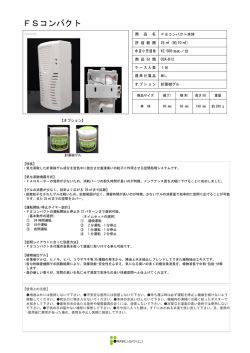
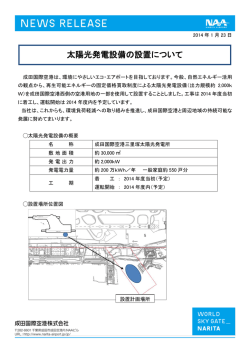
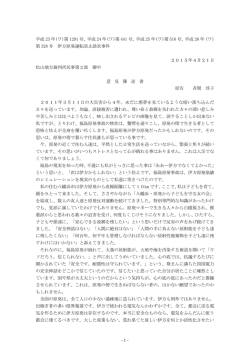
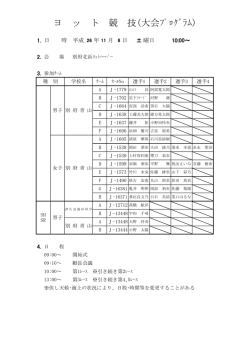
IT活用織物企画設計支援システムの開発(第3報) (見本織機自動制御システムの開発) 大野 宏* 牧野 斉* Development of Textile Design System using Information Technology (Development of Automatic Weaving System) by * * OHNO Hiroshi MAKINO Hitoshi 抄録 見本織機を制御するドビーを自動的に動作させる装置を開発した。パソコンで動作データを作成で きるソフトを開発し、昨年度開発した自動パンチングマシンのデータ作成ソフトに組み込んだ。本装 置と自動パンチングマシンを使うことで、織物見本の製作からドビー紋栓カード作成及び実際の織物 製造までに要する時間を大幅に短縮することができる。 フィラーニー 1.緒言 ドル制御部 県内織物産地が低価格輸入品に対抗するた めには、差別化商品の多品種生 産と短納期生 産の体制を確立しなければならない。その た め 、 I T (Information Tec h nology)を活 用した織物企画設計の迅速化や生産情報の 一 コンプ センサ PLC レッサ ー 元管理が必要となる。 本研究では、 見 本 織 機 を 制 御 す る ド ビ ー を 自動的に動作させる装置を開発した。実際 に 操作パネル は、既存 の 見 本 織 機 の フ ィ ラ ー ニ ー ド ル と 呼 ば れ る 多 数 の 針 を 自 動 的 に 制 御 する。また、 昨 年 度 開 発 し た 自 動 パ ン チ ン グ マ シ ン を参考 に し て 装 置 を 開 発 し た。ドビーを動作さ せ る 図1:装置の 概要 ためのデータ作成機 能は、同じく昨年度 開 発 するPLC(プログラマブルコントローラ) 、 した自動パンチングマシンの制御用データ 作 エアシリンダーを動作させるコンプレッサー、 成ソフトに組み込ん だ 。 各 種 設 定 や緯 糸 選 択 デ ー タ を 修 正 す る 操 作 パ 織物見 本 の製 作 を こ の装置 で行えば、ドビ ー紋栓カードの作成 も 大 変 容 易 に 行 え るた め 、 ネルからなる。 これまで の 見 本 織 機 では 図 2 に 示 す よ う な 織物の設 計 か ら 製 造 ま で の 時 間 を 大 幅 に 短 縮 ドビー紋栓カードと呼ばれる穴の開いた紙で、 できるようになった。 フ ィ ラ ー ニ ー ド ル を 上 下 さ せ機械全体 を制御 してい た が 、 今 回 は 図 3 に 示 す エ ア シ リ ン ダ 2.装置の概要 開発した装置 の概要 を図1に示す。フ ィ ラ ーニードル制御部、 セ ン サ 、装置全体を制御 * 素材応用技術支援センター ーで動く 5 0 個 の ス ト ッ パ ー で フ ィ ラ ー ニ ー ドルを上下させる。 ストッパーを動作させるタイミングは、既 存の見本織機に取り付けた回転センサ (1回 転 3 6 0 度を 16分割する 信号 が出 力 )の信 号で決定する。フィラーニードルは織機の回 転軸が2回転するなかで奇 数針 と偶数 針が1 回ずつ交互に 動作するため 、奇数列か偶数列 かを 判 別 す る 内 部 接 点 を P L C プ ロ グ ラ ム に 設け、奇遇のどちらを動作させるかを 決定す る。