高性能EB-PVDコーティングの応力と強度評価
課題番号 17560068
平成1 7年∼平成1 8年度科学研究費補助金
(基盤研究(C)研究成果報告書
平成19年3月
研究代表者 鈴木 賢治
新潟大学教育人間科学部教授
はしがき
ガスタービンの高温燃焼と高信頼性を目的として基板を回転させながら電子ビーム物理蒸着
(Electron Beam-Physical Vapor Deposition)法で成膜した遮熟コーティングの応力と強度評価に
ついて研究を行った. EB-PVDによるジルコニア遮熟コーティングは複雑かつ強い配向組織のた
糾こ,従来のX線応力測定法が適用できない.本研究では,このような配向膜の残留応力測定方法
を確立した.また,高エネルギー放射光を利用して,コーティング内の残留応力分布,高温酸化に
よる残留応力分布の変化,熟サイクルをに伴う内部応力の変化挙動を解明した.これらの結果か
ら,回転成膜をしないジルコニア膜は,大きな圧縮残留応力によりコーティングの破壊が促進さ
れること,回転成膜速度が0, 5, 10, 20rpmの順で圧縮残留応力が低下することが明らかとなった.
また,熟サイクルによる内部応力の変化を基板回転法により低減できることも5rpmおよびIOrpm
の熟サイクル実験から得られた.さらに,走査電子顕微鏡観察とⅩ線回折を利用して, EB-PVD
ジルコニアの柱状組織の構造を明らかにした.
研究組織
研究代表者:鈴木 賢治(新潟大学教育人間科学部教授)
交付決定額
(金額単位:円)
直接 経 費
間 接経 費
平成 17 年 軍
1 ,60 0 ,000
0
1 ,60 0 ,0 00
平成 18 年 度
1 ,10 0 ,000
0
1 ,10 0 ,0 00
2 ,7 00 ,000
0
2,7 00 ,00
総
計
合
計
研究発表
学会誌等
.鈴木賢治,松本-秀,久保貴博,町屋修太郎,田中啓介,秋庭義明,高エネルギー放射光によ
るEB-PVD遮熟コーティングの残留応力分布の解析,日本機械学会論文集, A編, Vol. 71,
No.711, pp. 1523-1529 (2005-ll).
。鈴木賢治,川村昌志,菖蒲敬久,田中啓介,秋庭義明,曲面上の遮熟コーティングの残留応
力と変形特性,材料Vol. 55, No.7, pp. 634-640 (2006-7).
K. Suzuki, K. Tanaka and T. Shobu, Residual Stress in EB-PVD Thermal Barrier Coatings,
Materials Science Forum, Vol. 524-525, pp. 879-884 (2006-9).
。鈴木賢治,和田国彦,松原秀彰,菖蒲敬久,川村昌志,田中啓介EB-PVDによる遮熟コーティ
ングの残留応力のⅩ線評価,材料, Vol. 56, No.7, (2007-7)印刷中.
K. Suzuki and K. Tanaka, Evaluation of residual stress distribution and deformation characteristics of thermal barrier coatings using hard synchrotron X-rays, Journal of Neutron
Research, Vol. 15, (2007), in printing.
口頭発表
.鈴木賢治,川村昌志,町屋修太郎,田中啓介,秋庭義明,曲面上の過熱コーティングの残留
応力解析,第40回X線材料強度に関するシンポジウム(2005/9/8,京都).
K. Suzuki and K. Tanaka, Evaluation of Residual Stress Distribution and Deformation
Characteristics of Thermal Barrier Coatings Using Hard Synchrotron X-Rays, MECA
SENS III (2005/10/17, Santa Fe, USA).
。鈴木賢治,田中啓介,秋庭義明, X線による遮熟コーティングの材料特性と応力評価,日本
機械学会M&M2005材料力学カンファレンス, (2005/ll/4,福岡)・
.鈴木賢治,松原秀彰,和田国彦,菖蒲敬久,川村昌志,田中啓介EB-PVDによる遮熟コーティ
ングの残留応力特性,日本材料学会第55期学術講演会(2006/5/27,長岡).
。鈴木賢治,和田国彦,松原秀彰,菖蒲敬久,川村昌暴田中啓介, X線によるEB-PVDによる
遮熟コーティングの残留応力評価,第41回X線材料撮度に関するシンポジウム(2005/7/13,
京都).
K. Suzuki, K. Tanaka and T. Shobu, Residual Stress in EB-PVD Thermal Barrier Coatings,
ECRS-7 (2006/9/13, Berlin).
。鈴木賢治, EB-PVDジルコニア遮熟コーティングの応力評価, SPring-8利用者懇談会放射
光応力・ひず申評価研究会, (2007/3/13, SPring-8).
1
目次
第1章 非回転基板成膜EB-PVD遮熟コーティングの残留応力分布の解析 3
1.1 緒 言 3
1.2 応力解析方法 ‥‥ ‥‥.‥. ‥‥.‥‥.‥ . ‥ ‥ .‥ ‥ ‥.. 4
1.3 実験方法‥.‥‥‥‥‥.‖‥‥.‥‥...‥.‥‥‥‥‥ 5
1.3.1 試験片およびコーティング‥‥ ‥ ‥. ‥‥‥ ‥ ‥ ‥. . ‥ ‥ 5
1.3.2 ラボX線による面内応力の測定.‥.‥.‥‥‥‥.‥.‥‥. 6
1.3.3 高エネルギーX線による面外ひずみ測定. ‥ ‥ ‥. ‥ 6
1.4 実験結果および考察 ‥‥‥‥‥‥‥.‥.‥.‥‥.‥‥‥‥ 6
1.4.1 EB-PVDコーティングの微視的観察 ‥‥‥‥.‥‥.‥‥. 6
1.4.2 ラボX線による面内応力分布.‥‥‥‥‥‥‥‥‥‥‥‥ 7
1.4.3 高エネルギー放射光による面外ひずみ解析 ‥.‥‥.‥.‥‥‥. 9
1.5 結 呂 ‥..‥‥‥.‥‥‥‥‥‥ ‥‥ 12
第2章 表面の残留応力の解析 15
2.1緒言 ‥‥.‥‥.‥.‥‥‥‥‥‥.‥‥‥‥‥‥.‥‥ 15
2.2 実験方法‥ . ‥ . ‥ ‥ ‥‥‥‥ ‥‥ ‥ ‥ . ‥ . . ‥ ‥ . ‥ . ‥ 15
2.2.1材料およびコーティング‥‥‥‥‥‥.‥‥‥‥‥‥‥. 15
2.2.2 X線応力測定 ‥‥‥‥‥‥‥‥‥‥.‥‥‥‥‥.‥ 16
2.3 実験結果および考察..‥.‥.‥.‥.‥‥.‥‥‥‥‥‥‥. 17
2.3.1 EB-PVDコーティングの観察 ∴ ‥ 17
2.3.2 コーティングの配向特性.‥.‥..‥‥‥‥‥‥.‖‥‥. 19
2.3.3 コーティングの残留応力 ‥.‥‥‥‥‥.‥‥.‥.‥.‥. 20
2.4 結言 ‥‥.‥‥‥‥.‥.‥‥.‥‥‥‥‥.‥‥‥‥‥ 22
第3章 EB-PVD遮熱コーティングの残留応力分布解析 25
3.1緒言 ‥.
‥ ‥.‥‥‥‥‥‥‥.‥ ‥‥‥‥ ‥‥ ‥‥ ‥ 25
3.2 実験方法‥‥‥‥‥‥‥‥‥‥.‥‥‥.‥‥‥‥‥‥.
25
3.2.1 試験片およびコーティング.‥.‥‥‥.‥.‥‥‥‥ ‥‥. 25
3.2.2 ラボⅩ線応力測定.‥‥‥‥‥‥‥.‥..‥..‥‥‥ 26
3.2.3 放射光X線応力測定.‥‥‥‥‥‥‥‥‥‥‥.‥.‥. 26
3.3 実験結果および考察 ‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 28
3.3.1面内方向応力分布‥.‥.‥‥‥.‥‥‥.‥..‥‥..‥ 28
3.3.2 面外方向応力分布‥.‥‥.‥‥.‥‥‥‥‥‥‥‥‥. 29
3.3.3 トップコートの結晶成長観察 ‥‥.‥‥‥‥.‥‥‥.‥‥ 31
3.4 結言 ‥‥‥‥‥‥.‥‥‥.‥‥‥.‥‥‥‥‥‥.‥.
33
第4章 高温酸化したEB-PVD遮熟コーティングの残留応力分布解析 35
4.1緒言..‥‥.‥‥‥‥‥‥‥‥.‥.‥‥‥‥‥‥‥‥ 35
4.2 実験方法‥‥‥‥‥‥‥‥‥‥‥.‥‥‥‥...‥‥.‥ 35
4.2.1 コーティングおよび高温酸化.∴‥‥‥.‥‥‥‥‥‥.‥ 35
2
4.2.2 ラボX線応力測定.‥.‥‥‥‥‥‥‥‥‥‥‥‥‥‥ 36
4.2.3 放射光X線応力測定 ‥‥‥‥‥‥.‥‥.‥‥‥‥‥‥ 37
4.3 実験結果および考察 ‥‥.‥.‥.‥‥‥.‥‥‥‥..‥.‥. 38
4.3.1面内残留応力分布‥‥‥‥‥.‥‥.‥.‖‥‥.‥‥‥ 38
4.3.2 面外残留応力分布‥‥‥‥‥‥‥.‥.‥.‥‥‥.‥‥ 39
4.3.3 酸化したEB-PVDコーティングの観察‥‥‥‥‥‥‥‥.‥. 42
4.4 結言 ‥‥‥‥‥‥.‥‥.‖‥‥..‥‥‥...‥‥.‥.
44
第5章 熟サイクルによるEB-PVD遮熟コーティングの内部応力変化 47
5.1緒言.‥‥‥.‥‥.‥‥‥‥‥‥‥‥‥‥‥.‖‥‥.
47
5.2 実験方法‥.‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥..‥.‥.
47
5.2.1材料および高温測定.‥.‥.‥‥‥‥‥‥‥‥‥‥‥. 47
5.2.2 高エネルギーⅩ線測定 ‥.‥‥‥.‥‥.‥‥‥‥‥‥‥ 48
5.3 実験結果および考察 ‥‥.‥‥.‥‥‥‥‥‥‥‥‥‥‥‥ 49
5.3.1 高温X線回折 ‥‥‥‥‥‥.‥.‥‥‥‥‥‥‥‥‥ 49
5.3.2 熟サイクルによる内部応力‥‥‥‥.‥.!‥..‥‥‥‥‥ 51
5.4 結言.‥.‥‥‥‥..‥‥.‥‥‥‥‥‥.‖‥‥.‥‥ 54
謝辞 57
3
第1章 非回転基板成膜EB-PVD遮熟コーティン
グの残留応力分布の解析
1.1 緒 言
ガスタービンエンジンの遮熱コーティングとして電子ビーム物理蒸着法(EB-PVD: electron
beam-physical vapor deposition)法が期待されている. EB-PVD法は,基材にまずポンドコート
を施し,ついでジルコニアインゴットに電子ビームを当て,遊離したジルコニアをポンドコート
面に蒸着させる方法である.近年は,成膜速度の上昇もあり経済的にも実用化が期待されている.
EB-PVD法によるジルコニア膜は,成膜方法をコントロールすることにより多様な結晶成長が可
能であり,コーティング膜に様々な特性を付与することも期待されている[1].このた軌EB-PVD
ジルコニアはナノコーティング技術として注目されている[2].
ところで, EB-PVI)遮熟コーティングについては,プラズマ溶射コーティング法と比較して研
究も少なく不明な点が多い. EB-PVDジルコニア膜の残留応力を把握することは,強度,信頼性
の評価に欠かせないが, EB-PVDジルコニア膜の残留応力についての研究は少ない. Johnsonら
は各種コーティング膜めヤング率と残留応力およびせん断強度について検討し,残留応力とコー
ティング膜の機械的特性を明らかにしている[3].しかし,彼らの研究においては膜厚方向の残留
応力の分布については触れておらず,深さ方向への面内,面外応力の分布は不明である.
非破壊的方法で膜厚方向の残留応力を測定する有力な方法は,シンクロトロン放射光の高上ネ
ルギ-X線である.高エネルギーX線は,ジルコニアに対して大きな侵入深さを持ち,かつ高輝
度であるた糾こ材料深部の応力状態を測定できる唯一の方法として注目され. W.これまでsin V
法を主とした方法により,遮熟コーティングの残留応力測定の研究が進められている匝-7】.また,
従来のsin tjj法に比較し効率よく深部のひずみ測定が可能な方法として,ひずみスキャニング法
がある[8].しかし,高エネルギー放射光によるEB-PVD膜の応力測定には, EB-PVDの配向特
性を考慮した残留応力解析方法が必要であり,それはまだ未確立である.
本研究では,面内方向の残留応力を逐次研磨して研究室の回折装置でCト∬α線(以下,ラボX
線と表記する)により測定し,面外方向のひずみをシンクロトロン放射光の高エネルギーX線で
ひずみスキャニング法にて非破壊的に測定して,配向性をもつEB-PVD遮熟コーティング膜の残
留応力分布の解析を行った.
4
第1章 非回転基板成膜EB-PVD遮熟コーティングの残留応力分布の解析
Figure 1.1: Coordinate system for stress measurement.
1.2 応力解析方法
試験片のコート面を基準に,図1.1のように応力とひずみの成分をとると3軸応力の関係は次式
で与えられる.
El -去[<7!-V(<J2+0-3)]
E2 -去[cr2-v(ai+<73)]
1.1
E3 -去[(73-V((TI+(72)]
後述するようにEB-PVDコーティングの面内の残留応力測定結果から,面内応力成分は等2軸応
力状態(<Tl -(72)が仮定できる.また,表面では平面応力状態が成り立ち cr3 -0より表面での
面外方向のひずみS3(0)は,表面(*-o)の面内応力vi(0)を用いると
・3(0) -一芸*i(0) (1.2)
で与えられる.本研究では,面内応力ai(z)の膜厚方向での分布はラボX線を用いたsin*車法に
より逐次研磨して測定する.
一方,高エネルギーX線によるひずみスキャニング法を用いて,面外方向の格子面間隔を測定し,
面外ひずみE3を得る.つまり,面外ひずみesWは,面外方向の格子面間隔d(z)を測定すれば,
esW -
d(z) - do
1.3
年より測定できる. doは無ひずみの格子面間隔である.格子面間隔dと回折角Oは,以下のブラツ
グの条件で与えられる.
d-孟 (1.4)
ただし,人はX線の波長である.面外ひずみE3を計算するために必要な無ひずみの格子面間隔do
は,コーティング表面(2-0)において前述の関係を用いて
E
db-
1.5
E-2i/(Ti(0) 2sinO2=o
から計算した.ただし'2=。は,ひずみスキャニング法で測定した表面の回折角である.また,
*i(0)はラボX線測定により表面で求めた面内応力の値である.
以上により,面内応力の分布ai(z)と深さ方向の面外ひずみの分布*3Mが得られれば,面外応
力の分布(73(z)は,
(73GO - Ee3(z) +2vai{z)
で与えられる.
