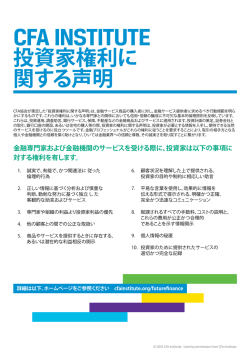
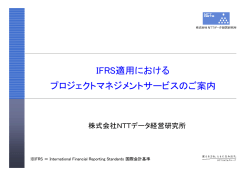
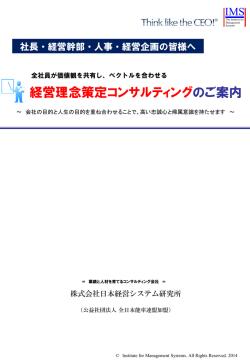
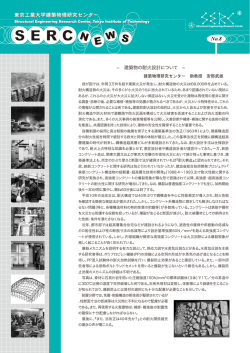
内容 自営コンサルタント5年間の総括 自己紹介 コンサルティングの道具 −TOC、CCPMとプロセスチェーンの実践事例− プロセスチェーンマネジメント PCM 制約理論 TOC クリティカルチェーン・プロジェクトマネジメント CCPM SCMとIT経営・実践研究会 2006年6月24日 プロセスチェーン研究所 代表 藤川博巳 コンサルティングの事例 [email protected] http://www.asahi-net.or.jp/~zy9h-fjkw/index.html 1 Copyright 2006 Process-Chain Management Institute. All rights reserved 2 Copyright 2006 Process-Chain Management Institute. All rights reserved. 自己紹介 コンサルティングの道具 略歴 プロセスチェーンマネジメント PCM 東京教育大学理学部応用数理学科を卒業。大手ソフト会社、大手総合 商社、大手電気CAD会社、外資系コンサル会社に勤務後、2001年9月 にプロセスチェーン研究所 代表として独立。 所属 技術士(情報工学部門)、中小企業診断士、(社)日本工業技術振興協 会 理事、技術士協同組合 理事、(NPO)技術データ管理支援協会 (略称MASP) 理事、経営情報学会、プロジェクトマネジメント学会会員。 コンサル実績とテーマ エレクトロニクス業界を中心に約20年間コンサルティングに従事。製品 開発の業務革新やPDM/BOMシステム化を中心にコンサル実績を積む。 中小企業診断士として 、中小企業庁「わが国中小企業の中国関連ビジ ネス環境の実態調査」、地方公共団体・銀行「技術評価」など。 コンサルテーマは、製造業へのPCM提言と実践支援、プロジェクトマネ ジメントの普及活動とCCPM導入支援。 3 Copyright 2006 Process-Chain Management Institute. All rights reserved. プロセスチェーンマネジメント [電子機器製造業IT化の現状] 制約理論 TOC 特に 思考プロセス法 クリティカルチェーン・プロジェクトマネジメント CCPM 4 Copyright 2006 Process-Chain Management Institute. All rights reserved. プロセスチェーンマネジメント [逐次型プロセスがTAT長期化] SCMの 普及 企業 EDIの普及 製造しやすい製品設計法 DMU、DFM/DFA データ共有型ものづくり組織 コラボレーション 技術情報インフラと部品DB PDM/BOM 「設計&生産能力」アセスメント ソフトウェア設計 ASIC設計/ ハード設計言語 ものづくり部門 ・紙と人手が主体 ・ツールの島が点在 ・情報の氾濫 営業管理系 基幹システム 回路シミュレーション 生産管理系 基幹システム 製品 基本設計 基板 回路設計 EBOM 基板シミュレーション 基板 実装設計 EBOM 基板実装 基板試作 (基板) CAM/NC 設計変更 (回路) 組織の壁 コラボレーション困難 意匠設計 会計・経営管理系基幹システム 機械系設計 実機試作で検証 設計変更多発 機械系 MBOM CAM/NC 実機試作 設計変更 国内市場の飽和 経営の多国籍化 Copyright 2006 Process-Chain Management Institute. All rights reserved. 情報技術の大衆化 機械系シミュレーション 5 Copyright 2006 Process-Chain Management Institute. All rights reserved. 金型設計 コスト試算 納期回答 6 製造しやすい製品設計法 [DMUデジタルモックアップ] 製造しやすい製品設計法 [DFM/DFA] VE: 機能に対する達成方法を体系的に整理することができる。これが機 能別アイデアリストとなるし、これへ原価情報を加味すると機能別コストリス トになる。 原価見積: 技術的計画や物量計画を金額に換算し、原単位の削減な どを容易にする。コストテーブルを工法別、部品別、機能別に整備し、設計 代替案の作成と評価を容易にする必要がある。 