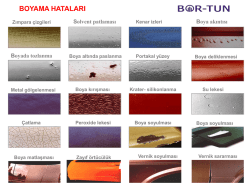
RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 1.HAFTA ÜST YÜZEY AMAÇLARI Üst yüzey işlemlerinin tanımı Ağaçtan hazırlanan eşyalar üzerinde yapılan boya, cila, vernik işlemlerinin tümüne Üst Yüzey İşlemleri adı verilir. Perdah gibi hazırlık çalışmaları da bu tanımlamaya girer. Oldukça geniş bir çalışma alanını kapsar. Ağaç işlerinin en çok değişen aralıksız yenileşen bölümlerinden birisidir. Üst yüzey işlemlerinin amaçları Ağaç Eşyayı Korumak: Ağaçtan hazırlanan eşya nemden, havanın bozucu etkilerinden, kimyasal etkilerden, vurma, sürtünme, aşınma gibi fiziksel etkilerden bozulur. Kirlenme de ağaç eşyanın ömrünü kısaltır. Mikroorganizma adı verilen çok küçük canlılar ve bazı böcekler de yaşamlarını sürdürmek için ağacı yıkımlarlar. Ağaç, ürün olarak bir milli değerdir. İşlenmesi ve eşya haline getirilmesi için gerekli işçilik de katılınca, yurt ekonomisindeki payı artar. Bunu korumak ve olabildiği kadar uzun süre yararlanılacak durumda kalmasını sağlamak gerekir. Ağaç eşyayı dış etkilerden korumak, açıklanan nedenlerden ötürü önem kazanır. Boya, cila, vernik gibi koruyucu ve güzelleştirici örtü gereçlerinin kullanılmasında amaçlardan biri de budur. Ağaç eşyayı güzelleştirmek: Her ağacın kendine özgü bir rengi vardır. <pigment> adı verilen boyar maddeler ağacın gözeneklerinde oluşur. Ağaca rengini veren boyar maddeler, yaşayan ağaçta, kabuk tarafın dan korunur. Yaşayan ağacın rengi havanın ve ışığın etkilerinden bozulmaz. Kesilen işlenen bu ağaçlar koruyucusunu kaybeder. Ağaçların rengi zamanla değişir, bazıları koyulaşır, bir kısmı da açılır. Üst yüzey işlemleri bu değişmeyi, bozulmayı az veya çok etkiler. Boya, cila, vernik gibi üst yüzey işlemleri, ağacın doğadan gelen güzelliğini, renk ve desenini belirli hale getirir. Güzelliği belirlenen ve canlanan görüntünün devamı olmasını sağlar. Dengesiz ve kusurlu renk hataları, boya işlemleri ile giderilebilir. Ucuz ağaçlardan ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR hazırlanan mobilyalar boyanarak değerleri artırılabilir. Aynı mobilyada kullanılan değişik cins ağaçların, kaplama ve masiflerin oluşturduğu karmaşıklığı giderebilir. Mobilya ve dekorasyonda çizgiler gibi renkler de mimariye bağlı olarak değişir. Bazen ağaçta doğal olmayan renklerle hazırlanmış mobilyalarda olur. Örtücü olmayan veya örtücü boyalarla mobilya ve iç mimaride beğenilen renk uyumları sağlanır. Üst yüzey atölyesinin genel yapısı İyi düzenlenmiş bir üst yüzey atölyesinde şu bölümler bulunur: Tezgah odası, Püskürtme odası, Enerji odası, Kurutma odası, Vernik zımparalama odası. İyi düzenlenmiş bir atölyede rahat çalışma akışı sağlanabilir. Verniklenecek veya boyanacak işlere uygun taşıma, aktarma ve iş arabalarını kullanma kolaylaşır ve iş akışı hızlanır. İşlerin bir yerde yığılması yüzünden olabilecek tıkanıklıklar önlenir. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Temizlik: Boya ve vernik atölyeleri tozsuz olmalıdır. Atölyenin sık sık temizlenmesi yanında, tozlanması ve kirlenmeyi önleyen koşullarında yerine getirilmesi gerekir. Örneğin duvarlar fayans kaplanabilir veya yağlı boya yapılabilir. Yerler mozaik olabilir. Yerler her akşam mutlaka süpürülmeli ve kuru havalarda ıslak paspas yapılmalıdır. Duvar ve yerlerdeki vernik birikintileri kazınmalıdır. Vernik birikintilerini kazımak için, pirinç veya ağaç ıspatula faydalanılmalıdır, demirden sakınılmalıdır. Beton ve mozaik üzerinde demirle çalışmak, kıvılcım çıkmasına sebep olur. Cila ve vernikleme atölyelerinde bulunan vernik buharlarının, hava ile belli oranlardaki karışımları yanıcıdır. Böyle bir ortamda kıvılcım çıkarmak tehlikelidir. Isıtma: Üst yüzey işlemlerinin kusursuz yapılabilmesi için, çalışan atölyenin sıcaklığı en az 18 o C olmalıdır. Vernik püskürtülen odanın sıcaklığı ise 25 – 35 o C arasında tutulmalıdır. En ucuz ısı kaynağı sobadır. Ancak bakamı; zordur. Çıkardığı duman ve kül temizliği engeller. Devamlı olarak aynı sıcaklığı da vermez. Özellikle vernik püskürtülen odalarda sobalı ısıtmak tehlikelidir. Eğer zorunlu ise soba altlığı kum ile doldurulmalı ve ıslak tutulmalıdır. Akşam temizliği dikkatli bir şekilde yapılmalı, soba boşaltılıp temizlenmeli ve yerler ıslatılmalıdır. Geliştirilmiş bir ısıtma yöntemi, atölyenin dışındaki bir düzenle ısıtılan havanın, vantilatör yardımı ile püskürtülmesidir. Sobadan daha temiz ve tehlikesiz olan sistemin bir sakıncası hava akımı yapması ve atölyedeki tozları devamlı hareket halinde tutmasıdır. En temiz ve güvenilir ısıtma yöntemi kaloriferlerdir. Kapalı ısıtma sistemi olan kaloriferler daha uygundur.. Havalandırma: Boya ve vernik atölyelerindeki havalandırma, hem çalışanların sağlığı hem de yapılan işin kusursuz olması yönünden önemlidir. Oksijen eksikliği, fazla sıcaklık, karbondioksit gazı, üst yüzey işlemlerinden çıkan buharlar, toz, duman vb. sebepler verimi düşürür. İşin kalitesini bozar. Havalandırma ile, kirli hava dışarı atılmalıdır. Fakat havanın sıcaklığı, nemi yeteri düzeyde tutulmalıdır. Üst yüzey işlemleri atölyelerinde çalışanlar için gerekli hava, kişi başına 15 m3 `tür. Havanın bağıl nem derecesi % 50 – 60 arasında değişebilir. Havalandırmayı ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR sağlayan, havanın hareketidir. Havalandırma hızı; 0.6 m/s ile 1 m/s arasında değişir. Yaz kış havalandırma hızı değişmemelidir. Fazla sıcaklık havalandırmayı hızlandırır. Aydınlanma: Atölyenin iyi aydınlanması lüks bir konu olmaktan çok ekonomik bir sorundur. En iyi aydınlanma gün ışığıdır. Bir atölyenin aydınlanma yüzeyi, ışık alan toplam alanın, taban alnının 1/5’ i kadar olmalıdır. Boya, vernik atölyelerinin düzenlenmesinde, ışık kaynağının yönü, çalışana göre karşıdan gelmelidir. Mat yüzey, parlak yüzeyden daha olumlu sonuç verir. Işığı daha çok yansıtır ve aydınlanmayı kuvvetlendirir. Işığı en iyi yansıtan gereçlerden biri beyaz badanadır. Yansıtma oranı %70 – 80’ dir. En az yansıtan renkler ise; koyu yeşil, kırmızı ve koyu kahverengidir. Koyu kahverenginin ışığı yansıtma oranı %15’ dir. Yardımcı araçlar: Masa ve Tezgahlar : Üst yüzey işlemleri atölyelerinde ki çalışma masaları ve tezgahları, elbise dolabı, masa tablası, büfe, lambri panosu iş parçalarını alabilecek büyüklükte olmalı üzerinin temiz kullanılabilmesi için kağıt veya kartonla kaplanmalıdır. Seri üretim yapan işyerlerinde, çalışmayı pekiştiren özel iş tezgahları ve masaları kullanılır. Bunlar, üzerinde çalışılan işin büyüklüğüne, biçimine ve yapılacak işlerin türüne göre hazırlanır. Reçete Defteri : Üst yüzey işlemleri atölyesinde tutulan ve unutulmaması gereken işlemlerin yazıldığı defterdir. Bu defterde en çok, boyaların hazırlanmasında kullanılan gereçlerin oranları, işlemlerdeki ayrıntılar yazılır. Reçete defterini tutan atölyelerde değişik zamanlarda, aynı renge boyanmış mobilyalar hazırlamak mümkün olur. Aşağıda reçete defterinin bir örneği verilmiştir. ÜST YÜZEY İŞLEMLERİ-1 2.HAFTA RAİF ÇUKUR BOYA VE VERNİK SÜRME ARAÇLARI A – Fırçalar Fırça, boya sürmede en çok kullanılan araçtır. Fırça ile vernik sürmede başarı, büyük ölçüde, bu amaca göre hazırlanmış vernik, yani fırça verniği kullanmaktır. Selülozik vernik yumuşak, yağlı vernik sert kıl fırça ile sürülür. Küçük işlere yağlı vernik sürmede de yumuşak vernik kullanılır. Uzun sürede