持っています。 人がワークの投入をする場合と、自動で投入され,自動でプレスする場合と比較した場合、どちら が容易にそのミッションが達成されるでしょうか。 自分達が型を改造し、ワーク確認のセンサーを取り付けたり、ワークを型に納まりやすくするため のガイドをつけたり、型 を改 造 する努 力 するにもかかわらず、自 分 達 が果 たさなければならない 責任が果たすことが困難になることを、積極的に行動できるでしょうか。 機械保全組も同様のことが言えます。 機械保全のミッションは型保全の型が機械に変わっただけです。 型にワークが収まったことを検 知してプレスを起 動するのと、人間がきちっと型にワークを入れて 起動 ボタンを押してプレスを起 動 させるのではどちらがプレス機械 を壊すリスクが大きい でしょうか。 最後にライン組を考えて見ましょう。 ライン組の最 も大きな責 任は後 工 程 に良 品を遅 れることなく、自 工 程 製 品を供 給することです。 目標は欠品件数0、後工程苦情0と立てているかもしれません。 自 動 化 するにはラインを止 めて、トライを重 ねなければなりません。その分 だけ製 品 を加 工 する 時間が減少することになります。 また自 動 化 すれば、装置のトラブルや故障、誤 動作など円 滑な生 産に対するリスク要因が増 加 します。その上、自分の抱えている人員が減少するのですからラインの責任者は、何かのトラブル が発生した時その対応に苦慮することになります。 抱えている人員が多いほど、何かのトラブルに対し、臨機応変に対応でき、後工程からの評価も 高いのです。 今の評価指標のままでは外から見た自分の成績が下がることを積極的に推進する力が湧いて 来るでしょうか。 プロジェクト推進者はプロジェクトの推進と各部門のミッションが一致するよう考慮しなければ、 各部門が積極的にプロジェクト成功のための行動を起こしません。 追加ケース2、ケース 10 が参考になると思いますので、繰り返し、熟読することを勧めます。 ②人間は誰しも自分の考えを実現した(少しでも取り入れた)仕事の仕組みを応援する。 なぜなら自 分が改 善のアイデアを創 造した場 合 に、はじめてやらされ感 がなくなり、実 行 力が 最大化するからです。 ③人間はみんなの知っている事を知らないと寂しいものだし、その結果だけでプロジェクトの反対 77 ものづくり知識創造学統合特論 4.実習の進め方 の材料や実行力のブレーキにもなります。 たとえば②、③について、次の例を皆さんはどう感じますか。 ある担当者は、 ある改善プロジェクトの「改善原案」がまとまった段階で、関係部署を指揮する立場に いる役員数人に対し、個別に「アドバイスを頂きたい」という趣旨で面談を申し入れた。 この面 談 の獲 得 目 標 は、各 役 員 に対 して自 身 の考 えているアイデアの要 点 を事 前 に伝 え、反 応 を 聞 き出 す事 (打 診 )。各 役 員 がこのプロジェクトを実 行 に移 す際 に、盛 り込 んで欲 しいと思 っている 事柄を聞き出す事、絶対我慢できないことは何かを聞くことの三点で、しっかりと聞き出してきた。 こうして得 た情 報 を正 式 な「実 行 計 画 案 」に盛 り込 んだプランを持 って、プロジェクト検 討 会 議 にて プレゼンした。 別の担 当 者 は、会 議はプロジェクトを実 行するかしないかを議 論 を持って解 決 する場で、前 もって 打診するなど時間のムダだと考えており、書類で、プロジェクとの案件意見お伺い書として、会議開催 通知と共に各部門部長宛書類を送付した。 事前に意見を集約し、自己の判断で、その意見の一部を織り込み、「実行計画案」を作成し、会議に 臨んだ。 どちらの案件も通り、実行することになったのだが、 どちらの会議がスムースに進み,その後のプロジェクトが円滑に進んだであろうか。 実は、前 者は、何のクレームも付かず、次の段 階へ進むよう決 裁 されたのであるが、後 者は延々と 議論が続き、最後は議長決済で、実施が決定されたが、最終的にはプロジェクトが中断した。 