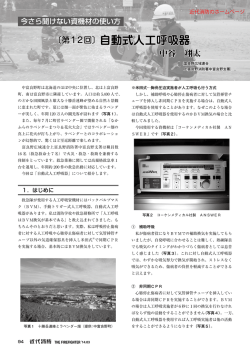
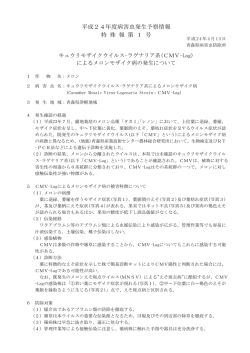
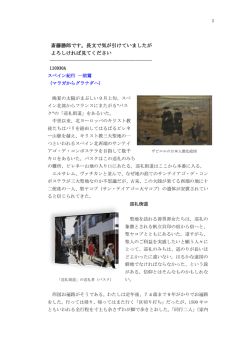
NETIS登録番号 QS-110009−A バスク工法 (既設モルタル再生工) 設計・施工の手引き バスク工法研究会 目 次 ページ 1. 設計・施工条件 1-1 老朽のり面対策工選定フロー 1-2 老朽化吹付けのり面対策工の工種と目的 1-3 老朽化モルタル面の調査項目 2. 工法概要 2-1 標準断面図 2-2 クラック部の処理 ・・・・・・・・・・・・ 1 ・・・・・・・・・・・・ 2 ・・・・・・・・・・・・ 2 ・・・・・・・・・・・・ 3 ・・・・・・・・・・・・ 3 ・・・・・・・・・・・・ 4 3. 工法特長 ・・・・・・・・・・・・ 4 4. 現場条件 ・・・・・・・・・・・・ 4 5. 作業員環境 ・・・・・・・・・・・・ 4 6. 施工 6-1 施工フロー図 ・・・・・・・・・・・・ 5 6-2 施工方法 6-2-1 法面洗浄工 A ・・・・・・・・・・・・ 6 6-2-2 クラック拡張工(Uカット) ・・・・・・・・・・・・ 6 6-2-3 クラック補修工 ・・・・・・・・・・・・ 7 6-2-4 削孔工(背面注入用) ・・・・・・・・・・・・ 7 6-2-5 注入工(背面注入) ・・・・・・・・・・・・ 8 6-2-6 水抜きパイプ閉塞状況の確認 ・・・・・・・・・・・・ 9 6-2-7 法面洗浄工 B ・・・・・・・・・・・・ 9 6-2-8 下地処理工 ・・・・・・・・・・・・ 10 6-2-9 表面処理工 ・・・・・・・・・・・・ 10 7. 施工管理 7-1 品質管理 7-2 出来形管理 7-3 写真管理 ・・・・・・・・・・・・ 12 ・・・・・・・・・・・・ 13 ・・・・・・・・・・・・ 14 8. 積算基準 8-1 積算条件 ・・・・・・・・・・・・ 15 9. 検査・施工機械 9-1 標準検査機器 9-2 標準施工機械 10. チェックシート ・・・・・・・・・・・・ 16 ・・・・・・・・・・・・ 16 ・・・・・・・・・・・・ 18 1. 設計・施工条件 1-1.老朽化のり面対策工選定フロー 老 朽 化 地山と密着 している No 密着性を改善 できる No Yes Yes 鉄筋挿入工 裏込め注入 No 老朽化モルタルを 撤去する のり面は安定 している Yes No 緑化の必要性 緑化の必要性 Yes のり面保護工の 検討・設計 No Yes アンカー工 or 鉄筋挿入工 アンカー工 or 鉄筋挿入工 枠 工 落石防止網 + + + or 枠 工 枠 工 枠内植生土嚢 or 厚層基材吹付工 モルタル吹付工 モルタル面補修工 (バスク) + + or 枠内モルタル吹付工 枠内植生土嚢 or 厚層基材吹付工 厚層基材吹付工 鹿島出版会 「老朽化吹付け法面の調査・対策の手引き」 P76 図7.1老朽化のり面対策工選定フローを一部加筆修正 1 1−2.老朽化吹付けのり面対策工の工種と目的 工 種 対策の目的 分類 モルタル背面の空洞処理 裏込め注入工 備 考 必要に応じ鉄筋挿入工を併用 モルタル吹付工(上吹補修) 撤 去 し な い 場 合 既設吹付けモルタルの補強 繊維モルタル吹付工 モルタル面補修工(バスク) 吹付枠工 モルタル背面地山の安定対策 鉄筋挿入工 グラウンドアンカー工 植生基材吹付工 補修後のモルタル面の景観改善 連続繊維補強土工 植生基材吹付工は法面勾配 に応じ補助工法が必要 階段金網工 撤 去 す る 場 合 吹付けモルタルの除去 ハツリ工 吹付けモルタル及び風化層の除去 切土工 撤去後の法面保護 新設切土面と同様の対策 鹿島出版会 「老朽化吹付け法面の調査・対策の手引き」 P77 表7.2主な老朽吹付け法面対策工の工種と目的を一部加筆修正 1−3.