VRP(Variety reduction program): 部品の種類と数の削減、 製品のバリエーション数の削減、モジュールの組合せ設計などを推進するこ とによって、部品原価の低減と品質の安定、管理・間接費の低減、開発設計 期間の短縮を図る。 DFMA(Design for manufacture and assembly): 製 造しやすい設計、組立しやすい設計をするためのツールで作成した図面に 対し、製造性、組立性の観点から評点づけし、改善の方向性を明示する。 (出典)「原価企画における原価低減法」 東京理科大学 田中雅康 7 Copyright 2006 Process-Chain Management Institute. All rights reserved. 8 Copyright 2006 Process-Chain Management Institute. All rights reserved. DFMA(設計段階)による原価低減の留意点 製品ライフサイクルにおける コラボレーションモデル例 製造原価確定% 100 人間中心:リアルタイム・コラボレーション(F2F) 4層 85 知識ベースCAD/SBD:知識共有 顧客対応力革新 原価企画強化 プロトコル高度化(粒度:小) 遠隔保守サービス プロセス中心:グローバル・コラボレーション(B2B) 1. Product simplification During the early stages of design, control of part count is paramount to maintaining cost targets. Design for Assembly (DFA) software tools help you simplify products by focusing the attention of design teams on part count and part count reduction. 3層 ネットワークCAD/PLM:DMU共有 スペック駆動 50 データ共有 数値基準:3D-CAD 図面, NC 0 9 基本計画 データ交換 開発設計 設計製造 Copyright 2006 Process-Chain Management Institute. All rights reserved. 製造準備/製造 運用/保守 廃棄/環境保全 ライフサイクル 10 「設計&生産能力」アセスメント ソフトウェア開発 経営者の要求する「設計&生産能力」の画期的な向上は、個々の組 織構成員がいかに組織能力として総合力を発揮できるか、そのため の組織運営能力の向上によって実現される。 組織運営能力のレベルは「組織能力成熟度」として米国連邦政府が 採用したCMM (Capability Maturity Model) で評価できる。 このアセスメントは、CMMに準拠した米国の製品開発力アセスメント をヒントにして考案された。 日本製造業の最重要課題である画期的なリードタイム短縮とコスト ダウンを生み出す組織能力に変革するためには、設計部門と生産 部門、および営業・資材・品質保証・保守等の支援部門は「生産と連 動した製造しやすい設計・生産技術プロセス」を形成していなければ ならない。 この観点から、アセスメントは設計・生産部門に限定されるものでは なく、営業・資材・品質保証・保守等の関連部門も含めた全社(事業 部)的な組織能力を評価するものである。 組込ソフト 電子設計 回路設計 電磁・熱解析 等 基板設計 機械設計 部品設計 構造・強度解析 等 組立設計 Copyright 2006 Process-Chain Management Institute. All rights reserved. デザイン・企画 (出典)NPO法人CEO協議会 資料 設計コラボレーション 基 本 設 計 生産準備 1層 CAD/CAM 3. Supplier bid verification The design team can turn over to purchasing a costed bill of material that has true science behind it. Each part description can include a breakdown identifying what the setup, material, process, and tooling costs should be. (出典)Boothroyd Dewhurst, Inc. ホームページ Copyright 2006 Process-Chain Management Institute. All rights reserved. ロボット API高度化(粒度:大) データ中心:設計コラボレーション 2層 統合CAD/CAM/CAE, PDM 2. Should-costing The potential for cost reduction continues when you select the optimal material and manufacturing process for each part in your design. Using Design for Manufacture (DFM) software tools, you achieve a thorough understanding of the primary cost drivers associated with manufacturing your product ・and establish a benchmark for what your product "should cost." 11 Copyright 2006 Process-Chain Management Institute. All rights reserved. 12 8類型のアンケート調査項目 制約理論 TOC 組織運営 (9問) 業務プロセス (9問) 組織内コミュニケーション (7問) 情報インフラ (9問) 技術文書・図面管理 (6問) コスト管理 (6問) 設計と生産技術の関係 (7問) 設計・生産技術と生産管理の関係 (7問) OPT クリティカル パス クリティカル チェーン (CCPM) キャッシュ マシーン 「クリティカルチェーン」 (プロジェクト管理) (営業管理) PERT 14 Copyright 2006 Process-Chain Management Institute. All rights reserved. 下の生産システムの最適製品ミックスを計算しなさい。 原材料A 3万円/個 輪削 (作業10) 研磨 (作業30) 塗装 (作業50) (15分/個) (45分/個) (10分/個) 製品P 組立 (作業70) 9万円 最大200個/月 (20分/個) 売上 増加 増加 出 力 企業 ゴールは Make Money Now and in the Future 原材料B 1万円/個 ¥ 原材料C 2.8万円/個 スループット=売上金額−社外流出金額 利益=スループット−社内経費 ¥ 削孔 (作業20) ボーリング (作業40) ネジ立て (作業60) (25分/個) (15分/個) (25分/個) 製品Q スルー プット 減少 Copyright 2006 Process-Chain Management Institute. All rights reserved. サプライチェーン 管理 (SCM) (ゴールドラット博士の問題に基づき作成、本質的な違いはない) ¥ 経費 アドバンスト 生産計画 (APS) 最適製品ミックス問題(有名なPQ問題) TOC業績評価尺度としての スループット、在庫、経費 (投資) 方針制約 「チェンジ・ザ・ルール」 (資源制約下の経営支援) 13 Copyright 2006 Process-Chain Management Institute. All rights reserved. 在庫 スループット 会計 市場制約 MRPⅡ ERP 思考 プロセス (TP) スルー プット 営業 全体最適 測定基準 物理制約 事例へ ¥ フォーカス の5ステップ ドラム バッファー ロープ アンケート項目は計 60問 入 力 「ザ・ゴール2」 (対立問題解決法) 「ザ・ゴール」 (スループット最大/総投資・経費最小) 生産計画S/W 1979年 輪削 (作業10) ボーリング (作業40) 塗装 (作業50) (20分/個) (40分/個) (10分/個) 組立 (作業70) (5分/個) 12万円 最大170個/ 月 各資源とも、使用可能作業時間: 8時間×60分×20日=9600分/月 業務費用:1000万円/月 (出典)経営情報学会 情報技術と生産システム研究部会 小林英三氏資料 減少 15 16 Copyright 2006 Process-Chain Management Institute. All rights reserved. 