これは当 然の理。自 分の考えが少しでも反 映された事 業 案はわずかといえど、自 分の考えた案で あり、自 分 の作 った計 画 なのである。問 題 だと言 える役 員 がいるだろうか。しかも事 前 に知 っていた 事業案に、いまさら咬みつける筈もないだろう。 一方後者の書類は、部長より担当者に降ろされ、担当者の回答が書かれた部長のめくら印の書類で、 役員は見ていなかった。 ④説明する内容が具体的でないとプロジェクトそのものの質を疑われる。 一般的なことであるが、プレゼンの資料が、構想が具体的な数字やフローチャートで表わされ、 各部門が新たに何を行い、何を止めるのか、現在とどう違うのか、明確な評価指標で比較されて いない場合、プロジェクトの重要性が理解されず、拒否される確率が高くなります。 根回しの手順 定まった方法はありません。一例を紹介します。 78 ものづくり知識創造学統合特論 4.実習の進め方 ①そのプロジェクとの必要性、重要性をまとめます。 ②最初に仲間(同じ問題意識を持つ人)を探し、協力する。 ③論理的な資料を作る。 ④直属上司を味方に引き入れ、上手に利用する。手柄は上司に与える事でよい。 ⑤仲間と協力し、説明し、仲間の上司を味方に引き入れる。 ⑥関係部署に説明し、意見を請う ⑦本人、仲間とその上司で、関係部署長(役員)に対する説明を行なう。 その時は説明と同時に具体的実施の意見、方法論を聞きます。 職位の高い人ほど具体的な改善アイデアを話したがるものです。 ⑧プロジェクトのオーソライズをします。 (⑨定例的なプロジェクトの推進会議にて進行を管理します。) 事前学習 実行計画説明会プレゼンテーション資料の作成 プレゼンテーション練習 当日の活動内容 180 根回しのロールプレイイングを実行計画説明会として行ないます。 会場会社の被インタビュアーに再度出席していただきます。 ①実行計画説明会のプレゼン資料の順備(20) 事前学習で各担当が作ってきたプレゼン資料を班内討議し、ブラッシュアップします。 以下②~⑤まで、会議形式で、行ないます。 ②実行計画のプレゼン(根回し会議開催) (40) 各 担 当 課 長 が会 場 会 社 の同 じ立 場 のメンバーに対 し、プレゼン資 料 を使 い、説 明 します。 (全員集合) ③担当部門毎に分かれて、受講生、会場会社担当、1:1 で、各部門の具体的実行計画を検討 します。(40) ・会場会社のメンバーは、否定的な意見ではなくこうすればもっと良くなる という姿勢で自分の意見を言います。 やることを前提にもっと良くするにはどうすればよいかという観点から発言してください。 例えば ⅰ.こうした法が良いよ ⅱ.この表現は具体的でなく、不明確で何をすれば良いのかわからない、 分かるように表現を変えたら? 79 ものづくり知識創造学統合特論 4.実習の進め方 ⅲ.それを行うにはこのような障害がある、どうやってその障害をつぶす? ⅳ.こういう内容が重要なのだが提案しないのか ⅴ.現状の改良なのか、新たな業務になるのか、なくなる業務はあるのか ⅵ.新しい業務はどれだけ工数かかるの? ⅶ.今あるこの仕事の改量だと楽なんだけど、どお? ④各部へのヒアリングに対する問題点の処置の検討、決定 (30) 各部が提 起 した問 題、実 行に対する障害、必 要 性の対する問題 解 消 方 法について議論し、 整理し、その解消方法を実行計画に織り込みます。(個人) ⑤再度全員が集合し、会議を再開します。 (30) 生管部主催でプロジェクト発足事前会議を模擬的に行います。 プロジェクト発足会議でオーソライズ予定の項目の説明を行ないます。 この会議で同意する内容は、最低 ⅰ.新しい日程計画で計画される時期、最初のプロジェクト ⅱ.各部の改善実行計画 ⅲ.プロジェクトのフォロー体制とフォロー会議 ⅳ.