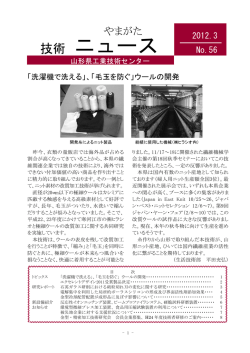
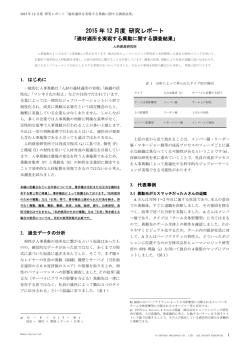
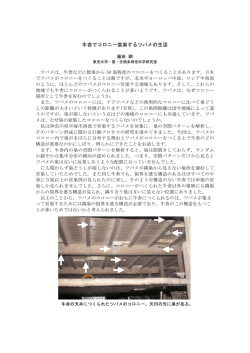
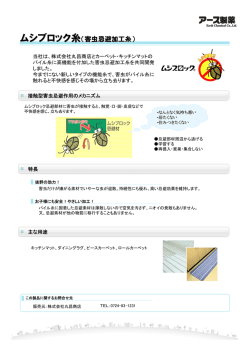
やまがた 技術 ニュース 2006.3 No.38 山形県工業技術センター 岩手・宮城・山形3県公設試技術連携 山形県知事の岩手県知事への表敬訪問がきっかけで、岩手県工業技術センター所長と当センター所長、 さらに、研究者間で技術交流があった宮城県産業技術総合センターの所長を加えた「中東北3県公設試 技術連携会議(3県の頭文字を取って、IMY連携会議)」が発足しました。 IMY連携会議では、以下の3テーマ(仮称)に関する共同研究に向けて検討を行っていくことで合意 しました。 1.ZnO単結晶基板による製品開発 2.次世代自動車用新規材料の超精密・微細加工技術の開発 3.高齢社会に対応した食品開発 また、岩手・宮城・山形3県の技術センターは、3県内の企業の皆様に、技術相談や設備機器使用な どでそれぞれの県の技術センターと同様な対応をすることで合意しました。 岩手・宮城の技術センターでの技術相談や所有している設備機器をご使用になりたい方がございまし たら当センターにご相談下さい。 当センター職員が担当者のご紹介や技術的フォローを行います。さらに、所長名の紹介状を発行致し まして、皆様のご便宜を図ります。 各公設試のホームページアドレスは以下の通りです。 岩手県工業技術センター http://www.pref.iwate.jp/ kiri/ 宮城県産業技術総合センター http://www.mit.pref.miyagi.jp/ 山形県工業技術センター http://www.yamagata-rit.go.jp/ -1- 研究レポート マルチキャストを使用した組み込み用NTPクロックの製作 機器の制御や情報家電への組み込み用ソフトウェ プログラム開発には、パソコン(以下、開発機)上に アの基盤として、最近オープンソースシステム(OSS) 導入したLinuxを用いて、クロックシステム用の実行プ の利用が進んでいる。多様なソフトウェアの蓄積があ ログラムを生成するクロス開発環境を整えて使用した。 り、内部構造等の仕様が公開されているOSSの特徴 双方がLinuxであることから、高性能な開発機でプロ から、組み込み用でも開発期間の短縮や不具合解 グラム作成と基本的な動作確認が可能であり、またネ 決が比較的容易になるなど期待されている。 ットワーク機能を利用したシステム起動やディスクの 共有など ップマイコンと、代表的なOSSであるLinuxを活用した により、開 システムの開発を行い、その長所と抱える問題につ 発の効率 いて考察した。 化や充分 開発機 (パソコン) 自作の C言語ソース 整備した クロス開発ツール そこで、機器組み込み用によく使われるシングルチ パソコン用 開発ツール なディス LANで配信される基準時計データに同期した時刻を ク容量を 表示するネットワーク・クロック・システムとした。基準 確保できた(図2)。 動作確認 LAN クロック・システム 割当 起動 μCLinux C言語ソース μCLinux ① IPアドレスの 取得 転送 ② μCLinuxの 読込・実行 ディスク共有 開発機用 プログラム 基本的な 開発のターゲットは、視覚的に動作が確認できる、 DHCPサーバ クロック・ システム用 プログラム 共有 アクセス ③ ディスク共有 ④ プログラム実行 図2 プログラム開発 時計データの受送信には、一般的なNTPサービスを 実際のクロックシステムによるNTPデータが途切れ 用い、さらに実用的な観点から、以下を要求仕様とし た場合の模擬試験で、表示時刻が基準時計に対し た。 て進む不具合が観察された。原因究明を行い、基本 ①必要なLANサービスがあれば、無設定で使える ソフトウェアであるμClinux内部の修正により解決した ②NTPデータが途切れても時刻表示を続ける ( 仕様② の実現)。