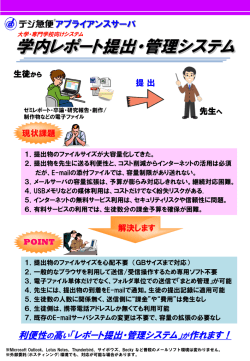
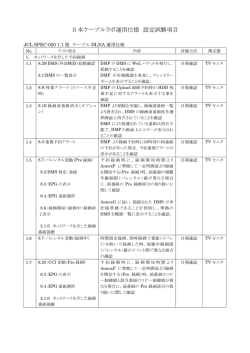
注射剤調製設備 計画の手引き クリーンメカニカル株式会社 − 目 次 − 1.まえがき ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P. 1 2.GMPバリデーションの要素 ・・・・・・・・・・・・・・・・・・・・・・・・・ P. 1 3.調製方法 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P. 2 4.調製工程の系統 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P. 3 5.フローチャート ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P. 4 6.仕様決定の要因 1)調 製 工 程 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 2)攪 拌 機 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 3)無 菌 濾 過 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 4)受槽の決定 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 5)装置サニタリー配管 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P. 5 P. 6∼7 P. 8 P. 9∼10 P.11∼12 7.制御ソフト ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P.13∼18 8.洗浄計画に対して ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P.19 9.洗浄条件設定 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P.20∼22 10.滅菌条件設定 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P.23∼25 11.調製槽、受槽仕様 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P.26 12.NA攪拌機 GMP50∼10,000AC型 ・・・・・・・・・・・・・・・・・・・・・・・ P.27 13.調製設備薬液ライン使用する弁類及び継手類 ・・・・・・・・・・・ P.28∼29 14.装置の据付時適格性確認 ・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ P.30∼31 1.ま え が き 注射剤の製造工程において、調製設備は 所定の品質を満足する製品 を製 造する最重要設備である。 注射剤の製造には非パイジェロンで無菌性が確認され製造を支援するシステ ム(水処理設備、空調設備)が優れた維持、管理された設備から構成された調 製設備でなければならない。 注射剤の調製法は薬物の溶解、薬液の無菌濾過の工程にて行われる。無菌調 製操作の場合はクリーンベンチ又はアイソレーターの中で行われる。調製設備 の設置は的確(製剤の容量、調製方法、無菌濾過、CIP、SIP、製造を支 援する設備等)な選定の基で設計、製作、設置、運転、保全管理等が確認され た設備でなければならない。 ・1998年5月には、GAMP(Good Automated Manufacturing Practice) Version3にて「製薬設備供給者側の予備バリデーションの責任が明確に提 出されている。」 ・最近は製薬会社のバリデーションを補完する為、コンピュータにて自動化が 行われている。 2.GMPバリデーションの要素 1)装置の設計適格性確認 (Design Qualification:DQ) 2)装置の据付時適格性確認(Installation Qualification:IQ) 3)装置の運転時適格性確認(Operational Qualification:OQ) 4)装置の稼働時適格性確認(Performance Qualification:PQ) 調製設備の場合には上記の要素に加えて次の項目が必要である。 5)製造を支援する設備のバリデーション 6)濾過フィルターの菌チャレンジテスト 7)CIPのバリデーション 8)SIPのバリデーション 9)設備の保守点検 ①SOPを裏付けるデータがなければならない。 ②SOPが妥当でありシステムの仕様が満足して一貫して生産される事を 証明するデータがなければならない。 - 1 - 3.調 製 方 法 1)一般的調製法(原薬が熱に安定であるもの) ① 水性溶剤 原薬を注射用蒸留水にて攪拌溶解し、無菌濾過し、充填してオートクレー プ等で後滅菌を行う。 ② 油性溶剤 原薬を植物油にて攪拌溶解し、加温し粘度を出来るだけ小さくして適した 孔径フィルターで濾過し、充填してオートクレープ又は乾熱滅菌機等で後 滅菌を行う。 