各部の評価指標 ⑥次週発表会進行要領の討議、決定 (20) 発足パフォーマンスの決定 第9回でのアウトプット ①各部門プレゼン資料(9J-I1) ②実行計画説明会議事録(9J-I2) ③実行計画に対する各部よりの問題提起内容と、その対策案の策定(9J-I3) ④全体の仕事のしくみに対する問題提起内容とその対策案(9J-I4) ⑤各部門の提案を織り込んだ実行計画改良版(9J-I5) ⑥プロジェクトのフォロー体制とフォロー会議内容(9J-I6) ⑦新リードタイムで最初に行う時期、プロジェクト(9J-I7) ⑧次週発表会進行計画のまとめ(9J-I8) ⑨インタビュー質門票(検討会で出た追加分)(6J-I7) 80 ものづくり知識創造学統合特論 4.実習の進め方 (第 10 回)実習第九週 (テーマ)「計画のオーソライズ(改善計画発表会)」 ・プロジェクト発足会を模して、改善計画発表を行ないます。 ここではプロジェクトの説明を行い、その結果承認されたとい言う設定で、進めます。 ・引き続いて、各受講者の横展テーマの個別発表を行ないます。 事前学習 ①発表会事前順備 ・プレゼン資料作成(PPT)、 ・発表練習、 ・配布資料順備、 ・出席者アンケート作成 聴講者に対する自分達の発表に対するアンケートを行い、今後の行動の参考にします。 ②発表会進行計画打ち合わせ ③発表会役割分担打つ合わせ ④上司に連絡し、発表会の出席を要請する。 当日の活動内容(テーマ発表および横展テーマ発表) 一時間ほど前に集合し、発表練習することを勧めます。 (事前に用意したアンケート用紙を出席者に配ります。) (Ⅰ)テーマ発表会 60 ・全体進行は講師が行ないます。 ・最初に講師から、この発表会の趣旨を述べます。 ・以 降 、模 擬 的 に、プロジェクト実 施 可 否 の決 済 を受 ける会 議 と位 置 づけ、改 善 発 表 をその ためのプレゼンと位置づけます。 ・発 表 後 、承 認 (オーソライズ)されたと言 う設 定 で、宣 言 等 のパフォーマンス等 で、この プロジェクトの盛り上げを行ないます。 ・このパフォーマンスは、やや滑稽な気がするかもしれませんが、このようなムードの盛り上げは 販売等では常套手段で、プロジェクとの今後の活動の大きなエネルギーとなります。 81 ものづくり知識創造学統合特論 4.実習の進め方 独創的なアイデアで、ロールプレイし、講座の最後を締めくくってください。 発表する内容は最低限下記内容を含む必要があります。 ⅰ.メンバーの紹介(ロールプレイの役割分担で) ⅱ.リードタイム短縮の意義、必要性 今、全社的プロジェクトとして、なぜリードタイム短縮に取り組まなければならないか、 ⅲ.リードタイム短縮が会社に与える影響、効果の予測 社全体に対してマクロな観点から説明、必ずしも定量性を必要としない。 ⅳ.現状のリードタイム分析 ガントチャートを用いて、視覚的に分かりやすく説明(改善前、改善後) ⅴ.現状の問題点 ・リードタイムに対し、何が、どの程度の悪さをしているか ・関係する部署はどこか、 ・なぜ問題か を明確にする、 ⅵ.このプロジェクトの目指す目標リードタイム(細部) ガントチャートを用いて、工程別にその期間が視覚的に分かりやすく説明 ⅶ.目標を達成するための改善実行計画(全社システム、各部) ・各部最低5項目の実行計画発表 ・全社システムについては生産管理担当が発表 ⅷ.新リードタイムで日程計画を開始する日程目標、目標プロジェクト ⅸ.開始までの全社的フォロー体制(仮想) ⅹ.開始後の通常フォロー体制(仮想) ⅺ.オーソライズ(模擬) プレゼン後、会場の質問に答えます。 質疑が完了時点で、このプロジェクトを進めることを宣言します。 何がしかのパフォーマンスを行ないます。 以上で模擬プロジェクト発足式を終わります。 (Ⅱ)横展発表会(個人発表) 120 昼の休憩を挟み、横展テーマ(個人発表)の発表を行ないます。 82 ものづくり知識創造学統合特論 4.実習の進め方 発表は質問を含み 10 分/人とし、発表7分、質疑3分をガイドラインとします。 発表資料、発表形態は自由です。受講者に任せます。 質疑の最後に出席された受講者上司のコメント、講評をもらいます。 忘れずにアンケートを回収します。 宿題 1.議事録の作成 ・書記のメモとメンバーの記憶を基に議事録を作成します。 