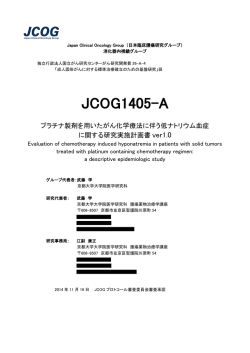
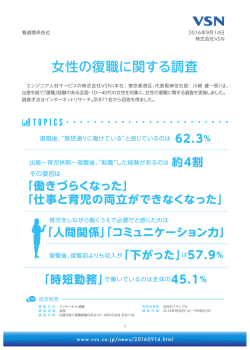
解 説 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 Recent Technology Development and Manufacturing Experiences of Clad Steel Pipes for Natural Gas Transportation. 西本 健太 * 相澤 大器 * 瀧本 森 ** 川上 渉 ** Kenta Nishimoto Taiki Aizawa Shin Takimoto Wataru Kawakami 要 旨 当社では 19 87 年に初めてサワーガスの輸送 用として大手石油会社にクラッド鋼管の納入を開始した。これまでに 強 度を確 保しつつ、 高 靭 性 化の要求に対応するために、 鋼 管用母 材として JSW- 6 5R 鋼や X70 Grade 鋼の開 発を 進めてきた。クラッド鋼管母 材の靭性支配因子は破面およびミクロ組 織の詳細解 析などの調査 研究により明らかにさ れつつあり、 上 述の製品開発 へ反 映されている。 また、 最 近では生産 性向上および 厚肉小 径というクラッド鋼管の 多様なラインナップへ対応するため、プレス成形 、溶 接、矯正技術などの開発についても取り組みつつある。本 報で は、最近のクラッド鋼管の技術開発動向および製 造実績について紹介する。 Synopsis JSW started supplying clad steel pipes for the transportation of sour natural gas to a major oil and gas producer in 1987. In order to respond to the demand for high strength and high toughness, JSW has developed the clad steel pipe base materials such as JSW-65R steel and X70 Grade steel. Toughness controlling factors of the base material are being clarified by detailed analyses of the microstructure and the fracture surface. Recently, the development has been extended to technologies of press forming, overlay welding and postweld straightening in order to improve productivity and to increase the lineup of clad steel pipes to thick-walled pipes with smaller diameters. This paper reports the recent developments and manufacturing experiences of clad steel pipes. 1. 緒 言 における耐食性と高価な耐食材料の使用量を削減できる経 済性が評価されており、当社も多数の納入実績がある。 天然ガスは他の化石燃料と比較して燃焼時に排出される 近年はラインパイプの安全性向上の観点からクラッド鋼 二酸化炭素や硫黄酸化物が少ないという特徴に加え、世界 管母材のシャルピー衝撃試験の要求試験温度が低温化す 各地に広く分散し、かつ埋蔵量も豊富であることから今後 る傾向にある。また、薄肉化によるプロジェクト全体の低コ も需要拡大が見込まれている。ガス田から採取される天然 スト化を図るために、クラッド鋼管の高強度化が求められ ガスは、主成分であるメタンに加え、水分、硫黄化合物、 ると予想される。これらの状況を踏まえ、これまでに -40℃ 塩素化合物、二酸化炭素等の不純物を含んだ腐食性の高 までの低温靭性要求に対応する X65 Grade 鋼(JSW-65R いガス(サワーガス)であり、ガス前処理装置に送って不純 鋼)や X70 Grade 鋼の開発を進めてきた。