老朽化モルタル面の調査項目 調査項目 目 的 近接目視調査 吹付けモルタルの表面変状(湧水、立ち木、剥離、 はらみ出し、落石、崩落等)を把握するため調査する。 打音調査 吹付けモルタルと背面との密着性や空洞化の状況を 調査する。面的に実施し、異常個所の分布を調べる。 クラク長調査 ランダムに設定した代表箇所(4∼10㎡)のクラック長 を調査する。 空隙厚調査 空洞化していると思われる箇所は、コア抜きし空洞の 厚さ調査を行う。 モルタルの脆さ調査 必要であれば、吹付けモルタルの材料の強度試験 を行う ※ 上記調査で、異常個所及び崩壊等の危険があると判断された場合は、 協議の上、弾性波探査及び調査ボウリング等を行う。 2 2. 工法概要 本工法は老朽化した既設モルタル面を剥ぎ取らずに補修する工法である。 ① 高圧洗浄A工程 : 苔や汚れ等の付着物の除去及びクラックの状況を把握するために、高圧洗浄 (吐出圧力25Mpa以上)を行う。 ② クラック拡張工程 : モルタル面に生じた巾0.6mm以上のクラックを巾10mm×深さ15mmのUの字型 に拡張する。 ③ クラック補修工程 : 拡張後、接着剤(スーパーボンド)を塗布し、補修材(特殊樹脂モルタル:バスク を充填する。 ④ 削孔工程 : 孔径40mm、1箇所/2㎡の千鳥配置で削孔する。 ⑤ 背面注入工程 : モルタルの背面にグラウト材を注入する。 ⑥ 高圧洗浄B工程 : Uカット時の粉塵や背面注入によるオーバーフローしたセメントミルク等の汚れ を除去するために洗浄する。 ⑦ 下地処理工程 : 表面処理材と既設法面との活着性を高めるために、下地処理剤(スーパー ボンド)を吹付 けする。 ⑧ 表面処理工程 : 下地処理後、特殊樹脂モルタル(バスク)を吹付ける。 2−1 標準断面図 標準断面図 ①法面洗浄A(25Mpa) 地山 ②クラック拡張(Uカット) ③クラック補修(中詰) ④削孔(φ40mm) ⑤背面注入(セメントミルク) ⑥法面洗浄B(25Mpa) 地山 ⑦下地処理(ボンド) 既設モルタル ⑧表面処理(バスク) 地山 3 2−2 クラック部の処理 クラック状況 クラック部拡張 表面スパーボンド吹付 表面バスクにて被覆 スパーボンド注入 バスクにて中詰 3. 工法特長 本工法はモルタルを剥ぎ取らずに施工する工法であるため、以下の特長を持っている。 ★ 産業廃棄物の抑制 ★ 最小限の交通規制 ★ 工期の短縮 ★ 工事費の節約 ★ 安全性の向上 ★ 狭い施工ヤード ★ 既設のモルタルを無駄にしない ★ CO2の削減 4. 現場条件 機材や材料を仮置きできる2m×6m程度のスペースがあること。 5 作業員環境 使用機械は、小型のため、取り扱いが容易で危険性が少ない。 4 6. 施 工 6−1 施工フロー図 標準的な施工手順を下記に示す。 