bir kutuda dikine duran fırçanın kılları bükülür. Böyle bir fırçayla düzgün vernik sürülemez. Saklamada en uygun yöntem fırçayı asmaktır. Fırça, selülozik vernik sürmede kullanılıyorsa, saklama sıvısı olarak selülozik tinerden faydalanılır. Yağlı vernik sürülen fırça temizlenmeden kurursa reçineleşir. Fırça kıllarının yarısı ıslanacak şekilde verniğe daldırılır. Vernik ve boyalar fırçayla sürülecekleri zaman, kutularında yazılan açıklamaya uygun bir sıvıyla inceltilmelidir. Boya veya verniğe sürülen fırça, kutunun kenarına sürülerek sıvının fazlası alınır ve işe damlaması önlenir. Verniği fırça ile kusursuz sürmek kolay değildir. Bu konuda uzmanlaşmayı gerektirir ve zaman alıcıdır. Biraz da ilkel bir teknik gibi görülür. Aslında modası geçmiş değildir. Birçok üstünlükleri de vardır. En belirgin özelliği fireyi azaltmasıdır. Püskürtme tekniğine göre, atelyenin havasını çok daha az kirletir. Fırçayla çalışırken, vernik ve boya sıvısı ağacın gözeneklerine ve derinliklerine doğru itilir. Vernik ve boya ile ağacın bağlantısı üstün bir nitelik kazanır. Boyayı yuvarlak, verniği yatsı fırça ile sürmek daha olumlu sonuçlar verir. Kimyasal yönden duyarlı boyalarda, demir telli veya bandajlı fırça kullanmak hatalıdır. Baz veya asit etkili sıvılar bitkisel fırçalarla sürülmelidir. İdeal bir fırça şu özelliklere sahip olmalıdır; a-Sıvının yüzeye eşit yayılması için, fırça esnek olmalıdır. b- Fırçaların yumuşaklığı normal düzeyde olmalıdır. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 c- Yüzeyden kurtulan fırça, kıl uçlarının kendiliğinden toplanması gerekir. d- İyi fırçanın kılları dökülmez. (resim:4) de iyi ve kötü fırçaya örnek gösterilmiştir. Fırçaları işi bitince dikkatle yıkanmalı, kurutulmalı ve kılların düzgün kalması için temiz bir kağıtla sarılmalıdır. B – Doğal süngerler En iyi boya sürme gereci doğal iyi yıkanmış bir süngerde ve bütün son süngerdir. Bir deniz bitkisi olan sünger boyalar için bir süngerden faydalanmak kumsuz ve temiz olursa, boya sıvısını hatalı değildir. bolca alır ve yüzeye eşit dağıtır. Boya işleminden sonra süngerin bol ılık suyla iyice yıkanması gerekir. Dikkatle yıkanmayan süngerdeki boya artıkları, daha sonraki boyalarda, renk bozucu etkiler yapar. Aynı süngerle çeşitli boyalar sürülmesi doğru değildir. Örneğin bir süngerle anilin boya, ilk boya, son boya sürmek yanlıştır. Ayrı boya türleri için ayrı sünger kullanmalıdır. Fakat bütün ilk boyalarda C – Suni köpük kauçuklar Köpük kauçuk, sıvıyı çabuk alır ve çabuk verir. Bu sürme gereçlerinde istenmeyen bir özelliktir. Akıntı yapar. Bu nedenle köpük kauçuk dikkatle kullanılmalıdır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Her cins boya ve vernik türlerinde, suni kauçuklarla yüzeylere sürülmesi mümkün olmayabilir. Çünkü; selülozik özellikli boya veya verniklerin eritici ve incelticileri, suni kauçuğun kısa zamanda deforme olmasına neden olacaklardır. Sentetik özellikli boya ve verniklerde de kısa zamanda olmasa da belli bir çalışmadan sonra suni kauçuğun özellikleri değişmeye başlayacaktır. Özellikleri bozulan suni kauçukla yapılan boya veya vernik işlemleri de bozuk, dengesiz ve dalgalı olacaktır. Kimyasal boya ve vernikler, poliüretan esaslı boya veya verniklerin de suni köpük kauçuklarını uzun süreli kullanıldığında ve kısa sürede olsa ara verildiğinde vernik veya boyanın kurumasıyla kauçuk sertleşir, kullanılamaz duruma gelir. Kauçuğu çabuk bozan boya ve verniklerle ancak az yüzeylerde ve kısa sürede bitecek işlerde kullanılabilir. D – Merdaneler Fırçalara nazaran daha az akıntı yapar. Merdanelerde, boya ve verniği sürme kısmı yünden, kauçuktan veya pamuk türü gereçlerden yapılmaktadır. Boyanacak veya verniklenecek yüzeyler merdaneler sayesinde daha çabuk ve az masrafla halledilebilir. Merdaneler genellikle daha geniş yüzeylerde kullanılır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Geniş ve düzgün yüzeyli cisimlerin ve mobilya parçalarının boya ve verniklerinin sürülmesinde kullanılır. Geniş yüzeylere düzgün ve kolay bir şekilde boya ve verniklerin sürülmesinde silindirlerden merdanelerden faydalanılır. Bu amaçla kullanılmak için hazırlanan silindirlerin çevresine 3-4 mm. Kalınlığında kauçuk veya lastik yapıştırılır. Kauçuk veya lastik eritici ve inceltici sıvılardan etkilenmeyen üstün nitelikte bir malzemeden imal edilmelidir. Silindirler sap yardımıyla kullanılır. Merdaneler genellikle sentetik vernik ve boyların yüzeylere sürülmesiyle kullanılır. Çünkü bu boyalar geç kurur. Merdanelerin işi bitince iyice temizlenmeli, saplarından asılarak kurutulmalıdır. E – Ispatulalar Genellikle fırçayla sürülmeyecek kadar koyu kıvamda hazırlanan boyaların yüzeylere uygulanmasında kullanılır. Tek kat halinde yüzeye sürülecek özellikte hazırlanmış yağlı verniklerin yüzeye düzgün bir şekilde yayılmasında yararlanılır. 1-2 mm. Kalınlığında çelik veya plastikten düz veya dişli ağızlı olarak hazırlanılır. Çalışma sonunda vernik veya boya eriticisiyle iyice temizlenmelidir. Ağzı sert cisimlere çarpmayacak şekilde saklanmalıdır. Ispatulalar, ayrıca onarma yapılacak yerlerin macunlanmasında kullanılan el aletidir. Yağlı boya yapılacak doğrama ve kapılarında yüzeylerine boya öncesi macun veya astar boyanın sürülmesinde kullanılan en ideal boya sürme aletidir. F – Pistoleler Diğer adı, püskürtme tabancası da denir. Tabanca; boya ve vernik gibi sıvılar, küçük damlacıklar halinde parçalayıp püskürterek yüzeye sürülmelerini sağlar. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Basit bir püskürtme tabancası şu bölümlerden oluşur.: Tabanca gövdesi, vernik deposu, püskürtme ucu, sıvı iğnesi ayarlayıcısı hava ayar musluğu, püskürtme konisi ayarlayıcısı. Püskürtme tabancalarının dış görünüşleri, kullanma amacına göre şekillendirilmiştir. Üst depolu tabancalarda, püskürtülen sıvı kendi ağırlığı ile tabanca ağzına gelir. Alt depolu tabancalarda püskürtülecek sıvının hareketi, hava akımının emiş gücü ile sağlanır. Basit bir püskürtme tabancasının kesiti incelendiğinde, gövdesi boyunca iki kanal görülür. Kanalın birinden basınçlı hava, diğerinden püskürtülecek sıvı gelir. Basınçlı hava sıvıyı parçalar ve küçük damlacıklar haline getirir. Tabanca ucundan hava sıvı karışımı halinde fırlayan vernik ve benzeri sıvılar, hızla karşısındaki yüzeye yapışmış olur. Tabanca ucundan fışkıran sıvı-hava konisinin taban çapı 30 cm.’ ye kadar ayarlanmalıdır. Ayarda rol oynayan en önemli etken, verniklenecek parçanın büyüklüğüdür. Küçük işlerde ve dar yüzeylerde koni daraltılır. Bir tabancaya, değişik amaçlarla kullanılacak farklı uçlar takılabilir. Dekor işlerinde 0.3-0.8 mm. Delikli uçlar, normal işlerde 1.5-2.5 mm. Delikli uçlar, koyu vernik ve macunlarda 3-6.mm. delikli uçlar kullanılabilir. Resim 56 da bir püskürtme tabancasının kesiti ve püskürtme konisinin değişik biçimlerde düzenlenmesi gösterilmiştir. Geniş yüzeyler verniklenirken, çalışmaya yakın kenardan başlamalıdır. Selülozik vernik püskürtülürken bu kurala kesinlikle uyulmalıdır. Selülozik vernikler 3-4 atmosfer basınçla püskürtülür .Tabanca uç açıklığı 0.8 –1.5 mm kadar olabilir. Poliester verniklerde ve poliüretan vernik ve boyalarda basınç 1.5-2 atmosfer, tabana uç açıklığı basıncı 1.8-2 atmosferdir. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 3.HAFTA PERDAH VE ZIMPARALAMA PERDAH Vernik, boya, cila vb. gibi işlemlerin yapılacağı yüzeylere önceden yapılması gereken temizleme ve zımparalama işlemlerinin tümüne perdah işlemi denir. Perdahın amacı boya, vernik ve cila gibi yüzeye tatbik edilen, parlatma ve koruma amaçlı işlemlere ön hazırlık yapmaktır.Bu ön hazırlık, yüzeyi temizlemek ve yüzeyi düzeltmek şeklinde yapılır.Amaç, yüzeye tatbik edilecek üst yüzey gereçlerinin eşit ve hatasız yayılmasını sağlamaktadır. Perdah işlemleri kaba rendeleme, rendeleme, perdah rendelemesi, yüzeyin sistirelenmesi ve zımparalanması şeklindeki işlem basamakları ile yapılır. Perdahın işlem sırasındaki temel ilke, kaba talaştan ince talaşa doğru, gittikçe düzelen bir yüzeyi adım adım elde etmektir. Perdah aşamaları Kaplamalı işlerde perdah işlemlerine yüzeylerdeki, kaplamaların alıştırılmasında kullanılan bantların çıkarılması ile başlanır. Bantlar presten sonra özenle çıkartılmalıdır. Bantların kolay temizlenebilmesi için bant seçimi yapılırken ince olan tipleri tercih edilmelidir. Bantların çıkarılma işleminden sora zımpara işlemi yapılarak perdah işlemi tamamlanır. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Yüzeyin vernik miktarına etkisi Perdahta işlem sırası aşağıdaki gibidir: Sistireleme (kazıma) Kaba zımparalama (60-80-100 numaralı zımpara) Dolgu macunu ile onarma Kaba zımparalama (100-120-150 numaralı zımpara) Nemlendirme (lifleri kabartma) İnce zımparalama (180-220-240-280-320 numaralı zımpara) SİSTİRELEME Yüzeylerin sistire ile düzeltilmesine sistireleme işlemi denir. Yüzeyin düzgünlüğü, perdah rendesinin ve makine dalgalarının giderilmesi, sistire denen kazıma aleti ile yapılır. Bu alet ağaç işlerinde kullanılan el aletlerinin en basit olanıdır. Sistire ile çalışmak ve sistireyi bilebilmek ustalık gerektirir. Düz ve eğmeçli sistireler SİSTİRELERİN ÖZELLİKLERİ Sistire, kaliteli çelikten yapılmış 08-1,2 mm kalınlığında, 8x15 cm boyutlarındaki dikdörtgen levhalardır. Paslanmaz olması aranan özelliktir. Çok sert ya da çok yumuşak olmamalıdır.Köşeleri 90 , kenarları çok düzgün olmalıdır. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Kollu sistirelerde kullanım rahatlığı vardır.Ayrıca kordonlu ve eğmeçli işler için eğmece ya da kordona uygun biçimlendirilmiş özel sistire kullanmak gerekir. SİSTİRELERİN BİLEMESİ Sistireler, çelik sertliğinde biraz daha fazla düzlem kenarlarına 90 lik açıyla eğelendikten sonra eğe izleri tamamen taşına, yine 90 dik konumda sürülmelidir. Pürüzsüz bir masatla kusurlu bilendiğinde ve iyi masat çekilmediğinde, yüzey üzerinde çizikler bırakır. Sistre bileme şekli eğelerle sistirenin uzun kayboluncaya kadar yağ kılağı verilmelidir.Sistire, kaba bir kazıma yapar ve RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 SİSTİRELEMEDE DİKKAT EDİLECEK KURALLAR Sistire yapılacak yüzeylerin elyaf yönünde çalışılması gerekir. Karmaşık desenli kaplamalarda çalışma yönü, en iyi şekilde parlaklık veren yöndür. Kök kaplama ve kuşgözü kaplamalarda sistire ile çalışmaz. Sistirelemede önemli kurallardan biri de iğne yapraklı yumuşak ahşapların sistire ile kazınmamasıdır. Yumuşak özellikteki ahşap sistire yapmadan, doğrudan zımparalanarak düzeltilir. KABA ZIMPARALAMA Mobilya üretiminde makine kesicilerinin, rende ve sistirenin yaptığı kaçınılmaz bozuklukları gidermek, yüzeyi yağ, leke gibi maddelerden arındırmak için kullanılan kesici aşındırıcı gereçlere zımpara denir. Zımparalar üzerindeki numarasına, biçimine (piyasada bulunuş şekline göre) ve taşıyıcı gerecine göre adlandırılır ve piyasada bulunurlar. Zımparalar ve kullanıldıkları yerler ÜST YÜZEY İŞLEMLERİ-1 Taşıyıcı gerecine göre zımparalar: Kâğıt zımparalar Kâğıt-bez karışımı zımparalar Sentetik iplikli zımparalar RAİF ÇUKUR Bez zımparalar Piyasada bulunuş şekline göre zımparalar: 50 metrelik şerit zımparalar 23x28 cm’lik tabaka zımparalar Dairesel tabaka zımparalar Top (Rulo) zımparalar Mop zımparalar Palet zımparalar Sünger zımparalar Keçe zımparalar Numarasına göre zımparalar: 8, 16, 20, 24, 30, 36, 40, 50, 60, 80, 100, 120, 150, 180, 220, 240, 280, 320,360, 400, 500, 600, 800, 1200 numaralı zımparalar Kalın zımparalar, kaba zımparalamalarda ve daha bozuk yüzeylerde; ince zımparalar, hassas zımparalamalarda ve daha az bozuk yüzeylerde kullanılır. Çok ince zımparalar,vernikli ve boyalı yüzeylerin zımparalanmasında ve metal yüzeylerde kullanılırlar. Kaba zımparalamanın amacı rende ve sitrenin yaptığı kaçınılmaz bozukluklukları gidermektir. Yüzeydeki son girinti ve çıkıntılar ancak zımpara ile giderilebilir. Zımparalama ağacın elyaf yönüne paralel yapılmalıdır. Kaba zımparalama, perdah rendesi ve sistire izleri, tutkal, yağ vb. lekeler kaybolana kadar yapılmalıdır. Kaba zımparalamanın gereğinden fazla yapılması daha pürüzsüz bir yüzey elde etmeyi sağlamaz. Sadece işgücü kaybına ve malzemenin zayıflamasına sebebiyet verir. Olabilecek en pürüzsüz yüzey ancak en son yapılan ince zımparalama ile sağlabilir. DOLGU MACUNU İLE ONARMA İlk kaba zımparalama bittikten sonra yüzeyde var olan veya zımparalama sonrası net olarak açığa çıkan birleşme yerlerindeki ve ağaç yüzeyindeki derin oyuklar, çatlaklar, hatalar, onarma macunları ile doldurularak kapatılır. Dolgu macunu ile yüzey doldurulurken zımparalanan ağacın tozlarından elde edilen macun ya da aynı ağaç renginde piyasada satılan hazır dolgu macunları kullanılmalıdır. Farklı ağaç tozundan yapılmış veya farklı renkte satın alınmış dolgu macunları yüzeyde renk değişiklikleri yapar. Hazır alınan dolgu macunlarında ağacın rengini tam olarak tutturmak zordur. Eğer böyle bir sorunla karşılaşılırsa zımpara aşamasında elde edilen ağacın kendi tozlarından dolgu macunu hazırlamak en doğru olanıdır. Zımpara tozları, tutkal ya da vernik ile karıştırılarak iki şekilde dolgu macunu hazırlanabilir. Tutkal ile hazırlanana tutkal macunu, vernik ile hazırlanana vernik macunu denir. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 NEMLENDİRME İkinci kere kaba zımparalaması yapılan parçanın, perdahının tam ve eksiksiz yapılması için ince zımparalama yapmadan ahşap yüzey nemlendirilir. Islatma da denilen bu işlemde amaç yumuşak ilkbahar halkalarının sistire ve kaba zımparalama esnasında oluşan baskıdan dolayı ezilen liflerini tekrar kabartmaktır. Nemlendirme işleminde yüzeyin ıslatılması abartılmamalı, ağaç yüzeyler ılık suyla ıslatılmış ve suyu sıkılarak nemlendirilmiş bir bezle silinerek kabartılmalıdır. Kabartma işlemi için ağacın durumuna göre birkaç dakika bekledikten sonra son zımparalama olan ince zımparalamaya geçilir. Zımparalama işlemi için uzun süre beklenirse ağaç oda sıcaklığından etkilenerek kurumaya başlayacak ve bünyesindeki nemi atarak tekrar eski formuna dönecektir. Nemlendirme işlemi için lekesiz, boya vermeyen temiz bir bez kullanılmalıdır. İNCE ZIMPARALAMA Nemlendirilerek lifleri kabartılan tekne, sap ve kapak yüzeyleri son kez zımparalanır. Perdah işleminin de son basamağı olan bu aşama ince zımparalamadır. İnce zımparalamadaki amaç yüzeyde oluşan kalın zımpara izlerini ve onun alamadığı hassas yüzeyleri aşındırarak temizlemek ve düzeltmektir. İnce zımparalama için 180, 220, 240, 280, 320 numara zımparalar kullanılabilir. Daha iyi bir yüzey kalitesi elde edebilmek için 180 veya 220 ile başlanılan ince zımparalama işlemine, 240 veya 280, 320 numara zımpara ile devam edilebilir. Zımpara