また、生産性 物の除去が必要となる。そのため、井戸元からガス前処理 向上および鋼管サイズの多様化に対応し、厚肉小径クラッ 装置までの輸送に使用されるラインパイプには高度な耐食 ド鋼管ラインナップ拡充を図るために設備導入や溶接技術 性が要求される。クラッド鋼は強度を確保する炭素鋼母材 の開発にも取り組んできた。本報では、当社におけるこれ と耐食性を有する高合金合せ材を組み合わせた複合材料で までのクラッド鋼板の技術変遷に加え、最近の技術開発動 あり、溶接により製造されるクラッド鋼板はサワーガス環境 向や製造実績について紹介する。 *:室蘭研究所 Muroran Research Laboratory **:室蘭製作所 Muroran Plant (9) 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 2. クラッド鋼管の製造方法 切断、精整を経て、非破壊検査及び各種機械試験などにより 品質が確認されたものが、クラッド鋼管の製造に使用される。 2.1 クラッド鋼板の製造方法 クラッド鋼板の製造方法としては爆着法、熱間圧延法と 2.2 クラッド鋼管の製造方法 種々あるが、薄板・大面積が要求されるパイプ用鋼板の場合、 当社では溶接型クラッド鋼管の製造を行っており、肉厚や 熱間圧延法が最も経済的で量産に適した製造方法であり、当 径の変化に対応が可能なプレスベンディングを採用している。 社ではこの方法を採用している。熱間圧延法の製造プロセス 最小直径は 8” (約 200mm) 、最大直径は 36” (約 910mm)の を図 1 に示す。まず、母材となる炭素鋼と合せ材となる耐食 クラッド鋼管が製造可能である。図 2 にクラッド鋼管の製造 合金(Corrosion Resistance Alloy, 以下 CRA)の接合面を平 方法を示す。図 1 に示した熱間圧延法で製造されたクラッド 滑、清浄に保ち、周囲の組合せ溶接を施した後に、1000℃以 鋼板に長手開先加工を施した後、12m プレスで冷間加工して 上に加熱し、高圧下力で熱間圧延することによって母材と合 管状に成形される。長手溶接の内面側は、合せ材と同等また せ材を接合させる。熱間圧延法は母材と合せ材が拡散接合 はそれ以上の耐食性を有したステンレス鋼または高合金の溶 により接合され、高い接着強度を有していることが特徴であ 接材料を用い、パス数の少ない高能率溶接が適用される。溶 る。また、界面の密着性の向上を目的として予め合せ材の接 接後は全ての鋼管が水圧試験、非破壊検査により評価され、 合面にニッケルメッキを施している。熱間圧延により接合され 製品として出荷される。なお、強度部材である母材 C-Mn 鋼 たクラッド鋼板は母材の機械的特性及び合せ材の耐食性確保 の溶接部においては母材と同等の機械的性質及び良好な溶接 のため焼入れ(固溶化) 、焼戻し熱処理が施される。その後、 性が要求される。 図 1 クラッド鋼板の製造方法 図 2 クラッド鋼管の製造方法 (10) 日本製鋼所技報 No.65(2014.10) 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 3. 当社におけるクラッド鋼板の技術の変遷 なり、図 3 で示すようにボンドだけでなく、ボンド +2mm、 ボンド +5mm の HAZ においてもシャルピー衝撃試験の吸 表 1 に当社におけるクラッド鋼管の技術の変遷を示す。 クラッド鋼では合せ材にとっての溶体化熱処理が母材にと 収エネルギー vE-40℃が 100J 以上と vE-40℃≧ 35J を十 分満足することができた。 っての焼入れ熱処理を兼ねる。オーステナイト系ステンレス 近年ではより高い強度と良好な靭性を兼ね備えたクラッ 鋼や Ni 基合金などの高耐食性合金を合せ材とするクラッド ド鋼管の開発に着手し API 5L-X70 Grade の強度を有す 鋼板は合せ材に耐食性を付与するために比較的高い温度か るクラッド鋼管母材の開発に成功した(3)。JSW-65R 鋼と同 らの溶体化熱処理が必要となる。この合せ材の溶体化熱 様に従来の C-Mn 鋼に対して C 量を低下させており、強度 処理に適した温度への加熱は、一方のクラッド鋼板母材の を補うために Cu や Mo 添加量を高めて炭素当量を 0.37 ~ 炭素鋼にとっては結晶粒成長を助長し靭性の低下を招く。 