1.6)
1.3.実験方法
5
Table 1.1: Conditions for laboratory X-rays.
C h aracteristic X 一
rays
C r■
∬α
T ube voltage
30 kV
恥 be current
F ilter
20 m A
Ⅴ
D if ractions
D if
f raction angle 20q
Z rO 2 133 + 331
153.86
150 159 deg
0.1 deg′
step
Scanning angle 2β
Scanning step
P reset tim e
sin ib
Stress constant K
0
4 sec
0.7,0.05 step
一192 M P a′
deg
1.3 実験方法
1.3.1 試験片およびコーティング
板厚2mmのSUS304の基材の上にNiCoCrAIYを減圧プラズマ溶射してポンドコートとした.
なお,高温酸化,熱サイクルなどでは基材からの拡散があり,基材の材質は実機に近いものを用
いる必要があるが,本研究ではコーティング後のEB-PVD膜の残留応力の測定,解析の基礎的研
究を行うことを目的とし,基材の材質としてSUS304を用いた.ボンドコートの厚さは,約0.14
mmである.ポンドコートの上に,トップコートとして8mass%Y203-Zr02をEB-PVD法によ
り成膜した. EB-PVDによる成膜時の基材温度は, 1143Kとした.断面観察により測定したトッ
プコートの厚さは,平均で0.32mmであった.
残留応力解析にはトップコートの機械的性質の測定が必要である.トップコート単体の膜を作
製するために,電解研磨で基材を除去しようとしたが,電解研磨中にトップコートが破壊してトッ
プコート膜単体の取り出しは困難であった.そのため, EB-PVDトップコート面をパフ研磨して
ナノインデンテーション法によりヤング率の測定を行った[9].圧子はバーコピッチ圧子を用い,
トップコート面をパフ研磨した後, 300/zNから1800fiNまで300fiNの間隔でトップコート深
さ方向に押込み,各負荷レベルで3回測定を行いヤング率を求めた.そのすべてを平均した結果,
ヤング率Eとして123GPaを得た.なお,ポアソン比Uは0.3と仮定した.これらの値は, Ⅹ線
応力測定に用いた.理論的弾性定数を求めることは困難であり,便宜的に本研究では結晶の弾性
異方性はないものとし,面内・面外方向のヤング率を同等と仮定した.また, EB-PVD膜の面内
と面外方向との機械的ヤング率に差があることが考えられる.特に,柱状結晶が膜厚方向に成長
しているために面内方向での圧縮の機械的ヤング率は大きく,引張の機械的ヤング率は小さくな
ると考えられる.しかし,後述のように測定された残留応力分布は圧縮が主であった.インデン
テーション法によるヤング率は圧縮方向の弾性関係を表すので,本法により得られたヤング率を
用いて得られた応力も近似的億として妥当であると考えられる.
6
第1章 非回転基板成膜EB-PVD遮熟コーティングの残留応力分布の解析
Table 1.2: Conditions for synchrotron X-rays.
17.264 pm (71.793 keV )
W avelength
D ivergent slit (m m )
0.1 ×8 (hieght ×w idth )
R eceiving slit 1,2 (m m )
0.1 ×8 (h ieght ×w idth)
D ivergent angle of R S
0.0255 deg
D iffraction
Z rO 2,333
10.0389 deg
D if raction angle 26q
1.3.2 ラボX線による面内応力の測定
20-sin ip法により面内応力qlを測定した.そのX線応力測定の条件を表1.1に示す. EB-PVD
されたジルコニア膜は配向特性を持ち,その優先方位もコーティング時の基材温度などの条件に依
存するので[10],前もって各車でのプロファイルを測定しガウス曲線で133および331回折ピー
クを波形分離して sin妙法が利用できることをあらかじめ確認した.
EB-PVD遮熟コーティングのqlの深さ方向の応力分布は,残留応力を導入しないよう に粒径
1〝mのダイヤモンドスラリーを用いてパフ研磨し,逐次表面除去した面をⅩ線応力測定して求
めた.なお,セラミックスの研削残留応力は,砥粒の径に比例して大き圧縮残留応力が生じるが,
1′皿粒径のダイヤモンドスラリーによるパフ研磨の場合は,ほぼ残留応力を導入することなく研
磨除去が可能である[11].
1.3.3 高エネルギーX線による面外ひずみ測定
高エネルギー放射光X線による面外ひずみE3測定は,放射光施設SPring-8の産業用ビームライ
ンBL19B2で行った.その測定条件を表1.2に示す.入射側スリットおよび受光側ダブルスリット
によりゲージ体積を決定した.試料は,ゴニオメータの試料台にZ軸ステージをセットし,試料
をZ方向に移動させて逐次回折を測定した.測定した回折曲線をガウス関数で近似してピーク位
置を回折角2βとした.
1.4 実験結果および考察
1.4.1 EB-PVDコーティングの微視的観察
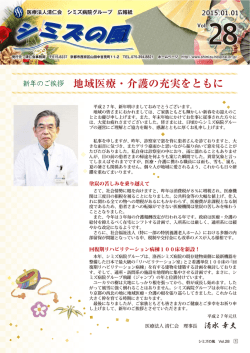
試験片の切断面の走査電子顕微鏡(SEM)写真を図五g:l-2 (a)に示す.図に示されるように,ジ
ルコニアトップコートはポンドコート面から厚さ方向に有向性を持ちながら結晶成長している.そ
の柱状結晶の径は小さく,その方向はやや傾きを持っている.トップコートには,顕著なき裂,気
孔および粒界の空隙はみられず,撤密な様相を呈しているが,ボンドコート界面付近では結晶方
位の乱れが多い.
NiCoCrAIYポンドコートは, SEM写真に示されるように気孔などの欠陥はみられない.また,
トップコートとボンドコートの界面は粗さがほとんどないが,ボンドコートと基材の界面はある程
度粗さがある.トップコートとポンドコートの界面には,明瞭な熟成長酸化物(thermallygrown
oxide)などの層は見あたらない.
1.4.実験結果および考察
(a) Cross section
7
(b) Cracking in top coating
Figure 1.2: Scanning electron micrographs of EB-PVD coatings.
Figure 1.3: Diffraction profile at each tp angle.
一方,電解研磨によりボンドコートとトップコートとの界面部がくさび状に融解する.その際
にトップコートにき裂が発生し,トップコートの破壊が生じた.成膜したままのトップコート面
にき裂は存在せず,かつ破壊した破片の強度もあるので,この破壊は,電解研磨による残留応力
の解放で大きな変形が生じるためと考えられる.
トップコート表面のき裂のSEM写真を図1.2 (b)に示す.一般に,面内方向の残留応力が引張
りであれば,き裂は開口する.しかし,トップコートのき裂は図に示されるように開口せず,面
外にせり出している様子がいたるところで確認された.き裂面は圧縮を受けてせん断破壊してい
る様相に近く,このことから面内方向には大きな圧縮の残留応力があることが予測される.
1.4.2 ラボX線による面内応力分布
EB-PVD法によるジルコニアトップコート革,前節のSEM観察により配向膜であることがわ
かった. EB-PVD遮熟コーティング膜の応力評価の重要な課題は,配向特性を持つ膜の応力評価
8
第1章 非回転基板成膜EB-PVD遮熟コーティングの残留応力分布の解析
Figure 1.4: Separation of 133 and 331 diffraction.
Figure 1.5: 20-sin ib diagram.
方法である.本研究では, EB-PVDによる配向をもつ膜の面内応力測定にsin tp法を適用するこ
とを試みる.
その配向特性を明確にするために,回折プロファイルを測定した.その結果,ジルコニアトッ
プコートは(111)の優先方位が強く,その他(110)優先方位も弱いながら認められた.応力測定に
使用するCi-Kα線によ、る133+331回折の各のこおけるプロファイルを図1.3に示す.配向の影
響で回折強度が変化しているが,各ゆで回折曲線が得られるので sinゆ法が適用できる可能性
がある.ただし, 133と331回折で強度が変化するので,回折2垂線のままではピーク決定はでき
ず,それぞれの回折ピークに波形分離する必要がある.
実際に133と331の回折ピークをガウス関数で近似して波形分離した例を図1.4に示す.きれい
に各回折ピークに分離されていることがわかる.そこで,各4,についてもガウス関数近似により
波形分離して20-sin2車線図を作成した.
図1.5にEB-PVDトップコートの20-sin2車線図を示す. 133回折および331回折に波形分離し
た20-sin2車線図の勾配がほぼ同じ値を示していることから,波形分離の信頼性が評価できる.こ
こでは,分離された133回折および331回折のピーク角度の相加平均からsmzip線図の勾配を計
1.4.実験結果および考察
9
Figure 1.6: Distribution of in-plane stress in top coating.
算して,面内応力qlの値を得た.なお,試験片の表面におけるglおよびJ2の値を測定したとこ
ろ,それぞれ-197MPaおよび-176MPaであり,面内応力は等2軸応力状態が成り立つ.
以上の方法により20-sin2車線図を作成して,深さ方向の面内残留応力の分布を測定した.ま
た,表面除去による残留応力の再分布を考慮して補正を行った[12].その結果を図1.6に示す.表
面で大きな圧縮の残留応力があり,内部に向かってさらに大きな圧縮応力となる.しかし,深さZ
がおよそ0.2 mmを過ぎる付近からボンドコートとの界面に向かい圧縮残留応力が急激に減少し
ている.室温下のトップコートの残留応力測定の範囲での検討として,以下のように説明できる.
ポンドコート表面から成長した初期のジルコニア結晶は任意の方位をもった種結晶からなり,結
晶の成長過程で膜厚方向に(111)方位の結晶が優先的に発達する.そのため,ボンドコート付近
ではジルコニアの結晶の乱れによる微小な空隙が生じ ひずみが吸収される.その結果,トヅプ
コートの残留応力がボンドコート界面付近で減少すると考えられる.もし, EB-PVD法において
(111)の結晶成長を一方向でなくランダム方向に成長を制御できれば,断熱性の付与と残留応力の
軽減ができることを示唆しおり,興味深い.
トップコートの面内応力分布が圧縮側にあることと,前節のトップコートに発生するき裂が発
生して面外にせり出している様相とはよく対応している.また,成膜時の高温から冷却される過
程で基材より熟膨破係数の小さいジルコニアトップコートに圧縮の残留応力が測定されたことは,
このことに合致する.
1.4.3 高エネルギー放射光による面外ひずみ解析
高エネルギー放射光により測定された回折曲線の例を図1.7に示す.これは,ゲージ体積中心が
表面より0.1mm深くなった所の結果である. 50秒の計数時間を設定して1000カウント以上を得
ており,十分な精度を確保している. Zr02の(111)配向をうまく利用することで,ひずみスキャ
ニングが可能となる.つまりZr02の333回折は, (111)配向のた桝こ強い回折を示した.その結
果,ゲージ体積が試料表面下から深くても十分な回折強度が得られ,測定が可能であった.ひず
みスキャニングのゲージ体横は小さく,また表面から深さ方向に沈み込むために,コーティング
深さ方向のデータを測定するには, Ⅹ線光源強度の十分得られるシンクロトロン放射光を利用す
ることが必要である.また, (111)配向により511, 115回折のピークが現れないので,単一のガ
ウス関数できれいに近似できる利点もある.
高エネルギーX線により測定したZrO2 333回折の回折角20とゲージ体積の深さZの関係を測
10
第1章 非回転基板成膜EB-PVD遮熟コーティングの残留応力分布の解析
Figure 1.7: Measured diffraction curve from ZrC>2 333 with hard synchrotron X-rays.
Figure 1.8: Di缶action angles measured by strain scanning method and corrected by taking
account of surface effect.
定した結果を図1.8に示す.図1.8に示すように,測定された回折角2βが表面から内部に向かい
大きく変化している.これは,受光スリットの発散およびゲージ体積中のⅩ線侵入深さによる回
折強度の影響により,ゴこオメータの幾何重心とゲージ体積の回折強度の重心との位置が異なる
た桝こ生じる誤差である.アナライザを利用して補正する方法についての報告[13]もあるが,ア
ナライザによる強度の減衰が大きく回折強度が得られなかった.アナライザによるひずみスキャ
ニング法には,アンジュレ一夕などの強い光源を利用する必要がある.本研究では,筆者らが提案
した表面効果による誤差を解析的に補正する方法[14]を使用した.補正を行った結果を図1・8に
併せて示した.
回折角から格子面間隔dを式(1.4)から得ることができる.試料表面(*-o)では平面応力状態
になるので,面外応力63が0になる.本研究では,式(1.5)により無ひずみの格子面間隔doを決
定し,そのd.を用いて面外ひずみeMの分布を式(1.3)により計算する.南外ひずみE3の分布
を図1.9に示す.トップコートには圧縮の残留応力があるために,概ね面外ひずみE3は正の値を
1.4.実験結果および考察
ll
Figure 1.9: Distribution of out-of-plane strain in top coating.
Figure 1.10: Distribution of residual stresses in top coating.
示している.
図1.6で測定された面内応力glおよび図1.9で得られた面外ひずみE3をもとに式(1.6)から面
外応力q3を計算した.その結果を図1.10に示す.図には,図1.6で示した面内応力qlの分布も
併せて示す.面外応力63の深さZ方向の分布をみると内部に向かい圧縮を示した後,面外方向の
残留応力はボンドコート界面近くで減少している.ただし,面内の圧縮残留応力に比較して大き
な圧縮にはなっていない.つまり,はく離応力cr3は内部で圧縮を示すが,面内応力成分Jlより
もその絶対値は小さく,ポンドコートとの界面付近で大きな引張を生じていないので,膜のはく
離には至っていない.
図1.10に示すように, EB-PVD遮熟コーティングの面内方向,面外方向の応力分布を比較する
と,面内方向の大きな圧締残留応力が存在する.もし,トップコートの一部がはく離した時,面
内圧縮残留応力が解放され,それが変形を引き起こしてき裂が発生する.トップコートが冷却時
に圧縮残留応力で破壊する場合は,トップコート内部の面内圧縮残留応力の低減が必要である.
EB-PVDに際して基材を回転させることにより,ジルコニアをうねりながら成長させることも可
参考文献
12
能である囲.このようなコーティングは,トップコ-`トの密度も小さく隙間が多いので,圧縮
残留応力を低減させ,かつ断熱効果も期待できる.
本研究では,界面からやや成長した所に大きな圧縮の面外応力が認められる.原因としては,結
晶方向の差異による微視的応力により,面外応力が生じている可能性がある.結晶方位がそろっ
ている表面側では結晶方位差による微視的応力が生じにくい.また,結晶成長の方位が乱れて空
隙のある界面側では結晶同士があまりぶつかり合わず,微視的応力が生じにくい.これに対して,
界面からやや成長した付近では結晶成長の差異が大きく,それらのぶつかり合いも大きくなり,面
外方向の圧縮応力が大きくなると考えられる.いずれにしても今後,他の回折面方位による面外
応力の測定などの検討が必要である.
1.5 結 昌
ラボⅩ線および高エネルギー放射光Ⅹ線を組み合わせ, EB-PVDによる遮熟コーティングの残
留応力を解析した.得られた結果をまとめると以下のようになる.
(1) EB-PVDによるジルコニアトップコーティングは(111)配向が支配的であり,その他(110)
配向も少し見られた.面内応力分布は, Cr-Kα線による133+331回折を波形分離して siir-t/;汰
にて測定できる.
(2)面外応力分布は(111)配向による掛ユ回折を逆に利用して, 333回折によるひずみスキャニ
ングを行った.解析的方法でひずみスキャニング法の表面効果の補正を行い, EB-PVD遮熱コー
ティングの面外方向のひずみ分布が測定できる.
(3)面内応力は表面から内部に向かい大きな圧縮を示し,ボンドコート界面近くで急激に減少し
た.また,トップコートに生じるき裂は面内の大きな圧縮残留応力により開口せず,面外にせり
上がる様子が観察された.
(4)面外応力分布は,内部に向かい圧縮を示した後,ボンドコート界面近くで減少している.し
かし,面外の圧縮の残留応力は面内の圧縮残留応力よりも小さい.
参考文献
[1] N. Yamaguchi, K. Wada , K. Kimura and H. Matsubara, "Microstructure modification of
yttria-stabilized zirconia layers prepared by EB-PVD", Journal of the Ceramic Society of
Japan, Vol. Ill, pp. 883-889 (2003).
[2] H. Matsubara, Y. Kagawa, T. Yoshida, "Outline of the nanostructure coating project",
Bulletin of the Ceramic Society of Japan,Vol. 36, No. 9, pp. 646-651, (2001).
[3] C.A. Johnson, J.A. Ruud, R. Bruce and D. Wortman, "Relationships between residual
stress, microstructure and mechanical properties of electron beam-physical vapor deposition
thermal barrier coatings", Surface & Coating Technology, Vol. 108-109, pp. 80-85 (1998).
[4] K. Suzuki, K. Tanaka, Y. Akiniwa, M. Kawamura, K. Nishio and H. Okado, "In-Situe
stress measurement of bond coatings at high temprature by high-energy synchrotron Xrays", Journal of the Society of Material Science Japan, Vol. 52, No. 7, pp. 756-763 (2003).
[5] K. Suzuki, "Evaluation of internal stress in coatings", Science of Machine, Vol. 56, No. 3,
pp. 340-346 (2004), Yokendo, Tokyo.
15
'第2章 表面の残留応力の解析
2.1 緒言
遮熟コーティング(TBC)方法の一つとして電子ビーム物理蒸着法(EB-PVD)がある. EB-PVD
によるジルコニアコーティングは,断熟惟,耐熱サイクル性の優れているコーティングとして期
待されており, EB-PVDの研究が進められている[1,2]. EB-PVDによるTBCは,コーティング
の条件により多様な組織形態をとる囲.最近では,ジルコニアの他にパフこアによる成膜も研究
されている 2EB-PVDの強度評価については,高温酸化によるはく離等の損傷メカニズムに関する研究が主
で担,5],残留応力に関する研究は少なく[6,7].特に, X線法によりEB-PVDコーティングの残
留応力を評価した研究は少ない[8]. EB-PVDによるジルコニアの組織形態と残留応力との関係は
不明な点も多く,残留応力の評価方法を確立することは,成膜方法の改善とEB-PVDによるジル
コニア膜の信頼性向上に不可欠である.筆者らは,前報において基板を回転させずにEB-PVDに
より成膜した残留応力を測定した[8].非回転成膜によるジルコニアは. (Ill)面を基板と平行と
する柱状晶をなし,残留応力は大きな圧縮を示した.基板の成膜温度・回転などにより柱状晶や
羽毛状などの組織形態をとり,複雑に変化するので[3].回転基板法によるEB-PVDジルコニア
コーティングの成膜方法に対応した残留応力の評価方法を確立することが必要である.
本研究では, EB-PVDによる成膜時の基板回転数を変えた場合の膜の結晶,組織特性とその残
留応力を評価する方法について検討する.
2.2 実験方法
2.2.1 材料およびコーティング
板厚2.8 mmのNi基超耐熱合金(IN738LC)の基材上にボンドコーティングとしてCoNiCrAIY
を減圧プラズマ溶射した.ボンドコーティング厚さは,約0.18mmである.その上に,トップコー
ティングとして4mol%Y203-Zr02をEB-PVDにて成膜した.
図2.1に示すように,電子ビーム出力45kWでジルコニアインゴットからジルコニアを遊離さ
せ,基材を成膜中に毎分5, 10, 20回転させながらトップコーティングを成膜した. EB-PVDによ
る成膜時の基材の予熱温度を1223 K,成膜時間を1500sとした.本研究では,それらの試験片を
基板回転数に対応してそれぞれR5, RIO, R20と呼ぶ.断面観察により測定したトップコーティン
グ厚さは, R5で105 /zm, RIOで112 /zm, R20で126 /xmであった.
コーティングの組鰍こついては,走査電子顕微鏡(SEM)および金属顕微鏡により観察した.ま
た,結晶の方位などの特徴を検討するために極点図の作成も行った.
参考文献
13
[6] K. Suzuki, K. Tanaka, Y. Akiniwa, M. Kawamura, K. Nishio and H. Okado, "Estimation
of spalling stress in thermal barrier coating using high energy X-rays from synchrotron",
Transaction of the Japan Society of Mechanical Engineers, Ser. A, Vol. 70, No. 693, pp.
724-730 (2004).
[7] Suzuki, K. and Tanaka, K., "Applications on High-Energy X-rays to Stress Measurements
of Thermal Barrier Coatings" , Textures and Microstructures, Vol. 35, No. 3/4, pp. 207-217
(2003).
[8] P.J. Withers, "Analysis of residual stress by diffraction using neutron and synchrotron
radiation", ed. by M.E. Fitzpatrick, and A. Lodini, pp. 170-189 (2003), Taylor & Francis.
[9] W.C. Oliver, G.M. Pharr, " An improved technique for determining hardness and elastic
modulus using load and displacement sensing indentation experiment" , Journal of Materials
Research. Vol. 7, No. 6, pp. 1564-1583 (1992).
[10] K. Wada, N. Yamaguchi and H. Matsubara, "Crystallographic texture evolution in ZrCV
Y2O3 layers produced by electron beam physical vapor deposition", Surface & Coatings
Technology, Vol.184 , pp. 55-62 (2004).
[11] K. Tanaka, K. Suzuki and H. Nakagawa, "Grinding residual stresses of ceramics", Journal
of the Japan Society for AbrasiveTechnology, Vol. 34 , pp. 17-24 (1990).
[12] K. Tanaka, N. Mine, K. Suzuki and R. Kaふase, "X-Ray residual stress measurement of
alumina detonation coating" , Journal of the Society of Material Science Japan, Vol. 40, No.
448, 96-101 (2003).
[13] P.J- Withers, M. Rreuss, P.J. Webster, D.J. Hughes, and A.M. Korsunsky, "Residual strain
measurement by synchrotron diffraction" , Materials Science Forum, Vols. 404-407, pp. 1-12
(2002).
[14] S. Machiya, Y. Akiniwa, K. Suzuki, K. Tanaka, T. Kurimura and H. Oguma, "Measurment
of residual stress distribution by strain scanning method using high energy X-rays from
synchrotron source , Transaction of the Japan Society of Mechanical Engineers, Ser. A,
Vol. 71, No. 711, pp. 1530-1537 (2005).
[15] K. Wada, N. Yamaguchi and H. Matsubara, "Effect of substrate rotation on texture evolution in ZrO2-4mol%Y2O3 layers fabricated by EB-PVD" , Surface & Coating Technology,
Vol. 191, pp. 367-374 (2005).
第2章表面の残留応力の解析
Figure 2.1: Thermal barrier coating by EB-PVD method
Figure 2.2: Spinner mounted on ^ goniometer
2.2.2 X線応力測定
EB-PVDによるジルコニアトップコーティングは,後述するように面内方向および面外方向に
も配向を持っている.そのため,一般のsin V法をそのまま適用して応力を測定することは困難
である.本研究では,面内方向で等2軸かつ平面応力状態を仮定し,回折ピークを測定できるよ
うにスピーナ-で試料を試料法線まわりに回転させた.また,試料台にスピナーを組み込んで試
料をつけた様子を図2.2に示す.広い車角度を測定できる側傾法ゴこオメータを利用した.また,
試料の前に照射域を制限するために図2.2に示す高さ2mmの制限スリットを設け,ゆ角を720ま
で傾けるられるようにした.
本研究のジルコニアは正方晶で,残留応力測定ではCr一gα特性X線によりZr02の133+331回
折を用いた.広範囲の4,角を利用するた釧こ側傾法によるsin ip法を適用することにした.回折
ピークは,任意の4,角で133+331の回折角が得られることはなく,主に30--72Cの範囲で十分
な回折強度が得られた.回折が得られる付近で車角を設定し,回折曲線を測定した.さらに,回
折線はガウス関数で近似した後, 133回折と331回折に波形分離し20-sin2中線図を作成した.具
2.3.実験結果および考察
17
Table 2.1: X-Ray conditions for stress measurement.
Sp ecim en
R5
R otation
5 rp m
R 10
10 rpm
T ub e voltage
T ub e current
30 kV
30 m A
Ⅴ
F ilter
O p tics
D ivergent angle
Irradiated area
S canning 2β
P reset tim e
S canning step
Y oung s m odu lus
P oisson s ratio
D i庁
raction angle 2β
Stress constant
R 20
20 rpm
P arallelb eam
0.64 d eg
4 ×2 m m 2
150 .5
158.5
4 sec
0.1 deg′
step
123 G P a
0.3
154.017 deg, (133+ 331
- 189 M P a′
deg
体的なⅩ線応力測定条件を表2.1に示す.前章のEB-PVD試験片と本章以降のEB-PVD試験片
は作製方法および装置が異なる.本章以降のEB-PVD Zr02はα-5.1087Åであり, Cの値はR5
でc=5.1518Å, RIOでc=5.1634A, R20でc=5.1790Åとなっている.本章および後章では,
α- 5.1087Å c- 5.1634Aの格子定数を用いて,無ひずみの回折角2βO,応力定数ガを求めてい
る. X線的弾性定数はナノインデンテーション法で測定した前章の値を利用した.
EB-PVD膜は厚さも小さく膜単体を取り出すことができないため,機械的弾性定数を測定する
ことは困難であった.本研究では, Ⅹ線弾性定数としてナノインデンテーション法により測定さ
れたヤシグ率E-123GPaおよびポアソン比i/-0.3を便宜的に使用した[8].ただし,ナノイ
ンデンテーションの寸法は大きいもので1辺0.5 〝m程度, X線応力測定の照射域は4 × 2mm2で
あり,これらの測定領域には差がある.
2.3 実験結果および考察
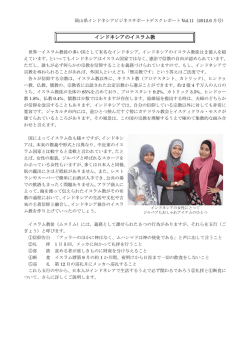
2.3.1 EB-PVDコーティングの観察
遮熟コーティングの断面様相の一例として, R5の切断面のSEM写真を図2.3に示す.-基材と
ボンドコーティングにも目立った欠陥はなく,ボンドコーティングの密着性を向上させるた糾こ
ボンドコーティングと基材との界面には粗さがある.一方,ボンドコーティングとEB-PVDトッ
プコーティングとの界面はほとんど粗さはなく,トップコーティングのジルコニアがボンドコー
ティング面から柱状に結晶成長している.柱状晶の成長方向は,基材表面に対して完全な鉛直で
なくやや傾斜している.
図2.4に各試験片のトップコーティングとボンドコーティングとの界面の様子を示す.ボンド
コーティングから成長するEB-PVDジルコニアは小さい径の柱状組織である.基板回転数が速い
ほど柱状組織の径が小さい傾向が伺える.また,基板回転数が5 rpmと10 rpmの試料R5, RIO
は柱状組織がみられ.そのピッチを比較するとR5の方が長いので,節のピッチは回転数に対応し
18
第2章 表面の残留応力の解析
Figure 2.3: Cross section of EB-PVD TBC (R5)
て形成されると考えられる.基板回転数が20rpmのR20の柱状組鰍こは,もはや明瞭な節はみ
られない.
一方,各回転数によるEB-PVDコーティングの表面部についてSEM観察した写真例を図2.5
(a)- (<=)に示す.いずれのコーティングも柱状に成長した先端は,羽毛状の模様に見え,先端が
尖った形態を持つ.また,図2.5 (b)をよく観察すると三角形をした片鱗が先端部で成長・積層し
ている様子がわかり,他でも同様である.図2.5 (c)を見ると,それらの横層結晶が周りの柱状組
縄と競合している様子もわかる.羽毛状に見える模様は,片鱗上に成長した結晶の堆軌こより作
られていることがわかる.このように基板を回転しながら作られたEB-PVDジルコニアは,結晶
が単純に柱状に成長したものでなく,微細な薄片状の結晶組織が配向を持ち堆模した複雑な組織
である.
また,図2.4の柱状組織下部と図2.5の先端部を比較すると,柱状組織の先端部は大きな直径を
Figure 2.4: Photographs of EB-PVD zirconia near interface between top and bond coating
Figure 2.5: Photographs of EB-PVD zirconia near surface
2.3.実験結果および考察
19
Figure 2.6: Pole figures of ZrO2 (111) by Cr-Kα line
持ち,ポンドコーティング界面から成長する過程で,各柱状の組織が競合しながら成長し,表面
部では結晶成長が早い組織が選択的に生き残っている.そのため,界面近くとコーティング表面
で,柱状晶の径に大きな差が生じており,結晶の配向なども変化しているものと考えられる.
2.3.2 コーティングの配向特性
前述のコーティング断面方向の観察結果から膜の成長形態を明らかにすることができた.薄片
状の堆積した組織の結晶の配向を調べるた桝こ,極点図による検討を行う.図2.6に各回転数で成
膜した試験片のCu一gαによるZrO2 (111)の極点図を示す.図中の矢印の方向が回転軸AD (図
2.1参照)の方向となる.各試験片により少々違いはあるものの. (Ill)が軸ADに対して士450
の方位を持っていることがわかる.
さらに,トップコーティング表面をダイヤモンドペーストでパフ研磨して,金属顕微鏡で観察
した結果をFig. 7に示す.図2.7(a)に示すように,コーティング面の一部に粗大粒の成長した領
域が見られ,かつその近傍は微細な柱状組織が見られず,隙間が生じている.このような成膜の
欠陥は回転数にかかわらず観察された.このような粗大粒の成長は,遮熟コーティングとしては
改善する必要があり,この発生原因を明らかにするには,成長点付近の観察と分析が必要である.
また,図2.7(b)は表面から5/Jm研磨除去されたコーティング表面の顕微鏡写真である.よく
観察すると,各柱状組織の軸方向垂直な断面の形状は菱形になっており,その対角線は回転軸AD
に平行にそろっている.先に示したZrO2 (111)の極点図の(111)方位がAD軸に対して士450回
転していることとを考えると. Zr02の(100)方位が回転軸ADと一致する構造をしている.