tanecikleri küçüldükçe yüzey kalitesi artacaktır. Uygulama videosu ÜST YÜZEY İŞLEMLERİ-1 4.HAFTA RAİF ÇUKUR ASİTLERLE RENK AÇMA Asit sulu çözeltilerinin tadı ekşi olan, bazı indikatörlerin (belirteçlerin) rengini değiştiren (mesela mavi turnusolu kırmızılaştıran) maddelerin ortak adıdır. Özellikleri Ağaç işleri endüstrisinde asitler ağaç malzemeye üst yüzey işlemleri yapılmadan önce veya yapıldıktan sonra renk açmada kullanılır. Asitler çok önemli renk açıcı özelliğe sahiptir. Renk açma ağaçta bir, (genellikle) iki çözeltinin uygulanmasıyla yapılır. İki çözelti birbiriyle karıştırılarak uygulandığı gibi biri diğerinin ardından da uygulanabilir. Asit etkili kimyasallar, renk açıcı, ağartıcı koyulaşmayı gideren veya azaltan özelliklere sahiptir. Renk açma işleminde kullanılacak asitler uçucu olmalıdır. Yüzeye uygulanan asitler suyun buharlaşması sonucunda hücre boşlukları ve gözeneklerde kristalleşmeler oluşturur. Uygulama şekilleri Doğada yetişen ağaç odunlarının renkleri birbirinden farklıdır. Hatta aynı ağaç türüne ait malzemelerinde farklı bölümlerinde renk farkı vardır. Tomruk hâlinde kesilmiş ağaçların uzun süre açık havada bekletilmesi sonucu doğal rengin koyulaştığı görülür. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Mobilya üretiminde iş parçalarında farklı renklerin bir arada kullanılması mobilya estetiğine uygun değildir. Renk farklılığının giderilmesi ve önceden kesilmiş ağacın doğal rengini tekrar bulması için renk açma işlemine gerek duyulmuştur. Renk açma, bir veya iki çözeltinin uygulanmasıyla ağaç malzeme yüzeyinin rengini koyu hâlden daha açık hâle getirmektir. Gerekli kalınmadığı sürece renk açma işlemi ağaç malzemede genellikle tavsiye edilmez. Çünkü rengi açılan ağaç doğal güzelliğinden çok şey kaybeder. Oksalik asit (COOH2) ile renk açma Karışım 1 litre sıcak su veya alkole 30–50 g oksalik asit eritilerek hazırlanır. Arzu edilen ağartma yapılıncaya kadar yüzeye bitkisel fırça ile uygulanır. Genellikle yüzeye 80– 100 g/m2 olacak Şekilde sürülür. Oluşacak asit kristalleşmelerini temizlenmesi için asetik asit eriyiği ile nötrleştirilir, kurutulur ve zımparalandıktan sonra vernikleme işlemine geçilir. En iyi sonucu meşe ağacında verir. Hidroklorik asit (HCl) ile renk açma Hidroklorik asitle renk açma işleminde 1 bölüm asite 10 bölüm su karıştırılarak kullanılır. Renk açma sıvısı hazırlanırken asidin su ile ani reaksiyona girmesi tehlikeli olacağından önce su bir kaba boşaltılır. Daha sonra asit ince bir iplik şeklinde dökülerek hazırlanmalıdır. Rengi açılacak yüzeye bitkisel bir fırça yardımıyla uygulanır. Uçucu olmasına rağmen yine de bir miktar asit kırıntıları kalır. Renk açma işleminden sonra yüzey ılık su ile iyice yıkanmalıdır. Uygulanan yüzey kuruması için 24 saat bekletilir ve hafif zımparalamadan sonra vernikleme içlemine geçilir. Sodyum bisülfit (NaHSO3) ile renk açma Çözelti, 1 litre kaynamış suda 50 g sodyum bisülfit eritilerek hazır hâle getirilir. Renk açma uygulaması eriyik sıcakken ve oksalik asitteki uygulama gibi yapılır. Asetik asit (CH3COOH) ile renk açma Asetik asit ağaç yüzeylerde renk açma işleminde kullanılan bir diğer asit çeşidi olup genellikle diğer renk açma gereçlerinin ağaç yüzeyde bıraktığı asit kırıntılarını nötrleştirmede kullanılır. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Olumsuzlukları şana zarar verebilir. şenlerine zarar vererek parlaklığını yitirmesine neden olur. çeşit ağaç türlerinde kullanılamaz. şılması gerekir. hafif zımpara yapılır. şitleri uygulanan yüzeyde istenmeyen lekelere sebep olabilir. ÜST YÜZEY İŞLEMLERİ-1 5.HAFTA RAİF ÇUKUR AMONYAKLA RENK AÇMA Amonyak renksiz, bazik özellikte olup çok keskin kokulu ve havadan hafif bir gazdır. Doğada doğal olarak da bulunabildiği gibi genellikle imalat sanayisinde sentetik olarak üretilmektedir. Özellikleri Amonyak moleküler, yapısı piramit şeklinde olan polar bir moleküldür. Piyasada satılan amonyaklar genellikle % 25 – 28 oranında suda eritilmiş hâlde bulunur. Sudaki eriyiğinin kimyasal adı amonyum hidroksittir. Sıvı amonyak su gibi çözücü özelliğe sahiptir. Ağaç işleri endüstrisinde amonyak ağaç malzemeye üst yüzey işlemleri yapılmadan önce veya yapıldıktan sonra renk açmada kullanılır. iki çözelti birbiriyle karıştırılarak uygulandığı gibi biri diğerinin ardından da uygulanabilir. Ayrıca asit lekelerinin giderilmesinde, metallerin parlatılmasında ve yağlı eşyaların temizlenmesinde de kullanılır. Çok keskin kokulu olduğundan solunum organlarının tahriş olmasına neden olur. Bu nedenle amonyakla çalışanların pamuklu maske ile çalışmasında yarar vardır. Çok iyi kapatılmış şişelerde ve serin yerlerde saklanır. Uygulama şekilleri Amonyakla renk açma işlemi diğer kimyasallarla renk açma işlemine göre daha ucuzdur. Yüzeyde artık bırakmadığı için de başka bir işlem gerektirmeden vernikleme işlemine geçilebilir. Atölye ve laboratuvar deneylerine göre belirtilen oranlarda karıştırılmalıdır. Oksijen çıkışının hızlandırılması için amonyağın fazla miktarda konulması renk açma işlemini azaltır. Fazla amonyağın bir diğer etkisi de ağacın türüne göre, yeşil ve kahverengi lekelerin oluşmasıdır. Amonyakla renk açma Amonyakla renk açma işlemi daha önce de belirttiğimiz gibi iki çözeltili şekilde uygulanır. Uygulama şekli 0,5 litre amonyak 1litre su ile karıştırılır. Rengi açılacak olan yüzeye sürülerek biraz beklenir. Daha sonra % 30’luk perhidrolle işleme devam edilir. Bu işlem renk açma sıvısının ağaca derinlemesine işlemesinde çok etkilidir. Kimyasal artık bırakmayan en uygun ayrıştırıcı amonyaktır. Nötürleşme olmaz, temizlemek için gerekirse hafif bir zımpara yapılır. Ayrıca bu tür renk açma işleminde en uygun sonuç, genellikle akçaağaç, kayın, Dişbudak, ceviz, huş, kiraz ve çınar gibi açık renk ağaç malzemelerde elde edilir. Olumsuzlukları şma esnasında cildi ve elbiseleri korumak gerekir, insan sağlığı için çok tehlikeli maddelerdir, çalışana zarar verebilir. şında metal kaplarda karışım yapılmamalıdır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Asit ve Amonyakla Renk Açmada Kullanılan Araç ve Gereçler Eldivenler Asit ve amonyak cilde çok ciddi yaralar açabildiğinden kesinlikle eldiven takılmalıdır. Eldivenler eli veya elin herhangi bir yerini tehlikelere karşı koruyan kişisel koruyucu bir donanım olduğunu unutmayınız. Fırçalar, süngerler ve yapay kauçuklu süngerler Asit ve amonyakla renk açma işleminde sürme gereçleri olarak kauçuklu sünger, fırça veya bez kullanılmaktadır. Sürme gereçleri arasında en çok tercih edileni fırça diyebiliriz. En iyi sürme gereci doğal olarak bulunan deniz süngerleridir. Temiz ve kumsuz bir doğal sünger sıvıyı bolca alır ve yüzeye eşit şekilde bırakır. Pahalı ve piyasada zor bulunduğundan fazla tercih edilmez. Silindirli boya sürme makineleri Fabrikasyon üretimlerde renk açma işlemlerinde zamandan ve işçilikten kazanmak için kullanılan en verimli araçlardandır. Geniş yüzeylere düzgün ve kolay bir şekilde sıvının ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR sürülmesinde silindirli merdanelerden faydalanılır. Ayrıca renk açma işleminde kullanılan karışımın yüzeye eşit dağılmasını sağlayan bir makinedir. Gözlükler Gözlükler, amonyak ve perhidrol karışımından doğabilecek zararları önleyen en önemli gereçlerdendir. Göze doğru sıçrayan karışım göz için çok tehlikelidir. İŞ Elbiseleri Perhidrolün kuvvetli etkisinden dolayı insan vücudunu korumanın yanında çalışanın elbisesini de koruması gerekir. Bu nedenle kimyasal içerikli işlerin yapımında da insan sağlığı açısından koruyucu iş elbiseleri giyilmesi mutlaka gerekmektedir. Maskeler Özellikle solunum sisteminde tahribata neden olan perhidrol renk açma işleminde maske kullanımını zorunlu kılmıştır. Karıştırma kapları (cam, porselen veya plastik kaplar) Karışımların hazırlandığı kaplar kimyasal etkilere karşı duyarlı olmamalıdır. Metal içerikli karıştırma kapları kimyasal tepkimeye girebileceklerinden ağaç yüzeyinde renk bozukluklarına sebep olur. Bu nedenle kimyasal içerikli karışımların hazırlanmasında genellikle cam, porselen, seramik, bazen de kaliteli plastik kaplardan yararlanılır. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 6.HAFTA AHŞAP KORUYUCU MADDELER İLE RENKLENDİRME YAPMA 1. Boyalar Renk vermek veya dış etkilerden korumak için eşyanın üzerine sürülen veya içine katılan renkli veya renksiz maddeye boya denir. Boya uygulandığı yüzeyleri güzelleştiren ve o yüzeyler üzerinde koruyucu tabaka meydana getiren dekoratif bir malzemedir. Boyanın değişik tekniklerle yüzeylere uygulanmasına boyama çalışması yapmak, işlemi yapana da boyacı denir. 2. Çeşitleri Piyasada çok değişik yapı ve özellikte boyalar mevcuttur ve hepsinin yapısı, özellikleri ve kullanıldığı yerler farklılıklar gösterir. Ancak ahbap yüzeylerin boyanmasında kullanılan boyaları iki ana grupta incelemek mümkündür. Örtücü boyalar: Bu tür boyalar ağacın renk ve dokusunu örten ve değiştiren boyalardır. Bu tür boyalarla boyanan ağacın doğal yapısı görünmez ancak hem havanın bozucu etkilerinden korunmuş hem de beğenilen bir renge boyanmış olur. Firmalar rekabet ortamında sürekli araştırma yapmakta ve farklı tür ve özellikte boyalar geliştirmektedir. Örtücü boyalarla yapılan ahşap boyama işlemleri lake boya diye adlandırılır. Lake boya örnekleri Lake boyalı mobilya örnekleri RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Lake boyalı elbise dolabı Örtücü olmayan boyalar: Yine farklı firmaların farklı isim ve özellikte piyasaya sürtükleri bu boyalar ağacı boyayan ancak desen ve dokusunu örtmeyen boyalardır. Bu boyalar ağacın rengini değiştirir ancak özışın, damar gibi yapısal özellikleri görülür. Örtücü olmayan boyalı iş parçası ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Örtücü olmayan boyalı bir konsol Boyalar imal edilirken kullanılan reçine türlerine göre şöyle de isimlendirilir: Boyaların üretiminde kullanılan bağlayıcı (reçine, yağ vs.), pigment (renklendirici), kimyasal katkı malzemeleri (kurutucular), solventler (çözücü ve incelticiler) oranları değişik Şekillerde formüle edilerek astar, yarı mat ve parlak boya çeşitleri elde edilir ve piyasaya sürülür. Özellikleri Boyalarda aranan ve olması gereken temel özellikler şunlardır: Mobilyaları korumak Ağaç malzemeden hazırlanan eşya nemden, havanın bozucu etkilerinden, kimyasal etkilerden, vurma, sürtünme, aşınma gibi fiziksel etkilerden bozulur. Bazı mikroorganizmalar da yaşamlarını sürdürmek için ağaca zarar verir. Boya, cila ve vernik gibi koruyucuların kullanılmasındaki amaç, ağacı yıpratan ve bozan etkilere karşı ağaç malzemeyi korumaktır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Mobilyalara estetik bir görünüm kazandırmak Ağaç malzemelere rengini veren boyar maddeler, yaşayan ağaçta kabuk tarafından korunur. Kesilen ve işlenen ağaç malzemeler bu koruyucusunu kaybeder. Ağaç malzemenin rengi zamanla açılır veya koyulaşır. Boya, cila ve vernik gibi üst yüzey işlemleri, ağaç malzemenin doğadan gelen güzelliğini, renk ve desenini belirli hâle getirir. Bu görüntünün devamlı olmasını sağlar. Mobilyaların değerini artırmak Ucuz ağaçlardan hazırlanan mobilyaların değeri boyanarak arttırılabilir. Aynı türdeki mobilyalara, farklı üst yüzey işlemleri uygulanarak çeşitleri artırılabilir. Havanın bozucu etkilerine dayanıklılık Hiçbir boya ve vernik havanın bozucu etkilerine karşı dayanıklı değildir. Mutlaka bu etkiler karşısında boya yıpranır ve solar. Kullanılan boyada önemli olan boyanın mümkün olduğunca uzun süre dayanmasıdır. Ağacın derinliğine girme özelliği Yüzeyde kalan boyalar çabuk aşınacağı için boyanın ağacın gözeler arasındaki boşluklardan ağacın derinliklerine inebilecek nitelikte olması gerekir. Ağaç boyalarının etki derinliği 0,1-0,5 mm arasında değişir. Bu derinlik dayanıklı bir boyama için yeterlidir. Boya molekülleri ne kadar küçükse boya sıvısı o kadar ağacın derinliğine işler. Yüzeyde dengeli dağılma özelliği Değişik boyama teknikleri ile boyanan ağaç malzemesinde boya her yerde aynı renklendirme yapamayabilir. Bu nedenle yapılacak işlerde kusursuz ağaç ve yüzeyi dengeli bir Şekilde kapatabilen boyalar kullanılmalıdır. Sıvıda iyi erime özelliği Boyalar sıvıda iyi eridiği oranda ağaç malzemenin derinliğine girebilir. iyi erimeyen boya, tanecikler hâlinde ağaç yüzeyinde kalır. Kullanıldığı Yerler İnsanoğlu sürekli bir arayış içerisindedir. Piyasada hep aynı tür ve renkte eşyalar bulunursa insanlar seçmekte zorluk çeker veya aynı şeyleri sürekli görmek bıkkınlık getirir. Bu nedenle farklı şeyler piyasaya sürmek hem üretici için farklı ürünler ortaya çıkarmak imkânını yaratır hem de tüketici beğenisine farklı şeyler sunulur. Farklı ürün ortaya çıkarmak farklı ürün, farklı model, farklı malzemelerle yaratılabildiği gibi boyalarla da çok farklı renklerde ürün piyasaya çıkarmak mümkündür. Böylece daha çok değişik ürünler piyasaya çıkarılarak rekabet ortamında daha çok Müşteri çekmek anlamına gelir. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Boyalar genel olarak inşaat sektöründe duvar, ahşap, beyaz eşyaların boyanmasında, otomotiv sektöründe ve metal yüzeylerin boyanmasında dekoratif amaçlı kullanılır. Özellikle örtücü boyalar nemli ve ıslak zeminlerde koruyucu özelliğinden dolayı kullanılır. Örneğin konutlarda mutfak ve banyo dolaplarının korunmasında, özellikle dış pencere ve kapılarda kullanılır. Depolanması Tanıtılması Boyalar ve incelticiler kimyasal bileşiklerle oluşturulmuş yanıcı ve parlayıcı gereçlerdir. Bu nedenle bu tür sıvıların depolandığı yerler dikkatlice seçilmelidir. Havalandırılmasına dikkat edilmeli ve yangına karşı gerekli önlemler alınmalıdır. Depoların özellikleri Bu depolar atölyenin diğer birimlerinden uzak, serin bir yerde olmalıdır. Depoların yakınında yangın söndürme cihazları bulundurulmalıdır. Otomatik yangın algılama ve söndürme sistemleri ile donatılmış olmaları büyük önem taşır. Boyaların stoklandığı raflardan deprem vb. gibi nedenlerle düşmemeleri için gerekli önlemlerin alınması gerekir. Depoların sorumlular haricinde kullanılmasına izin verilmemelidir. Depoların ısısı 5 ile 18 0C olmalıdır. Depolara kesinlikle ateşle yaklaşılmamalıdır. Depolarda havalandırma düzenli olarak yapılmalıdır. Depolardaki boyaların ve incelticilerin ağızları sürekli olarak kapalı tutulmalıdır. Depoda aynı tür boyalar ve incelticiler ayrı ayrı düzenlenmelidir. Mümkün mertebe ısı ve ışık kaynaklarından uzak olmalıdır. Mümkünse çıkabilecek bir yangında zararın az olabilmesi için diğer binalardan uzak olmalıdır. Ambalajlama Boyalar 1/2, 1, 3, 5, 20 litre olarak piyasaya sürülür. Metal kovalara doldurulur. Kapakları her kullanımdan sonra tekrar