0.39mass% に設定して高強度化を図った。また、Al、Ti、 そこで、高温の溶体化熱処理でも強度、靭性を確保できる Nb などの炭窒化物を利用し、結晶粒粗大化の抑制を狙っ クラッド鋼板の母材として、API 5L-X52、X60 クラスを対 ている。JSW-65R と同様に Ti/N 比も適正バランスに調整 象として C-Mn 鋼に Nb-V や Ti-B を添加した鋼種を開発、 している。本材の焼入れ焼戻し後の特性を調査した結果、 (1) 製造してきた 。 溶体化温度 950℃以下で試験温度 -40℃における吸収エ その後、クラッド鋼板母材に要求される低温靭性の要求 ネルギーが 300J と vE-40℃≧ 35J を十分満足し、DWTT が厳しくなり、さらに溶接 HAZ においてもシャルピー衝撃 も -20℃で 100% の延性破面率が得られた。図 4 に溶 接 試験の吸収エネルギーとして -40℃での仕様が要求されてい HAZ のシャルピー衝撃試験結果を示すが、試験温度 -40 る。また、実パイプ肉厚での破壊安全性を評価する落重引 ℃における吸収エネルギーは採取位置によらず 100J 以上で 裂試験(Drop Weight Tear Test、以下 DWTT)におい あり、優れた溶接部靭性が得られている。 ても、母材延性破面率 100% を満足する温度が低温化して いる。そこで、API 5L-X65 Grade 鋼の合金元素の改良、 熱処理条件の最適化を検討し、高靭性クラッド鋼板母材 JSW-65R 鋼を開発した(2)。JSW-65R 鋼では従来の C-Mn 鋼に対して C 量を低めに調整し、炭素当量 Ceq.(mass%) = C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 も 0.37mass% 程度の低い値に設定するとともに、Al、Nb、Ti 等の炭窒 化物の微細析出物を結晶粒成長抑制に利用している。こ れら元素以外に C、Si、Cr、Mo、Cu 等は Ceq. あるいは 溶接低温割れ感受性指数 PCM(mass%)= C+Si/30+Mn /20+Cu/20+Ni/60+Cr20+Mo/15+V/10+5B を 増 大 さ せ 溶接割れ感受性を高めるため、PCM を予熱無しでの溶接が 可能と判断される 0.2mass% 以下の低い値に設定した。溶 接 HAZ の特性においては、Ti/N を適正バランスに制御 することで溶接 HAZ の粒成長を抑制し、靭性を確保する ことを狙いとした。それによって HAZ 粗粒域におけるオー ステナイト結晶粒度(A.G.S.No.)が 5 ~ 6 と比較的細粒に 図 3 JSW-65R 鋼管溶接部の衝撃特性 表 1 当社のクラッド鋼管用母材および要求仕様の変遷 (11) 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 の混合組織であるとみなせる。ミクロ組織の詳細解析は電子 線後方散乱回折法(Electron Backscatter Diffraction, 以下 EBSD)を用いて行っている。図 6 にシャルピー衝撃試験片 の破面に平行な面における EBSD IPF マップ(結晶方位マッ プ)の一例を示す。結晶方位はランダムな方向を向いており、 特定の方向に配向している傾向は認められなかった。 図 7 に示すような粒内劈開破壊したシャルピー衝撃試験片 の劈開破面の大きさから求めた dEFF の分布と EBSD から得 た結晶方位差 15° 以上の大角粒界に囲まれた結晶粒径分布を 比較した結果を図 8 に示す。両者の分布はよく一致しており、 α B とα p の両方を含めたベイニティックフェライトの大きさが dEFF とみなせることがわかる。このことから Zw の組織を有す る JSW-65R 鋼においては結晶方位差 15° 以上の大角粒界が DBTT の評価に有効であることを示している。 図 4 X70 Grade 鋼溶接部の衝撃特性 4. 最近の技術開発動向 4.1 クラッド鋼母材の技術開発 4.1.1 JSW-65R 鋼の靭性支配因子 鋼の靭性の正確な評価と改良を行うためには冶金的に靭性 支配因子を把握することが重要である。