参加者の質問や疑問は発表内容の論理性や必然性が十分説明されていない事の証で あることが多いものです。 発表内容は詳細記録する必要ありません。 質疑応答、コメント、参考意見等は落とさず記録し、その時点で答えられず、この時点で、答 えられるものはその旨、明確にして記述します。 感想や、講評も内容に誤り無き様、記載します。 議事録を見て、発表会後のチームミーティングでよく話し合いましょう、 2.アンケートの整理 アンケートを回収し、円グラフやヒストグラムに、散布図等のグラフに表し、自分達の発 表の内 容について、聴衆にどう受け止められたか確認します。 第10回でのアウトプット ①プレゼン資料(10J-I1) 以下については後日提出 ②プロジェクト決済会議議事録(発表に対する質疑応答、コメント等) (10J-I2) ③アンケート記入用紙の整理(10J-I3)(十一週提出) 83 ものづくり知識創造学統合特論 4.実習の進め方 (第 11 回)実習第十週 自己点検授業(反省と今後の抱負) 10 週間の講座受講を振りかえって、反省と今後の抱負を整理し、発表します。 事前学習 ・アンケート1、2記入(十週に配布します) アンケート1:十一週当日の活動で話す内容をまとめたもの アンケート2:講座の評価に関わるもの ・実習の反省(当日話すことを整理) 当日の活動 60+α (Ⅰ)終了に当たって、個人が下記のコメントをフランクに話します。(45) ①講座の感想 ②自分の業務に役に立った例、自分が変わった例、上司や仲間が変わったと言った例 ③具体例「こうすればよかった、」「今考えるとこうだった、」 「本当はこうだったんじゃないか、」「この次やる時はこう改善するぞ」 ④今後この実習をどう活かしたいか ⑤印象に残った事件、メンバーの一言、態度、行動 ⑥講座の後輩のために、講座をこうして欲しい、講師にこうして欲しい ⑦横展テーマの最終発表予定(完了報告) (Ⅱ)講師より講座を振り返って感想を述べます。(5) (Ⅲ)講師より、修了証書、成績表を手渡します。(10) ①プロジェクト決済会議議事録(10J-I2) ②発表会のアンケート(整理されたもの)(10J-I3) ③講座アンケート1回答(11J-I1) ④講座アンケート2回答(11J-I2) 84 ものづくり知識創造学統合特論 5.横点テーマの進め方 5.横展テーマの進め方 受講者はリードタイムに関する自社、あるいは自らが遭遇している問題に対し、会場会社で行っている メインテーマの検討過程を応用して、自らが中心となって、問題解決を推進していきます。 進め方は下記1~10 の如くですが、表紙に最初にお渡しするフォーマットの部分に相当するものを 記入して、その後ろに独自のデータや説明資料を加えて、個別面談に臨んでください。 個別面談の要領については、4.実習の進め方2ページを参照してください。 1.横展テーマの決定と登録 受講者はまず上司と相談し、横展テーマにどのような問題をテーマとして進めるか、決定します。 決定内容を規定のフォーマットに整理して、横展テーマの登録を行います。 第二週に横展テーマ登録書1、2、3、4、5、項を記入し、提出。 上司は受講者のテーマ内容を確認し、登録書にサインし、受講者の問題解決遂行をバックアップします。 2.現状分析 第三週講座前に、現状分析計画もしくは分析結果を提出します。 横展テーマ登録書6、7項記入し、業務フロー、問題の説明、重要性、緊急性について説明し、問題の 定量評価の出来た分を説明。今後の調査方針、分析項目を説明する。 可能な限り、データとし、図、表で作成してください。 3.横展テーマ登録書(全項目記入)提出 第四週講座前に、規定のフォーマットもしくはそれを参考にして、独自の登録書をデータで提出 します。 (フォーマットは規定のものにこだわる必要はなく、独創的なものを歓迎しますが、記述項目は最低限 フォーマットにあるものを含んでください) 4.改善計画書の作成 第四週講座前に、規定のフォーマットもしくはそれを参考にして改善計画書を提出します。 