kapatılabilir olarak yapılır. Boyaların büyük çoğunluğunun 1 yıl içinde kullanılması gerekir. Pigmentli boya kapları, her ay veya iki ayda bir sert bir çökeltme yapmalarını önlemek için alt üst edilmelidir. Boya kutularının üzerindeki uyarılara dikkat edilmelidir. ÜST YÜZEY İŞLEMLERİ-1 7.HAFTA RAİF ÇUKUR AĞAÇ BOYALARI Boya Türleri 1. Selülozik Boyalar Selülozik boyanın selülozik astar boyadan farkı, içerisinde bol miktarda örtücü nitelikte renk ve dolgu gerecinin (pigment) olmasıdır. Renk sayısı yönünden zengindir. Selülozik boya parlak katman verir. Katman yapma oranı %20-35 olup bir litresi ile 6-8 m² yüzey boyanabilir. Kuruması için 20 ºC sıcaklıkta 20 dakika beklenir. İki saatte zımparalanma sertliğine ulaşır. Kimyasal etkilere dayanımı 10-20 saat kurutulduktan sonra başlar. Boyayı inceltmek için selülozik tiner kullanılır. Boya işini profesyonelce yapan kişilerin kullandığı boya türleri bu gruba girer. Boyanın uygulanması özel bilgi ve beceri gerektirir. Kuruma süresinin kısa oluşu tercih nedenidir. Ancak kısa sürede kurumalarının olumsuz bir yönü vardır. Fırça ile tatbik edilmeleri mümkün değildir. Bu nedenle boya tabancası denilen sistemlerden yararlanılarak kullanılmaları gerekir. Selülozik boyalar; akrilik esaslı, parlak ve poliş pasta ile parlatılanlar olmak üzere üç grup altında toplanırlar. Akrilik esaslı olanlar poliş pasta ve cila gerektirmez. Bu türde olanların üzerine vernik uygulanır. Diğer türde olanlar ise poliş pasta ve cila ile parlatılmalıdır. Modelleri boyamanın sağlayacağı faydalar • Dökümden çıkacak parçaların yüzeylerinin mümkün olduğu kadar pürüzsüz ve düzgün olması istenir. Bu düzgünlük model yüzeylerinin iyi macun ve zımparadan sonra kusursuz bir şekilde boyanması ile mümkündür. • Ayrıca modellerin boyanması, kum kalıplardan daha kolay çıkmalarını da sağlar. • Model üzerine atılan boya, modeli dış etkenlerden koruyarak ölçü ve şekil değişikliğini önler. • Modelleri boyamak, modellerin uzun süre saklanmasında da faydalıdır. 2. Sentetik Boyalar En fazla kullanılan boyalardan biridir. Her işe elverişli olup doğa tesirlerine karşı diğer boyalara göre daha dayanıklıdır. Diğer bir farkı ise iyi kapatıcı ve düzgün bir yüzey meydana getirmesidir. Sentetik boyalar normal bir sıcaklıkta 24 saatte kemik gibi sertleşirler. Sentetik: Tabii bir madde değil; o maddenin yerine yapılan suni bir maddedir. Örneğin; tabii reçine, sentetik reçine; tabii boya, sentetik boya gibi. Sentetik maddeler daima tabii maddelere göre daha ucuzdur. Sentetik boyalar, fırça ile model ve maça sandıklarının üzerine sürülür. Fırça ile çalışmalarda bazı hususlara dikkat edilir. Boyama işlemi bittikten sonra boya kutusunun kapağı iyice kapatılmalıdır. Sentetik boyaların incelticisi sentetik tinerlerdir. Sentetik boyalarla büyük yüzeylerin boyanmasında pistole kullanılırsa daha kaliteli boyama işlemi yapılır. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 3. Astar Boyalar Astar boyada aranan özellikler şu şekilde sıralanabilir: • Boyanacak yüzeye iyi bir yapışma sağlaması. • Önemsiz çizgileri kapatarak yüzeyin pürüzlerini gidermesi. • Üzerine atılacak son kat boyaya parlaklık verecek yüzeyi hazırlaması. • Kolay zımpara yapılabilir olması. • Oksitlenmeyi önleyici özelliklere sahip olması. Rulo ile boyama 3.1. Antipas Boyalar Genellikle oksitlenmeye karşı metal yüzeylerde son kat boyama işleminden önce kullanılan yüksek vasıflı boyalardır. Her türlü boyama aracı ile tatbik edilebilmesi, yüzeye çok çabuk ve iyi şekilde yapışması tercih edilme sebeplerindendir. Piyasada birçok firmanın değişik adlarla tüketiciye sunduğu antipas boyalar; kırmızı, yeşil ve gri renklerin yanında sipariş üzerine değişik renklerde de bulunabilir. 3.2. Fırın Astarları Fırın boya atılacak gereçlerde kullanılır. Fırın boyaların yaklaşık 120 ºC’de kurutuldukları düşünülecek olursa bu tür astarların bu ısı altında son kat boyaya sert bir zemin azırlaması istenir. 3.3. Selülozik ve Sentetik Astarlar Son kat boyanın bileşimine uygun vasıftaki astarlardır. Seçim son kat boyanın bileşimine ve rengine göre yapılır. Yani son kat boya selülozik boya ise astar boya da selülozik olmalıdır. Renk seçimi de son kat boyanın renginin açık tonları olabilir. 3.4. Çinko Esaslı Astarlar Bünyesinde çinko bulunan astarlardır. Yüksek korozyon dayanımı istenen metal yüzeylerin son kat boyadan önce kaplanmasında kullanılır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR 4. Subazlı Boyalar Sıvılarda eriyen asit etkili renklendiricilerdendir. Renk pigmentleri anilin esaslıdır. Bazı türleri alkolde de erimektedir. Anilin esaslı renk pigmentlerinin, suda veya alkolde eritilen eriyikleri plastik bidonlarda piyasaya sürülmektedir. Bazı pigmentlerin suda ve alkolde eriyenleri karıştırılarak daha üstün özellikte renklendirme eriyiği hazırlanabilmektedir. Avantajları • Ucuzdur. • Nüfuz derinliğinin iyidir. • Yüzeye dengeli dağılır. • Güneşin soldurucu etkilerine dayanıklıdır. Dezavantajları • Suda eritildiği için ağaç malzemenin liflerini kabartır. • Geç kurur. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 8.HAFTA AĞAÇ BOYALARININ UYGULANMASI Boya Uygulaması Yapmak 1. Astar boya uygulaması yapmak Astar boya yapımı için öncelikle boya firmasının önerdiği karışım oranlarını kullanmanız gerekir. Boyamaya geçmeden önce üst yüzey işlemleri atölyesi veya boyama yapacağınız mekânın tozdan arındırılması gerekir. Eğer ayrı bir boya atölyesi yoksa atölyenizin bir bölüm (özellikle dışarıya penceresi olan ve diğer makine ve aletlerden uzak olan bölüm) geçici olarak etrafı naylonlarla çevrilip kullanılabilir. Bu alan süpürülüp ve zemini de sulanarak tozdan arındırılmalıdır. Mobilya boyama kabini Atölye temizliğinden sonra iş parçaları üst yüzey işlemleri atölyesine getirilmeden önce yüzeyindeki tüm tozdan, yağ ve pas lekelerinden temizlenmelidir. İş parçası üzerine astar boya atmadan önce iĢ parçasının yüzeyinde bulunan derin çizgi çukur ve hatalı bölümler piyasada hazır hâlde bulunan macunlar spatula veya çelik adı verilen metal parçalarla yüzeye sürülür. Astar boyaların özelliği ağacın ve ağaç kökenli levhaların gözeneklerini doldurarak son kat boyanın ağaç tarafından gereksiz emilmesini önleyip yüzeye düzgün bir Şekilde yayılarak yapışmasını sağlar. Yüzeyin emiş gücünü azaltarak maliyetlerin düşmesini sağlar. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Astar boya inceltilmeden önce iyice karıştırılmalıdır. Kullanılacağı zaman ise 1:1 oranında selülozik tinerle inceltilir. İnceltme yaparken boya firmasının önermiş olduğu oranları da dikkate almanız gerekir. 1 litre astar boya ile 8-10 m2lik yüzey boyanabilir. Astar boya fırça ile de sürülebilir. En verimli uygulama püskürtme tekniğidir. Tabanca ile püskürtmede hava basıncı en fazla 3-4 atmosfer basıncında olmalıdır. Selülozik astar boya yaklaşık 20 0C’de 1,5-2 saate kurur ve zımparalanacak hâle gelir. Ancak bir gece bekletilmesinde yarar vardır. Astar boya atılan yüzey kontrol edilerek macunlanması gereken yerlere macun çekilir. Macun 2-3 saat içinde kuruduktan sonra 280-360 numaralar arası zımparalarla zımparalanır. Zımpara yaparken kuru değil gaz yağı ile yapılmalıdır. Selülozik boya atılacak yüzeye astar boya yerine selülozik dolgu verniği ve poliüretan dolgu verniği de kullanılabilmektedir. Bu işlemler fazla önem gerektirmeyen işlerde ve yüzeylerde kullanılabilir. 