準 備 工 ・・・・・ 測量、法面調査、(飛散防止ネットの仮設) 法面洗浄工 A (高圧洗浄) ・・・・・ 法面の付着物(汚れ・苔等)の除去(吐出圧力25Mpa以上) クラック拡張工 ・・・・・ ディスクグラインダーでUカットを行う(巾10mm×深さ15mm) クラック ※ 必要に応じて作業を行う クラック補修工 ・・・・・ Uカット部に、下地処理(スーパーボンド)及びバスクを充填する 削孔工 (背面注入用) ・・・・・ φ40mmで地山まで削孔 ※ 必要に応じて作業を行う 注入工 (背面注入) ・・・・・ セメントミルクを無圧∼低圧で注入する 既設水抜きパイプ 再削孔 確 認 法面洗浄工 B (高圧洗浄) ・・・・・ クラック補修及び背面処理等の施工を行った後に実施 下地処理工 ・・・・・ スーパーボンド吹付 表面処理工 ・・・・・ バスク吹付 撤去 ・清掃 施工完了 5 6−2 施工方法 6-2-1 法面洗浄工 法面洗浄工 A 状況(高圧洗浄機25Mpa使用) 洗浄完了 モルタルの表面には、多くの付着物や当初の施行時に付いたモルタルの粉塵などが付着している 場合が多いため、高圧の洗浄水(25Mpa以上)にて洗浄することで確実に除去し、モルタルのノロ 等が残らないように洗浄する。 この作業は、表面処理として被覆する樹脂モルタルを確実に密着させることと、モルタル面のクラ ック状況を把握する目的のために行う。 なお、洗浄の際は、現場状況によっては飛散防止ネットが必要となることがある。 6-2-2 クラック拡張工(Uカット) クラック巾検測(クラックスケール使用) クラック拡張状況(Uカット) 15mm 0.6mm未満のヘアークラックにおいては、表層から1∼2cmの深さに留まっていることが多い。 一般環境において、ひび割れ巾が0.6mmを超え、明らかに開口したと判断されるクラックは、 ディスクグラインダーにて、U字形に拡張し、削りカス、ほこり等をブロアにて清掃する。 (日本コンクリート工学協会 コンクリートのひび割れ調査、補修・補強指針 P121 解説図-6.2.4 「ひび割れの補修工法の選定例」による) クラック拡張部は、補修材が確実に入り接着効果が十分に期待できる巾であること。そして深さは、 既設モルタルに設置されているラス金網を切断しない深さとなることを考慮して 巾10mm、深さ15 10mm mmを基本としている。 6 6-2-3 クラック補修工 下地処理状況(スーパーボンド塗布) 拡張部充填状況(特殊樹脂モルタル:バスク) 拡張したクラック部に、補修材が確実に接着するために下地処理剤(スーパーボンド)を塗布し、 スーパーボンド乾燥後、補修材である特殊樹脂モルタル(バスク)を充填する。 バスク充填後、ハケ、ヘラ等で表面を押さえる。 中詰工の場合は、特殊樹脂モルタル(バスク) 1箱(16kg)に対して、水1kg(施工時期や現場条件 等により微調整が必要)を標準配合とする。 6-2-4 削孔工(背面注入用) 削孔状況(ハンドハンマ使用) 背面注入用の削孔は、孔径φ40mm、配置は、2㎡当たり1箇所の千鳥配置を基本とする。 7 6-2-5 注入工(背面注入) 注入状況(オーバーフロー確認) 注入孔間詰完了 注入工程は、既設モルタルと地山との空隙部にグラウト材(セメントミルク)を注入し、地山と一体 化させることで風化の進行及び剥離、剥落を防止する重要な工程である。 セメントミルクは、グラウトミキサーを使用して練り混ぜ、品質を一定にたもたなければならない。 注入は、グラウトポンプ等を使用し、注入孔からセメントミルクが排出されるまで中断することなく 注入する。注入材は、セメントミルクを基本とするが、地山の状況により他のセメント系材料で注 入することがある。 ※ 空隙部が深く、広い範囲の場合は、注入時、崩壊等の恐れがあるので、一度に注入するのは 避けて、半日∼1日間隔をあけて再注入し、これを繰り返す。 