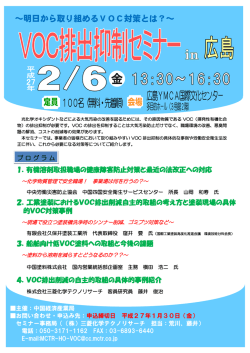
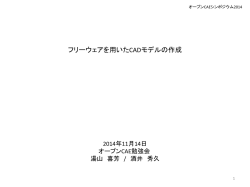
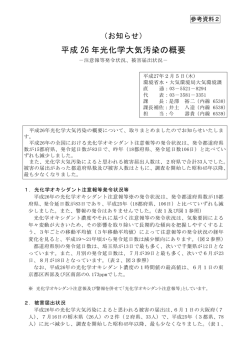
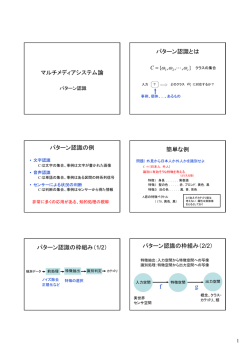
NPO法人環境ベテランズファーム セミナー 「塗料・塗装と環境問題」 ~その現状と未来~ 塗装なしでは生きていけない現代社会 塗装による地球環境負荷を日本の技術で低減する 日時:平成28年10月27日 場所:東京サンシャインビル9F 新現役ネット会議室 日本塗装機械工業会 (国際工業塗装高度化推進会議) 平野 克己 塗装とは 美しいバラにはトゲ(棘)がある 化学物質との共存(活用と制御) 講演主旨 「化学物質」の功罪 機能・役割 > = < 環境負荷 低減 地球の未来のために! 目次 1.塗料・塗装の概要 1.1 塗料とは 1.2 塗装とは 1.3 塗装の歴史 1.4 塗装の効用 2.塗装の環境問題とは 2.1 塗装の環境負荷 2.2 現状(2016年)の環境問題 3.塗料・塗装の未来と環境対応 3.1 化学物質との共存 3.2 地球温暖化への取組み 1.塗料・塗装の概要 1.1 塗料とは? 日本の塗料 1.国内生産量:160万トン/年 2.海外生産量(日本企業) :200万トン/年(内、中国50%) 3.塗料製造会社:200社 4.従業員:2万名(塗装関連:20万人) 5.国内出荷金額:7~8千億円/年(世界10兆円) 6.販売店数:約5000店 万トン/年 1.1.1 日本・中国の塗料生産量の推移 1800 1600 1400 1200 1000 中国 日本 800 600 400 200 0 1985 1990 1995 2000 2005 2010 2015 1.1.2 塗料の原料 • 顔料 無機(含有害金属)・有機 着色(廃水処理)・体質 廃水 処理 • 樹脂 油(動物、植物)・合成樹脂 酸化重合、焼付硬化、触媒硬化 CO2 発生 • 溶剤 水・炭化水素 VOC 発生 1.1.3 塗料・塗装のLCA評価 (単位:t/年) 原材料 顔料 塗料製造 エネルギー 40万t 樹脂 混合・分散 廃棄 塗装 悪臭・VOC 80万t (50%) 塗装ライン 塗膜 30万t (20%) 製品廃棄 40万t 溶剤 産業廃棄物 50万t (30%) 80万t 排水処理 有害物質 1.1.4 塗料の分類⇒(多種多様) 1.被塗物の素材:金属用、樹脂用など 2.被塗物の用途:自動車用、建築用など 3.性状による:油性塗料、水性塗料、粉体塗料など 4.樹脂による:メラミン塗料、エポキシ塗料など 5.機能による:防水塗料、防錆塗料など 6.塗膜外観:ツヤあり、半ツヤ 7.乾燥方式:焼付塗料、UV塗料など 8.