登録書同様、独自のフォーマットでもかまいません。 5.実践と講義でのフォロー(実践上の指導、質疑) 講座期間中は、実習時間中に、個人別時間割を決め、その時間グループ討議から抜け出し、 個人面談の形で、講師と 10 分程度、改善計画書テーマの進行状況の報告や、進め方に対する質疑、 85 ものづくり知識創造学統合特論 5.横点テーマの進め方 アドバイス等をテーマ登録書、改善計画書を基に行ないます。 ①講座パソコンに前週分進行状況を入力します。 ②講師との面談を行ないます。 ③面談内容を記録します。 6.横展テーマ(自己テーマ)発表会 第十週に横展テーマ(自己テーマ)の発表会を、テーマ発表に引き続いて行ないます。 発表時間は発表6分、質疑2分/人 程度とします。 7.横展テーマの講座内での整理 全員の横展テーマの①テーマ登録書(別添 p87)、②改善計画書(別添 p88)、③中間発表会発表 資料の三点を事務局にて整理し、十週目反省会時に配布します。 8.講座終了後のフォロー 講座の期間の関係で、改善実施まで進めないと考えられますが、講座終了後に実践の進行に伴い、 新たな質疑があれば、メール等の手段で継続的に行います。 9.結果報告 プロジェクト完了後(中間発表での完了予定)、「横展テーマ結果報告会」を受講生の所属する組織 体の中で、実施してください。 発表内容は最終十週目に行なった発表に加えて、 「その後の実施状況」と「改善実施後のフォロー」、「改善の評価」、「今後の展開計画」とします。 講師も出来る限り参加しますので、メール等で連絡ください。 10.横展テーマのケース文(ケース文 B に同じ)の作成 十週に発表資料と共に自己ケース文 A を提出します。 自分のプロジェクトテーマの進めて行った過程を、小説を書くつもりで仕上げてみてください。 後輩を指導するには、理屈や説教では難しくても、先輩の経験した(中には失敗した)ケースを小説の ように読ませるほうがより深く理解してくれると私は思います。 参考に、大学生が書いた(少し修正しておりますが)「段取り短縮」のケースを添付します。 86 ものづくり知識創造学統合特論 5.横点テーマの進め方 もの づ くり知 識 創 造 学 横 展 テ ー マ 登 録 書 上司認印 1.氏 名 2.所 属 ・タイ トル 3.テ ー マ 名 4.テ ー マ 概 要 5.会 社 方 針 、部 門 方 針 との 関 係 6.従 来 の し くみ の 概 要 とそ の 問 題 点 7.な ぜ 今 重 要 で や る べ き と思 うか 付 表 :改 善 の 効 果 の 定 量 化 8.具 体 的 な 目 標 と評 価 尺 度 , 実 施 スケ ジ ュ ー ル 9.目 標 達 成 に 必 要 な 関 連 部 署 10.目 標 達 成 の た め に ク リア し な け れ ば な らな い 問 題 87 日付 ものづくり知識創造学統合特論 5.横点テーマの進め方 も の づ くり知 識 創 造 学 横 展 テ ー マ 改 善 計 画 書 日付 上司認印 1.氏 名 2.所 属 ・タ イ トル 3.テ ー マ 名 5.現 状 の リー ドタ イ ム 分 析 付 表 :ガ ン トチ ャ ー ト等 リー ドタ イ ム の 内 訳 の わ か る 資 料 8.具 体 的 な 改 善 実 施 項 目 と 投 資 額 お よ び 効 果 予 測 9.ス ケ ジ ュ ー ル と 協 力 要 請 部 署 、要 請 内 容 88 ものづくり知識創造学統合特論 6.自己ケース文の作成 6.自己ケース文の作成 最後のステップは、この実習の成果を知的財産として残す過程です。 あなた自身が、職場に帰って、何か困った時、あるいは後輩に『気付き』を与える時、読み直せば、発表 資料の ppt からは得られない効果があります。 ガイダンスの記述と少し重複しますが、作成上の留意点を説明します。 受講者は2種類のケース文を書きます。 一つは講座でのグループ討議(含むインタビュー)に関するもの(ケース文 A)、もう一つは横展テーマに 関するもの(ケース文 B)です。 