グラウト(セメントミルク)標準配合 材料 区分 配 合 1㎥当たり セメント C 膨張性混和剤 デンカCSA#20 D(C×5%) AE減水剤 ポゾリス№8 P(C×0.25%) 水 W{(C+D)×65%} 984kg 49kg 2.5kg 671L 計算条件 セメント デンカCSA ポゾリス 普通セメント ♯20 №8 比重 比重 比重 (GC) = 3.16 (試験成績表による) (GC) = 3.09 (試験成績表による) (GC) = 1.10 (試験成績表による) セメントミルクは、既設モルタル面の下部より順次無圧∼低圧にて注入し、削孔した注入口より オーバーフローすることで充填を確認し、注入孔は、モルタルにて間詰する。 この間詰の表面もクラック部の補修と同様に、表面部に補修材が盛り上がるようになることや、 凹んだようにならないようにコテやハケで既設モルタル表面部となじむように均すことが大切で ある。 注入による充填状況は、ハンマー等による打音調査にて確認し、完了とする。 8 6-2-6 水抜きパイプ閉塞状況の確認 既設水抜きパイプ再削孔状況(ハンマードリル使用) 背面空隙部のセメントミルク注入により、一部の既設水抜きパイプの内部が閉塞されることとなる ため、閉塞された箇所の確認を行い、必要に応じて削岩機等による削孔を行い、確実に地山の浸 透水が抜ける状況にする。 6-2-7 法面洗浄工 B 法面洗浄 B 状況(高圧洗浄機25Mpa使用) 法面洗浄工 Bは、クラック補修(Uカット)時に発生するモルタルの粉塵や背面注入によるオーバー フローしたセメントミルク等の汚れは、下地処理工程のスーパーボンドの接着力効果に悪影響を与 えるため、これらの汚れ・付着物を除去するための洗浄作業を行う。 9 6-2-8 下地処理工 スーパーボンド吹付状況 下地処理完了 表面処理工の特殊樹脂モルタル(バスク)が、モルタル面に確実に密着できるように下地処理剤 スーパーボンドを吹付けする。 6-2-9 表面処理工 バスク吹付状況 施工完了 表面処理工は、特殊樹脂モルタル(バスク) 1箱(16kg)に対して、水2kg(施工時期や現場条件 等により微調整が必要)を混入して攪拌し、規定の厚さに吹付ける。 既設水抜きパイプより湧水がある場合は、法面上に湧水が流れないよう処理を行い、 吹付け作業を行う。 雨天時は、施工を中止し、天候の回復を待って施工を行う。 バスク吹付け施工中及び直後(バスクの硬化前)に湧水や降雨等があった場合、流失する恐れが あるため、天候及び現場状況には十分に注意し、作業を行う。 ・施工性難易度 吹付け作業は、吹付厚2mmと薄いため、ノズルマンの熟練度に左右される。 作業前に、試験吹きを行い、厚みを確認する。 10 ・バスク1バッチ材料配合 バスク1梱包の数量(16kg/箱)が1バッチ配合となる。 クラック拡張部中詰工 表面処理工(バスク吹付) 特殊粉体(12kg) バスク粉体 12kg 12kg 混和液 4kg 4kg 混和液(4kg) 水 1L 2L 中詰工の場合 : 水(1L) 表面処理工の場合: 水(2L) ・練り混ぜ要領 1.まず最初に「混和液」4kgを練り混ぜ用ペール缶に投入する。 2.「特殊粉体」12kgをママコにならないように少しずつ投入する。 3.3分程度ハンドミキサーでムラなく練り混ぜぜる。 4.「水」を 中詰めの場合は 1L、吹付けの場合は 2Lを投入する。 5.水投入後、7分程度ハンドミキサーでムラなく練り混ぜる。 注記 : 水の量は、季節や現場条件により微調整が必要となる。 水の計量は、メスシリンダーで行なうこと。 11 7. 