その他 1.1.5 塗料の構成(業種別) 2005年(塗料年鑑) 推定値 業種 生産量 万トン/年 ライン塗装割合(%) 建物 50 (29%) 5% 建築資材 10 (6%) 90% 構造物 10 (6%) 5% (1) 船舶 13 (7%) 20 % (3) 車両 32 (18%) 100 % 自動車補修 8 (5%) 90 % (7) 電気機械 9 (5%) 100 % (9) 機械 9 (5%) 100 % (9) 金属製品 15 (9%) 100 % (15) 木工製品 5 (3%) 100 % (5) 家庭用 4 (2%) 0% 道路 9 (5%) 0% 合計 174万トン/年 (3万トン/年) (10) (32) (94万トン)(54%) 1.2 塗装とは 「材料の表面を塗料の皮膜で覆う」 「塗料を物体の表面に塗って塗膜をつくること」 COATING PAINTING 学問と縁遠いのが課題! 塗って装うと書いて“塗装” 自動車、楽器、家具、家電、パソコンなど、工業製品は塗装によって美観が際立ちます。 KUBOI COATING WORKS CO.,LTD. 12 どの様に塗装してるのか? 吊るのか、置くのか? 1.2.3 日本の工業塗装の概要 • 製造業の塗装ライン:約10000ライン (自動車ボディーライン: 約30ライン) • 塗装業: 3000ライン • 自動車板金塗装: 30000社(自補修ブース) 1.2.4 塗装ラインとは 大量生産以前の小物塗装工程(100年前) ウェスでの溶剤拭き 前処理(3分) 刷毛塗 塗装(5分) 自然乾燥(ゴミよけ) 乾燥(5時間) 1.2.5 噴霧(スプレー)塗装 1.2.6 塗装機による分類 • 直接塗装 • 間接塗装 • 流動塗装 浸漬塗装 DIP塗装:形状複雑、棒状 電着塗装:内面防食、部品類 ローラー塗装 ロールコート塗装:カラー鋼板、合板 刷毛塗り塗装 しごき塗り塗装:電線 流し塗り塗装 カーテンフロー:建材 シャワーコート : タンク スプレー塗装 流動浸漬 エアスプレー:全般 エアレススプレー:大型、建築 静電スプレー:高級塗装 流動浸漬:粉体 真空塗装:建材 1.2.7 浸漬装置(DIP) 容量 溶剤塗料:200l 水性塗料:上限なし 長所:形状複雑でも全面塗れる 設備費が安い 塗料管理が容易 短所:エアポケット、持ち出しの 形状は問題 塗膜が流れ状になる 上下の膜厚差がある 塗装後、被塗物から垂れる 小物部品、建材など外観を重視しない物に使用される 1.2.8 電着装置 絶縁(入槽通電の場合) +電極(カチオン電着) 隔膜 1200 保護ネット 槽内配管 300 600 300 電着槽断面の寸法 1.2.9 ロールコーター 塗料フィード コーターロール 被塗物 ナチュラルコーター ドクターロール バックアップロール リバースコーター 1.2.10 カーテンフローコーター 均一なカーテン 不均一なカーテン 1.2.11 その他の塗装方式 シャワーコート しごき塗装 真空ポンプ フローコート 減圧(真空)塗装 1.2.12 粉体塗装 1.2.13 静電粉体塗装機ー1 コロナガン 1.2.14 静電粉体塗装機ー2 トリボガン (摩擦帯電) (自動塗装の場合) 1.2.15 工業製品別塗装方式の選択方法 噴霧 建築資材 電着 粉体 ○ 自動車ボディー ○ ○ △ 自動車部材 △ ○ △ 自動車補修 ○ 電気製品 ○ △ ○ 機械 ○ △ △ 金属製品 ○ △ ○ 木工製品 ○ ロール 流し 浸漬 UV ○ ○ ○ ○ △ △ △ ○ △ ○ ○ 1.2.16 塗装技術は幅広い分野、奥深い世界 塗装の膜厚とは?