以上のコーティングの観察および極点図の結果を合わせ, EB-PVDによる成膜されたジルコニ
アの結晶成長メカニズムについて検討した結果を図2.8に示す.極点図およびコーティング研磨面
の観察結果から,ジルコニアの柱状組織は,図に示すように三角形の形状の(Ill)面が膜厚方向
に四角すい面に積層しながら成長する形態をしている.このことは,図2.5のSEM写真の柱状組
織先端の積層している薄片の様子からもわかる.また,三角形の形状の(Ill)面が菱形の断面の
形を作って成長している.ボンドコーティングとの界面から小さい柱状組織が成膜と共に拡大し,
あるものは途中で成長が阻害され消えているものも多い.図2.4(c)の界面近くには,成長を停止
している柱状組織と太くなっている柱状組織がある.回転成膜するとZr02の(100)面が回転軸
と一致する結晶方位をとる理由については不明である.その他,柱状組織の外周部には羽毛状組
織がみられる.この組織の詳細については,第3章で述べる.
第2章 表面の残留応力の解析
20
(a) R5 removed off 10 fim from surface (b) RIO removed off 5 (im from surface
Figure 2.7: Micro-photographs of removed surface
Figure 2.8: Growth mechanism of columnar structure of EB-PVD zirconia
2.3.3 コーティングの残留応力
前述のような配向特性を持つEB-PVDによるジルコニアコーティングの残留応力をX線応力測
定によ-り測定するために,種々の車角でCr-Kα線によるZrO2 133+331回折プロフィルを測定し
た.試験片はスピナーにより面内回転している状態で回折を測定している.その例としてRIO試
験片の結果を図2.9に示す.図に示すようにゆ角の低いところでは133+331回折が得られないが,
車角が300を超えると回折が得られるようになり sin V*法を適用できる可能性がある.本研究で
は, 133+331回折の他に, 400回折, 222回折, 311回折についても各試料の4,角に対する回折プ
ロフィルの同様なマップを作成した. 133+331回折による応力測定は, 113+311回折による応力
測定結果と比較してsin Vの範囲が広く,精度が高い結論を得た.
(Ill)面と(001)面のなす角は550であるが, 133回折プロフィルのマップから測定して001回
折格子面がコーティング面に対して士250ほど傾斜している場合, 4,角と測定した133回折の強度
関係がよく対応する.このことは,図2.4の四角すいの傾き(Ill)面が急勾配になっていることと
合致する.
2.3.実験結果および考察
21
Figure 2.9: Diffraction profile map of RIO for ZrO2 133+331 by Ci-Kα
Figure 2.10: Separation of ZrO2 133+331 diffraction profiles by Cr-Kα for R20
以上の測定結果に基づき, ZrO2 133+331回折が測定できる車角で回折プロフィルを測定し,そ
の回折二重線をガウス関数で近似して,図2.10に示すように133と331回折に波形分離を施した.
図のようにピーク分離の精度もよい.また,低い車角の測定については,十分な回折強度が得ら
れなかった.
本実験で得られたsin ipに対して測定された各回折角20は133の回折ピークと331回折ピーク
に分離し,波形分離の安定性を考慮して両回折の相加平均として 20-sin2車線図にまとめた.そ
の一例としてR20の20-sin2if>を図2.11に示す 20-sin2中線図の直線性もよく,十分に面内残留
応力の評価が可能である.他のR5およびRIOの20-sin -0線図についても同様の結果が得られた.
20-sin if)を直線近似して得られたコーティング表面の面内方向の残留応力gRを表2.2に示す.
測定結果によれば,成膜回転数が大きいものほど圧縮の残留応力を軽減している.回転数がO rpm
第2章 表面の残留応力の解析
22
Figure 2.ll: 29-sin2ip diagram of ZrO2 133+331 by Ct-Kα for R20
Table 2.2: In-plane residual stresses measured
S pecim en
R otation,rpm
<tr .M P a
R5
R 10
R 20
5
10
20
- 75.5
- 62 .0
- 24.7
では,表面で約-180MPa,内部で-400MPaの残留応力が導入され,トップコーティングの割
れとはく離を促進する[8].熟サイクルによる圧縮残留応力を軽減できる回転成膜法は,遮熟コー
ティングの成膜方法として有効である. Ni基超耐熱合金の熱膨張係数は,ジルコニアの膨張係数
よりも大きい[9].また,回転成膜法においては,回転速度が大きいと密度が車や小さくなる[10].
そのため,高温から基材が室温に冷却される過程でコーティングに圧縮が生じ,基材の回転数が
大きい方が圧縮の残留応力が小さくなると考えられる.高温と室温の熟サイクルについて考える
と,高温での基材の膨張によるトップコーティングの面内方向の引張ひずみはトップコーティン
グの柱状晶の隙間で吸収されるが,室温での基材の収縮によるトップコーティングの圧縮ひずみ
は柱状晶に圧縮として残留する.そのため,トップコーティングに大きい圧縮残留応力が存在す
ると熟ひずみのサイクルが大きくなる.圧縮残留応力の少ないものが耐熱サイクル性能が優れて
いると考えると, R20>RIO>R5の順になる.
2.4 結言
本研究では,基板を5rpm, 10rpmおよび20rpmで回転しながらEB-PVDにより成膜したジ
ルコニアコーティング膜の微視組織の観察と結晶配向を調べ,結晶組織の成長メカニズムを明ら
かにした.また,結晶配向を考慮してX線法によりコーティング表面の残留応力を評価した.得
られた結果をまとめると以下のようになる.
1)EB-PVDにより成膜したジルコニアコーティングは柱状組織を持ち,ボンドコーティング界
面付近では径が小さく,各柱状組織の競合を経ながらコーティングの厚さとともに径が大きくなる.
2)柱状組織の軸方向垂直断面の形は菱形であり,その対角線は(100)であり,対角線は基板回
転軸と一致する.
参考文献
23
3)柱状組鰍まZrO2 (111)が成長,堆積した構造を持ち;表面では, (100)方位がコーティング
面の法線方向と約250傾いている.
4)試料を面内回転させながらゆ角度がおおよそ300 70cの範囲でZr02の133+331回折を測
定することができる. 133回折と331回折の波形分離により回折ピークを決定し sin'車法により
残留応力を評価できる.
5)測定されたコーティング表面の残留応力は,基板回転数が20 rpm, 10 rpmおよび5 rpmの
順で圧縮の残留応力が大きくなる.
参考文献
[1] H. Matsubara, Y. Kagawa and T. Yoshida, "Outline of the Nanostructure Coating Project",
Bulletin of The Ceramic Society of Japan, Vol. 36, No. 9, (2001) pp. 646-651.
[2] K. Matsumoto, Y. Itho and T. Kameda, "EB-PVD process and thermal properties ofhafhiabased thermal barrier coating", Science and Technology of Advanced Materials, Vol. 4,
pp.153-158 (2003).
[3] K. Wada, N. Yamaguchi and H. Matsubara, "Effect of substrate rotation on texture ev01ution in ZrO2-4mol%Y203 layers fabricated by EB-PVD" , Surface & Coating Technology,
Vol. 191, pp. 367-374 (2005).
[4] Y.H. Shon, J.M. Kim, E.H. Jordan and M. Gell, "Thermal cycling of EB-PVD/MCrAIY
thermal barrier coatings: I, Microstructural development and spallation mechanisms" , Surface h Coating Technology, Vol. 146-147, pp. 70-78 (2001).
[5] D. Monceau, F. Crabos, A. Malie, and B. Pieraggi, "Effects of Bond-Coat Preoxidation
and Surface Finish on Isothermal and Cyclic Oxidation, High Temperature Corrosion and
Thermal Shock Resistance of TBC Systems", Materials Science Forum, Vol. 369-372, pp.
607-614 (2001).
[6] V.K. Tolpygo and D.R. Clarke, "Morphological evolution of thermal barrier coatings induced by cyclic oxidation", Surface & Coating Technology, Vol. 163-164, pp. 81-86 (2003).
[7] C.A. Johnson, J.A. Ruud, R. Bruce and D. Wortman, "Relationships between residual
stress, microstructure and mechanical properties of electron beam-physical vapor deposition
thermal barrier coatings" , Surface & Coating Technology, Vol. 108-109, pp. 80-85 (1998).
[8] K. Suzuki, K. Matsumoto, T. Kubo, S. Machiya, K. Tanaka and Y. Akiniwa, "Analysis
on Residual Stress in electron beam-physical vapor deposited thermal barrier coating using
hard synchrotron X-rays" , Transactions of the Japan Society of Mechanical Engineers, Ser.
A, Vol. 71, No. 711, pp. 1523-1529 (2005).
[9] A.G. Evans, M.Y. He and J.W. Hutchinson, "Mechanics-based scaling laws for the durability
of thermal barrier coatings", Progress in Materials Science, Vol. 46, pp. 249-271 (2001).
[10] B.K. Jang and H. Matsubara, "Influence of rotation speed on microstructure and thermal
conductivity of nano-porous zirconia layers fabricated by EB-PVD" , Scripta Materialia,
Vol. 52, No. 7, pp. 553-558 (2005).
25
第3章 EB-PVD遮熟コーティングの残留応力分
布解析
3.1 緒言
前章では, EB-PVD遮熟コーティングの表面の残留応力をX線法で測定する方法を確立した.
コーティング組鰍ま,ジルコニアの(Ill)面が膜厚方向に堆積した柱状組織であり,その先端はピ
ラミッドのような四角すい形状をしている囲.これらの表面の圧縮残留応力を測定したところ,
基板回転速度5rpm, lOrpmおよび20rpmの順で圧縮残留応力が小さくなる[2].
一方,断面のSEM観察によれば,結晶の成長形態は,ポンドコーティング界面からトップコー
ティング表面まで変化する.界面付近は,結晶寸法も小さく方位もランダムであり,中間では柱
状組織が小さいながらも配向が明瞭になる.そして,表面部では成長の優位なものが選択的に残
り,大きな柱状紅縄になる.このような膜厚さ方向に変化するEB-PVDジルコニア遮熟コーティ
ングの残留応力分布については,これまでレ-ザラマン分光法などによる残留応力測定か報告さ
れている[3-5]が, EB-PVD遮熟コーティングの残留応力分布の研究は十分とは言えない.結晶
弾性変形から直接格子ひずみを測定するX線法は,応力評価から重要な手法であるが,その測定
例は少ない[6],
本章では,回転基板法にてEB-PVDにより成膜されたジルコニア遮熟コーティングを対象とし
て,面内方向残留応力を研磨除去によるX線応力測定法で測定し,面外方向ひずみを高エネルギー
放射光X線を用いたひずみスキャニング法で測定した.これらの結果を基に,コーティング厚さ
方向の残留応力分布を求め,結晶形態との比較・検討を行った.
3.2 実験方法
3.2.1 試験片およびコーティング
試験片の基材,コーティングなどは前章と同様であり,板厚2.8mmのNi基超耐熱合金(IN738LC)
の基材上にCoNiCrAIYを減圧プラズマ溶射してボンドコーティングとした.ボンドコーティング
厚さは,約0.18mmである.その上に,トップコーティングとして4mol%Y203-Zr02をEB-PVD
にて成膜した.
電子ビーム出力45kWでジルコニアインゴットからジルコニアを遊離させ,基材を成膜中に毎
分5, 10, 20回転させながらトップコーティングを成膜した. EB-PVDによる成膜時の基材の予熱
温度を1223K,成膜時間を1500sとした.本研究では,それらの試験片を基板回転数に対応して
それぞれR5,RIO,R20と呼ぶ.断面観察により測定したトップコーティング厚さは, R5で105
fim, RIOで112 /mi, R20で126 Mmである.
第3章 EB-PVD遮熟コーティングの残留応力分布解析
26
Table 3.1: X-ray conditions for in-plane stress measurement.
Sp ecim en
R otation of sub strate
R5
5 rpm
R 10
10 rpm
R adiations
T ub e voltage
R 20
20 rpm
C rー
K α
30 kV
20 m A
T ub e current
F ilter
30 m A
Ⅴ
D if raction
ZrO 2, 133 + 331
154.17 deg
D iffraction angle,26
ZrO 2, 133
153.06 deg
Scann ing step
0.1 deg′
step
Scann ing angle 2β
150 159 deg
P reset tim e
ip angle
Stress constant K
10 sec
35
40,50 55 deg
- 189 M P a/deg
4 sec
36
42,70 75 deg
- 198 M P a′
deg
3.2.2 ラボX線応力測定
トップコーティング面内方向の応力glは,前章と同様にラボⅩ線によるsin ip法により行っ
た[2]. EB-PVDによるZrO2 TBCは配向が掛)ので,試験片を面内回転ステージに装着しそ応
力測定を行った.各測定プロファイルはZr02の133回折と331回折に波形分離できるR5および
RIOは,各ピークの平均から回折角を決定した. R20はZr02の133回折が支配的だったので, 133
回折によりピーク位置を決定した.波形分離にはガウス関数を用いた.応力定数は,既報で測定
したナノインデンテーション法により測定した機械的ヤング率E= 123GPaとポアソン比i/=0.3
から決定したPI.測定条件の詳細を表3.1に示す.
面内方向の残留応力の深さ方向の分布は,ダイヤモンドスラリーでパフ研磨により表面除去し
ながら逐次Ⅹ線応力測定を繰り返して求めた.コーティング厚さは約100〝m程度と薄く,表面除
去による残留応力の再分布はほぼ無視できるので,除去補正は行わなかった.
3.2.3 放射光X線応力測定
トップコーティングの面外方向応力E3の測定は,シンクロトロン放射光による高エネルギーⅩ
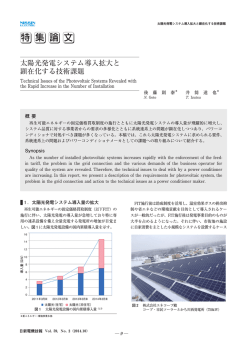
線を用いたひずみスキャニング法により測定した.シンクロトロン放射光施設は,高輝度光科学
研究センター(SPring-8)のビームラインBL02Blを利用した(図3.1).このビームラインでは,高
エネルギーⅩ線を取り出せ,高精度7軸回折装置およびひずみスキャニングに使用できる3軸試
料ステージなどが装備されている.
高エネルギーⅩ線は大きなⅩ線侵入深さを持つ.また,シンクロトロン放射光は指向性の高い,
高輝度Ⅹ線を特徴とする.これらを利用して入射スリットおよび受光側のダブルスリットで作ら
れるゲージ体積における面外方向の格子面間隔dを測定する.試料ステージをトップコーティン
グ深さ方向Zにスキャンすることで,格子定数dの深さ方向の変化を得ることができる.本方法
は,ひずみスキャニング法といわれ[81.表面から内部の残留応力評価方法として第3世代放射光
施設で広く利用されている.
3.2.実験方法
27
(a) Complete view of SPring-8 (b) Beamline BLO2Bl
Figure 3.1: SPring-8, the large synchrotron radiation facility.