施工管理 7-1 品質管理項目及び基準 工 種 試験方法 項 目 規格値 備 考 25MPa以上の能力のある 高圧洗浄機を使用 法面洗浄工 高圧洗浄機 吐出圧力 クラック補修工 下地処理剤 中詰材 スーパーボンド バスク 試験成績表 下地処理工 下地処理剤 スーパーボンド 試験成績表 表面処理材 バスク 試験成績表 表面処理工 土木学会 吹付けコンクリート指針 [補修・補強編] 接着力試験 物理試験 1.0N/mm2以上 供試体作成、毎日1回 第4週(材齢28日) 計3個 JIS R 5210 試験成績表 膨張性混和剤 材質 JIS A 6202 試験成績表 AE減水剤 JIS A 6204 試験成績表 セメント 背 面 処 注入工 理 工 25MPa以上 材質 写真 毎日1回、試験は3回行い、 その平均値をフロー値とする フロー値試験 JIS R 5201 10±4秒 圧縮強度試験 JIS A 1108 15N/mm2以上 第1週、第4週計6個 写真1 写真2 グラウト材 供試体作成、毎日1回 本工法の品質管理は、上記に示す項目及び管理基準で行う。 写真1 供試体作成 写真2 フロー試験状況 接着力試験(第4週) 写真3 テストピース作成状況 12 剥離確認 写真3 7-2 出来形管理項目及び基準 工 種 法面洗浄工 下地処理工 表面処理工 項 目 試験方法 備 考 規格値 施工面積 設計面積以上 測点マーキング 展開図(計算書を併記) Uカット切断寸法 デジタルノギスで計測 巾10mm以上 深さ15mm以上 管理表 写真1 200m2につき1箇所、10m2当り 計測又、小面積の場合は総延 長計測 管理表 写真2 クラック拡張工 クラック延長 代表箇所管理 クラック補修工 スーパーボンド・バスク 使用数量確認 空袋管理 伝票管理 設計数量以上 管理表 下地処理工 スーパーボンド 使用数量確認 空袋管理 伝票管理 設計数量以上 管理表 吹付厚 デジタルノギスで検査 200m2につき1箇所 平均厚は設計厚以上 孔の4隅を計測 200m2以下は2箇所 バスク 使用数量確認 空袋管理 伝票管理 表面処理工 削孔配置 背 削孔工 面 処 理 工 注入工 写真 削孔本数 代表箇所管理 削孔径 注入量 写真3 設計数量以上 管理表 (日々使用量管理) 1箇所/2m2 削孔間隔2mの千鳥 5本以上/10m2 10m2当り本数確認 200m2につき1箇所計測 φ40mm以上 200m2につき1箇所計測 写真5 空袋管理 伝票管理 チャート管理 写真6 流量・圧力測定装置 写真4 本工法の出来形管理は、上記に示す項目及び管理基準で行う。 写真1 写真2 写真3 Uカット寸法デジタルノギスで計測 クラック延長確認(10㎡当り) 写真4 削孔本数確認(10㎡当たり) 写真5 吹付厚デジタルノギスで計測 写真6 削孔径確認 13 注入量流量計で計測 7-3 写真管理項目及び基準 工 種 法面状況 材料検収 使用機器 法面洗浄工 クラック拡張工 項 目 着工前 着手前1回 完成 施工完了後1回 検査状況 材料納入時、各品目毎1回 数量と規格 各使用機器ごと プラント設置状況 設置時1回 全景 高圧洗浄状況 随時 全景(同じ角度で撮影) 高圧洗浄完了 Uカット切断状況 随時 Uカット切断寸法確認 測点ごと(上・中・下) クラック延長確認 1箇所/200m2 下地ボンド吹付状況 随時 バスク1バッチ配合 各材料ごと1回 バスク1バッチ投入状況 各材料ごと1回 バスク1バッチ攪拌状況 1回 中詰バスク充填状況 随時 表面処理工 ボンド吹付状況 全景(同じ角度で撮影) 随時 全景(同じ角度で撮影) ボンド吹付完了 バスク1バッチ配合 各材料ごと1回 バスク1バッチ投入状況 各材料ごと1回 バスク1バッチ攪拌状況 1回 バスク吹付状況 随時 バスク吹付完了 