(用途・種類等で大きな幅) 膜厚 (μ) 0 10 銀鏡塗装 クリア塗装 20 意匠重視 プラスチック ガラス 60 一般工業製品 外観・機能共 粉体1コート 溶剤2コート 2000 (2㎜) 200 防食重視 建築構造物 車両 粉体1コート 溶剤多層塗り 船舶 重防食 重車両 特殊外装 塗料 素材 1.2.17 塗料以外の表面処理 • • • • • • • • 印刷 メッキ 蒸着 溶射 ライニング 熱処理 研磨 その他(イオン注入など) 1.2.18 戦略的基盤技術高度化支援事業 (サポイン:中小企業のものづくり基盤技術)2012年 • • • • • • • • • • 組込みソフトウェア 金型 電子部品・デバイスの実装 プラスチック成形加工 粉末冶金 溶射 鍛造 動力伝達 部材の結合 鋳造 • • • • • • • • • • 金属プレス加工 位置決め 切削加工 織染加工 高機能化学合成 熱処理 溶接 めっき 発酵 真空の維持 1.3 塗料・塗装の歴史 • 15000~40000年前 • アルタミラ洞窟(スペイン) • ラスコー洞窟(フランス) • 1300年前 • 高松塚古墳壁画 ラスコー洞窟 アルタミラ洞窟 高松塚古墳 1.3.1 日本の特許第一号 • 日本の特許第一号は堀田瑞松「錆止塗料及ビ其塗法」 • 明治18年(1885年)8月14日 • 此塗料ヲ塗抹スルニハ先ヅ其塗抹スベキ物体ニ生ゼル錆ヲ 削脱シ清水ヲ以テ洗浄シ又鹽気ヲ含ムモノニ在テハ順次ニ 稀硫酸及ビ清水ヲ以テ丁寧ニ洗浄シ之ヲ速カニ乾燥シ然ル 后 強毛製ノ刷子ヲ回旋シテ第一號塗料ヲ塗抹シ其上ニ第 二號塗料ヲ前ノ如クニ塗抹シ次ニ第三號塗料ヲ横ニ塗抹シ 砂紙ヲ以テ摩擦シテ平滑ナラシメ最后ニ第四號塗料ヲ交互 縱横ニ塗スル事二回ヅ丶ニシテ 乾燥シ其工ヲ竣ル但シ冬 日ニ在テハ大氣中ノ水分少キヲ以テ塗料ノ乾燥速カナラズ 故ニ蒸氣ヲ噴射シ其乾燥ヲ助クベシ (日本化工塗料HPより) 1.3.2 • • • • • • • • • 生漆 鐵粉 鉛丹 油煤 柿澁 酒精 生姜 酢 鐵漿 塗料配合(4回塗りの下塗り) (うるし) (てっぷん) (えんたん) (すす) (しぶがき) (アルコール) (しょうが) (す) (てっしょう) 100.0 20.0 2.0 0.3 1.0 0.4 0.4 1.0 0.5 1.3.3 洋式軍艦 日本最初の製造軍艦 1875年(明治9年):清輝(横須賀造船所) (それまでは米国、英国などから輸入) *江戸幕府 1853年:昌平丸(帆船式軍艦) *1904年:日露戦争での14艦は全て輸入 1.3.4 工学と塗装の関係は? • 1871年:工部大学校 土木、機械、造家(建築)、電信、化学、冶金、 鉱山、造船の各科。 • 戦後は 塗装は? 土木系 電気系 ← 静電塗装、電着塗装 機械系 ← 噴霧塗装、焼付乾燥 化学系 ← 前処理(リン酸亜鉛) 1.3.5 塗装ライン設計の背景 自動車の量産開始 高度成長開始 終戦 1900 1945 欧米の大量生産 石油ショック 1960 バブル崩壊 1973 日本の大量生産(コンベアライン) 公害対策 省エネ 1990 21世紀 リーマンショック 2001 2008 デフレ生産・グローバル化 VOC対策 新しい付加価値 の探索 環境問題 デフレ経済 1.3.5 高度成長時の思考パターン (数学の例) • 公理 例:1点を中心に円 技術導入 定理 公式 例:ピタゴラスの定理 