有名なPQ問題の三つの解答 答1 1,394万円 P: 200個、Q: 170個 「制約は市場である(生産システム内には制約はない)」と考え る(一番多い解答 → 実行不能) 「1個あたりの貢献利益の大きい方を生産するのが得策」と考える P: 16.7個、Q: 170 (従来の考え方) 個 答2 477万円 答3 984万円 「会社の利益を最大にする」というスループット会計の観点 思考プロセス法の5ステップ ①何を変えるか ②何に変えるか 現状問題構造ツリー CRT(Current Reality Tree) ●UDE(問題・課題)を列挙 ●UDEの因果関係を整理 ●因果関係をツリー表示 ●中核問題を発見 対立解消図 CRD(Conflict Resolution Diagram) ●中核問題を反転=目的設定 ●目的達成の必要条件、前提条件 を展開 ●対立を解消するブレークスルー アイデアを注入 P: 200個、Q: 120個 から考えて、製品P、製品Qが限られた資源[ボーリング]が 1分あたりで生むスループットを基準とする。 製品P 50,000円/15分 =3,333円/分 製品Q 82,000円/55分 =1,491円/分 ③どうやって変えるか 前提条件ツリー PRT(Prerequisite Tree) ●目的達成の障害の整理 ●障害克服の中間目標の設定 ●中間目標の順序計画 → 線形計画法の考え方と同一 (出典)経営情報学会 情報技術と生産システム研究部会 小林英三氏資料 Copyright 2006 Process-Chain Management Institute. All rights reserved. 17 移行ツリー TT(Transition Tree) Copyright 2006 Process-Chain Management Institute. All rights reserved. 未来問題構造ツリー FRT(Future Reality Tree) ●ブレークスルーアイデアの シミュレーション ●マイナスの枝をチェックし刈り取り のアイデアを注入 18 キャッシュマシーン・コンセプト キャッシュマシーンの制約 [営業プロセス] [製造プロセス] 見込み客 原材料 見込顧客登録 製造指示 訪問・選別 制約を探す (理論上のキャパシティ) 3,000 2,500 3,000 見込顧客 登録 訪問・ 選別 ニーズ 評価 1,000 900 750 2,000 1,000 550 1,000 提案・ 客先仕様 客先評価 プレゼン デモ 700 700 400 見積・ 交渉 受注 納品・ 検収 入金確認 250 170 130 100 設計 ニーズ評価 提案・プレゼン 客先評価 時間 [営業プロセス] リードタイム (TAT) 客先仕様デモ 550 (期末時点の実績) 部品製造 [DBR生産スケジューリング] 在庫 バッファ 製品検査 受注 720 部材調達 製品組立 見積・交渉 740 納品・検収 出荷 入金確認 据付・検収 出荷 バッファ 先頭の兵隊 最後の兵隊 ドラム ロープ (入口工程) (出荷) 一番遅い兵隊 生産量 現金 販売済み完成品 Copyright 2006 Process-Chain Management Institute. All rights reserved. 19 (制約工程) [クリティカルチェーン・プロジェクト管理CCPMのバッファー管理] 工程1 プロジェクトが必ず遅延する原因(CCPM) 原因1: 分業体制でのマルチタスク(複数の案件を同時に抱え る)現象。 原因2: このためオーバーヘッド時間増大が必然的に発生。 原因3: 納期直前まで他の作業を行う「学生症候群」。 原因4: 納期まで抱える傾向。予定よりも早く仕事を終えても上 司からは評価されないため。早く終ると逆に計画能力 が無いと叱責されるため。 原因5: このため「遅延だけが後へ伝えられる」現象。 クリティカルチェーン・プロジェク トマネジメント CCPM プロジェクトマネジメントはリスク管理が最重要課題。 リスク管理でタイム、コスト、スコープのリスクを低減。 タイムリスク (納期遅延) 引 誘 リスク管理 コストリスク (予算超過) ③誘引 Copyright 2006 Process-Chain Management Institute. All rights reserved. 2 3 4 1 2 3 4 リスク 発生源 スコープリスク 仕様 (性能・機能削減) (性能・機能) 23 工程4 プロジェクトバッファー バッファーを1/2にする プロジェクトバッファー 従来 1月 2月 3月 新規 4月 5月 1月 30 6月 7月 8月 9月 期末 症候群 90 10月 11月 120 2月 3月 4月 5月 6月 7月 8月 9月 30 30 30 30 30 30 30 30 毎月ゼロリセット 21 引 1 工程3 [キャッシュマシーンのバッファー管理] 新規 Copyright 2006 Process-Chain Management Institute. All rights reserved. 