そこで JSW-65R を 用いてシャルピー衝撃試験片の破面観察、ミクロ組織の詳 細解析を通じて靭性支配因子の検討を行った(4)。なお、ここ で言う靭性はシャルピー衝撃試験における延性脆性遷移温度 (DBTT)を対象とする。DBTT に影響を与える因子として は、降伏応力以外に結晶粒径やミクロ組織、化学成分などが 図 5 JSW-65R 鋼の光学顕微鏡によるミクロ組織 挙げられる。結晶粒径の影響については、古くからフェライト ―パーライト鋼において、式(1)あるいは式(2)の関係が成り 立つことが知られてきた(5)。 DBTT ∝ -d-1/2 …(1) DBTT ∝ -ln d-1/2 …(2) マルテンサイト鋼においては、靭性の評価には劈開破面の 最小単位である有効結晶粒径(dEFF)の考え方を用いること により、dEFF が旧オーステナイト(γ)粒あるいはパケットの 大きさに対応し、DBTT に対して式(1)あるいは式(2)が 成り立つことが報告されている(6)(7)(8)。DBTT の dEFF 依存 性は、フェライト―パーライト鋼とマルテンサイト鋼では異なり、 DBTT はミクロ組織の影響を受ける。しかし本鋼種のような中 間段階変態組織(Zw)については依然として不明な点が多い。 JSW-65R 鋼は図 5 に示すように Zw に属する複雑な組織で 図 6 EBSD IPF マップ (結晶方位差 15° 以上を粒界と定義) あり、荒木らの分類(9)(10)に従えば、この組織はグラニュラー ベイニティックフェライト(αB)と擬ポリゴナルフェライト(αp) (12) 日本製鋼所技報 No.65(2014.10) 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 件を含めた最 適化を行い、 低 温靭性に優れたクラッド 鋼管用母材 JSW- 65R 鋼の製造技術を確立した。 図 7 -196℃にて破断させたシャルピー衝撃試験片の 破面の SEM 像 図 9 衝撃特性に及ぼす Al の影響 4.2 リーリング敷設に対応したクラッド鋼管 図 8 有効結晶粒径及び EBSD から得た ベイニティックフェライト粒径 (結晶方位差 15° 以上を粒界と定義)の分布 天然ガス輸送用パイプラインを海底に敷設する場合、海上 のバージ船上で周溶接、検査、コーティング等を実施しなが ら鋼管を繋ぎ合わせて断続的に海中へ投入していく方法が一 般的である。 4.1.2 靱性におよぼす化学成分の影響 近年、敷設費用低減のために、リーリング法と呼ばれる敷 X65 鋼の低温靭性向上のために、機械的性質に及ぼ 設方法の適用が増えてきている。リーリング法とは、あらかじ す化学成分の影 響について検 討した。これまでの開発 め鋼管の周溶接、検査、コーティング等を実施して製作した で Ti については N との比、Ti/ N 比を適 正に調整する 連結管を陸上で大型のドラムに巻き取り、そのドラムを洋上に ことで溶 接 HAZ の粒 成長を抑制し、優れた溶 接部 靭 運搬した後、ドラムに巻かれている連結管を引き出しながら 性が 得られることがわかっている(2)(3)。Al は添 加量の 連続的に海底に敷設する方法である。この敷設方法は溶接等 増 加に伴い、強度 が上昇する。靭性については図 9 に の作業を陸上で実施できるため品質が安定しており、更に洋 示すように 0.030mass% 以下の添加では DBTT が低下 上での作業期間を大幅に短縮できることから、他の敷設方法 し、それよりも添加量が多くなると遷移曲線を高温側に と比較して安価であることが大きな利点である。一方、鋼管 シフトさせて DBTT を高める効果を持 つ。Nb は添 加 はドラムへの巻取り時及び引出し時に冷間加工が加わるため、 量の増減が強度に影響しないが、過剰な添加は DBTT 耐座屈性及び加工性が要求される。 を高温側にシフトさせる。Al および Nb の 過 剰な添 加 リーリング方式は従来、長手溶接継手がないシームレス鋼 はベイニティックフェライトの粗 粒化・混 粒化による d EFF 管の敷設に適用されていたが、敷設期間に制限がある北海向 の増加につながり、DBTT の上昇を招くと推察される。 けプロジェクトに納入した当社製クラッド鋼管が、2006 年に S については 0.0 0 40mass% 以下の 微 量の 添 加 であれ 世界で初めてリーリングにより敷設された。