Table 3.2: Conditions for synchrotron X-ray
Specim en num b er
R otation of substrate
W avelength
R5
5 rp m
R 10
R 20
10 rpm
20 rp m
0.17316 Å(71.577 keV
Size of divergent slits
H eight = 0.2 m m
W idth = 5.0 m m
Size of receiving slits
Length betw een O and R S I
H eight = 0.2 m m
W idth = 5.0 m m
610 m m
Length betw een R S I and R S2
590 m m
D iffraction
ZrO 2 333
ZrO 2 600
D if raction angle 2#o
10.004 deg
ll.601 deg
Y oung's m od ulus E
P oisson s ratio 〝
123 G P a
0.3
本研究のひずみスキャニング法におけるX線条件を,表3.2に示す.試験片はスピナーで回転さ
せ等2軸応力状態とした.面外方向の回折強度が最も強く内部測定に適している回折格子面を探
した結果 R5, RIOはZr02の333回折, R20はZr02の600回折を利用した.
ひずみスキャニング法では,ゲージ体積がトップコート表面またはトップコートとポンドコー
トとの界面を横切るために公称ゲージ体積の幾何学的中心と実際のゲージ体積の光学重心が一致
しない囲.この現象は表面効果と言われ,幾何学的補正方法が提案されている[サ].しかし,本
研究においては配向のあるコーティングであることから,同一の無ひずみ試料の角度変化を用い
て測定回折角を補正した1.
1具体的には, 1273Kに同一試料を加熱し基材とトップコートの残留応力が解放されたと仮定し,高温下で回折角の
深さZ方向の変化を測定して,補正角度を得た.
第3章 EB-PVD遮熟コーティングの残留応力分布解析
28
3.3 実験結果および考察
3.3.1 面内方向応力分布
前述の方法により測定した面内方向の残留応力C'lの深さ方向分布を図3.2 (a), (b), (c)に示す.
書く図中の○印は残留応力Jlを示し,エラーバーは68.3%信頼区間を示す.また,各図にはトッ
プコートのZr02の133回折の強度とボンドコートのNi3Alの220回折の強度の変化を示した.
Zr02の133回折の強度が減少し, Ni3Alの220回折が増加して交差するところが界面付近に相当
する. SEMの断面観察で測定した値とやや異なり R5,RIOおよびR20については,図に示され
るようにあまり差がなく120fim弱である.
図3.2 (a)に示すように基板回転数5rpmの試験片R5の面内残留応力は,表面で約-100 MPa
の圧縮を示し,表面直下でやや圧縮が低下するが内部で-100 MPaの圧縮を保ちながら,ボンド
コートとの界面付近でさらに-200 MPaの大きな圧縮になる.基板回転数IOrpmの試験片RIO
の面内残留応力は, R5よりも小さな圧縮残留応力となり表面部で約一60 MPa,内部で-30 MPa
前後の圧縮を保ち,深さZが60fim付近から-50 MPaになり界面付近では-100 MPaの圧縮に
なる.基板回転数20rpmの試験片R20の面内残留応力は,さらに圧縮の残留応力が小さくなり表
面内部でほぼ零か小さな引張となり,界面付近でも残留応力がない.
(a) R5
RIO
(c) R20
Figure 3.2: Distributions of in-plane residual stress and intensity in the direction of depth.
3.3.実験結果および考察
29
以上のように,基板回転法によるEB-PVDのジルコニアトップコートの面内残留応力は,基板
回転数の増加に伴い圧縮の残留応力か小さくなる特徴を持ち,このことは第2章で述べた表面残
留応力測定の結果とも一致する.また,界面付近では圧縮残留応力が大きく,コーティング厚さ
が界面から40 〃mを超す辺りから圧縮残留応力が少し低下する.
このような基板回転成膜法によるトップコーティングの残留応力の深さ方向分布の特徴は,
1.ボンドコーティング界面から回転周期のパターンを伴う初期層で小さな径の柱状組織.
2.競合しながら成長する中間層,回転鰍こ対してfourfold texture [1]がそろい成長し始める.
・ 3.四角錐の形(four fold texture)で成長する優先成長する表面層,回転数の大きい方が径が大
きい[11].
のようになる.初期層はち密であり,基板との熱膨張係数のミスマッチから圧縮の残留応力が生
じやすい.また,中間層も競合しながら成長するので,やや撤密であり,圧縮の熟残留応力が少し
残る.表面層は,大きな径の柱状組織であり,気孔率も大きくひずみを許容するのに十分な空隙
がある.特に,回転数の大きいR20は柱状組織の径が大きく成長するた桝こinter-columnaおよ
びintra-columnarが多く?]3-jang,面内方向の圧縮ひずみを吸収することが可能と考えられる.
3.3.2 面外方向応力分布
高エネルギー放射光X線を用いてひずみスキャニング法で面外方向のひずみ分布を測定した.図
3.3 (a)-(c)にR5, RIOおよびR20の試験片の各深さZにおける測定された回折角20を示す.測
定された回折角は表面効果の影響があり深さと共に回折角2βが移動しているので,無ひずみの試
験片の2βの移動量をキャンセルした結果を補正した2βとしてあわせて示した.これから格子面
間隔dを次式のプラツグの条件から求めた.
dlz =
A
2 sinβ
(3.1)
ただし,人はⅩ線の波長である.
各深さZの格子面間隔d(z)から面外ひずみE3を求めるには,コーティング表面で等2軸平面応
力状態(<Ti - (72, CT3 - 0)を満足し,かつ測定した表面の面内残留応力0-i(0)に一致する条件から,
無ひずみの格子面間隔doを決定した.
E
ォo-
E-2vai(0) 2sin9Z=O
(3.2)
面外ひずみの分布estoは,
esォ-
d(z) - do
(3.3)
から導いた.面内応力の分布Gi(z)は研磨除去しながら逐次測定されているので,深さ方向の面
外ひずみの分布ォ(*)が得られれば,面外応力の分布0-3(z)は,次式から得ることができる.
<j3(z) - Ee3{z) +2uai(z) (3.4)
以上の手続きに従い,回転基板法によるEB-PVDジルコニアトップコーティングの面内および
面外応力の深さ方向の分布を図3.4に示す.面外方向の残留応力は,基板回転数が5rpmの試験
片R5では,表面付近では小さな引張で界面に向かい少しずつ小さくなり,界面付近では圧縮とな
30
第3車 EB-PVD遮熟コーティングの残留応力分布解析
Figure 3.3: Measurement results by strain scanning method with hard synchrotron X-rays.
る.基板回転数がIOrpmの試験片RIOでは, R5と同様な面外残留応力の分布傾向を示すが,そ
の絶対値は小さくなる.そして,基板回転数が5rpmの試験片R20では,面外k残留応力が表面
から界面までほとんどない.プラズマ溶射コーティングは,トップコートの密着性を上げるため
に界面粗さを大きくするので,界面付近で面外残留応力は大きな引張残留応力を示す囲.しか
し, EB-PVDでは界面粗さが小さいので,トップコーティングとポンドコーティングとの界面付
近の面外応力は小さくなる.その結果,耐はく離が優れたコーティングであることが,残留応力
の評価からも明らかとなった.
基板回転数が大きいほど;コーティングの初期および中間層の圧縮の面内残留応力が小さくな
る.それが,面外方向の残留応力も左右していることが,図3.4の各図の結果からわかる.このこ
とは,圧縮の面外残留応力を低減することで,面内方向のコーティングの残留応力を低減し,か
つ面外方向の残留応力も低減する効果を持っている.このことから, EB-PVDにおける基板回転
は,残留応力の低減に効果を発揮する.
基板の回転が, EB-PVD成膜におけるZr02の結晶成長メカニズムにどのように影響するかが
明確になると,残留応力分布の変化と結晶成長の関係が凋らかとなり,より詳細な残留応力の発
生挙動がわかるであろう,
3.3.実験結果および考察
31
Figure 3.4: Residual stresses in top coating made by EB-PVD with rotation.
3.3.3 トップコートの結晶成長観察
図3.5にトップコートの先端の走査電子顕微鏡(SEM)による観察結果を示す.回転基板法で成
膜されたジルコニアは図のように独特の形態を持つ.基材から柱状組織が成長し,その先端は4
面を(in)で構成したピラミッドのような形をとり,面内の配向を持つ.写真上の右方向と回転軸
ADとが一致するので,回転軸は(100)に相当する.ピラミッドの稜線の方位は(Ill)同士が交差
する(110)になる.各回転数でみると面内の配向は,おおよそ面内は意向を持ち,回転数が異なっ
ても面内配向はほぼ同様である.ただし,図3.5 (a)-(c)を比較すると,回転数の速いR20の方が
柱状組織の先端の径が大きい.
回転基板成膜法で作成された典型的な柱状組織の拡大写真を図3.6 (a)に示す.図はR20を示し
ているが, R5およびRIOでも同様の形態を示している.先端は(Ill)面が,堆積しながら成長し,
柱状組織の密度の高い芯部を形成している.これは,トップコート表面からのジルコニア蒸着に
対応した成長組織である.一方,先端から下部の周縁(periphery)では先端の芯部と異なり,隙間
(intra-column pore)囲2を持った微細組織が羽毛状に成長する.ラボX線によるトップコ-ティ
2現在,隙間の呼び方に統一的な定義はない.柱状組枯問の隙間はinter-column pore, inter-column gap, intercolumnar porosity, inter-columnar void,羽毛状の隙間はintra-columnar pore, intra-columnar gap, nano gap.
第3章 EB-PVD遮熟コーティングの残留応力分布解析
32
==⇒AD
Figure 3.5: Tip of columnar structure. AD is rotating axis direction.
(a) Side view
(b) Rupture surface
Figure 3.6: Columnar structure of R20
ング表面の極点図では,主に先端部の(Ill)で構成したピラミッドの面内配向が測定されている
が,トップコーティング表面の下の羽毛状組織(feather-1ikestructure)は測定されにくいので,檀
点図には羽毛状組織の回折は測定されない.
図3.6 (b)は, R20の柱状組織の破断部を示している.破断部の中心は. (Ill)が堆積成長した
軸であり,正方形をした軸方向に対して垂直な断面を持つ.その外周部には,細かく成長した羽
毛状組織がみられ,波面は羽毛状組織に相当する傾きを持った破断面を生成する.
さて,回転基板法で成膜されたEB-PVDジルコニア遮熟コーティングは,・羽毛状の柱状鼠織を
持つ.その構造の概略を図3.7に示す.柱状組織の先端部および芯部は, Zr02の(Ill)がピラミッ
ドの4面を構成し,それらが堆横・成長して形成される.これに対して,柱状組織の周縁部は(100)
が優先的に成長している.図3.7左の柱状組織の写真の羽毛状の傾きを測定すると,おおよそ仰角
360である.羽毛状組織が(100)の成長により形成される場合. (Ill)面はコーティング面に平行
となる.つまり,図3.7の柱状組織の成長の模式図と方位関係の図のように,仰角360で(100)方
feather-arm porosity,そして芯部の気孔はnanopore, intra-columnar porosityと表されている.
3.4.結言
33
Figure 3.7: Growth of columnar structure
位が成長すると, (111)方位はコーティング面垂直に相当する.
先端に芯部の(Ill)面だけが堆積しているならば,高エネルギー放射光のひずみスキャニング
において, Zr02の600回折が強く, 333回折は測定されることはない.しかし,実際の高エネル
ギー放射光Ⅹ線の測定ではZr02の333回折が強く測定されたことは,前述の成長モデルの示すよ
うに柱状紅織の羽毛状鼠織が360の仰角で(100)が成長する結果, (111)がコーティング面垂直方
向に配向し, 333回折が高エネルギー放射光のひずみスキャニングで強い回折を示す(4.3参照).
3.4 結言
本研究では,逐次研磨除去による面内残留応力測定と高エネルギー放射光X線によるひずみス
キャニング法による面外ひずみ分布測定から基板回転数5rpm, lOrpmおよび20rpmのトップコー
ティング表面からボンドコーティングとの界面までの残留応力分布を求めた.得られた結果をま
とめると以下のようになる.
1.回転数の大きい方が面内圧縮残留応力が小さくなる.面内残留応力の分布の傾向は,基板回
転数5rpm, lOrpmについては表面圧縮で界面でさらに圧縮応力が大きくなる.基板回転数
20rpmはほとんど残留応力がなく界面付近で小さな引張から圧縮に変化する.
2.面外方向の残留応力は回転基板法ではほとんどなく,界面付近で小さな圧縮になる傾向を持
つ.プラズマ溶射に見られる界面で引張の残留応力は存在せず,残留応力の観点から耐はく
離性が期待できる.
3.ジルコニアの柱状組織の先端および軸部は,界面から表面に向かい111面が堆積しながら成
長するので, (100)方位が優先配向する.面内方向にも優先配向を持ち, (100)が回転軸に平
行または垂直となり,柱状組織先端が(Ill)面により四面を構成するピラミッドの形をした
4面対称となる.その稜線の方向は回転軸に対して回転数が傾きを持ち,回転数が高いほど
回転軸と結晶軸との角度が大きくなる.
4.ジルコニアの柱状組織の外周部は羽毛状組織を持ち,羽毛状組織は(100)方位が約360の仰
角で成長した組織である.
5.ジルコニアの柱状組織の径は,基板回転数の大きい方が大きくなる.
参考文献
参考文献
[1] U. Schulz, S.G. Terry and C.G. Levi, Microstructure and texture of EB-PVD TBCs grown
under different rotation models, Materials Science and Engineering, Vol. A360, pp. 319-329
(2003).
[2】 K. Suzuki, K. Wada, H. Matsubara, T. Shobu, M. Kawamura and K. Tanaka, "Residual
Stress in Zirconia Coating by EB-PVD Method" , Journal of the Society of Material Science
Japan, Vol. 56, No. 7, (2003), to be published.
[3] X. Zhao, X. Wang and P. Xiao, Sintering and failure behaviour of EB-PVD thermal barrier
coating after isothermal treatment, Surface Sz Coating Technology , Vol. 200, pp. 5946-5955
(2006).
[4] S. Sridharan, L. Xie, E.H. Jordan and M. Gell, Stress variation with thermal cycling in
the thermally grown oxide of an EB-PVD thermal barrier coating, Surface &; Coatings
Technology, Vol. 179, pp. 256-296 (2004).
囲V.K. Tolpygo and D.R. Clarke, "Morphological evolution of thermal barrier coatings induced by cyclic oxidation, Surface & Coatings Technology", Vol. 163-164, pp. 81-86 (2003).
[6] K. Suzuki, K. Tanaka and T. Shobu, "Residual stress in EB-PVD thermal barrier coatings ,
Materials Science Forum, Vol. 524-525, pp. 879-884 (2006-9).
[7] K. Suzuki, K. Matsumoto, T. Kubo, S. Machiya, K. Tanaka and Y. Akiniwa, "Analysis
on residual stress in electron beam-physical vapor deposited thermal barrier coating using
hard synchrotron X-rays" , Transaction of the Japan Society of Mechanical Engineers, Ser.
A, Vol. 71, No. 711, pp. 1523-1529 (2005).
[8] K. Tanaka, K. Suzuki and Y. Akiniwa, "Evaluation of residual stresses by X-ray diffraction
fundamentals and applications" , p. 158 (2006), Yokendo, Tokyo.