2)無菌調製法(原薬が熱に不安定であるもの) 熱に不安定な薬剤、水性懸濁液剤、油性注射剤、乳剤性注射剤及び点眼剤 眼軟膏剤等がある。 ①秤量、調製工程をクリーンブス又はアイソレーターを用い無菌操作にて製 造し、無菌濾過(0.22μm)可能な製剤は無菌濾過を行い充填する。 ②原薬の投入を無菌専用バット等を用い人手に頼らない完全自動化にて製造 CIP、SIPをシーケンス制御やコンピューター制御を行い人間による 誤操作を防止し無菌操作を行う。 3)洗浄、滅菌方式 調製方法と同時にCIP及びSIPの方法を考慮してシステムを計画する。 - 2 - 4.調製工程の系統 1)一般方式 受槽(無菌液剤)で待機及び保存時間が必要な場合 調製槽 無菌濾過 受 槽 安全フィルター 充填機 2)大容量充填連続方式の場合 連続的に充填機を稼働さす(無菌濾過を短時間で行い、調製槽で連続(CIP/SIP) して調合作業を行う) 受 調製槽 槽 安全フィルター 無菌濾過 充填機 受 槽 安全フィルター 3)直接充填方式 充填時間が比較的短時間の場合又は、小容量高価な製剤の場合 調製槽 無菌濾過 充填機 4)予備調製方式 予備(溶解、分散等)調製が必要な製剤の場合 予備 調製槽 調製槽 無菌濾過 - 3 - 受 槽 安全フィルター 充填機 5.フローチャート 1)一般方式の一例 調 製 槽 陽圧解除 CS S I P エアー 乾燥、冷却 仕込水投入 計 冷却器 仕込水 WFI 量 攪拌溶解 計 原薬 量 濾過ユニット メスアップ 陽圧解除 受 槽 計量、測定 完全性試験 陽圧解除 最終溶解 攪 拌 S 温度調節 乾燥、冷却 乾燥、冷却 送 濾 受 CS I P CS S I P エアー エアー N2 液 送液完了 洗浄水 過 入 濾過完了 受入完了 C 待 洗浄水 C I P I P 機 エアーorN2 陽圧保持 完全性試験 エアーorN2 陽圧保持 N2 充填機送液 充填完了 洗浄水 C I P エアーorN2 陽圧保持 - 4 - 6.仕様決定の要因 1)調製工程 (1)方法決定 ①一般的調製法 ・・・・・・・ 附帯設備(仕込、原薬投入方式等)選定 ②無 菌 調 製 法 ・・・・・・・ 附帯設備(アイソレーター等)選定 ③ 特 殊 調 整 法 ・・・・・・・ 附帯設備(バイオハザード及び内部又は外部への汚染対策等)選定 (ワクチン・ホルモン) (2)系統の決定 ①一 般 方 式 ・・・・・・・・・・1バッチ当たりの製造量及び製造工程のタイムチャート作成 ②大容量充填連続方式 ・・・・1バッチ当たりの製造量及び製造工程のタイムチャート作成 ③直接充填方式 ・・・・・・・・・・1バッチ当たりの製造量及び製造工程のタイムチャート作成 ④予備調製方式 ・・・・・・・・・・1バッチ当たりの製造量及び製造工程のタイムチャート作成 ⑤そ の 他 ・・・・・・・・・・1バッチ当たりの製造量及び製造工程のタイムチャート作成 (3)調製槽の決定 項 ①容 目 量 条 件 計算書 内径D:胴長Hを1:1∼2以内で選定 ・槽の強度計算 (圧力容器に基づく) ②シ ゙ ャ ケ ッ ト 薬剤調製工程温度調節有無確認及有の場合温度条件 ・槽内液冷却時間及び 冷却媒体量の計算 ③保 温 通常保温(SIP) ・槽の放熱量計算 (SIP時) ④圧 力 設計圧力の決定(液送圧力の確認) ⑤温 度 設計温度の決定(液調温度及熱殺の有無) 熱殺の場合温度条件 ・計量方法 ⑥投入方法 ①溶 解 法 ⑧脱 気 人手作業 ノズルの決定、マンホール、覗窓、採光灯 自 動 化 ノズルの決定、マンホール、覗窓、採光灯 (飛散等による汚染の有無及び局排の条件) 攪拌機次項目にて選定 溶液の発泡の有無 ・バブリングN2ガス量の計算 N2バブリング(散気方式)残量O2の許容濃度 ⑨計量、測定 ロードセル精度確認 水位計精度確認 ⑩液 気体圧送(液送圧力及び気体量) ポ ン プ(流量、圧送圧力、動力) 送 ⑪ベントフィルター ・ボルテックスによる発泡 防止の計算 PH値、サンプリング エアー及びN2ガス用途別使用量及び圧力の算出 - 5 - ・槽及び附属部品の自重 算出 ・回収液率確認 ・乾燥及び冷却エアー、圧送 エアー、ブロー水排出エアーの 容量及び圧力計 ⑫洗 浄 CIPパターンの決定 不活化処理の有無、薬剤の特殊性の有無(排水の区 別) 8.洗浄計画に対しては 9.洗浄条件設定を参照 ⑬滅 菌 SIPパターンの決定 10.滅菌条件設定を参照 ・槽内表面積の算出 ・洗浄水量及び洗浄水膜 厚さの計算(Re) ・スプレー角度のシュミレーションに よりスプレーボールの設計 ・薬液洗浄の必要性の有無 確認 ・滅菌に関係する槽、機器 弁類等の全重量を算出 ⑭熱交換器 ・WFI使用流量及び使用温度冷却器 冷却水温度条件 ・UFW使用流量及び使用温度加熱器 加熱蒸気条件 ・冷却器及び加熱器の計算 ⑮構 造 ・各ノズル及び弁類のデッドスペースを小さくする ・液が完全に排出可能にする ・原薬が攪拌機のボルテックス内に投入出来る 投入口 ・作業性及び清掃を充分考慮したノズル配置 ・FLより天井高さ を考備した計画 ⑯材 質 ・主要部 ・その他 SUS316L SUS304 ⑰仕 上 ・主要部 ・その他 バフ#400+EP(撥水性) バフ#320 ⑱作業デッキ ⑲ユーティリティー ・耐薬品性調査(腐食) スペース・・・作業内容にて決定 高 さ・・・天井高考備 ・架台デッキの清掃性の条 件確認 使用量の決定 圧 力 (MPaG) 蒸留水 (WFI) UF水 (UFW) クリーンスチーム (CS) 冷却水 (W) 蒸気 (S) 高圧エアー (A) N2ガス (N2) 温 度 (℃) 0.3 85 0.3 常温 0.19 132 0.2 5∼32 流 量 (â/h) 0.5 0.5 0.5 2)攪拌機 (1)原薬の溶解性の確認 参考資料 水への溶解性 ・極めて溶けやすい ・溶けやすい ・やや解けにくい ・ほとんど解けない 1gを溶解するに要する水量 1mg 未満 1∼10mg 未満 30∼100mg 未満 10,000mg 以上 - 6 - 口 径 (2)攪拌機の選定 ①選定条件 ・容 量 ・粘 度 ・攪 拌 の 強 度 ・洗 浄 性 ・微粒子発生データー : : : : : 槽内径及び実水位にて 治験製品又はラボ製品等にて テストデータにて テストデータにて テストデータにて (3)テストデーターを基にスケールアップ 項 目 仕 様、条 件 計算書 ①攪拌翼 ・・・・・ 選定した攪拌機の翼径、翼断面算出 ・モーター容量の計算 ②回転数 ・・・・・ 標準回転数を仮定する ・スケールアップ計算 ③動 ・・・・・ 動力(Kw),電流(A)を求める 力 (4)攪拌機選定資料 ① 攪拌機の倍率表 1 2 3 4 5 攪 拌 種 別 混合(溶解)しやすい 循環攪拌 結晶物調製攪拌 洗浄 混合(溶解)中クラス 倍 率 1.0 1.1 1.4 1.7 2.4 攪 拌 種 別 熱伝導攪拌 固体溶解 乳化 乳化、分解 強クラス 倍 率 2.7 3.3 3.4 3.5 槽の液面高が内径 0.8∼1.4 の場合 ② スケールアップ P2 = 実機の動力(Kw) 動力比と液量比の関係式 P2/P1 =(V2/V1)0.64 V1 = テスト機の液量 V2 = 実 機 の 液 量 P1 = テスト機の動力(Kw) ③ 攪拌時間の算出 テスト機の攪拌終了までの所要 turn over数 = Tとする t= T×V/Q min t T Q = 攪拌時間 = 所要 turn over数(回) = 攪拌機の循環流量(â/min) Q = Nq×N×Di3(â/min) Nq = 係数(タービン 0.5) N = 回転数(r/min) Di = インペラ外径 流量仮数 = 液量×比重×攪拌度の倍率数 - 7 - 3)無菌濾過 (1)フィルター決定 項 目 条 件 ①濾過時間 ・・・・・ 製剤工程を基に決定 ②孔 通常 0.2µm 径 ・・・・・ 計算書 ③濾過面積 ・・・・・ 濾過テストデータを基にフィルターメーカーに 査察 ④チャレンジテスト ・・・・ フィルターメーカーに依頼 ⑤溶出テスト フィルターメーカーに依頼 ・・・・・ ⑥濾過圧力 ・・・・・ 温 度 濾過テストに基づきフィルターメーカーに査察 ・ハウジング内容積及び フィルター容積を算出 ⑦残 液 量 ・・・・・ 残液量を推定する ②洗 浄 ・・・・・ CIPパターンの決定 不活化処理の有無、薬剤の特殊性の有無 8.洗浄計画に対しては 9.洗浄条件設定を参照 ・残液量によってはハウジング 特殊設計 ・ハウジング内表面積及び 断面算出(Re) ・薬液洗浄の必要性有無確 認 ⑨滅 菌 ・・・・・ SIPパターンの決定 10.滅菌条件設定を参照 ・滅菌に関係するハウジング 及び弁類等の全重量を 算出 ⑩構 造 ・・・・・ 液が完全に排出可能にする ⑪材 質 ・・・・・ ハウジングSUS316L ⑫仕 上 ・・・・・ ハウジング ⑬位 置 ・・・・・ 作業性及び清掃を考慮して決定 内面 外面 バフ#400+EP(撥水性) バフ#320 ・耐薬品性調査(腐食) (2)完全性試験 ①試験方法 ・・・・・ バブルポイント試験 適切な液でフィルターを充分湿潤し、適切な気体の加圧によってフィルター の微細孔から液体を押し出した時の差圧を測定することにより完全性を確認 する。 プレッシャーホールド試験 適切な液でフィルターを充分湿潤し、適切な気体で加圧した後、気体の供給 を遮断し、規定時間内の圧力降下を測定することにより完全性を確認する。 - 8 - 4)受槽の決定 項 ①容 目 量 条 件 計算書 内径D:胴長Hを1:1∼2以内で選定 ・槽の強度計算 (圧力容器に基づく) ②シ ゙ ャ ケ ッ ト 薬剤調製工程温度調節有無確認及有の場合温度条件 ・槽内液冷却時間及び 冷却媒体量の計算 ③保 温 通常保温(SIP) ④圧 力 設計圧力の決定(液送圧力の確認) ・槽の放熱量計算 (SIP時) ⑤温 度 設計温度の決定 ⑥ノズル方法 ノズルの決定、マンホール、覗窓、採光灯等 ⑦脱 気 N2バブリング(散気方式)又は攪拌機有無 ⑧計 量 ロードセル精度確認 水位計精度確認 ⑨液 送 気体圧送(液送圧力及び気体量) ポ ン プ(流量、圧送圧力、動力) ・回収液率確認 ⑩ベントフィルター エアー及びN2ガス用途別使用量及び圧力の算出 ・乾燥及び冷却エアー、圧送 エアー、ブロー水排出エアーの 容量及び圧力計算 ⑪洗 浄 CIPパターンの決定 不活化処理の有無.薬剤の特殊性の有無 (排水の区別) 8.洗浄計画に対しては 9.