クラッド鋼管の周 ば 強度及び 靭性にはほとんど影 響を与えない。DBTT 溶接では鋼管内面の耐食性を考慮して高合金系の溶接材料 の低温化を図るためには、製造時の Al と Nb の添加量 が用いられるが、通常の炭素鋼管と比較して高度な溶接技術 の調整が 重要となる。以 上の知見を踏まえて熱 処 理 条 と多くの作業時間が必要となり敷設に関わる費用も割高とな (13) 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 るため、リーリング方式適用のメリットは大きいと考えられる。 5. クラッド鋼管の製造実績 2006 年の初適用以降、当社では現在までに 12 のプロジェク ト向けに合計約 240km のラインパイプをリーリング法適用ク 図 10 に当社クラッド鋼管の母材鋼種別の市場への累計 ラッド鋼管として供給しており、本敷設方式が適用されるプロ 納入重量の推移を示す。当社製クラッド鋼管の市場への供 ジェクトは今後とも増加してゆくことが予想される。 給開始は 1979 年まで遡るが、市場への供給量が増加した のは 1990 年前後の大手石油会社によるクラッド鋼管採用 4.3 厚肉小径クラッド鋼管の製造技術開発 当社でのパイプ製造を開始した当初は 12m 長さのパイプを 以降である。その後、上述のような技術開発や設備導入を 進めたことにより生産量は順調に増加を続け、現在までに 成形できるプレスを保有しておらず、6m 長さのパイプに周溶 およそ 20 万 6 千トンのクラッド鋼管を納入している。また、 接を実施して 12m としたパイプを納入していた。 2002 年より市場への供給を開始した母材鋼種 JSW-65R に 2004 年には 12m 長さのパイプを成形可能な 12,000トンプ レス(写真 1)を導入したが、導入当初は 16” (約 400mm)以 ついては、導入以降その適用頻度は増加し続け、現在で は総納入重量の約 75% を占めている。 上のパイプを対象としており、それ以下のサイズについては従 来通り 6m 長さのパイプを 2 本周溶接して 12m 長さとするこ とを前提としていた。 しかし、既存のプラットフォームやFPSO(Floating Production, Storage & Offloading system)を活用した周辺ガス田の開発 が、特に北海で活発となると、井戸元からの生産量に見合っ た比較的小径なパイプの需要が見込まれた。更に、当社製ク ラッド鋼管のリーリング法による敷設が成功すると、その経済 性から同方法が採用されるプロジェクトが増加したが、リーリ ング法ではパイプ巻き取り時の座屈防止などの観点から通常よ り板厚が厚く、またパイプ径は 16” 以下に制限される。このよ うな背景から、当社は 12m 長さの厚肉小径パイプ製造技術 の開発を進めてきた。 図 10 母材鋼種別のクラッド鋼管累計納入重量実績 厚肉小径パイプの製造における課題として、① 12,000ト ンプレスによる成形方法の確立、②内面オーバーレイ装置 次に図 11 に当社クラッド鋼管の全納入実績における各種 の小型化、③長手溶接後のパイプの曲り矯正対応などが挙 合せ材鋼種の適用割合を納入重量ベースで示すが、合せ材 げられたが、これらの課題をクリアし、2008 年には 10” (約 鋼種としては TP.316L が 63% と最も多く適用されていること 250mm)パイプ、2013 年には 8” (約 200mm)パイプの製造 が分かる。また、図 12 には当社クラッド鋼管の鋼管サイズ、 技術の確立に成功した。これにより、それまで必要であった 母材板厚と納入距離の関係を示す。当社クラッド鋼管では外 周溶接が省略可能となり、製造期間及び製造コストの大幅な 径 24” (約 610mm)以下、母材板厚 20mm 前後が多く、25” 削減を達成し、顧客からも大きな評価を得てきている。 (約 640mm)以上の大径管は全納入量の約 9%にとどまって いる。2006 年に初めてリーリング方式による敷設が適用され て以降、リーリング適用対象となる小径(16” (約 410mm)以 下)のクラッド鋼管需要が増加傾向にあり、現在では総供給 量の約 45%を小径のクラッド鋼管が占めている。 