[9] S. Machiya, Y. Akiniwa, K. Suzuki, K. Tanaka, T. Kurimura and H. Oguma, "Measurment
of residual stress distribution by strain scanning method using high energy X-rays from
synchrotron source", Transaction of the Japan Society of Mechanical Engineers, Ser. A,
Vol. 71, No. 711, pp. 1530-1537 (2005).
[10] P.J. Withers, M. Rreuss, P.J. Webster, D.J. Hughes, and A.M. Korsunsky, "Residual strain
measurement by synchrotron diffraction" , Materials Science Forum, Vols. 404-407, pp. 1-12
(2002).
[11] B-K. Jang, H. Matsubara, Microstructure of nanoporous yttria-stbilized zirconia films fabricated by EB-PVD, Journal of the Europian Ceramic Society, Vol. 26, pp. 1585-1590 (2006).
[12] K. Suzuki, K. Tanaka and Y. Akiniwa, "Estimation of Spalling Stress in Thermal Barrier
Coatings Using Hard Synchrotron X-Rays" , JSME International Journal, Ser. A, Vol. 47,
No. 3, pp. 318-323 (2004).
[13] X. Zhao, X. Wang and P. Xiao, Sintering and failure behaviour of EB-PVD thermal barrier
coating after isothermal treatment, Surface k Coating Technology" , Vol. 200, pp. 5946-5955
(2006).
35
第4章 高温酸化したEB-PVD遮熱コーティング
の残留応力分布解析
4.1 緒言
前章の研究から回転成膜法によるEB-PVD遮熟コーティングの残留応力分布と柱状組織の特徴
が明らかになった.その結果,回転成膜法によるEB-PVD遮熟コーティングは,回転速度が速い
ほど圧縮の残留応力が少なく,耐熱サイクル性に優れている.また,面外方向の残留応力もなく耐
はく離性も期待できる.しかし,その残留応力が高温長時間の酸化により,どのように変化するか
については,まだ明らかになっていない.高温酸化による熟生成酸化物TGO (thermally grown
oxide)やコーティング組織の変化については研究が進められているが[1-5],まだ不明な点も多い.
特に,高温酸化による残留応力の変化挙動は大きな圧縮を報告しているが[1,2,5】,そのような大
きな圧縮に膜が耐えているとは考えにくい.
高エネルギー放射光X線とラボX線を組み合わせた残留応力の評価方法は,プラズマ溶射によ
る遮熟コーティングの研究で有効であることがわかっている[6-8].この手法を高温酸化処理した
EB-PVDの遮熟コーティングに用いれば,高温酸化による残留応力の変化についても明らかにで
きることが期待できる.また,配向の強いEB-PVD過熱コーティングのⅩ線応力測定についても
研究が進んでいる[サ].
本研究では,試料を1273Kの高温に加熱・保持して大気中で200hの酸化を試験片に与え,'そ
の残留応力分布の変化を非酸化試験片と比較して,酸化されたEB-PVD遮熟コーティングの残留
応力分布を明らかにする.また,高温酸化されたコーティング組織の観察を行い,高温酸化によ
る材料挙動を検討する.
4。2 実験方法
4.2.1 コーティングおよび高温酸化
試験片の基材,コーティングなどは前章と同じであり,板厚2.8mmのNi基超耐熱合金(IN738LC)
の基材上にCoNiCrAIYを減圧プラズマ溶射してボンドコーティングとした.ボンドコーティング
厚さは,約0.18mmである.その上に,トップコーティングとして4mol%Y203-Zr02をEB-PVD
にて成膜した.
電子ビーム出力45kWでジルコニアインゴットからジルコニアを遊離させ,基材を成膜中に毎
分5, 10, 20回転させながらトップコーティングを成膜した. EB-PVDによる成膜時の基材の予
熱温度を1223K,成膜時間を1500sとした.さらに,試験片を高温酸化させるのた釧こ,電気
炉にて1273Kの大気中で200hの高温保持した(図4.1).本研究では,それらの高温酸化処理した
試験片を基板回転数に対応してそれぞれR5X, RIOX, R20Xと呼ぶ.トップコーティング厚さは,
R5X, RIOX, R20Xとも約120/imである.
第4車 高温酸化したEB-PVD遮熟コーティングの残留応力分布解析
Figure 4.1: Heating the specimen in order to oxidize (1273K, 200h).
4.2.2 ラボX線応力測定
トップコーティング面内方向の応力qlは,前章と同様にラボX線によるsin -0法により行った.
EB-PVDによるZrO2 TBCは配向が強いので,試験片を面内回転ステージに装着して応力測定
を行った.各測定プロファイルはZr02の133回折と331回折に波形分離できるR5およびRIO
は,主に各ピークの平均から回折角を決定した.ただし, 331回折が得られず波形分離ができな
Table 4.1: X-ray conditions for in-plane stress measurement
Sp ecim en
R 5Ⅹ
R 10X
R otation of substrate
5 rpm
10 rpm
1273 K ,200 h
O xidization
C ト∬α
R ad iations
T ub e voltage
30 kV
30 m A
T ub e current
F ilter
D i缶action
D iffraction angle, 20
R 20X
20 rpm
Ⅴ
Z rO 2 133 + 331,133
154.17 deg (133 + 331)
ZrO 2 133
153.06 deg
153.06 deg
0.1 deg′
step
Scanning step
S cannin g angle 2β
P reset tim e
tb angle
Stress constant K
150 159 deg
4 sec
35 40, 50 55 deg
36 42,70 75 deg
- 189 M P a/deg (133+ 331)
ー198 M P a/deg
- 198 M P a/deg
4.2.実験方法
37
Table 4.2: Conditions for synchrotron X-ray
Specim en num ber
R 5Ⅹ
R 10X
R 20X
R otation of substrate
5 rpm
10 rpm
20 rpm
O xidization
W avelength
S ize of divergent slits
Size of receiving slits
1273 K ,200 h
0.17823 Å(69.54 keV )
H eight = 0.2 m m
H eight = 0.2 m m
W idth = 5.0 m m
W idth = 5.0 m m
L ength betw een O and R SI
L ength betw een R S I and R S2
610 m m
D iffraction
Z rO 2 422
D if raction angle 29q
9.726 deg
Y oung s m odulus E
P oisson s ratio v
123 G P a
590 m m
0.3
い場合は, 133回折ピークによりsin車を作成し,応力を求めたところもある. R20はZr02の
133回折が支配的だったので, 133回折によりピーク位置を決定した.波形分離にはガウス関数を
用いた.応力定数は, 1章で測定したナノインデンテーション法により測定した機械的ヤング率
E= 123GPaとポアソン比i/=0.3から決定した.測定条件の詳細を表4.1に示す.
面内方向の残留応力の深さ方向の分布は,ダイヤモンドスラリーでパフ研磨により表面除去し
ながら逐次Ⅹ線応力測定を繰り返して求めた.コーティング厚さは約100〝m程度と薄いので,表
面除去による応力の再分布はほぼ無視できるので,除去補正は行わなかった.
4.2.3 放射光X線応力測定
トップコーティングの面外方向ひずみE3の測定は,シンクロトロン放射光による高エネルギー
Ⅹ線を用いたひずみスキャニング法により測定した.シンクロトロン放射光施設は,高輝度光科
学研究センター(SPring-8)のビームラインBL02Blを利用した.このビームラインでは,高エネ
ルギーⅩ線を取り出せ,高精度7軸回折装置およびひずみスキャニングに使用できる3軸試料ス
テージなどが装備されている.
高エネルギーⅩ線の大きなX線侵入深さを持つ.また,シンクロトロン放射光は指向性の高い,
高輝度Ⅹ線を特徴とする.これらを利用して入射スリットおよび受光側のダブルスリットで作ら
れるゲージ体積における面外方向の格子面間隔dを測定する.試料ステージをトップコーティン
グ深さ方向Zにスキャンすることで,格子定数dの深さ方向の変化を得ることができる.本方法
は,ひずみスキャニング法といわれ囲,表面から内部の残留応力評価方法として第3世代放射
光施設で広く利用されている.
本研究のひずみスキャニング法におけるX線条件を,表4.2に示す.試験片はスピナーで回転さ
せ等2軸応力状態とした.面外方向の回折強度が最も強く内部測定に適している回折格子面を探し
た結果 R5X, RIOXおよびR20XでZr02の422回折を利用した.酸化した試験片では,コーティ
ングままの試験片で得られる333+511, 600回折が消失し,コーティングままでは現れない422回
折が得られた.高温酸化においては,焼結により組織変化してプロファイルの変化が生じる.な
お,詳細は4.3節で後述する.
38
第4章 高温酸化したEB-PVD遮熟コーティングの残留応力分布解析
ひずみスキャニング法では,ゲージ体積がトップコート表面またはトップコートとボンドコー
トとの界面を横切るた桝こ公称ゲージ体積の幾何学的中心と実際のゲージ体積の光学重心が一致
しない.この現象は表面効果と言われ,幾何学的補正方法が提案されている[叫.しかし,本研
究においては配向のあるコーティングであることから,無ひずみ試料の422回折角の変化を用い
て測定回折角を補正した1.
4.3 実験結果および考察
4.3.1 面内残留応力分布
ダイヤモンドスラリーで逐次研磨しながらX線応力測定を繰り返して,酸化された試料の面内
残留応力分布を求めた結果を図4.2に示す.各図中のエラーバーは68.3%信頼区間を示す.
図4.2(a)のように,基板回転数5rpmの酸化されたトップコートR5Xの面内残留応力は,酸
化しない試料(図3.2 (a))と比較して圧縮の面内残留応力が低下している.これは,高温下で長時
間保持により羽毛状の柱状観織が焼結され,体積が減少しためと考えられる.また,ポンドコート
との界面付近では,大きな圧縮残留応力が測定された.試験片R5Xの深さ方向Zの全体に渡りス
Figure 4.2: Distribution of in-plane stress in oxidized EB-PVD TBC.
1具体的には第3章と同様に, 1273Kに試料を高温加熱して基材とトップコートの残餌応力が解放されたと仮定し,
高温下の422回折角の深さ方向の変化を測定して,補正角度を得た.
4.3.実験結果および考察
39
ピナ-の上で回転させながら133回折と331回折に分離測定し,それぞれの平均による20-sin -0
線図から応力を決定した.スピナーを使わずに133+331の強い回折の現れる特定の方位少につい
て何カ所か測定した結果も併せて示した2.互いに直交する¢-25-と¢- 115Cの方位を比較し
ても,残留応力の値はあまり違わないことから,面内残留応力は等2軸応力状態に近く,スピナー
を使用して測定した応力の値は面内残留応力を代表している.
図4.2 (b)は,基板回転数10rpmの酸化されたトップコーティングの面内残留応力である.トッ
プコーティング表面部から界面に向かい133回折と331回折に波形分離して応力を測定したが,罪
面付近では331回折が弱くなり, 133回折から26-sin2ip線図を作成して残留応力を決定した.ま
た,一部スピナーを使わずに回折の掛ゝ方位で20-sin2^線図を作成したが,スピナーの残留応力
分布と大きな差異は見られない.酸化されたRIOXにおいては,酸化しない試料(図3.2 (b))と比
較してやや圧縮の残留応力は緩和されているが,界面付近の大きな圧縮はそのまま残っている.
図4.2 (c)は,基板回転数20rpmの酸化されたトップコーティングの面内残留応力の分布であ
る.図3.2 (c)に示す酸化していないトップコーティングの残留応力分布と比較すると,酸化試験
片R20Xのトップコーティングでは残留応力が緩和され,残留応力がほとんどない.ボンドコー
トとの界面付近には,圧縮残留応力が生じ 酸化しない試験片と比較するとやや大きな圧縮域が
形成され,焼結の影響と考えられる.
以上のように, 1273Kの大気中で200hの酸化を与えると,トップコーティングの表面から中程
までは,面内の残留応力が解放される傾向がある.また,ボンドコーティングとの界面付近では
圧縮の残留応力が解放されず,大きな圧縮が残る.高温酸化処理により圧縮の残留応力が解放さ
れるメカニズムとしては,焼結が進むことによる体積減少が考えられる.
4.3.2 面外残留応力分布
図4.3にコーティングしたままのR5と1273K, 200hの酸化処理したR5Xの高エネルギー放射
光による回折曲線を示す.コーティングしたままの試料R5では333回折が克く, 600回折も測定
Figure 4.3: Comparison between R5 and R5X diffraction profile with hard synchrotron X-rays.
2コーティング面内で回転軸ADと応力測定方位とのなす角を申した.ただし,コーティング面の上から見て時計
周り方向を正とする.
40
第4章 高温酸化したEB-PVD過熱コーティングの残留応力分布解析
Figure 4.4: Measurement results of oxidized EB-PVD TBC by strain scanning method.
されている.しかし,高温酸化処理した試料RIOの回折曲線をみるとR5で得られたピークは全く
測定されず 422回折が測定されている.高温酸化により,柱状組織が大きく変化していることを
示している.後述するように,高温酸化により柱状組織の周囲にある羽毛状の組織が焼結により
失われる.このことから, R5で測定しているのは羽毛状組織に起因するコーティング面内に平行
な333回折であり(図3.7),酸化組織では羽毛状組織が焼結により, (100(に成長したfeather-arm
が凝集し垂れ下がり,仰角が低下するために,柱状組織の周囲にはコーティングに平行に422回
折が現れる.
ひずみスキャニング法を用いて高温酸化されたトップコーティングの面外方向のひずみを測定
した結果を図4.4に示す.スピナーで回転しながらZステージを上げてジルコニアの422の回折
角を測定した.図には,測定した回折角2βの表面硬化を補正した結果も併せて示した.補正した
20角から格子面間隔dを計算した.無ひずみの格子面間隔doおよび面外方向のひずみE3につい
ては,第1章で示した式(1.3)および(1.5)を用いて計算した.
以上の結果得られた面外ひずみ分布esMとX線測定により得られた面内応力分布ai{z)から
a3(z) - Ee3(z) + 2uai{z) (4.1)
により,面外方向の応力分布(T3(Z)を求めた.その結果を図4.5に示す.図には,比較のた桝こ,
4.3.実験結果および考察
41
Figure 4.5: Distributions of residual stresses of oxidized EB-PVD TBC.
面内残留応力の分布を併せて示した.面外ひずみの深さZの位置に面内応力の値がない場合につ
いては,面内応力の値から直線補間した値を用いて計算した.
基板回転数5rpmの面外応力は,表面から内部に向かいほぼ残留応力がない状態であり,界面
に近くなると圧縮残留応力生じている.酸化していない試料R5 (図3.4 (a))と比較すると,高温
酸化の方が残留応力が零に近く,界面付近は同様に圧縮の傾向を示す.
基板回転数10 rpmの試料RIOXの面外応力分布は,バラツキのあるもののR5Ⅹと同様に面外
応力は小さく,ややコーティングの中間で小さな引張を持ち,界面付近では圧縮の面外応力が大
きくなる.面外のバラツキは,面内応力のバラッキの影響による.
基板回転数20 rpmの試料R20Xの面外応力分布は,コーティング表面から界面までほぼ零に
等しく一定を保ち,他の基板回転数の試料と比較しても面外残留応力が少ない特徴を持つ.