洗浄条件設定を参照 ⑫滅 菌 SIPパターンの決定 10.滅菌条件設定を参照 ・槽内表面積を算出 ・洗浄水量及び洗浄水膜 厚さの計算 ・スプレー角度のシュミレーション ・薬液洗浄の必要性の有無確認 ・滅菌に関係する槽、機器 弁類等の重量を算出 ⑬構 造 ・各ノズル及び弁類のデッドスペースを小さくする ・液が完全に排出可能にする ⑭材 管 ・主要部 ・その他 SUS316L SUS304 ⑮仕 上 ・主要部 ・その他 バフ#400+EP(撥水性) バフ#320 ⑯作業デッキ スペース・・・作業内容にて決定 高 さ・・・天井高考備 - 9 - ・バブリングN2ガス量の計算 ・攪拌機前項目にて選定 ・槽及び附属部品の自重 算出 ・耐薬品性調査調査(腐食) ⑰ユーティリティー 使用量の決定 圧 力 (MPaG) 蒸留水 (WFI) UF水 (UFW) クリーンスチーム (CS) 冷却水 (W) 蒸気 (S) 高圧エアー (A) N2ガス (N2) 温 度 (℃) 0.3 85 0.3 常温 0.19 132 0.2 5∼32 0.5 0.5 0.5 - 10 - 流 量 (â/h) 口 径 5)装置サニタリー配管 (1)品質管理上及び衛生性より完璧なサニタリー対策であること ①製剤の安全性より液滞流及びデッドエンドがなく、外気と完全に絶縁され、除菌対策がな され、流れ勾配になっていること ②洗浄性は表面の仕上平滑で溶接部及びパッキン等で歪みがなく完全に洗浄効果が上げられ 装置、機器の排液が完全に行われること ③保守、点検が容易に行われること (2)施工に対し主要事項 ①配管口径は最適な口径にする (洗浄Re) ②水平配管の場合、液溜まりのない様 1/75 ∼ 1/100 程度の勾配をつける ③配管ラインは真空にならないように、常に加圧された構造とする ④配管内はクリーンスチーム滅菌が行える構造とする ⑤配管ライン特に分岐配管はデッドスペースodの弁を選ぶ ⑥装置液溜まりの出来る場所は洗浄性を考慮して最適の場所にブロー弁を設ける ⑦ブロー配管より逆汚染がない構造とする ⑧弁類は液溜まり又は隙間等ない圧力損失の少ない構造を選ぶ ⑨配管内は機械的(CIP)に洗浄を行える構造とする (3)材料 項 目 仕 様 ①JIS ・・・・・ JISG3447サニタリー用ステンレス鋼管 ②材 質 ・・・・・ SUS316L ③仕 上 ・・・・・ 内面バフ#400+電解研磨、外面バフ#320 ④口 径 ・・・・・ 流量に適した口径を選定(薬液、CIP、SIP) 耐薬品性(腐食)を調査 (4)弁類、計器 ①弁 類 ・・・・・ サニタリーダイヤフラム弁 SUS316L バフ#400+EP (槽に取付る場合デッドスペース1d以内とする) (配管の分岐はT弁を選定) ②計 器 ・・・・・ サニタリーへルール取付式 (槽に取付る場合デッドスペース1d以内とする) (配管に取付る場合デッドスペース1d以内とする) - 11 - (5)定期的に不動態化処理が行える構造とすること (6)洗浄性及び滅菌性 調製設備の装置配管は、薬液、WFI、UFW、CS、プロセスエアー、N2ガス等多種多様 の配管が交わる構造となる為、各分岐点のCIP、SIPの計画に対して繊細な配慮が必要で ある。 ① 仮に分岐弁閉時の弁膜の洗浄、滅菌の実施及び確認等が充分満足すること ② ベントフィルターの完全性試験及びSIP ③ 供給水(WFI、UFW)ラインのSIP及び乾燥、陽圧保持等 以上完全に無菌が保証出来るシステムとすること - 12 - 7.制御ソフト 本調製設備は自動運転を中心とした制御設計です。 PLCを主とする制御装置のデザインに基づく設計を行う。 自動運転制御に関して ① 運転制御全般 本設備は、主制御装置としてPLCを採用し、よって運転制御はCPU上に記憶され たラダープログラムによって行います。 本設備は調製のための自動運転を行います。 ② PLC構成 CPUは、生産運転稼働させ必要に応じてインターロックを設けます。 ユーティリティー使用時に呼び出されて運転します。 予想されるプログラムの容量を格納するには十分なメモリを有し、I/O(Input/Output) 点数を満たし各種周辺機器との接続・通信機能を有する必要がある事を考慮します。 ③ PLCインターフェース PLCのCPUユニットに、各種インターフェース(I/F、三菱電機ではモジュールと呼ぶ)ユニ ットを接続し、入出力の制御を行います。 インターフェースモジュール(以下モジュール)はCPUと専用のバスで接続され、外部機器 との電気信号的な入出力動作を行う事が出来ます。 モジュール構成は、制御する外部機器に依存します。入出力信号の種類によりモージュ ールは複数に使い分けられます。 - 13 - ④ モジュールの種類と機能 I/F名 接 続 先 機 能 1.接点入力 モジュール 接点入力機器 1.スイッチの接点 2.指示調節計のアラーム接点 3.BCD(10進化2進) 等の入力 外部機器の接点信号を取り込み 指定されたCPUのメモリに格納 する。 ON/OFF 信号による制御に用いる 2.接点出力 モジュール 接点出力機器 1.ON/OFF 自動弁 2.ランプ類 3.モーター他動力機器 4.調節計制御接点 等の出力 PLCの制御により、外部機器 と接続した接点信号を ON/OFF 動作する。 