たとえ基本ソフトウェアの不具合で ③電源のオン・オフのみで利用できる も、OSSは内部仕様が公開されていることから、自力 ハードウェアには㈱秋月電子通商のAKI-H8/3069F で解決することが可能である。 フラッシュマイコンLANボードに、時刻表示用LED回 修正したクロックシステムが単体で稼働するように、 路を追加した(表1。以下、クロックシステム)。 不可欠なプログラムのみを抽出し、結合や圧縮技術 基本ソフトウェアには、Linuxの機能を限定し、対象 により容量を縮減してROMに格納した。これらプログ のボードに移植されたμCLinux-H8を採用した。この ラム類は、電源投入後、RAMに展開・実行されること 他にもOSSを活用した結果、自作プログラムは追加の になる。たとえ不意の停電でも、ROMには影響がなく、 LED制御、時刻の同期と補正を行う部分だけとなった。 要求した仕様を全て満たすことができた。 既存のOSS時刻同期プログラム(NTPクライアント)では 本開発により、OSSは組み込みが対象でも、短時 個々の設定が必要になり 仕様① を満足しない。そこ 間に高度な処理を行うシステム開発の助けになること で、サーバからマルチキャストを使ってNTPデータを がわかった。一方、OSSは多数の技術者が様々な開 送信させ、これを受信して同期するように自作プログ 発を行うため、活用にはその選定や検証方法の策定、 ラムを作成することとした。マルチキャスト・データの 開発記録の管理が非常に重要であると思われる。ま 受信処理もOSSの既存ライブラリの活用で容易に実 たOSSによっては開発したプログラムの公開義務が発 現できた。 生するなど、ライセンスにも注意を要する。 表1 図1 製作したシステム 製作したクロック・システムは、マルチキャスト対応 ハードウェアの仕様 NTPとDHCPサービスがあれば、LAN接続のみで時 CPU ㈱ルネサステクノロジー H8/3069 20MHz ROM 512KByte(CPU内 蔵 ) 計として機能し、複数台の接続でもネットワーク負荷 RAM 2MByte を増加させない。この時刻同期は多数が連携するシ LAN 10BASE-T 表示 回路 7 seg. LED ステムのタイミング調整等にも応用が可能と思われる。 6桁 (電子情報技術部 -2- 境 修) 研究レポート ポリ乳酸の力学特性と構造に及ぼす熱処理の影響 大量生産、大量消費の時代の中、プラスチック よりぜい化するのに対し、ポリ乳酸では、狭い成 材料も大量に消費されてきた。しかし、近年石油 形条件範囲ではあるが、この樹脂の特徴である透 資源の枯渇や地球温暖化の問題が出てきた。その 明性を失わせずにぜい性から延性へと性質を改善 ため、生分解性やカーボンニュートラルといった できることを見出した。得られた条件は、一般の 特徴を持つ植物資源由来のプラスチックの有効利 成形工程でも可能な範囲にある。今後の使用増加 用が望まれている。その中にトウモロコシなどの が予想されるポリ乳酸に対してより複雑形状であ 植物由来生分解性樹脂であるポリ乳酸が注目され る一般の成形品に対しても、この性能改善方法が ている。期待されている樹脂ではあるが、現在、 可能であるか検証する予定である。 その用途は繊維、フィルム等が多く、プラスチッ ク成形品への展開が遅れている。理由として、汎 用樹脂であるポリプロピレン等に比較し、弾性率 は大きく上回るものの耐衝撃性が低いことにある。 そのため、様々な手法によりその改善が進められ ている。 本研究では、熱処理(アニーリング)によりポ リ乳酸成形品の延性発現を検討した。共試材料と して市販のポリ乳酸樹脂を用いた。材料を減圧乾 燥し、射出成形を用いて、ノズル温度170℃、金 型温度40℃の条件で引張試験片を作製した。アニ ールは、引張試験片に対してポリ乳酸のガラス転 移点57℃以上、融点168℃以下の温度60、80、100、 120℃の4水準で行った。 