.以上のように,面内残留応力は酸化により応力が解放される傾向を持っているが,面外残留応
力については酸化処理前も残留応力が小さいので,大きな応力の変化がない.また,界面付近で
の残留応力については,非酸化と酸化による差異はあまり見られなかった.トップコーティング
は高温酸化を受けることにより焼結が進むみ,微小な気孔や隙間が減少し,圧縮残留応力が解放
される.面外方向の残留応力については,成膜後の残留応力の大きざは小さいので,酸化による
42
第4章 高温酸化したEB-PVD遮熟コーティングの残留応力分布解析
残留応力の変化は少ない.しかし,界面付近の面外および面内の残留応力は,非酸化,酸化にか
かわらず大きな圧縮を示し,残留応力の緩和がみられない.このことから,界面付近の残留応力
は,基材・ボンドコートとトップコーティングとの熱膨張係数の差異に起因している.これに対
して,表面から中間付近での残留応力はトップコーティング相互の関係から生じている.
以上のことから,酸化による残留応力の変化は圧縮の残留応力が解放される方向に変化するの
で,遮熟コーティングとしては耐熱サイクル応力の少ない方にシフトしているので,遮熟コーティ
ングとして優れた特性を持っている.また,圧縮の面内残留応力が界面付近で大きくなり,それ
に影響されて面外も圧縮が大きく.なる.このことは,面外方向のひずみが何らかの影響で拘束さ
れ,応力・ひずみ関係が界面近傍では平面ひずみ状態に近い.このメカニズムについては今後の
課題である.
4.3.3 酸化したEB-PVDコーティングの観察
遮熟コーティングの高温酸化による影響を走査電子顕微鏡(SEM)により観察した.酸化処理前
の断面め反射電子像の例として, R5試験片の断面を図4.6 (a)に示す.トップコートボンドコー
ティングの界面には,熟生成酸化物TGOがみられない.他の酸化処理前の試験片R5およびR20
についてもTGOの存在はみられなかった.
一方,大気中で1273K, 200hの酸化をさせた試験片R5Xの断面を図4.6 (b)に示す.図からわ
かるようにトップコーティングとボンドコーティングとの界面には,厚さ約3f▲mの濃い灰色の層
が形成され, TGOがみられる3. TGOの厚さは,場所により異なるがSEM写真で示すようにほ
ぼ一様となる.他の基板回転数にて製作したR5X, R20Xについても同様のTGOが形成され,基
板回転数による差異は認められなかった.また,図中の写真は切断されたままの断面なので, TGO
がボンドコート側に流れている可能性もあるので,正確なTGO厚さを調べるには,断面を仕上
げ研磨して正確に仕上げることが必要である.
図4.7 (a)に酸化処理前の試験片R20のトップコーティング断面の様子を示す.写真のように柱
状寂滅の円周部の羽毛状組織は,細かな結晶で覆われている.一方1273K, 200hの酸化処理後
(a) Non-oxidized (RIO)
(b) Oxidized (RIOX)
Figure 4.6: Cross section of EB-PVD TBC
3反射電子線像ではAlなどの軽元素は濃い色に見えるので,ポンドコーティングのAlの酸化物A1203が形成され
ると, TGOの頚城が濃く写る.
4.3.実験結果および考察
43
(a) Non-oxidized (RIO)
(b) Oxidized (R20X)
Figure 4.7: Feather-like columnar structure. Arrow marks indicate the position of necks between
feather-like columns.
(a) Non-oxidized (RIO)
(b) Oxidized (R5X)
Figure 4.8: Core of columnar structure.
の試験片R20Xの様子を図4.7 (b)に示す.酸化の特徴は,他の報告[4,5,12]とも一致しており,
羽毛状組鰍ま焼結作用により細かなく100)の結晶組織が凝集して表面積が小さくなり垂れ下がる.
その結果,高温酸化処理された組織は非酸化の羽毛状組織と大きく異なる.このことが影響して
図4.3に酸化処理前後の回折プロファイルの比較を示したように,非酸化前の試験片では強い333
回折とやや弱い600回折が測定できた.しかし酸化後には, 333回折および600回折は消え,非酸
化では現れなかった422回折が現れる. (100)方位が仰角を小さくすると, 333回折よりも420回
折が現れ易い.
また,高温酸化処理後の柱状組織間は,図4.7-(b)にみられるように隣り合う羽毛状組織が焼結
により癒着しているところ(neck)もみられる.この結果,羽毛状組織が接触し,ネットワークを
形成するので,高温酸化後は,引張と圧縮の作用が起きやすくなり,応力の緩和が抑制されるこ
とも予想される.
酸化処理前後の柱状組織の破断部の様子を図4.8に示す.図4.8 (a)は,酸化処理前の破断部で
あり,断面形態は羽毛状組織の微細な空隙に沿った周辺部と破断した芯部から作られる.それに
対し,酸化処理後の破断部の様子を図4.8 (b)に示す.焼結が進んだ結果,非酸化断面にみられた
参考文献
44
羽毛状組織の周辺部は小さくなり,凝集している.また,芯部は平坦な断面をなし,その中に小
さな気孔(nanopore)を含んでいる[13,14】.ゆえに,断面観察からも,羽毛状組織の柱状組織周
辺のみならず,芯部においても焼結が進んでいる.このように焼結による羽毛状組織の凝集が残
留応力の低下に反映している.そして,羽毛状組織の発達しないポンドコートの界面付近は,残
留応力の緩和効果が現れない.
4.4 結言
本研究では,回転基板法にて成膜したEB-PVDジルコニア遮熟コーティングに1273Kの大気
中で200hの酸化を与え,高温酸化によるトップコ二トの残留応力分布の変化を明らかにした.ま
た, SEMによる酸化組織の観察を行った.得られた結果をまとめると以下のごとくである.
1.コーティング表面から中間層においては,面内残留応力の分布は酸化により圧縮の残留応力
が解放される.同様の領域で,面外方向は初期の残留応力分布か小さいので,酸化による大
きな面外残留応力の変化は見られないが,回転数5rpmにおいては,引張の面外残留応力が
解放された.
2.表面から中間層にかけての残留応力の解放には,焼結による気孔や隙間の減少が影響してい
る.また,ボンドコーティングとの界面付近のトップコーティング初期層では,残留応力が
解放されずに圧縮の面内残留応力が残る.このことから,界面付近の残留応力の発生には,
ボンドコーティングおよび基材との関係が影響している一
31酸化されたEB-PVD遮熟コーティングの面外方向の残留応力は,コーティング表面から小
さな値となるが,ポンドコーティングとの界面付近では圧縮が増大する.界面近傍の応力・
ひずみ関係は,平面ひずみ状態に近い.
4.高温酸化処理により柱状組織の焼結が進む.羽毛状組織が凝集し,表面積が少なくなる.芯
部も焼結が進み,気孔を含んだ組織を呈する.その結果として,柱状組織の配向特性に変化
が生じ,酸化処理の前後で高エネルギーX線回折パターンに変化を生じる.
参考文献
m V.K. Tolpygo and D.R. Clarke, Morphological evolution of thermal barrier coatings induced
by cyclic oxidation, Surface & Coatings Technology, Vol. 163-164, pp. 81-86 (2003).
[2] S. Sridharan, L. Xie, E.H. Jordan and M. Gell, Stress variation with thermal cycling in
the thermally grown oxide of an EB-PVD thermal barrier coating, Surface & Coatings
Technology, Vol. 179, pp. 256-296 (2004).
[3] M.Y. He, D.R. Mumm and A.G. Evans, Criteria for the delamination of thermal barrier
coatings: with application to thermal gradients, Surface Sz Coatings Technology, Vol. 185,
pp. 184-193 (2004).
国V. Lughi. V.K. Tolpygo, D.R. Clarke, Microstructural aspect of the sintering of thermal
barrier coatings, Materials Science h Engineering, A368, pp. 212-221 (2004).
参考文献
45
[5] X. Zhao, X. Wang and P. Xiao, Sintering and failure behaviour of EB-PVD thermal barrier
coating after isothermal treatment, Surface &; Coating Technology" , Vol. 200, pp. 5946-5955
(2006).
[6] K. Suzuki and K. Tanaka, "Applications on high-Energy X-rays to stress measurements
of thermal barrier coatings", Textures and Microstructures, Vol. 35, No.3/4, pp. 207-217
(2003).
[7] K. Suzuki, K. Tanaka and Y. Akiniwa, "Estimation of spalling stress in shermal barrier
coatings using hard synchrotron X-rays" , JSME International Journal, Ser. A, Vol. 47, No.
3, pp. 318-323 (2004).
[8] K. Suzuki, M. Kawamura, K. Tanaka and Y. Akiniwa, "Residual stress and deformation
characteristics of thermal barrier coatings oncurved substrate , Journal of the Society of
Material Science Japan; Vol. 55, No. 7, pp. 634-640 (2006).
[9] K. Suzuki, K. Tanaka and T. Shobu, "Residual stress in EB-PVD thermal barrier coatings",
Materials Science Forum, Vol. 524-525, pp. 879-884 (2006-9).
[10] K. Tanaka, K. Suzuki and Y. Akiniwa, "Evaluation of residual stresses by X-ray diffraction
- fundamentals and applications" , p. 158 (2006), Yokendo, Tokyo.
[11] S. Machiya, Y. Akiniwa, K. Suzuki, K. Tanaka, T. Kurimura and H. Oguma, "Measurment
of residual stress distribution by strain scanning method using high energy X-rays from
synchrotron
source"
,一Transaction
of
the
Japan
Society
of
Mechanical
Engineers,
Ser.
A,
Vol. 71, No. 711, pp. 1530-1537 (2005).
[12] A.F. Renteria and B. Saruhan, Effect of ageing on microstructure changes in EB-PVD
manufactured standard PYSZ top coat of thermal barrier coatings, Journal of the Europian
Ceramic Society, Vol. 26, pp. 2249-2255 (2006).
[13] B.K. Jang, H. Matsubara, "Influence of rotation speed on microstructure and thermal
conductivity of nano-porus zirconia layers fabrication by EB-PVD" , Scripta materialia,
Vol. 52, pp. 553-558 (2005).
[14] A. Kulkarni, Al. Goland, H. Herman, A.J. Allen, T. Dobbins, F. DeCarlo, J. Ilavsky, G.G.
Long, S. Fang and P. Lawton , "Advanced neutron and X-ray techniques for insighttts into
the microstmcture of EB-PVD thermal barrier coatings" , Materials Science and Engineer
ing, Vol. A426, pp. 43-52 (2006).
第5章 熟サイクルによるEB-PVD遮熟コーティ
ングの内部応力変化
5.1 緒言
前章までは,非酸化および酸化されたEB-PVD遮熟コーティングの残留応力の分布とその組織
形態について検討してきた. EB-PVD遮熱コーティングは,プラズマ溶射コーティングに比較し
て優れた耐熱サイクル性を期待されている.そのためには, EB-PVD遮熟コーティングの残留応
力のみでなく,熟サイクルによる内部応力の変化を知ることが大切である.これまで, EB-PVD
遮熟コーティングに熱サイクルを与え,その破壊メカニズムについて主に研究されてきた[ト4】.
しかし,羽毛状組織を持つ柱状組織のEB-PVD遮熟コーティングの内部応力が,熟サイクル下で
どのようになるかについては研究されていない.熟サイクル下におけるEB-PVD遮熟コーティン
グの内部応力の挙動を知ることで, EB-PVD遮熟コーティングの特性を知ることができる.特に,
回転基板成膜で作製したトップコートの内部応力が,熟サイクル下でどのように変化するかを知
ることは重要である.著者らは,これまでの残留応力の深さ方向の分布についてⅩ線回折の手法
を用いて研究し[5,6],回転成膜による遮熱コーティングの特性を明らかにしてきた.
本研究は,このX線回折の手法を用いて高温熟サイクルにおけるEV-PVD遮熟コーティングの
内部応力の変化挙動の解明にすることを目的にする.具体的には,回転数5rpmと10rpmの二種
類のEB-PVD遮熟コーティングを大気中で室温から1273Kまでの熟サイクルを与え,その内部
応力の変化を明らかにし, EB-PVD遮熟コーティングの熟サイクルにおける挙動を検討する.ま
た,配向特性による回折面依存性を利用して組織構造の特定領域の応力挙動を観察する..
5.2 実験方法
5.2.1 材料および高温測定
本研究に用いた試験片は,第2章と同様に板厚2.8 mmのNi基超耐熱合金(IN738LC)の基材
上にボンドコーティングとしてCoNiCrAIYを減圧プラズマ溶射し,その上にトップコーティング
として4mol%Y203-Zr02をEB-PVDにて成膜したものである.基盤回転数は 5 rpmおよび10
rpmの2種類のものを対象とし,それぞれR5およびRIOと呼ぶ.
高温熟サイクル実験は,室温から473K, 673K, 873K, 1073K,1273Kの各温度で昇温と降温過程
でジルコニアトップコーティングの内部応力を測定した.試験片は大気中にて加熱された.試験
片に熟サイクルを与えるための電気炉を回折装置のステージに装着した様子を図5.1 (a)に示す.
本電気炉は,白金ヒーターにより加熱し,冷却水にて回折装置のステージの加熱を防ぐようにし
ている.また,電気炉内にセットされた試験片を図5.1(b)に示す.試験片の加熱サイクルは,設
定温度に到達後, 20分間保持してからひずみスキャニング法の測定を行った.ひずみスキャニン
グ法を実施するた糾こ,加熱用の電気炉を3:軸ステージ上に固定し, 3:軸ステージが移動するこ
とでコーティング面を上に移動させ,膜厚深さ方向Zにスキャニングできるように改良した.
第5章 熟サイクルによるEB-PVD遮熟コーティングの内部応力変化
48
(a) Furnace mounted on goniometer
(b) Specimen in furnace
Figure 5.1: Apparatus for themal cycle experiment
Table 5.1: Conditions for strain scanning method with hard synchrotron X-rays.
Sp ecim en num ber
W ave length
Size of divergent slits, D S l
Size of receiv in g slits, R SI,R S2
L ength betw een 0 and R S I
R5
0.17316 Å
R 10
0.17823 Å
H eight = 0.2 m m
W idth = 5.0 m m
H eight = 0.2 m m
W idth = 5.0 m m
610 m m
th betw een R SI and R S2
590 m m
D iff
r action
Z rO 2 333
D if raction angle 2 8q
10.004 deg
10.298 deg
ll.804 deg
123 G P a
Y oung's m odulus E
P oisson s ratio v
T em p eratu re of specim en
ZrO 2 333,600
0.3
293
1273 K (200 K step
5.2.2 高エネルギーX線測定
第3, 4章の結果から,基板回転法により成膜したEB-PVDコーティングの残留応力分布をみ
ると,面外応力成分はは小さい.それゆえ, EB-PVDコーティングは等2軸平面応力状態と仮定
して,熟サイクル中の面外ひずみ*sォをひずみスキャニング法により測定し,面内方向の応力
ai(z)を
・1ォ-一芸esw (5.1)
から計算する.