3.シリアルコミュニケー ションモジュール 1.フィルター完全性試験装置 1.タッチパネル 2. 記録計(通信機能付) 等の機器との通信I/F RS-232C又はRS-422通信機能を もった機器と接続し、制御管理 に必要な情報を通信する。 4.A/D変換 モジュール 指示調節計アナログ信号、 又はディストリビュータの入力 制御対象機器へのアナログ出力 ※主としてアナログ信号は、DC 1-5V、DC4-20mAで取り扱います。 外部機器のアナログ出力を接続 してデジタル値に変換し、指定 されたCPUのメモリに格納する。 CPUにおいてデジタル値演算処理 が要求される物理量の取り込み を行う。 5.MELSECMET モジュール 当社他のPLC PLC間で必要なデータを相互に通 信して制御に用いる。 6.ETHERNET モジュール (オプション) 管理システム(PC)及び パネコン (パネルコンピューター) PLC間で必要なデータを相互に通 信して制御に用いる。 - 14 - ⑤ 運転モード 本設備には、製品管理や実績帳票印刷を行う、パソコンによる「管理システム」がオプ ションで導入出来ます。本設備は、このシステムと連携した4つのモードを設けられま す。 これらのモードの切替は「管理システム」で行えます。 【Automatic Mode:自動モード】 ・通常運転で使用する。オーガニゼーションプログラムに則って作動します。 ・管理システムに登録されている製品名、仕込量を選択あるいは入力するとマザーレシ ピより各種運転パラメーターが自動的に呼び出され運転に使用されます。 【Hand Mode:手動モード】 ・完全なる手動運転です。運転調整やトラブル時に使用します。 ・各バルブ動作を手動操作で開閉操作したり制御値の設定を手動で行って運転します。 【Step-By-Step Mode:単独歩進モード】 ・基本的にオーガニゼーションプログラムに則って流れますが、各工程にオペレーター による「歩進」釦 ON 操作が必要となります。 ・バリデーション等の工程確認が必要な時の用途と考えてます。 ⑥ 製品切替 生産する品目や稼働条件によって、運転や管理データ設置を変化させる必要があります。 これらは「管理システム」より運転条件データ群が所定のデータレジスタに書き込まれ ますので、それを必要なラダー上のレジスタに自動的に反映させます。 切替の煩雑さを低減しています。 設定は、「管理システム」画面上で確認する事が出来ます。 - 15 - ⑦ 運転プログラム 本設備を運転するPLC用のシーケンスプログラムは、大きく分けて3つの機能になり ます。 (1) 各ステッププログラム 別紙工程表に基づき、一つの単位操作を纏めた大工程及びその中のステップ動作 を行う為のプログラムです。 具体的な作動について、バルブの作動は別紙諸元表、大工程内での歩進条件や制御 の流れはブロックフロー及びに基づき作成されます。 プログラムは各ステップ毎に作成されます。 (2) 自動運転 自動運転時に大工程の流れを規定し、制御するプログラムです。 大工程間の歩進条件や制御の流れは自動運転用のブロックフローに基づき作成 されます。 (3) 個別機能 PLC間や管理システム、パネコン間で通信や異常をモニターする機能はステップの 状態に関わらず、常時作動する必要があります。 これらの機能は上記のプログラムとは別に作成されます。 【A.プログラム形式】 プログラムは基本的にラダー形式で作成されます。 但し、自動運転などはSFC(シーケンシャルファンクションチャート)を用い、工程間の インターロックを保護します。 【B.プログラム開発】 作成にあたっては、充分な打合せにより動作方法を検討し、最善の方法を 提案します。最終的に運転法案が確立されると、PLC専用のプログラム 開発アプリケーション上にて行われます。 【C.プログラムの実装とバックアップ】 作成されたプログラムは、各CPU上のメモリに格納されます。 作成したプログラムはバックアップメディアにコピーしておき、万一 メモリ上のプログラムが失われた場合は専用のアプリケーションを使用 してこのメディアから復旧する事が出来ます。 - 16 - ⑧ 他設備との連動制御 (1) ユーティリティー機器との連動 ユーティリティー機器に関しては、機能上必要となる信号の入出力接点を用意し、 連動作動制御を行うものとします。 い (2) 充填機との連動 又 充填機に関しては、I/Oで接続し、充填送液工程及びC/SIP工程の連動運転を行 ます。 ⑨ 属設備機能 (1) タッチパネルの概要 タッチパネルはPLCの入出力装置として機能し、本設備には下記の1面を有し 次の機能を持ちます。 No. 1 設置場所 調製機側 充填機側 表示機能 工程表示 異常表示 各種釦操作 (2) タッチパネルの画面構成 タッチパネルは前述の装置機能を満たす為、別紙「タッチパネル画面構成」に示す 表示画面を持ちます。 ⑩ 異常処理 本設備に異常が発生した場合は、ブザーによる警告音とタッチパネルの異常表示を行い ます。 異常の種類や原因、処理方法については、別紙「異常発信条件表」を提出します。 ⑪ トレンドデータ(オプション) トレンドデータは、本設備に設けられている物理単位計測用センサーのアナログ出力値 を、PLCのモジュールでA/D変換し、所定の単位に変換した数値を所定のタイミングで取 り込んだもの、あるいはBCD入力、接点入力をカウントし数値化したもの、又その演算 値の事です。 この値はPLC内で処理され、所定のデータレジスタに格納されます。 これを、管理システムが吸い上げて帳票処理に用います。 - 17 - ⑫ バリデーション (1) キャリブレーション 仕様書に基づき、プロトコールの作成、機器の校正、試験成績書の作成を行います。 内容は、別紙「キャリブレーション要領所」に基づきます。 (2) コンピュータバリデーション 打合せにより御要求のあった場合は、基本的な資料の作成を行います。 内容は別紙「コンピュータバリデーション要領書」に基づきます。 - 18 - 8.洗浄計画に対して 設備の洗浄する機器(槽、フィルター配管ライン等)の概要を充分確認して おくこと。 1.設備の確認事項(設備メーカー) 1)槽、フィルターハウジング、配管ラインの液の接触する部分の表面積 2)槽、フィルターハウジング、配管ラインの液の接触する部分のワース トケース部分 2.原薬の特性を確認(製薬会社) 1)原薬の溶解性、洗浄難易度、残留限界値、投入量、含有量等を確認 2)残留物指標とする成分を決める 3)原薬成分が熱によって変性し基準表面との付着性が強まる様な物質 3.残留許容限界値を決定(製薬会社) 洗浄バリデーションの適合判定基準の設定方法とその根拠は非常に困難 であるが、実験値等を参考に仮定しておく。 1)判定方法(製薬会社) ① 投入量に基づく判定 次に生産する製品の一日の最大投薬量に認められる量は、本製品の 通常治療量に安全係数を乗じた値以下であること。 安全率として通常 0.1%(1/1000)が用いられる。 ② 残留濃度判定 いずれの製品も他の製品に含まれる量は 10ppm 以下であること。 ③ 目視判定 洗浄した後に設備は目視で残留物が認められないこと。 2)サンプリング方法(製薬会社) ① 一般的にスワブ法(ベンコットに拭き取り)所定面積を最終リンス 液又はアルコール等を浸み込ませ拭き取り、検体とする。洗浄後1 時間以内に行う。 ② 設備の構造及び洗浄手順より残留物が多いと予測される場所。 ③ 製剤と接触する面積が最も広い場所。 - 19 - 9.洗浄条件設定 槽の洗浄は攪拌洗浄とスプレー洗浄の2通りある。 1.洗浄水量の決定 ① 洗浄水の決定要素の確認 薬剤の溶解性にて確認する 水への溶解性 ・極めて溶けやすい ・溶けやすい ・やや解けにくい ・ほとんど解けない 1gを溶解するに要する水量 1mg 未満 1∼10mg 未満 30∼100mg 未満 10,000mg 以上 ② 洗浄水(シャワー水)量 スプレー洗浄は、洗浄時間と流量が洗浄力の要因である。 スプレーはタンク上面に噴射し、タンク内壁面流下方式によって洗浄が 行われる故、噴射圧力は重要ししない。 単位横幅当たりの流量(kg/m.h) 流下液膜の厚みにより洗浄力が増す。 ・洗浄が容易 3.5â/m.h 以上 液膜厚さ 約0.38㎜ ・洗浄がやや困難 4.5â/m.h 以上 液膜厚さ 約0.47㎜ ・洗浄が困難 5.8â/m.h 以上 液膜厚さ 約0.61㎜ 参考 : 「シャワーボール流量の計算」に基づき計算しシャワーボール 水量位置決定 ③ 洗浄水の温度 ・温度は物性の活性を高める上で洗浄の反応速度の問題として重要である ・汚れ成分が融点が、その洗浄温度付近にある場合は洗浄性が著しく高まる ・温度が 36℃ → 82℃ の範囲では直線的な洗浄速度の変化が得られる ・Nacç水溶液では 10℃ 当たり洗浄力は 1.6倍増加する ・タンク内面の流下する場合の Re > 200 である ・洗浄水温度 標準85℃とする ・但し熱により固化性の物性及び タンパク質等の物質は50℃以 下が望ましい。 - 20 - ④ 配管の洗浄 管内の汚れの除去についてレイノルズ数が洗浄効果に及ぼす影響について Jenningsの洗浄実験に示すように R25000 で洗浄効率に鋭い屈折点の現れ を見出した。 R25000 を越えると急激に乱流効果による洗浄効率が上昇す る。 パイプラインCIP洗浄効果の計算 参照 洗浄液の温度を高めても洗浄効率は上昇するが、温度よりレイノルズ数の 方がはるかに大きい影響を及ぼす。 流体の流速と動粘性及び壁面対する流体の長さから求めた 無次元レイノルズ数 LV R = γ L=〔m〕配管径 V=〔m/sec〕流速 γ =〔m2/sec〕動粘性係数 ( 粘性係数 µ / 密度p ) ⑤ デッドスペース 装置にはバルブ取付、T字管等装置表面の隙間等に見られるデッドスペー スは洗浄に大きい影響を及ぼす。 デッドスペースの深さçと主流が流れているパイプの径 d との比 X = ç/ d の値は1より小さいことが望ましい。主流の流速と方向にも 影響を受ける。 - 21 - ⑥ 洗浄残液の排出 洗浄終了後には、残留液を完全にエアーブローを行う。 - 22 - 10.滅菌条件設定 1.計画に対しての要項 ① SIP(Steam in Place)計画に際してまずSIPの手順を確定するこ とが第一条件である。 ② 各装置(機器、配管)の滅菌部の重量及び表面積を算出し、昇温時間、 放熱量、スチーム及びドレーン量(単位時間当たりの使用量)を把握し ておくこと。 ③ 槽及び附帯機器、部品、配管等どの順序でクリーンスチームを導入して、 昇温していくかをフローシートで示し滅菌パターンを組んでおくこと。 ④ 滅菌温度 121℃+2℃ が通常であるが装置で細管等を使用している場合 最高許容温度を決定しておく事が必要である。 ⑤ 設備の最も加熱の遅い部分(コールドスポット)を推定しその部分を基 準にして管理を行う様計画する。 ⑥ バリデーション時のセンサー及びB1のセットポイントを設計時決めて おくこと。 2.滅菌工程 エアー スチーム導入 エアー排出 昇 温 滅 菌 スチーム排出 冷 却 乾 燥 121℃+2℃ エアー 完 了 3.滅菌に対し留意点 ① 空気の追い出し ・装置の出来るだけ最下部よりの排出が効果的である。但し、最上部に小 口径の排出口があればなお効果的である。 ・クリーンスチーム導入量の変化をさす事も効果がでる。 - 23 - ② クリーンスチームに流動性を持たせる ・スチームが停滞すると温度低下が起き滅菌温度が安定しない為、少し スチームを常時排出させて流動性を持たせると良い。 ③ スチームドレーンの排出 ・クリーンスチームドレンが溜まると温度低下が起きる。ドレンの排出能力 に余裕を持たせる。 ④ 蒸気の流れ方向 ・クリーンスチームの流れ方向は、必ず一方向とする事。ループ等の場合ド レン排出口を基準に弁の開閉で変更する事も出来る。 ⑤ 負圧防止及び陽圧保持 ・滅菌終了後温度が 105℃降下した時点でエアーブローを開始し装置内の クリーンスチームを完全にエアー置換にて排出する。 ・連続してエアーにて設定された温度まで冷却を行う。 ・休止の場合はエアー又はN2ガスにて陽圧保持をする。 4.温度センサー特性 測温抵抗体 ① 温度精度がよい。 ② センサーの先端が衝撃に弱い。 ③ 温度の受感部が広いため極ポイント測定には向かない。 一般にセンサーの先端からセンサー径 10∼20 倍まで温度受感部である。 5.滅菌に求められる基本的な性能と機能 ① 計器の信頼性について ・計器は信頼性のあるもの、性能、トレーサビリティ が重要である。 ② 滅菌の完全性 ・生物指標(バイオロジカルインジケータ Bi)によるチャレンジ試験。 ③ バイオバーデン管理 ・滅菌タイマーの精度 ・温度制御により制御される ・デッドエンド部が適正か ・ドレン排出の確実性 - 24 - ④ 運転の再現性 ・繰り返し測定 3回 ・記録計等の運転データの確認 ・設計通りのインターロックの動作確認 ⑤ 無菌性の維持管理 ・エアーリーク量は許容値以内か ・エアーフィルターの除菌性能 ・エアーフィルター滅菌 ・ブロー配管の逆流対策 ・接続配管よりコンタミ防止対策 ・停電時の逆汚染対策 ⑥ 装置、滅菌プロセスの裏付け ・装置仕様との整合性(機器の大きさ及び重量、滅菌方法、滅菌条件) ・装置の性能を維持管理できる対策 ⑦ 異常時の対応 ・異常発生時のオペレーターの対応 ・異常時の動作確認を定期的に検証 ・停電時の対応 - 25 - 11.調製槽、受槽仕様 仕 様 容 量 (ç) 表 全容積 (â) 重 量 内表面 表 面 積 胴 (kg) 積(m ) 保温(m ) 裸(m ) D0 2 2 2 径 (mm) 水面高 高 さ (mm) D1 D2 (mm) H h1 h2 h3 30 0.04 76.7 0.58 0.45 0.72 318.5 350 450 396 570 60 400 110 50 0.09 114.5 1.01 0.58 1.13 450 500 600 344 671 86 450 136 75 0.12 131.5 1.25 0.77 1.35 500 550 650 414 741 95 500 145 100 0.2 162.4 1.77 0.92 1.92 550 600 700 457 960 105 700 155 150 0.21 167.5 1.88 1.31 2.05 550 600 700 667 1,020 105 760 155 200 0.32 204.2 2.43 1.49 2.5 650 700 800 646 1,099 125 800 175 300 0.41 232.1 2.9 2.02 2.95 700 750 850 825 1,218 134 900 184 500 0.69 344.9 4.03 2.75 3.88 850 900 1,000 937 1,326 163 1,000 163 700 0.95 416 5 3.42 4.7 950 1,000 1,100 1,050 1,465 182 1,100 182 1,000 1.26 499.3 6.14 4.55 5.85 1,000 1,050 1,150 1,339 1,734 192 1,350 192 1,500 1.93 636.1 8.04 5.7 7.28 1,200 1,250 1,350 1,406 1,862 231 1,400 231 2,000 2.29 702.1 8.97 6.96 7.92 1,300 1,350 1,450 1,593 1,901 250 1,400 250 2,500 2.78 948.8 10.27 8.28 9.17 1,350 1,400 1,500 1,836 2,119 260 1,600 260 3,000 4.03 1,174.2 12.97 8.58 11.02 1,600 1,650 1,750 1,598 2,216 308 1,600 308 4,000 5.29 1,409.1 15.71 10.64 13.51 1,700 1,750 1,850 1,875 2,555 327 1,900 327 5,000 7.03 1,675 18.91 11.99 15.91 1,900 1,950 2,050 1,890 2,733 366 2,000 366 - 26 - 12.NA攪拌機 GMP50∼10,000AC型 NA攪拌機はGMPの要求にあわせて特に設計されたものです。 