図1 As-mold 試験片の一軸引張挙動は、降伏せず破 a:As-mold 引張挙動観察 b:60℃-5分 c:120℃-5分 断伸びが小さくぜい性的であった( 図1a)。こ の場合、負荷中に伸長方向と直角方向に伸びた多 数の表面クレイズが観察された。 示差走査熱量測定において、再結晶化ピークが 消失した充分アニールされた(結晶化が進んだ) サンプルでは、As-mold 試験片と同様にぜい性破 壊した(図1b)。 Loading Axis 再結晶化ピーク変化が僅かな熱処理条件におい て、降伏およびネッキング伝播を起こす典型的な 延性挙動が観察された (図1c)。この場合、降 伏軟化時のくびれ形成と同時に試験片内部に白化 図2 が発生し、延伸後も白化は試験片内部に留まった。 ネッキングサンプルの破断面 (二次電子像) これらの白化は、試験片内部に存在した粒径 0.5µm 程度粒子のはく離を基点に拡大成長したも のと推定できる(図2)。 多くのプラスチック材料がアニーリング処理に (素材技術部 -3- 後藤 喜一) 研究レポート 鋳鉄鋳放し表面への鉄−アルミニウム合金層形成技術の確立 とが分かった(図1)。また、XRD パターンより 1.緒言 昨今の環境意識の高揚から、山形県庄内地域に 主成分が Fe2Al5 であることが分かった(図2)。 おいても焼却炉や生ごみ処理機の製造を手がける 一方、Al-Si 合金では主成分が Fe-Al-Si 系の三元 環境関連の企業が増えている。これらの装置には 系化合物 FeAlxSi( x=3 ∼ 4.5)となり、形態も不 耐熱性や耐食性の観点からステンレス鋼を使用す 均一な針状組織となった。使用した溶湯の中では、 ることが多いが、溶接や機械加工による製造コス Al-Mg 合金を用いた場合に、最も低温・短時間 ト、高温環境での熱変形、塩分が多い環境での腐 で合金層が形成することが分かった。また、鋳鉄 食等の問題があり、消耗品部材としては必ずしも の寸法が大きくなるほど合金層が形成しにくい傾 最適とはいえないのが現状である。 向となったが、これは溶湯及び浸漬材料の熱容量 の影響が大きいものと考えられる。 そこで、耐熱性・耐食性に優れたコーティング 手法として知られている鉄系材料への溶融アルミ ニウムめっき処理(鉄-アルミニウム系合金層形成 技術)に注目した。これまで、溶融アルミニウム めっき処理は鋼の機械加工面へ行われることがほ とんどであったが、この処理を一般鋳鉄鋳放し面 (非加工面)へ施すことが可能となれば、加工工程 の省略、形状の自由度増大といった鋳鉄の特長を 図1 合金層形成状況(SEM-組成像) Al-Mg合金,浸漬温度1073K,時間6.0×102 s 最大限に活かすことができる。 一連の研究の最終目標は、一般鋳鉄の鋳放し面 ト耐熱・耐食材料を開発することである。この度、 本技術の基礎となるアルミニウム溶湯の組成や浸 漬条件の検討、及びめっき処理材料の加熱試験を 行ったので報告する。 2.実験方法 鋳鉄材料として、 FC200 相当のねずみ鋳鉄を 用いた。アルミニウム材料は、成分の影響を調査 するため、工業用純アルミニウム( 99.9mass%Al、 以下 mass は省略)、アルミニウム−マグネシウ ム合金( Al-5.3%Mg、 AC7A)、アルミニウム−け Intensity, arbitrary unit への溶融アルミニウムめっき処理を行い、低コス ▲ ● ● △ ● Fe2Al5 ▲ Fe △ Al AC7A ● ▲ pure Al 1 1.2 1.4 2θ, rad 1.6 1.8 図2 合金層のXRDパターン 浸漬温度1073K,時間1.8×103 s い素合金(Al-12.6%Si、 AC3A)を用いた。 アルミニウム材料 3.0kg を電気炉で溶解し、鋳 鉄材料を溶湯中に浸漬した。浸漬実験の変動要因 本研究の結果、鋳鉄の鋳放し表面への合金層形 として、溶湯組成、鋳鉄寸法(質量)、溶湯温度 成が可能であることが分かったため、今後、耐 (973K、 1073K)、浸漬時間の影響を調べた。 熱・耐食試験を行いながら、実用化を目指して材 3.