誘 工程2 残日数 を管理 CM キャッシュマシーンでは 営業の期末症候群 ① 20 Copyright 2006 Process-Chain Management Institute. All rights reserved. 期末症候群の解決法 キャッシュマシーンの 心理学的課題 ② 成功率 Copyright 2006 Process-Chain Management Institute. All rights reserved. 12月 合計 期末 症候群 210 10月 11月 12月 バッ ファー 合計 30 30 30 75 285 残金額 を管理 22 プロジェクトマネジメントの主要 な手法 PMBOK: プロジェクトマネジメントの体系化(米国)。 1980年代∼現在。 日本はP2M標準化(2001年)。 WBS表: Work Breakdown Structure(作業分割構成)。 ガントチャート図法: 日程計画/管理の図式化(米国)。 1917年∼現在。 PERT図法: 電算化とクリティカルパスの発見(米国)。 1958年∼現在。 別名はクリティカルパス法。 リスクマネジメント: PMBOKで規定。 ITツール: MS-Project 他。 クリティカルチェーン法: 資源競合問題の発見(TOC)。 1994年∼現在。 24 Copyright 2006 Process-Chain Management Institute. All rights reserved. 質問 このプロジェクトの進捗率は ? プロジェクト管理の対立問題 担当者の 立場 [必要条件] [前提条件] コストを削減 する 担当者・個別 作業のパフォー マンスの向上 [目的] プロジェクト管理 を成功させる 対立解消が必要 プロジェクト 全体のパフォー マンスの向上 プロジェクト 納期を守る プロジェク ト管理者 の立場 利害対 立構造 タスク A は 20% 完了 タスク B は 70% 完了 タスク C1 は 50% 完了 進捗率は 25% 完了? 8% 完了? (出典) TOCコンサルタント Mark Woeppel 氏の資料 25 Copyright 2006 Process-Chain Management Institute. All rights reserved. Copyright 2006 Process-Chain Management Institute. All rights reserved. 26 安全余裕の 無意識内蔵メカニズム プロジェクト遅延(安全余裕をム ダにする)メカニズム 悲観的な経験に基づく時間見積り行動 学生症候群 Student Syndrome 安全余裕を追加する管理者の行動 パーキンソンの法則 Parkinson’s Law マルチタスク Multi-tasking 一律削減を見込んだ見積り行動 遅れのみが伝播する No Early Finishes 27 Copyright 2006 Process-Chain Management Institute. All rights reserved. 3 FB FB プロジェクトバッファー 2 PB 工程1 (資源1) 4 FB クリティカルチェーン FB FB 合流バッファー Copyright 2006 Process-Chain Management Institute. All rights reserved. プロジェクトバッファー: 制約(クリティカルパス)の遅延を防止する。 合流バッファー: 非制約(非クリティカルパス)の遅延を防止する。 合流バッファーが遅延しても、最終的にプロジェクト・バッ ファーで防止できる。 5 従来の常識に反する手法に見えるが、シングルタスクの効果、 オーバーヘッド時間削減の効果、全体の20%程度のクリティカ ルチェーンの工程管理だけですむ効果を考えれば、設備投資 の不要なCCPM は採用の価値がある。 28 納期遅延を防止するバッファー 設置の意味 クリティカルチェーンの価値 従来の クリティカルパス Copyright 2006 Process-Chain Management Institute. All rights reserved. 