A と B ではその目的が少し異なります。 A はグループ活動によって、自分に新たな「気付き」が生まれた時、あるいは自分が他の班員に与えられ た時の様子と心の変化を具体的に表わすのが目的です。 受講者の知識、経験、性格等によって、その考え方や意思決定パターンも異なりますので、それを知る 意味でも有益です。 B は受講者の次のプロジェクトを進める時の参考にするための資料であり、自分が次のプロジェクトを 進める時の参考や、受講者に続く後輩に対する指導書的な意味を持っています。 Ⅰ)グループ討議ケース文(A) 1.文の記述 文の内容は、グループ実習(含むケース討議)での内容に限定します。 1週、最低でも A4一ページ位は書きましょう。思ったことを単純に書けば良いのです。 最後に全てを思い出してまとめて書こうとするとなかなか出来ないものです。 一日 A4 1ページ以上の実習での ①グループ討議での様子、 ②印象に残ったグループ員の発言、 ③最終決定した記述に至るプロセス、 ④自分の発言内容とその根拠、 ⑤理解した内容等に限定して、実習中はメモを取りましょう。 それを整理しながら、結果だけでなく、具体的などのようなプロセスでどのように意思決定したのかを 日記を書くつもりで、少し物語風に書いて見ましょう。 データを USB 等のメディアで持参して、講義前に講座用パソコンに入力してください。 89 ものづくり知識創造学統合特論 6.自己ケース文の作成 2.文の校正、追加 書かれた物を毎週講師とともに確認し、質疑をしながら、更なる気付きを書き加えていきます。 横展テーマの講座でのフォローと同時に、個人別に行ないます。 3.同一班員文の確認 第三週に一度班員全員のデータをまとめて、配布します。 4.自己ケース文 A の製本、配布 反省会時に、全員のコピーし、製本します。 Ⅱ)横展テーマケース文(B) 1.文の記述 文の内容は、横展テーマでの内容に限定します。 最後に全てを思い出して、まとめて書こうとするとなかなか出来ないものです。 1週、1週、起こった出来事を中心に書いて行き、十週前に横展発表の資料と共に読み直して修正 します。 自分の組織体で、横展テーマがどのような経過で進んで行っているのか、 ①自分の行動とその拠り所、 ②周囲の関係者の思惑、言動とそれが自分の行動に与えた影響、 ③テーマ推進のための打ち合わせや会議の様子、 ④進展のターニングポイントとなった出来事や発言、行動、 ⑤自分に新たな気付きが生まれた場面、タイミングとその時の背景、プロセス等 教材のケース文を参考にして作成する。(ケーススタディで、自分のケース文を作るつもりで) それを整理しながら、結果だけでなく、何を考えたのか、関係者はどう思っていたのか、周囲の状況は どうだったのか、等を中心に、具体的などのようなプロセスで、自分はどのように意思決定したのか物語風 に書いて見ましょう。 データを USB 等のメディアで持参して、講義前に講座用パソコンに入力してください。 2.文の校正、追加 書かれた物を毎週講師とともに確認し、質疑をしながら、更なる気付きを書き加えていきます。 横展テーマの講座でのフォローと同時に、個人別に行ないます。 90 ものづくり知識創造学統合特論 6.自己ケース文の作成 3.ケース文 B の発表 十一週の反省会時に物語風にアレンジした自己ケース文を、説明を加えて話します。 ワードで書いた文章に、重要ポイントに網掛けをするケーススタディ S1 スタイルを推奨します。 プレゼント言うほど大げさなものでなく、紹介程度でかまいません。 事前に受講生および講師全員にコピーを準備し、配布してください。 91
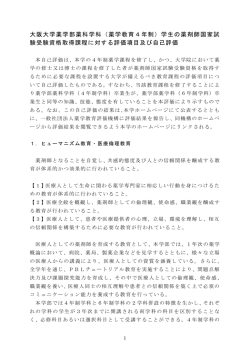
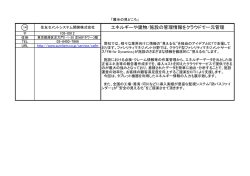
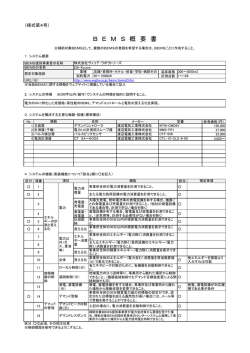
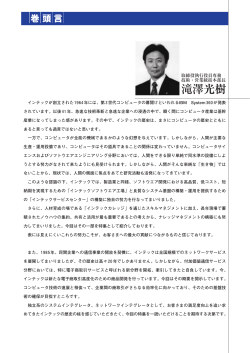
© Copyright 2026 Paperzz