2. Son Kat Boya Uygulaması Yapmak Selülozik son kat boya Selülozik boya, içinde bol miktarda renk ve dolgu gereci bulunan örtücü son kat boyadır. 1 litre selülozik boya yaklaşık 0,5 litre selülozik tiner ile inceltilir. Selülozik boya ile selülozik tiner aynı firmanın ürünleri olmalıdır. 1,5-2 mm çaplı tabanca memesi kullanılmalıdır. Püskürtme tabancası 3-4 atmosfere ayarlanır. 1 litre selülozik boya ile 6-8 m2 yüzey boyanabilir. ikinci kat boya atılması gerekiyorsa birinci kat boyadan yarım saat sonra atılmalıdır. Selülozik boyanın üzerine mat veya parlak vernik atılabilir. Selülozik çatlak boya Sürüldüğü yüzeyde çatlaklar oluşturan selülozik bir boyadır. Boyayı oluşturan gereçler yüzeye sürüldükten sonra yüzeyde çatlaklar meydana gelir. Çatlak boya sürülecek iş parçası selülozik boyadaki gibi önce macunlanıp astarlanır sonra yüzeye selülozik boya sürülür. Bu işlem 48 saat kadar kurutulduktan sonra yüzeye çatlak boya sürülür. Lake boya yapmak Lake boya yapılacak yüzeyin zımpara ve sistire ile iyice temizlenmiş olması gerekir. Lake boyama özel bir çalışma şekli gerektirir. Öncelikle perdahı yapılmış iş parçasının yüzeyindeki çizgi ve çukurlara spatula ile lake boya macunu çekilir. Macun 2-3 saat kuruduktan sonra ince su zımparası ile (280-360) kuru olarak zımparalanır. Zımpara yaparken zımparanın birbirine dik yönde çalışılması gerekir. Zımpara işleminden sonra yüzeye selülozik astar boya püskürtülür. Tabanca ile püskürtme işleminde bir önceki boyama işlemindeki kurallara dikkat ediniz. Astar boya kuruduktan sonra yüzeye tekrar macun çekilir. Macun da kuruduktan sonra yüzey 280-360 numaralı zımpara ile zımparalanır. Zımpara yaparken gaz yağı kullanılmalıdır. Gaz yağı yüzeye dağıtılıp öylece zımpara yapılmalıdır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Gaz yağı ile zımparalanan yüzey ispirtolu bez ile temizlenir. Yüzeyler gözden geçilerek gerekirse yoklama macunu çekilir. Macunlar kuru olarak zımparalandıktan sonra yüzey ispirtolu bez ile temizlenir ve son kat boyaya geçilir. Son kat boya olarak daha üstün kalitedeki selülozik boyalar kullanılmalıdır. 2-3 kat boya atılmalıdır. Her kat arasında yarım saat beklenmelidir. Eğer parlak yüzey elde edilmek istenirse boyalı yüzey 1000-1200 numaralı zımpara ile fazla bastırmadan zımparalanır. Sonra pasta uygulaması ile yüzey parlatılır. Son olarak da yüzey pamuklu bir bez ile silinir. Lake boyaların yüzeylerinin sürekli temiz kalması için boyanın üzerine selülozik parlak vernik veya biraz mat görünmesi istenirse mat vernik püskürtülebilir. Bunun dışında selülozik parlak verniğe 1:10 oranında son kat selülozik boya katılabilir. Günümüzde boya kimyasalları sektöründeki gelişme mobilya boyalarını da etkilemiştir. Artık daha üstün kalitede daha estetik ve dayanıklı boyalar üretilmektedir. Poliüretan lake boya Öncelikle poliüretan astar boya atılmalıdır. Astar boyaya 1/3 oranında poliüretan sertleştirici ve % 10 oranında selülozik veya poliüretan tiner ile inceltilir. Astar boya zımparalandıktan sonra son kat boyaya geçilir. Poliüretan lake boya yüksek parlaklığa sahip sararmaya karşı dirençli bir son kattır. Sert ve esnek bir film verir. Çizilmelere karşı dayanıklıdır. Poliüretan son kat boya eğer mat atılmak istenirse ¼ oranında poliüretan sertleştirici ile karıştırılır. % 5-20 kadar selülozik veya poliüretan tiner ile inceltilir. Yüzeye püskürtme tabancası ile tatbik edilir. Dayanıklı ve düzgün bir yüzey oluşturan son kat boyadır. Güneş ışığına ve çizilmelere karşı dayanıklı bir boyadır. 1 kg’lık boya ile tek kat atıldığı takdirde 10-12 m2 alan boyanabilir. Polyester lake boya Renklendirilmiş polyester verniktir. Polyester verniğin içine renk pastaları atılarak renklendirilmesi ile elde edilir. Renk pastaları son kat polyester verniğin içine % 8-20 arasında karıştırılır. Renk pastasının karışım oranını belirlerken boya kutusu üzerindeki üretici firmanın önerdiği oranlar dikkate alınmalıdır. Polyester lake boyama yapılacak işlerin plastik tutkal ile boyanmaması gerekir çünkü plastik tutkal lekeleri polyesterin ağaca girmesini engeller. Polyester lake boyama yapmadan önce yüzey polyester dolgu verniği ya da astar boya ile boyanmalıdır. Yüzey zımparalandıktan sonra son kat boya atılmalıdır. Yüzeylerde oluşan çizikler ve çukurlar astar boyadan sonra polyester macunla kapatılmalıdır. 9.HAFTA BOYA İŞLEMLERİNİ UYGULAMAK ÜST YÜZEY İŞLEMLERİ-1 10.HAFTA RAİF ÇUKUR KORUYUCU KATMAN OLUŞTURMA Verniklerin Tanımı Ve Genel Özellikleri Vernik, saydam katman yapma özelliğindeki cisimlerin uygu sıvılarla eritilmesi ile elde edilen bir sıvı gereçtir. Verniklemede amaç ağacı koruyucu bir katmanla örterek dış etkilerden korumak ve güzelleştirmektir . Ağaç yüzeylerinde kullanılmak üzere hazırlanan vernikler fiziksel, oksidasyon ile kimyasal reaksiyonlar sonucu sertleşme özelliğine sahip olup; aşağıda ki şekildedir. Selülozik vernik , Poliüretan vernik, Sentetik vernik, Asit sertleştirici vernik, Poliester vernik, 1. Selülozik vernik Selülozik vernik, uçucu yani katman yapan gereçlerle, uçucu olan eritici, inceltici sıvılardan oluşan gereçtir. Selülozik verniklerin eriticileri uçucu olup film oluşumunda herhangi bir reaksiyona ihtiyaç duyulmadan normal oda sıcaklığında çok kısa sürede kururlar. Bu sebeple yapısal özelliği değişmeyen geri dönüşümlü katmanlar verirler. En çok kullanılanlar laklar, nitroselüloz, etil selüloz, selüloz asetat ve bazı vinil kopolimerleri, klorlu kauçuk ve termoplastik akiriliklerdir. Selülozik bileşik olarak en çok kullanılan nitro selüloz; selülozun bir esteri olup, alkol özelliği gösteren arı selüloz sülfürik asit ve nitrik asit ile reaksiyona girerek esterleşir. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Üst üste sürülen vernik katları arasında kaynaşma ve bütünleşme olur. Selülozik vernik tırnak sertliğinde, esnek bir film yapar. Film ısıya dayanıklıdır ve erime derecesi yüksektir, kolay yumuşamaz. Vernik filminin sürtünme ile parlaklığı artar ve zaman içerisinde sertliğinde artma görülür. Selülozik verniğin yaklaşık %25 - %35 bölümü sürüldüğünde yüzeyde katman haline gelir. Verniğin katman yapan bölümü, nitroselüloz reçineler ve yumuşatıcılardan oluşur. Geri kalan %65 – 75 bölümü eritici, inceltici sıvılardır. Selülozik verniğin incelticilerle inceltilme oranı 18 – 20 mm meme uçlu bir tabanca için 6 atm basınçta yaklaşık olarak 1/1 oranındadır. Bu oran sabit olmayıp tabanca meme ucu ve kompresör hava basıncı ile ters orantılıdır. Yani atmosfer basıncı ve tabanca meme ucu düşürülünce inceltici oranı artar, yükseltilince inceltici oranı azalır. Selülozik verniğin inceltilmesi gerekiyorsa aynı firmanın selülozik tineri kullanılmalı veya iyi cins bir selülozik tiner seçilmelidir. 2. Poliüretan vernikler Alkolenmiş kuruyan yağlar, polieterler ve poliesterler ile kastar yağı türevleri gibi bünyesinde OH bulunduran bileşiklerin izosiyenatlarla reaksiyonu sonucu oluşan ve üretan bağı ihtiva eden ürünlere poliüretan denir. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR Üretanları ilk olarak II. Dünya Savaşı sırasında Otto BAYER ve arkadaşları tarafından üretilmiştir. Poliüretan verniklerde ana karakteristiği belirleyen elaman poliüretan reçinedir. Bu sebeple değişik amaçlara uygun, değişik gereçler üzerinde olumlu sonuçlar verecek nitelikte poliüretan vernik üretilmektedir. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR 3. Sentetik vernik İnşaat sistemi grubunda yer alan sentetik verniklerin ana elemanı,bağlayıcı olarak bilinen alkidlerdir. (Sfrenal alkit, üretan alkit, epoksiester). Katı bağlayıcılar fazla oranlarda yağ içerirler. Yağların eterleşmesi ile oluşan alkitlerde polimerizasyon uzun sürerse yağ uzunluğu artar ve buna paralel olarak kuruma hızı da artar. Ancak bu durum dış etkilere dayanımı azaltır. Sentetik sistemde, hazırlanmış tek paketli torler oksidasyonu ile kuruma yapar ve kuruma süresi oldukça uzundur. Yüzeyde oluşan film dönüşümsüzdür. Kuruma süresi azaltmak için katalizör katarak kobalt, kurşun, mangan kullanılabilir. Sentetik vernikte 1930’ dan beri çözücü olarak kullanılan terebentin, şimdilerde yerini alifatik ve aromatik hidrokarbon karışımlara bırakmıştır. 4. Asit sertleştirici vernikler Kimyasal yollarla üretilen üre, melamin ve fenol yapay reçinelerin buharlaşabilen sıvılarla yaptıkları eriyikler, asit sertleştirici verniği oluştur. Yapay reçinelerin üretimleri arasında uygulanan kimyasal yöntemler ve kullanılan ham gereçler değiştirilerek, kullanım amaçlarının uygun özellikler kazandırılabilir. İki kompenentli bir vernik olan asit sertleştirici verniklerde reaksiyon başlatıcı olarak (Sertleştirici) fosforik asit kullanılır. 5. SU BAZLI VERNİKLER Su içerisinde çok küçük polimer damlacıklarının homojen şekilde dağıtıldığı sistemlerdir. Suyun buharlaşması ile polimer tanecikleri kaynaşır ve kuru bir film oluşturur. Yangın emniyeti, insan sağlığı ve çevre korunması yönleri ile avantajlıdır. ÜST YÜZEY İŞLEMLERİ-1 11.HAFTA RAİF ÇUKUR VERNİK SİSTEMLERİ OLUŞTURMA Mobilya Sektöründe Kullanılan Boya ve Vernik Sistemleri 1. Poliester sistem Daha önce değindiğimiz poliester sistemi burada kısaca avantaj ve dezavantajlarına değinelim. Uçucu maddeye sahip olmayan dolgu gücü yüksek üç bileşenli bir sistemdir. Diğer vernik sistemlerine göre avantajları yüksek dolgu gücüne sahip olması, çabuk kuruma olanağı, mükemmel mekaniklik ve ekonomik oluşudur. Diğer verniklere göre dezavantajları ise üç kompenentli oluşundan dolayı kullanma zamanı ve açık kullanma zamanının çok kısa oluşu uygulama sonrası zımpara işleminin güçlüğü, pasta-polishe işlemlerinin uzun oluşu, vs. gibi . 2. Selülozik sistem Fiziksel kurumalı tek bileşikli, nikro selüloz esaslı çabuk kuruyan bir sistemdir. Avantajları tek bileşenli olması kullanım kolaylığı sağlar. Çabuk kurumasından dolayı seri işlerde iş akışını hızlandırır. Dezavantajları olarak çok düşük dolgu gücüne sahip olduğundan (%25 – 35) ekonomik olmayışı solvent ve mekanik direncin düşük oluşu ve çevreyi fazla kirletmesidir. 3. Poliüretan sistem Çift bileşikli, yüksek dolgu gücüne sahip, yaygın kullanım alanı olan bir boya ve vernik sistemidir. Avantajları ise şunlardır; yüksek dolgu gücüne sahip, mükemmel mekanik özellikler, asit-alkali ve solventlere karşı direnç, yüksek verim, ortama göre elastiki formilasyon imkanı, mükemmel nem direnci, dik yüzeylere atım kolaylığı, uygulamadan sonra zımpara kolaylığı gibi özelliklere sahiptir. Bu kadar çok avantajına karşın birkaç tane de dezavantajı vardır. Bunlar; çift bileşikli oluşu, karışımın açık zamanı kısa oluşu (24 saat), karışımın hassas yapılması ve tinerin uygun cins olmasıdır. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR 4. Boya ve Vernik Uygulamasında “Sistem Bazında” Dikkat Edilecek Hususlar Ambalaj üzerinde mevcut kullanım talimatlarının iyi okunması gerekmektedir. Sistem şayet çift bileşikli ise; üretici firmanın karışım oranlarına dikkatle uyulması. Sisteme en uygun incelticilerin seçimi ve uygulama metoduna uygun viskoziteye ayarlanması. Uygulama öncesi iyi süzülmesi. Yeterli şekilde havalandırılmış, tozsuz ortamda, seçilen sistemin uygulanması. Havalı pistole ile uygulamada hava basıncının 3.5 – 4 atm basınçta yüzeyden 15 – 30 cm mesafede uygulanması. Katlar arasında, selülozik sistemde 3 – 5 dak. (min.) poliüretan sistemde 5 –10 dak. beklenmesi. Nemsiz ve tozsuz ortamda kürlendirilmesinde dikkat edilmelidir. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 12.HAFTA VERNİK UYGULAMALARI Atölyede Uygulama yapılacak. 13.HAFTA VERNİK UYGULAMALARI Atölyede Uygulama yapılacak. 14.HAFTA BOYA VE VERNİK KATMANLARINDA OLUŞAN KUSURLAR Boya ve vernik yüzeye uygulandıktan sonra yüzeyde meydana gelen olumsuzluklardır. Bu olumsuzluklar bazen boya ve verniğin akıntı yapması bazen de kabarıklaşması şeklinde oluşur. Hatanın oluşmamasına özen göstermek hatayı ortadan kaldırmaktan çok daha kolaydır. Kabarıklaşma ve akıntı hataları RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Özellikleri oluşmasını engeller. yığılmış katmanlar görülür. çamurlarmış bir görüntü vardır. Nedenleri rken kompresörden su gelmektedir, gelen suyun atılan verniğin altında kalıp yüzeye çıkamaması hazırlanmaması buharlaşmasına fırsat vermeden arka arkaya püskürtme yapılması ş altında vernik uygulanması (Hızlı kuruma sonucu da kabarcıklaşma meydana gelir.) -30 cm mesafede tutulmalı) Hataların Giderilmesinde Uygulama Safhaları Kabarıklaşan yüzey 220 – 280 zımpara ile kabarcıklar giderilinceye kadar zımparalanır. Zımparalama yaparken titreşim makinesi kullanılacağı gibi kontak zımpara makinelerinden de faydalanılabilir. olgu verniği atılır. yapılır. gulaması yapılır. beklenir. ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR 2.1. Silikonlaşma Hataları 2.1.1. Tanımı Boya ve verniğin yüzeye uygulandıktan sonra dengeli bir şekilde dağılmayarak belli bir bölgede toplanmasına silikonlaşma denir. Özellikleri şturur. RAİF ÇUKUR ÜST YÜZEY İŞLEMLERİ-1 Nedenleri silikonlaşmaya neden olur. -polish uygulaması yapılmasından kaynaklanır. dan kaynaklanır. ş olmasından kaynaklanır. Matlaşma Hataları 1. Tanımı Son kat parlak boya ya da son kat vernik uygulaması yapıldıktan hemen sonra veya daha sonra yüzey parlaklığının gitmesi sonucu, iş parçasında mat bir görüntü oluşmasına matlaşma denir. Matlaşma hataları ÜST YÜZEY İŞLEMLERİ-1 RAİF ÇUKUR 2. Nedenleri Alt kat boya ya da verniğin yeteri kadar kuruması beklenmeden üst katmanın uygulaması Kalitesiz eritici inceltici kullanılması Uygulama esnasında havanın neminin yüksek olması Hazırlanan çözeltiye tavsiye edilen miktardan daha fazla tiner konulması 3. Hataları Gidermede Uygulama Safhaları Hataları gidermenin en etkili yolu hatayı oluşturmamak, hatanın oluşmaması için gerekli önlemleri almaktır. Bunun için kullanılan malzemeyi iyi tanımak ve uygulama özelliğini iyi bilmek gerekir. Ayrıca malzemeyi uyguladığınız atölyenin şartları da bu işlem için uygun olmalıdır. Hataları gidermede aşağıdaki uygulama aşamaları takip edilir: Matlaşan yüzey 220 – 280 nu. lı zımpara ile hafifçe zımparalanır. Zımpara tozları iyice temizlenir. Zımparadan sonra yüzeye dolgu verniği püskürtülür. Dolgu verniği zımparalama kuruluğuna geldiğinde zımpara ile hafifçe zımpara yapılır. Soruna yol açan nedenler dikkate alınarak tekrar bir kat uygulama yapılır. Katlar arasında uygun bir süre bekleyerek son kat vernik ve boya uygulaması yapılır. Uygulama bittikten sonra iĢ parçası dinlendirme odasına alınarak kuruması beklenir. Cereyanlı, nemli ve soğuk odalarda boya ve vernik uygulaması yapılmamalıdır.
© Copyright 2026 Paperzz