写真 1 12,000 トン成形プレス (14) 図 11 クラッド鋼管納入実績(重量) における各種合せ 材鋼種の適用割合 日本製鋼所技報 No.65(2014.10) 天然ガス輸送用クラッド鋼管の最近の技術開発と製造実績 (3) 厚肉小径のクラッド鋼板を製造するために成形方法の確 立、内面オーバーレイ装置の小型化、長手溶接後のパイ プの曲り矯正対応などを行うことで 8” パイプの製造技術 を確立した。またクラッド鋼管のリーリング敷設への対応 も進めてきた。 (4) 1987 年に納入を開始して以来、これまでにおよそ 20 万 6 千トンのクラッド鋼管を納入してきた。近年はリーリング適 用対象の小径クラッド鋼管の需要が増加する傾向であり、 総供給量の約 45% を占めており、今後も大水深の大型ガ ス田開発プロジェクトへの適用が期待される。 本報では JSW-65R 鋼や X70 Grade 鋼などの母材開発 や靭性支配因子調査、厚肉小径のクラッド鋼管製造のた めの製造技術開発とこれまでの製造実績について紹介し た。今後も日々変化していく顧客の要求を満足できるよう 図 12 クラッド鋼管納入実績(距離)における 鋼管外径と母材板厚の分布 に更なる高品質化、生産性向上に向けた取り組みを進め ていく。 6. 今後の展望 参 考 文 献 今後も世界的なエネルギー需要が増加していく中で、環境 負荷が比較的低い天然ガスは、原子力発電の代替としても、 益々重要なエネルギー資源となっていく。その中で、比較的 開発が容易で安価に生産できる天然ガス田は徐々に減少し てきているものの、近年のガス価格の上昇、及び開発技術 の目覚ましい進歩により、これまでは採算が合わなかった開 発及び使用環境の厳しいガス田の開発が進んでいる。近年、 (1)福田、深見、関村、中田、斉藤:日本製鋼所技報、 No.47(1988)p.47-53 (2)新田、茅野、五味、櫻庭:日本製鋼所技報、No.55 (2004)p.79-87 (3)佐藤、茅野、新田、五味、櫻庭、川上、丸家:日本製 鋼所技報、No.60(2009)p.41-47 特に大水深において新規大型ガス田が発見されているのは、 (4)泉山、茅野:日本製鋼所技報、No.64(2013)p.15-21 探鉱技術の進歩に寄るものが大きい。シェールガスの台頭が (5)N. J. Petch: Philos. Mag., Vol. 3(1958) , p.1089 あるものの、こういった高腐食環境、あるいは大水深にお (6)T. Inoue, S. Matsuda, Y. Okamura and K. Aoki: Trans. ける在来型ガス田の開発は今後も増えていくと言われており、 使用環境が厳しく高い安全性が求められる天然ガス輸送用 ラインパイプ市場において、耐食性、耐海水性を有している JIM, Vol. 11(1970) , p.36 (7)F. Terasaki and H. Ohtani: Trans. Iron Steel Inst. Jpn., Vol. 12(1972) , p.45 クラッド鋼管は、選択肢の一つとしてその地位を確立してき (8)大谷、寺崎、邦武 : 鐵と鋼、Vol. 58(1972) , p.434 ており、今後益々の伸張が期待される。 (9)荒木、榎本、柴田 : 鐵と鋼 , Vol. 77(1991),p.6 (10)日本鉄鋼協会・基礎研究会 ベイナイト調査研究部会 : 7. 結 言 鋼のベイナイト写真集- 1 ―低炭素鋼の連続冷却 (中間段階)変態組織―, 日本鉄鋼協会 (1992) , , p.1 (1) クラッド鋼管の最近の厳しい低温靭性の要求に対応する ために、Al、Nb、Ti 等の炭窒化物による結晶粒粗大 化抑制を狙い、母材および溶接 HAZ の靭性を確保した JSW-65R 鋼や X70 Grade 鋼を開発した。 (2) 中間段階変態組織を有するJSW-65R 鋼においては結晶方 位差 15° 以上の大角粒界が延性脆性遷移温度の支配因子 であることを見出し、靭性を向上させるには Ti/N 比を適 正に調整することに加えて、Al と Nb の添加量の調整が 必要であることが明らかとなった。 (15)
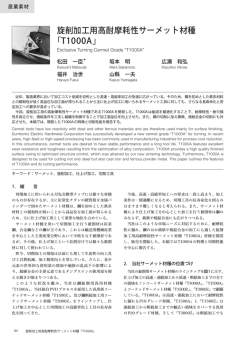
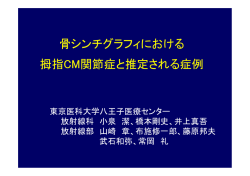
© Copyright 2026 Paperzz