実験結果及び考察 料開発を継続する予定である。 純 Al 及び Al-Mg 合金溶湯に鋳鉄を浸漬したと (庄内試験場 ころ、鋳放し面に合金層が形成し、形態は鋳鉄側 に異方性をもって成長する「舌状組織」となるこ -4- 松木 俊朗) 事 業 報 告 機能性金属材料の精密塑性成形加工技術の開発 (事業年度:平成14年度から平成16年度) 【概要】 方式のφ30円筒深絞り成形加工試験を行い、被加 プレス成形加工業界では、素材が持つ機能性を 工材の加工温度と絞り比の関係を調べた。 生かした高付加価値製品開発が行われている。中 その結果、図3に示すように、限界絞り比は、 でもマグネシウム合金は、構造金属材料中で最軽 どの潤滑剤でも、加工温度が高いほどほぼ直線的 量であることや電磁遮蔽性、リサイクル性などの に向上することがわかった。加工温度400℃まで 有効な機能性を有することから、主に携帯型電子 の範囲では、モリブデン系潤滑剤が最も深く絞る 機器に活用されることが多く、薄肉化と高精度化 ことができ、加熱することで絞り比は2.2まで改 が求められている。しかし、結晶構造の複雑さと 善した。なお、ボロン系潤滑剤は、今回検討した 強度が高いなどの理由で成形加工が困難である。 潤滑剤の中では限界絞り比は低かったが、成形加 そこで今回、適度に加熱することで加工を容易に 工後の洗浄処理がもっとも容易であり、湿式ショ する条件を求めることを目的とし、被加工材を加 ットブラストなどで潤滑皮膜を除去する作業を省 熱できる金型を試作した。さらに、試作した金型 くことができる、などの結果が得られた。 で、90°V曲げ成形加工試験、φ30深絞り成 形加工試験を行った。 ③水冷装置 【実施内容と成果】 1.被加工材を加熱できる金型の試作 マグネシウム合金薄板材を400℃まで加熱でき ②温度調節機 熱電対 とヒータ ① ダイ る金型を設計試作した。図1に試作した金型シス 被加工材 しわ押さえ テムを示す。構成は、①深絞り成形金型(V曲げ 測 温 電 圧 冷却水循環 水冷板 断熱板 熱電対 ポンチ ④温度記録計 金型に交換可 )、②ダイ、しわ押さえを400℃ま 図1 で加熱制御できる温度調節機、③冷却水を供給す る水冷装置、④金型と被加工材の温度を記録する 金型システム ポンチ、ダイ角度 温度記録計からなる。 2.90°Ⅴ曲げ成形加工試験 V曲げ成形加工試験を行い、加工温度および加 工速度が、加工形状、割れに及ぼす影響について 調べた。被加工材は,厚さ0.5mmのAl-Zn系マグネ シウム合金薄板材AZ31Bで,焼きなましにより調 図2 質したものを用いた。 V曲げ角度 図2 に加工速度5mm/min一定の時の温度と成形 角度の結果を示す。加工温度が高くなるほど、V 曲げ角度がポンチ、ダイの形状に近づき、曲げ加 工温度は300℃以上が望ましいこと、さらに加工 温度だけでなく速度によってもV曲げ角度や割れ が、改善されることがわかった。 3.φ30深絞り成形加工試験 図3 カーボン系、モリブデン系、ボロン系の3種類 の潤滑剤を用い、フランジ部加熱ポンチ頭部冷却 限界絞り比 (超精密技術部 -5- 一刀弘真) 事 業 報 告 各種酵素利用技術による地域未利用資源からの新規健康食品素材の開発 (事業年度:平成14年度から平成16年度) 山形県の豆菓子の製造規模は、生産量(約15,0 00トン/年 )、売上高(約200億円)ともに全国一 位であり、本県の菓子類の総出荷額の大部分を占 める特徴的な産業の一つとなっている。しかしな がら、豆菓子製造時には、ピーナッツ渋皮(700 トン/年)及び渋皮を湯剥きする際に使用した処 理廃水(30,000トン/年)が廃棄物として大量に発 剥皮処理廃水 生し、これらの有効活用が業界より強く求められ 湯むき後渋皮 ている(図1)。 ピーナッツ渋皮にはポリフェノール成分が多量 ピーナッツ(原料) に含まれることが報告されており、これら副産物 図1 を活用し新規なポリフェノール素材を開発するこ 豆菓子製造時に排出される廃棄物 とを目的に研究を実施した。