削孔工 全景(同じ角度で撮影) 吹付厚検測 1箇所/200m2 平均厚は設計厚以上 付着力試験状況・完了 第4週、毎日1回 規格値以上 削孔状況 随時 削孔本数・径確認 1箇所/200m2 削孔完了 背 面 処 理 工 注入工 設計値以上 全景(同じ角度で撮影) クラック補修完了 下地処理工 対象法面全景 同じ角度で撮影 機器の使用時1回 クラック拡張完了 クラック補修工 撮影基準 頻 度 10m2当り本数・径確認 全景(同じ角度で撮影) 1バッチ配合 各材料ごと1回 1バッチ材料投入状況 各材料ごと1回 1バッチ材料攪拌状況 1回 フロー値試験状況 毎日1回 3回の平均値をフロー値とする テストピース作成 毎日1回 強度試験(第1週、第4週) 注入状況 随時 注入完了 随時 注入孔間詰完了 随時 オバーフローの確認 既設水抜きパイプ再削孔状況 必要に応じて 空袋検収 1回 各材料ごと 本工法の写真管理は、上記に示す項目及び管理基準で行う。 14 8. 積算基準 8-1 積算条件 数量計算に用いる単位及び数位は下記の表による。 数量計算の単位及び数位一覧表 工 法 ① ② ③ ④ ⑤ ⑥ ⑦ 法面洗浄工( A ・ B ) クラック拡張工 クラック補修工 削孔工 注入工 下地処理工 表面処理工 種別 単位 数 位 摘 要 面積 ㎡ m m 箇所 ㎥ ㎡ ㎡ 小数位以下1位止 2位四捨五入 小数位以下1位止 2位四捨五入 小数位以下1位止 2位四捨五入 延長 延長 箇所 体積 面積 面積 整数位止 小数位以下1位止 2位四捨五入 小数位以下1位止 2位四捨五入 小数位以下1位止 2位四捨五入 クラック延長は、200㎡当たり1箇所ランダムに設定した、代表箇所(10㎡当たりの検測箇所) を実測し、検測箇所すべてのクラック長を全面積で割り 1㎡当たりのクラック長として計上する。 背面の空隙については、事前調査により平均空隙厚を算出して計上する。 15 9. 検査・施工機械 バスク工法に使用する標準的な検査機器及び施工機械を下記の通り示す。 9−1 標準検査機器 機械名 規 格 工 種 単位 数量 写真 建研式接着力試験器 デジタル式荷重計(LPT-1000型) 台 1 品質管理 写真1 フロー値試験器 フローコーン 台 1 品質管理 写真2 ノギス デジタルノギス 台 2 出来形管理 写真3 単位 数量 9−2 標準施工機械 機械名 規 格 工 種 写真 高圧洗浄機 25Mpa以上 台 1 法面洗浄工 水タンク 容量1,000Lポリタンク 台 1 法面洗浄工 発電機 2KVA 台 1 クラック拡張工(Uカット)、バスク攪拌 写真5 台 2 クラック拡張工(Uカット) 写真6 -1 ディスクグラインダー 720W、9,000min (回転/分) -1 写真4 ハンドミキサー 850W、1,300 (回転/分) 台 1 中詰工・表面処理工(バスク攪拌) 写真7 水計量器 メスシリンダー 台 1 中詰工・表面処理工 写真8 エアレス又は洗浄機 台 1 下地処理工(スーパーボンド吹付) 写真9 エアレスガン又は洗浄機用ガン 台 1 下地処理工(スーパーボンド吹付) 写真10 小型コンプレッサー 450L/分 台 1 表面処理工(バスク吹付) 写真11 吹付機 スプレーガン 台 1 表面処理工(バスク吹付) 写真12 吹付機及びノズル スクイズポンプ式 台 1 表面処理工(バスク吹付) 写真13 コンプレッサー 5㎥/分 台 1 削孔工 写真14 ハンドハンマ 15kg級、ビット40mm 台 2 削孔工 写真15 発電機 25KVA 台 1 背面注入工 写真16 