エアーポケットが無く、CIP、SIPが効果的に完全に行えます。 ・NA攪拌機は槽に装着されます。 ・プロセス液体 : 1∼800 CP ・液 体 温 度 : MAX +30℃ ・容 器 型 状 : 1:1∼2(D:H) 攪 拌 機 仕 様 表 型 式 動力 Kw 回転数Vpm A B C D E F GMP 50 0.25 288 96 242 φ124 82 98 46 GMP 100 0.25 288 120 242 φ124 135 98 46 GMP 500 0.25 288 142 242 φ124 194 98 46 GMP1,000 0.55 400 160 284 φ137 185 107 54 GMP2,000 0.75 400 184 303 φ156 210 122 63 GMP5,000 1.1 400 190 303 φ156 205 125 63 GMP10,000 1.5 400 225 344 φ176 235 129 80 GMP20,000 3.0 400 250 425 φ195 245 135 88 - 27 - 13.調製設備薬液ライン使用する弁類及継手類 L 型サニタリーダイヤフラム弁 T型サニタリーダイヤフラム弁 槽の下部液出口弁 配管ラインの計器取付座 (サニタリーダイヤフラム弁) 槽に取付ける温度センサー保護管 Oリング式へルール(メタルタッチ) - 28 - 槽の計器、弁類の取付座 調製槽400L マグネット式攪拌機 - 29 - 1.1KW 14.装置の据付時適格性確認 検証の目的:納入された設備が、要求仕様通りの機能を発揮できるよう、適切に据付け られていることを確認する。 検証方法及び基準:各確認事項を以下の方法で確認する。 項 目 1. 機器損傷の有無 2. 機器配置状態 1) 配置位置 方 目視確認 法 機器配置図との照合 2) 水平度 3) 固定 水準器により水平の確認 目視確認 4) 防振対策 目視確認 許 容 基 準 傷、へこみ、錆等がないこと 機器配置図通りの配置である こと 水平であること 必要に応じ機器がアンカー固 定されていること 必要に応じ防振処置されてい ること 3. 据付ボルトの緩み 1) アンカー等のボルト・ナット 目視確認及び増締め確認 適切な締込が行われているこ と 4. 機器据付後の仕上げ 1) コーキング 目視確認 必要に応じコーキングが施さ れていること 必要に応じてコーナー取りさ れていること 2) コーナー取り 5. オペレーターの安全性・作業性 1) 作業ステージの安全性 2) 作業ステージの作業性 3) メンテナンススペース及び 通路の確認 6. リークテスト 7. 配管の液溜り 1) 勾配 2) デッドレグ 目視確認 乗降及び目視確認 目視確認 目視確認 不活性ガスにて最高使用 圧力以上に加圧した後30 分以上ホールドし、圧力 変化を目視確認する 水準器による勾配の確認 配管図との照合 - 30 - 作業に十分な強度を持つこと オペレーションに十分な作業 性を有すること 十分なメンテナンススペース があること 圧力降下、変形等が見られな いこと 1/100以上の勾配があること 1D以内であること (薬液ライン) 3) ドレインアウト 8. 配管の組付状態 1) 配管への荷重 2) 配管の振動 3) 配管の容易な分解 9. 配管熔接部の状態 10. 配管表面仕上げ 11. バルブ、計装品の取付角度 方向 12. 電気計装導通チェック 13. 電気絶縁抵抗試験 14. 電線管、ダクト施工状態 1) 電線管、ダクトの振動 2) 電線管末端の仕舞い 3) 電線管、ダクト内の清掃 15. 洗浄確認 1) 機器出荷時洗浄 2) ホワイトグローブテスト 配管図との照合 配管中の液が速やかに排出で きること 目視確認 配管に過大な荷重が加わって いないこと 異常振動がないこと オペレータ2名で分解組み立 てできること ピンホール、割れ等ないこと 製作仕様通りであること 通水時に目視確認 目視確認 目視確認 サンプルと比較確認及び 製作仕様との照合 目視確認 製作図と照合しテスター を用いて確認 絶縁抵抗を計測確認 機器運転時目視確認 目視確認 目視確認 検査書及び目視確認 拭き取りにて汚れの状態 を目視確認 - 31 - 正規(企業推奨)の状態であ ること 製作図通りの導通があること 配線に短絡のないこと 機器の振動が伝わらないこと 仕上がり良く仕舞いが施され ていること 十分な清掃が行われているこ と 出荷時に十分な洗浄が行われ ていること 汚れが付着しないこと
© Copyright 2026 Paperzz