高エネルギー放射光を用いてひずみスキャニング法により熟サイクル中のその場応力測定を行っ
た.放射光施設はSPring-8のビームラインBL02Blを用いた.ひずみスキヤニγグ法の実験条件
を表5.1に示す.試験片により波長が異なるのは,それぞれ別のビームタイムを利用して熟サイク
ル実験を実施したためである.また,結晶の回折格子面による熟サイクルの差があるかを知るた
糾こ, RIOについてはジルコニアの333回折と600回折を用いた.表のヤング率は既報において
5.3.実験結果および考察
49
Diffraction angle 20, deg
Figure 5.2: Change in diffraction pro丘Ie with increase in temperature.
ナノインデンテーションで測定した値でありp].この値を用いて内部応力を計算した.なお,ヤ
ング率の温度依存性については5.3.1項で述べる.
5.3 実験結果および考察
5.3.1 高温X線回折
高温熟サイクル下でひずみスキャニング法を行い, EB-PVD遮熱コーティングの残留応力分布
の解析を行うた糾こは,解決すべき問題として,各温度における無ひずみの格子面間隔doの決定
が問題となる.各温度でのトップコートの測定プロファイル例としてR5のZr02の333回折を図
5.2に示す.図のように熱膨張により格子定数が変化するが,応力によっても変化する.ゆえに,
測定されている各温度での格子面間隔は応力と温度に依存して変化するので,前章までのように
表面残留応力と平面応力状態の仮定で無ひずみの格子定数を決定することはできない.
ざらに, EB-PVDは3次元配向を持つ複雑形態な組織であり,熱膨張係数の回折面の異方性が
懸念される.また,均質等方材料と羽毛状組織を持つ柱状組織のEB-PVD過熱コーティングが同
様の熱膨張特性を示すか,不明である.そのため,線膨張係数の温度依存性について以下のよう
な問題を明確にしておく必要がある.
1. EB-PVDジルコニア遮熟コーティングにおいて線膨張係数の回折面依存性があるか否か.
2.一般のジルコニアパウダー(無ひずみ)とEB-PVDジルコニア遮熟コーティングの線膨張
係数は同じか.
そのために, EB-PVDジルコニア遮熟コーティングの試験片(RIO)を室温から1273Kまで加熱
して, Zr02の333回折と600回折について表面のプロファイルを測定し,そのピークから格子面
間隔dを決定し,それから格子定数を計算して,各温度での格子定数aoの変化を比較した.その
結果を図5.3に示す.両回折の格子定数ははは同様に変化し, EB-PVDジルコニア遮熟コ-ティ
50
第5章 熟サイクルによるEB-PVD遮熟コーティングの内部応力変化
Figure 5.3: Relationship between temperature and lattice constant.
ングにおいては, 333回折と600回折の線膨張係数には回折面依存性はない.一般に,立方晶は線
膨張係数に方位依存性がなく,それが本実験においても確認された.
また,図5.3にジルコニア粉末3mol%Y203-Zr02 (3YSZ)の格子定数を測定した結果を併せて
示した.図に示すようにジルコニア粉末の格子定数の温度依存性をみると,ジルコニア粉末とと
EB-PVDコーティング試験片の線膨張には差異がない.
以上の結果から無ひずみの格子定数doの決定方法は次のようにした.
1.室温の無ひずみの格子面間隔do(273K)は,表面の応力qlと面外ひずみE3から平面応力状
態で計算する.
2. 1273Kの高温ではEB-PVDジルコニア遮熟コーティングは応力緩和により無ひずみ状態に
あると仮定し, 1273Kの高温で測定された格子面間隔do(1273K)は, 1273Kで無ひずみの
値とする.
以上の仮定から,線膨張係数αは
α=
do(1273) - do(293)
1273 - 293
[/K]
5.2
となり,測定値の結果, 333回折に対してはα - 5.1368× 10-6/K, 600回折に対してはα 5.1924× 10-6/Kを得た.また,この線膨張係数αから,各温度Tの無ひずみの格子面間隔do(T)
は以下のように定義した.
do(T) - do(293)[l + α (T - 293)] (5.3)
以上の結果から求めた各温度での無ひずみの格子面間隔の例を図5.4に示す.このようにして計
算ざれた各温度における無ひずみの格子面間隔do(T)により残留応力を解析する1.
1この間題の解決の他の案として,室温での無ひずみ格子定数の決定法と同様に,各加熱温度Tにて表面の残留応
力cn(T)を侵入深さ-定法で測定した.その表面の残留応力*i(T)を用いて表面での平面応力の仮定から無ひずみの
格子面間隔do(T)を測定することを試した.しかし,配向の影響が強く,面内回転ができないので,十分な回折強度が
得られず,精度の高いsin車線図を得ることは困難であった.
5.3.実験結果および考察
51
(a) 333 diffraction of ZrO2 (b) 600 diffraction of ZrO2
Figure 5.4: Lattice spacing without strain for RIO.
ヤング率は温度依存性を持つので,高温T (K)でのジルコニアのヤング率Eの計算には次式を
利用した囲.
E-Eo(l-Scと★T 5.4
ただし, Eoは絶対零度のヤング率であり,室温での機械的値からEoを計算した. 3α★はヤング
率の温度依存係数であり,本研究では0.4 × 10 4/Kとして計算した.
5.3.2 熟サイクルによる内部応力
前節のようにして得られた各温度における無ひずみの格子面間隔doを用いて面外ひずみE3の
値から,平面応力状態を仮定して面内方向の内部応力glの分布を求めた.ひずみスキャニングに
より測定したトップコーティング表面からの深さZは, R5試験片については測定時間の制限から,
O/zm, 25/^m, 50//m, 75/xmおよびIOO/nmの5カ所とした.
熟サイクル下の基板回転数5 rpm (R5)の試験片の内部応力の変化を図5.5に示す.ここでは,
代表的な深さとしてトップコーティング表面(z-ofim),中間(z-50^m)およびボンドコーティ
ングとの界面付近(z - 100/im)について示した.内部応力の深さ方向の傾向はほぼ一様であり,
図に示していない25/zmおよび75/imの深さにおいても同様の傾向を示している.図5.5 (a)に示
されるように,室温からの昇温に伴い表面の内部応力は,圧縮から引張に変化し, 873K付近で最
大の引張を示した後,より高温では軟化により内部応力は緩和され, 1073K以上では応力がなく
なる.さらに,降温過程では, 1073K以下から基材との熱膨張係数の差による熟応力により圧縮
の残留応力を示す.降温過程の方が昇温過程よりも内部応力の変化が小さいのは,高温において
トップコーティングに焼結作用が生じ体積が減少したため,圧縮が緩和されていることが考えら
れる.
深さ方向Zによる熱サイクル下の内部応力の変化挙動は,トップコーティング表面(z-O/xm)
とほぼ同じ傾向を持つ.ただし,ポンドコートとの界面に近いz-100/zmの深さの方が,より昇
温過程の圧縮から引張への変化かが急である.これはボンドコーティングに近い方が,ボンドコー
トとの関係に強く支配されているためである.
52
第5章 熟サイクルによるEB-PVD遮熟コーティングの内部応力変化
Figure 5.5: Internal stress at each depth of R5 specimen under thermal cycle.
一方,いずれの深さ位置においても最大の引張応力はおおよそIOOMPa前後であり,それを越
えると引張応力が減少し始める.このことは,基板回転数R5のEB-PVDによる遮熟コーティン
グはIOOMPa以上では柱状組織の分離が起こり,引張応力が解放されるためと考えられる.そし
て,引張応力が生じることは,柱状組織間にある程度の結合がある現れである.
基板回転数IOrpmの熟サイクルによる内部応力の変化を測定した結果を図5.6に示す.図5.6
(a)-(c)は,それぞれトップコーティング表面(z - O/mi),中間(z - 50/im)およびボンドコー
ティングとの界面付近(z-100/xm)に対応している.図からわかるように,熟サイクルに対する
内部応力の挙動は,表面でもいずれのところでもほぼ同様なパターンを示す.室温から昇温過程
では,トップコーティングの内部応力は,基材の膨張により圧縮の残留応力から徐々に増加する
が,その増加は緩やかでR5試験片と異なり引張側には移動しない.これは基板回転数がR5より
速いRIOでは,
1.柱状組織に空隙が多いこと
2.柱状組織間の結合も弱いこと
が影響している.昇温が1073K以上になると,トップコーティングの内部応力は緩和されている.
5.3.実験結果および考察
53
Figure 5.6: Internal stress at each depth of RIO specimen under thermal cycle.
一万, 1273Kから1073Kの降温過程では,トップコートに引張側の内部応力が生じている.こ
の挙動は,図5.5のR5でもみられる現象であるり,明確な機構はわからないが,焼結により体積
減少し,内部応力が引張倒に働く可能性も考えられる.さらに,降温すると昇温過程より大きい
応力勾配で内部応力は圧縮に向かう.このことは,降温による焼結により空隙が減少し麟密かし
柱状組織間の結合が強くなっていることを示唆している.また.熟サイクルを経た室温の内部応
力(残留応力)は, 600回折ではほぼ昇温前の初期残留応力に戻るが, 333回折ではより大きな圧
縮残留応力へと変化している.第3章で述べたように, 333回折は羽毛状組織に対応し, 600回は
折柱状組織の芯部に対応する.第4章の高温酸化で観察したように,焼結作用で撤密化し易いの
は柱状組織周縁部の羽毛状組織であり, 333回折の方が焼結による撤密化の影響を受け,降温に伴
う圧縮の熟ひずみの緩和が働きにくいいためより大きい圧縮側に戻る.このように,回折面によ
る内部応力の熟サイクルに対する差は,高温過程での組織変化と対応している.
以上のことから, EB-PVD遮熟コーティングのように面内および面外の配向を持つ組織の場合,
回折面依存性を利用して組織構造の特定領域の応力挙動を観察することができる.本手法は,今
後のナノテク材料の評価方法として期待できる.
参考文献
54
5.4 結言
基板回転数5rpmおよびIOrpm試験片R5およびRIOに室温 473K, 673K, 873K, 1073Kおよ
び1273Kの各温度で昇温と降温の熟サイクルを与え,内部応力の変化をひずみスキャニング法で
解析した.得られた結果をまとめると以下のごとくである.
1.昇温によりトップコーティングの内部応力は圧縮側から引張倒に増加する.昇温での内部応
力の増加率は基板回転数により異なり, R5よりRIOの方が小さい.基板回転数が大きい方
が,昇温過程の内部応力の低減に効果がある.
2.昇温過程の内部応力の最大値は, EB-PVD遮熟コーティングの柱状組織の結合力に依存す
る.昇温過程において, R5では最大でIOOMPaの引張応力が生U, RIOでは引張応力は生
じなかった.
3.昇温過程では, 1073K以上で応力緩和により内部応力が解放される.
4. 1273Kから1073Kの降温では, R5およびRIOに小さな引張の内部応力が生じ,その後の
降温過程では,内部応力が圧縮に向かう.
5.熟サイクル後の残留応力には回折面依存性がみられ,柱状組織の芯部に対応する600回折で
は初期残留応力とほぼ一致するが,柱状組織の羽毛状鼠織に対応する333回折では加熱前よ
りもやや大きな圧縮残留応力に戻る.
参考文献
[1] Z.A. Chaudhurly, G.M. Newaz, S.Q. Nusier and T. Ahmed, Inter facial damage in EB-PVD
thermal barrier coatings due to thermal cycling, Materials Science and Engineering, Vol.
A231, pp. 34-41 (1997).
[2] P.K. Wright, Influence of cyclic strain on life of a PVD TBC, Materials Science and Engineering, Vol. A245, pp. 191-200 (1998).
[3] V.K. Tolpygo and D.R. Clarke, Morphological evolution of thermal barrier coatings induced
by cyclic oxidation, Surface h Coatings Technology, Vol. 163-164, pp. 81-86 (2003).
[4] S. Sridharan, L. Xie, E.H. Jordan and M. Gell, Stress variation with thermal cycling in
the thermally grown oxide of an EB-PVD thermal barrier coating, Surface & Coatings
Technology, Vol. 179, pp. 256-296 (2004).
[5] K. Suzuki, K. Tanaka and T. Shobu, "Residual stress in EB-PVD thermal barrier coatings",
Materials Science Forum, Vol. 524-525, pp. 879-884 (2006-9).
[6] K. Suzuki, K. Tanaka and Y. Akiniwa, "Estimation of spalling stress in shermal barrier
coatings using hard synchrotron X-rays", JSME International Journal, Ser. A, Vol. 47, No.
3, pp. 318-323 (2004).
[7] K. Suzuki, K. Matsumoto, T. Kubo, S. Machiya, K. Tanaka and Y. Akiniwa, "Analysis
on Residual Stress in electron beam-physical vapor deposited thermal barrier coating using
hard synchrotron X-rays" , Transactions of the Japan Society of Mechanical Engineers, Ser.
A, Vol. 71, No. 711, pp. 1523-1529 (2005).
参考文献
55
[8] 0. Kamigaito and N. Kamiya, "Physics of ceramics", p. 76 (1998), Uchida-Rokakuho,
Tokyo.
謝辞
本研究は,文部科学省科学研究補助金基盤研究(C)課題番号17560068の援助を得た.試験片の
製作においては,東芝・電力・社会システム技術開発センターの松本-秀,久保貴博,和田国彦
の各氏およびファインセラミックスセンターの松原秀彰氏に協力いただいた.ここに記して感謝
します. SPring-8その実験は日本原子力研究開発機構放射光科学センターの菖蒲敬久氏および川
崎重工・技術研究所の川村昌志氏の支援に負うところが大きい.また,名古屋大学・田中啓介教
授に遮熟コーティングのSEM観察の援助をはじめ,多くの助言をいただいた.これらの方々の援
助に心より厚く感謝する次第です.
高輝度光科学研究センター(JASRI)から, SPring-8トライアルユース(No. 2003B0947Ri-npTU) 「EB-PVD遮熟コーティング膜の残留応力測定」 (実験責任者・鈴木賢治),一般利用研究(No.
2005B0042, 2006A1752) 「EB-PVDコーティングの酸化・熟サイクル応力の解明」 (実験責任者・
鈴木賢治),文部科学省大型施設戦略活用プログラム(No. 2005B0812) 「先進ガスタービン用ナノ
コーティングの集合組織と応力解析法の研究」 (実験責任者・川村昌志)の援助をいただいた.そ
の他,笹村工学奨励助成「ガスタービンのナノコーティングの開発」の援助を得た.また,放射
光実験に際してビームラインBL02Bl担当の大隅寛華氏(JASRI)および池田直(現・岡山大学教
授)に大変お世話に.なった.ここに記して感謝の意を表します.
本研究の成果は学生の卒業研究に依拠していることは言うまでもない.膨大かつ地道な卒業研
究の営みなしに本研究はあり得ない. 2005年度卒業生の本間公嗣君,五十嵐由衣君, 2006年度卒
業生の金井裕弥君,大里明広君に感謝の意を表します.人生のつかの間を機械研究室で過ごした
ことが,彼らにとってどのような価値があったかは,後に一人ひとりの学生に残念ながら尋ねる
しかない.いつの日か,研究室で学んだことが何らかの一助になれば幸甚であるt.卒業生の発展
と幸福を心より祈念します.
豆や七.
SPring-8のど-ムライン.にて
世界文化遺産・姫路城にて
© Copyright 2026 Paperzz