グラウトポンプ 13∼130L/分 台 1 背面注入工 写真17 グラウトミキサー 上下2槽式、攪拌容量200×2L 台 1 背面注入工 写真18 台 1 背面注入工 写真19 流量・圧力測定装置 記録式、制御装置付 水槽 容量200∼500Lタンク 台 1 背面注入工 写真20 小型渦巻ポンプ 吸水式片吸込形,口径40mm 台 1 背面注入工 写真21 ハンマードリル 1,050W、ドリルビット38mm 台 1 既設水抜きパイプ再削孔工 写真22 写真1 接着力試験機 写真2 写真3 フローコーン 16 デジタルノギス 写真4 写真5 写真6 高圧洗浄機(25Mpa)及び水タンク 発電機(2KVA) 写真7 写真8 ハンドミキサー 写真10 写真9 メスシリンダー 写真11 エアレスガン エアレス 写真12 小型コンプレッサー(450L/分) スプレーガン(重量:870g) 写真13 スクイズポンプ式吹付機 ディスクグラインダー 写真14 ノズル 17 コンプレッサー(5㎥/分) 写真15 ハンドハンマ(15kg級) 写真18 グラウトミキサー 写真21 小型渦巻ポンプ 写真16 発電機(25KVA) 写真19 流量・圧力測定装置 写真22 ハンマードリル(38mm) 18 写真17 グラウトポンプ 写真20 水槽 10.チェックシート 工 種 チェック項目 ・高圧洗浄機は、吐出圧力25MPa以上の能力のものを使用しているか 法面洗浄工 ・苔、汚れ、粉塵、モルタルの断片等付着物が残らないように洗浄しているか ・使用機械は、日常点検シートにより点検しているか ・クラックスケールにより、クラック幅0.6mm以上であることを確認しているか クラック拡張工(Uカット)・Uカット寸法の幅10mm×深さ15mmを確認しているか ・使用機械は、日常点検シートにより点検しているか ・クラック拡張部の充填は、バスクをカマボコ型(凸型)にしているか クラック補修工(中詰) ・ハケ、ヘラ等で表面を仕上げているか ・バスクの練り混ぜ用の水は、バスク1箱に対して1L(kg)としているか ・孔径40mmで、2m2当り1箇所の千鳥配置を確認しているか 削孔工(背面注入用) ・削孔角度は、直角より鉛直側になっているか ・使用機械は、日常点検シートにより点検しているか ・クラック拡張部中詰のバスク、硬化を確認してから注入しているか ・注入孔からセメントミルクがオーバーフローすることを確認しているか グラウト注入工 ・既設モルタルの厚みが薄く、空隙部が深く、広い場合は、1度に注入するのは避けて 半日∼1日間隔をあけてセメントミルクが硬化するのを待って、再注入しているか ・使用機械は、日常点検シートにより点検しているか ・法面洗浄工Bの水分が乾燥してからボンドを吹付けしているか モルタル面下地処理工 ・ボンドが側溝や河川に流れ出る恐れがある時は、法尻に土のうや砂等を設置し 安全対策をしているか ・下地処理工のボンドが乾燥してからバスクを吹付けしているか ・バスクの練り混ぜ用の水は、バスク1箱に対して2L(kg)としているか ・練り混ぜは、ボンド→バスク→水の順にに投入し、ダマが出来ないように 10分以上撹拌しているか モルタル面被覆処理工 ・吹付厚2mmと薄いため、作業前に試験吹きを行い、厚みを確認しているか ・雨が予想されるときは、工事を中止しているか ・既設水抜きパイプより湧水がある時は、法面上に流れないように処理しているか ・気温が4℃以下になるときは、工事を中止しているか ・使用機械は、日常点検シートにより点検しているか 19 確認 (✔)
© Copyright 2026 Paperzz