他に リソースバッファー(次タスクへ3回の予告・確認) ボトルネックバッファー(ボトルネック資源の前に設定) 特にマルチプロジェクトに有効 29 Copyright 2006 Process-Chain Management Institute. All rights reserved. 30 CCPMツールとしての“CCPM+” コンサルティングの事例 トヨタケーラム: デジタルマイスター T自動車: 某プロジェクト Nサービス: 3D半導体設計DFM製品化 M機械: BOM導入グランドデザイン Fハイテック: 工場革新 (TOC) 問合せ先:MSI株式会社 http://www.msi-jp.com/ccpm/ CCPM+操作事例へ 31 Copyright 2006 Process-Chain Management Institute. All rights reserved. トヨタケーラム デジタルマイスター Copyright 2006 Process-Chain Management Institute. All rights reserved. 32 T自動車 某プロジェクト [自動車電子化の例] 通商産業省デジタルマイスタープロジェクト公募(2001年) 目的: 金型に関する「ものづくりの力」を強化(コスト低減、品質 向上、リードタイム短縮等)する。 方策: 「技能」を客観性、再現性のある「技術」に可能な限り置き 換える(技能の技術化)。IT(情報技術)と製造技術を融合した生 産システムを構築する。 松下電器産業と共同で申請・参画・開発 応募テーマ: プラスチック用金型を対象に、熟練技術者・ 技能者の金型設計ノウハウと成形ノウハウ、および加工・ 組立ノウハウを組み込める「知識ベースCAD/CAM/CAT 総合システム」を開発 製品化を実現: 指南車 ・電子制御燃料噴射装置 ・電子制御可変吸気システム ・電子制御アイドリング制御システム 駆動/伝動/操縦分野 ・オートマチックトランスミッション(AT) ・電子制御・電動パワーステアリング(EPS) 懸架/制御分野 ・電子制御サスペンション ・ABS(Anti-lock Brake System) ・トラクション制御(TCS)/電子制御制動力配分システム(EBD) ・タイヤ空気圧警報システム 運転分野 ・クルーズ制御(ハイウエー、車庫入れなど) ・自動車間制御装置(ACC:Adaptive Cruise Control) ・衝突防止/クリアランスソナー ・インモビライザー(盗難防止) ドライバーサポート分野 事例へ 33 Copyright 2006 Process-Chain Management Institute. All rights reserved. エンジン分野 T自動車: 某プロジェクト [自動車電子化技術の潮流] ・高度道路交通システム(ITS) Copyright 2006 Process-Chain Management・自動料金支払いシステム(ETC) Institute. All rights reserved. 34 Nサービス 3D半導体DFM製品化 [半導体パッケージとは] 自動車電子化の経過 1970年代はエンジン制御にECUを導入。80年代にはECU同士 のネットワーク化。90年代にはIT機能の導入。今後は車載デジタ ル機器の組み合わせが重要。 (Convergence 2004で米Ford社VPのSchmidt氏基調講演) 顕在化した自動車電子化技術 第1段階: エンジン制御の電子化 第2段階: カーナビゲーション 第3段階: クルマに「電子の目」(ミリ波レーダによる前方車との 距離測定と速度制御、CCDカメラ利用による後方視認と車庫入 れガイドなど) 第4段階: 運転者の適否確認(運転者によそ見や居眠りを警告 したり、脈拍センサーで運転者本人が気付く前に眠くなる兆候を 警告する) 事例へ Copyright 2006 Process-Chain Management Institute. All rights reserved. 35 Copyright 2006 Process-Chain Management Institute. All rights reserved. 