剥皮処理廃水(渋皮 熱水抽出液)中に含まれるポリフェノールの主要 成分はプロアントシアニジン類であり、中圧液体 クロマトグラフシステムを使用し、ポリフェノー ル成分の大量濃縮、抽出方法を確立した。さらに ピーナッツ渋皮ポリフェノールについて、優れた 活性酸素消去能をESRやヒト血管内皮細胞を使用 した評価系で明らかにすることができた。また、 ポリフェノール添加試料 ミルクアーモンド(対照) 企業との共同研究によりポリフェノールを利用し た豆菓子を試作開発した。ポリフェノールは強い 渋みを呈することから、添加する豆菓子の種類、 図2 及び添加量を検討した。試作した豆菓子は、アー 豆菓子の活性酸素消去発光 モンドにミルク(全粉乳)及びポリフェノールを 添加したもので、ミルクによりほどよく渋みもマ 渋皮ポリフェノールの利用、健康食品に関する スキングされ、味は良好であった。また、開発し アンケート調査を株式会社荘銀総合研究所に委託 た豆菓子をXYZ系活性酸素消去発光により評価し して実施した。一般消費者対象の調査では調査票 たところ、豆菓子表面より、強い活性酸素消去発 回収率39.6%、企業対象の調査では県内企業で回 光(Y活性)を確認することができた(図2)。 収率50%、県外企業36.4%であった。アンケート調 また、湯むき後のピーナッツ渋皮に関して、乾 査を実施することで県内食品企業の健康食品開発 燥、殺菌条件(加熱送風乾燥)を検討し、ポリフ 意欲の高さを知ることができ、開発したポリフェ ェノール成分や活性酸素消去能を損なうことなく、 ノールについても概ね好印象である回答が多数で 粉末化する技術を確立した(水分10%未満、一般 あった。今後は企業等との共同研究によりピーナ 細菌数 3000個/g未満 )。さらに、企業と連携し ッツ渋皮ポリフェノールの事業化、新規食品開発 渋皮を湯むきせず、渋皮付きの新規な豆菓子を試 に向けてさらに継続した取り組みを実施したい。 作開発した。 (生活技術部 -6- 菅原哲也) 新設備紹介 振動試験装置 エミック株式会社 F-16000BDH/LA16AW型 平成17年度 日本自転車振興会補助事業 (置賜試験場) 【主な用途・仕様】 工業製品・部品等の輸送中及び使用中の振動に よる、耐久性を評価するために使用するものであ り、製品の品質・信頼性向上のために利用する。 ●振動発生機単体使用時 ・加振力 サイン 16.0kN (1632kgf) ランダム 12.8kNrms(1306kgfrms) ショック 40.0kN (4079kgf) ・最大変位 56mm(p-p) ・最大速度 2.3m/s ・振動数範囲 5 ∼ 2000Hz ・最大加速度 (無負荷時) サイン 1067.0m/s2 (109.0G) ランダム 853.3m/s2rms(87.0Grms) ショック 2666.6m/s2 (272.1G) ・最大搭載質量 200kg ●水平テーブル(800 × 800mm)併用使用時 ・最大加速度 (無負荷時) サイン 173.9m/s2 (17.7G) ランダム 139.1m/s2rms(14.2Grms) ショック 434.8m/s2 (44.4G) ・最大搭載質量 600kg 試料埋込機 試料研磨機 ビューラー社 シンプリメット1000 ビューラー社 フェニックスアルファ/ベクトル 平成17年度 日本自転車振興会補助事業 平成17年度 日本自転車振興会補助事業 (庄内試験場) (庄内試験場) 【主な用途・仕様】 【主な用途・仕様】 顕微鏡観察用試験片の研磨・琢磨の前工程とし 顕微鏡観察用試験片の琢磨・研磨を行う装置。 て、試料を樹脂に埋め込む装置。 研磨紙・研磨バフの交換が容易なため、様々な材 一連の行程(加熱・加圧→冷却)を自動で行う 料への対応が可能です。また、試料回転機を用い ことができます。 ることで、研磨圧力を制御しながら複数試料を同 時に研磨することもできます。 ・モールド径:φ 30, 40mm ・加熱温度:150 ℃, 180 ℃ ・加圧力:8 ∼ 30MPa (約 80 ∼ 300kgf/cm2) ・樹脂:フェノール樹脂 透明アクリル樹脂 等 ・研磨円盤:φ約 200mm 磁気固定式 ・研磨円盤回転数: 150rpm, 300rpm ・試料回転機: 個別・一括保持 (φ 30, 40mm) -7- お 知 ら せ ☆★☆★ 平成 18 年度技術者研修について ☆★☆★ ☆★☆★ ☆★☆★ ☆★☆★ ☆★☆★ 平成 18 年度の技術者研修では、ものづくりに密着した生産現場で役立つものとして、実習を中心に した下記の 11 課程 を予定していますので、関係各分野の方々のご参加をおすすめします。 ※研修内容、時間、定員につきましては、変更される場合がありますのでご了承ください。 課程名 概 要 主な対象分野 時間 定員 時期 研削加工技術 研削加工の基礎を学び、さらに外部講師から実例を 紹介してもらいながら、研削加工の動向を知る。 機械加工分野 12 時間 12 名 9月 切削・NC 加工技術 切削加工および NC 加工について、講義および実習 を通じて基礎的かつ実践的な技術の習得を図る。 機械加工分野 21 時間 12 名 7月 機械加工分野 12 時間 24 名 6月 機械加工分野 15 時間 12 名 金属材料分野 12 時間 12 名 11 月 電子部品の接合 解析技術 精密測定の講義および広く使用されているマイクロ メータや表面粗さの測定実習を行うことにより、精 密測定の基礎的な技術を習得する。 非球面加工を代表とする超精密加工について、光学 レンズの評価や加工センシング技術を含めて、基礎 から最新動向を講義と実習により習得する。 金属の特性について理解を深め、工業製品および機 械部品の設計・製造に必要となる金属材料の知識を 習得する。 断面研磨による電子製品のはんだ接合部の解析法を 習得する。 製造業全般 12 時間 12 名 10 月 清酒製造技術 各地区を代表する有力杜氏や技術者から技術解説、 今後の市場動向や酒質の変遷等を学ぶ。 酒造業全般 36 時間 30 名 精密測定技術 超精密加工技術 製品設計・製造に 役立つ金属材料学 ネットワーク構築 技術 電子機器・電子部 品の強度評価技術 (置賜試験場) 顕微鏡観察による 材料の品質管理 (庄内試験場) 品質管理 コンピュータネットワーク技術について、標準規格 や最新のネットワーク機器に関する基礎技術を学 ぶ。 精密万能材料試験機を中心とする活用法を含めた電 子機器、電子部品の強度評価技術を習得する。 機械、金属、電子分野を対象に、金属や電子部品な どの材料に関する品質管理手法について習得する。 品質管理の考え方と実践を具体的な事例を通して学 び、品質管理体制の構築の手法を習得する。 お問い合わせ先:財団法人山形県産業技術振興機構 11 月 ∼ 1月 8月 ∼ 10 月 6月 情報通信分野 12 時間 15 名 ∼ 7月 製造業全般 12 時間 12 名 製造業全般 12 時間 12 名 12 月 9月 ∼ 10 月 10 月 製造業全般 36 時間 40 名 研修課(TEL:023-647-3165 FAX:023-647-3139) ∼ 11 月 ホームページリニューアルのお知らせ 平成18年3月中旬より、山形県工業技術センターのホームページが新しくなります。 ご相談・お問い合わせ先の見やすい表示や、機器・設備等をよりわかりやすくご覧いただけるように なります。今後も順次改善して参りますので、益々ご利用頂きますよう宜しくお願い致します。 なお、リニューアルに伴いURLは以下のように変更になります。 新URL: http://www.yrit.pref.yamagata.jp 技術ニュース 編集・発行 No.38(2006.3) 平成18年3月 日発行 山形県工業技術センター 企画調整室 置賜試験場 TEL:0238(37)2424 FAX:0238(37)2426 〒990-2473 庄内試験場 TEL:0235(66)4227 山形市松栄2-2-1 TEL:023(644)3222 FAX:023(644)3228 http://www.yamagata-rit.go.jp/ -8- FAX:0235(66)4430
© Copyright 2026 Paperzz