そ れ ぞ れ の 動 作 タ イ ミ ン グ を 図 4 に 示 す 。 織 機 は 非 常 に 高 速 で 動 作 す る た め 、 奇数偶数 それぞれのフィラーニードルが動作す る前に 図2:見 本 織 機 の フ ィ ラ ー ニ ー ド ル と これを制御する紋栓カード ストッパーを 動 作 さ せて お く。 3.PLCプログラム P L C プ ロ グ ラ ム の 概 要 を 図 5に示す。最 初 に 制 御 デ ー タの 書 き 込 ま れ た カ ー ド か ら デ ータを読んで PLCのメモリに書き込 み、次 に初 期 設 定 や ス タ ー ト 行 の 設 定 を 行 う 。見本 織機を動作させるとメモリから制御データを 図3:フ ィ ラ ー ニ ー ド ル を 制 御 読み取り、ストッパーを動作させる。最後の するストッパー データを読み取ると、また最初のデータを読 スタート 回転センサ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 運転開始 [40.15] 偶判別 [40.09] 奇数針 偶数針 ↓ ↑ ↑ ↓ 回転センサ 9 10 奇数列 偶数列 回転センサ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 運転開始 偶判別 奇数針 偶数針 回転センサ ↓ ↑ ↑ ↓ 9 10 9 10 奇数列 偶数列 図4:各部の動作タイミング ( 奇 数 針 偶 数 針 は 織 機 の フ ィ ラ ー ニ ー ド ル 、 奇 数 列 偶 数 列 は ス ト ッ パ ー を 示 す。 ) む。操作パネルから行番号を入力すると、 そ カードから制御データの読込 の行の緯糸選択データが表示され、パネル 操 作でデータを 修正できる。修正 された データ 初期設定 をカードに書き込め ば 、 パ ソ コ ン で 再 度 読 み 込むことができる。 スタート行のセット 4.データ作成プログラム 自動化した見本織機は、 昨年度開発した自 動パンチングマシン と一体で使用するため、 スタート 同 じ く 昨 年 度 開 発 し たパ ン チ ン グ マ シ ン制御 データ作成プログラムに、見本織機制御デ ー データ読込 タ作成機能を組み込んだ。自動パンチング マ シンは既 存 の パ ン チ ン グ マ シ ン の 構 造 か ら 、 ストッパー動作 1回の動作で2行まとめてカードをパンチ ン グするが、見本織機は1行ずつ動作するため、 カウンターインクリメント データの構造を変更する必要があり、これ に 合わせてプログラムを作成した。表計算ソ フ トエクセルのVBA を使用している。 最終行 No Yes カウンターを最初に戻す 5.結言 見 本 織 機 を制 御 す る ド ビ ー を自動的に 動作 させる装 置 を 開 発 し た 。 こ れ ま で は 、 自 動 パ ンチングマシンで作成した ドビー紋栓カード で見本織 機を 動作させていたが、本装置を使 えば電子データで直接織機を動作させるこ と が で き る 。 そ の た め 、織 物 見 本 の製作 にかか る 時 間 が よ り い っ そ う短縮 さ れ 、変更も容易 に 行 え る よ う になった。 本研究は、素材応用技術支援センターの実 用研究及び見附IT推進化事業 (見附市地場 産 業 振 興 ア ク シ ョ ン プ ラ ン )で 行 わ れ た 。 図5:PLCプログラムの概要
© Copyright 2026 Paperzz