36 半導体組立実装製造業の課題 [電子産業における市場の急激な変化] M機械 BOMグランドデザイン ■超多品種変量生産への対応が必須 小ロット・短納期・低価格化の強い圧力 ⇒ 製造設備がネック SIP等の実装技術の急速進化 ⇒ 製造技術が追いつかない 設計通りの量産化が困難化 ⇒ 歩留りが悪い 最終製品の品質を裏打ちするトレーサビリティ ⇒ 3D可視化が必要 顧客 パッケージ 設計・解析 営業 課題箇所 <グランドデザインフェーズ> パッケージ 試作・量産 課題箇所 200Y/3/14 A01 プロジェクト 開始・準備 A02 情報収集 課題箇所 A03 現状評価 [戦略としての半導体組立実装DFM] Turn Around Time(TAT)短縮の実現 ⇒ 組織改革が必要 顧客・営業・設計・製造コラボレーション ⇒ 製造できる設計へ 顧客 営業 パッケージ 設計・解析 パッケージ 試作・量産 37 12/16 12/23 1/6 1/13 1/20 1/27 1/28 A06 実行計画 策定 38 Copyright 2006 Process-Chain Management Institute. All rights reserved. M機械 BOMグランドデザイン [作業例] 12/9 ステアリングコミッティ開催 ステアリングコミッティ開催 A05 改革 ポートフォリオ ビデオへ 協調作業 将来像の 実現 A04 将来像策定 TAT時間短縮 Copyright 2006 Process-Chain Management Institute. All rights reserved. <実行フェーズ> 1/28 200X/12/11 Fハイテック 工場革新 [コンサルティング・プロセス] キック オフ 中間 報告 Phase 1A Phase 1B 最終 報告 マネジメントインタビュー 事業戦略 現状のマーケティング 営業戦略・商品戦略 A01 プロジェクト 準備 ステアリングコミッティ開催 ワークショップ開催 Phase2 業務プロセス 設計 ありたい姿の 課題因果関係図 課題の根本原因 方向性 課題リスト 現状の問題点・課題 現状の問題点・課題 市場と顧客 市場と顧客 戦略 戦略 製品とサービス 製品とサービス 中間報告会 1 2 人材と企業文化 人材と企業文化 3 組織 組織 4 組織 組織 A02 情報分析 Phase3 システム 設計 A03 現状評価 5 プロセス プロセス 6 業務 業務 7 情報技術 情報技術 業務フロー上 の課題リスト 業務フロー 仕様 変 更依 頼 仕様変 更内容検 討 費 用交渉 顧客 営 業部 門 有償? 現状の問題点・課題 現状の問題点・課題 Yes No 市場と顧客 市場と顧客 変 更 仕様 検 討 変 更受 入 却下 設変 依 頼 購 買部 門 設変 依 頼 No A05 ソリューション 策定 Phase4 システム 開発監理 製品とサービス 製品とサービス 修正 外 注依 頼 設計変更内容検 討 設変 依 頼 製 造部 門 戦略 戦略 レビュ ー NG Yes 設 計部 門 A04 将来像策定 人材と企業文化 人材と企業文化 組織 組織 組織 組織 プロセス プロセス 業務 業務 設計 外注 変 更 対応 A06 実行計画 策定 情報技術 情報技術 サプライヤ ワークショップ 事例へ 39 Copyright 2006 Process-Chain Management Institute. All rights reserved. Copyright 2006 Process-Chain Management Institute. All rights reserved. Phase5 導入・ 運用支援 事例へ 40 Fハイテック 工場革新 [TOC思考プロセス法の事例] 1.現状問題構造図 UDE 3.未来問題構造図 UDE DE UDE: Undesirable Effect 根本原因 UDE 事例Aへ UDE UDE UDE DE 根本原因 2.対立 解消図 必要条件A 中核問題 目的 5.移行 構造図 DE ご清聴有難うございました。 DE: Desirable Effect 注入 必要条件B 注入D DE 目的 前提条件A 対立関係 注入 前提条件B 目的 目的 4.前提条件 構造図 障害 変革後へ 新設計プ ロセスへ 理由 中間目的 行動 理由 中間目的 行動 理由 中間目的 行動 理由 中間目的 行動 プロセスチェーン研究所 代表 藤川博巳 [email protected] http://www.asahi-net.or.jp/~zy9h-fjkw/index.html 中間目的 障害 中間目的 障害 中間目的 障害 Copyright 2006 Process-Chain Management Institute. All rights reserved. 中間目的 事例Bへ 41 Copyright 2006 Process-Chain Management Institute. All rights reserved 42
© Copyright 2026 Paperzz