例:円の面積=πr2 試行錯誤 (大企業) 応用展開 (中小企業) 技術革新(新規技術)が必要! 1.3.6 工程別の必要工学 工程 前処理 乾燥 要素・技術 液槽の昇温時間・ ◎ 温度キープ ◎ 流体 ○ ◎ 化成フィルター ○ エアブロー ◎ 自動補給装置 △ 乾燥炉立ち上げ時間 ◎ ○ 乾燥炉維持熱量 ◎ △ 循環ファン容量・動力 調湿 ろ過 分離 ○ △ ○ 排気ファン容量・動力 ◎ △ ◎ ○ ○ ○ △ ◎ ○ △ ◎ △ ◎ △ △ 自動塗装 ◎ ○ ◎ ○ ◎ △ △ ○ ○ ○ ○ △ ◎ 自動塗装 ○ △ ○ ○ ○ △ ○ ◎ ○ ○ ◎ △ コンベア 排水処理 ○ ○ ◎ 水性塗装 産廃処理 ○ ◎ エリミネ(液滴回収) ○ 機械・他 ◎ ○ ○ 電着塗装 制御 △ 粉体塗装 排ガス処理 材力 ◎ 除塵方式 給気装置 乾燥 △ ポンプ容量動力算出 脱臭装置 塗装 伝熱 ◎主要○必要△関連 ○ ◎ △ ◎ △ ◎ △ 1.3.7 工学からのアプローチ 工程 前処理 乾燥 塗装 内容 流体 温度キープ ○ ポンプ容量動力算出 ◎ 化成フィルター ○ エアブロー ◎ 自動補給装置 △ 乾燥炉立ち上げ時間 ○ 乾燥炉維持熱量 △ 循環ファン容量・動力 ◎ 除塵方式 ○ エリミネ(液滴回収) ○ 排気ファン容量・動力 ◎ 給気装置 ◎ 粉体塗装 △ 水性塗装 △ 電着塗装 ◎ 排水処理 ○ 排ガス処理 ○ 省エネ(節電) 省スペース 省資源 コストダウン 方式・システム変更 技術革新 1.3.8 デジタル化が不可欠 塗装技術の特徴(アナログ世界) 色(白か黒か?) or デジタルでない 塗膜外観・ゴミブツは? (限度見本) 改善・改良はし易いが? 1.4 塗装の役割 (美観・保護・機能) 1.美観 → 色・模様 2.下地の保護→劣化要因からの隔離,長寿命化 3.機能性付加→ 断熱・耐熱・耐火・遮熱(熱反射) 抗菌・防カビ・蛍光防食・木材保護・防腐・防蟻・船底防汚 防水・撥水・結露防止・透湿 蛍光・蓄光・高耐候性 防音・防振・ 導電性・電気絶縁・帯電防止 VOC吸着・光触媒・消臭・張り紙防止 1.4.1 美観 1.4.2 素材の保護(材料別劣化要因) 材料 金属 樹脂 窯業 木材 劣化・現象 錆(腐食・剥離・強度低 下・破損) 架橋破壊(チョーキン グ・柔軟性低下・強度 低下・変退色) 強度低下(艶落ち・強 度低下) セメント ひび割れ 原因 酸素・水素・ 塩類・酸類 紫外線・酸素・ 熱・酸アルカリ類 アルカリ・酸素 外圧・内圧・炭酸ガス・水・ 塩類・鉄筋の錆 1.4.3 塗装の鉄材の防食効果 未塗装 又は 通常塗装 鉄材寿命 防食塗装 1~3年 8年 5~7年延長 1.4.4 5年寿命の延長によるCO2削減効果 ×5年分 金属用塗料 50万トン/年 1.5mm鋼板 30μ塗装 CO2削減 650万トン 鉄の寿命延長によるCO2削減 特に鉄等の金属製品は塗装が無ければ腐食により寿命は何分の一かに短 縮される。金属製品向けの塗料を年間50万トンとして、金属を平均1. 5ミリの厚さの鋼板として30μ塗装すると仮定した場合、鋼板の重量は 次式で示される。 鋼板重量=500000×1000/1.1(塗料比重)×30×1.5×7.8(鉄の比重)×2 (両面)=650000トン/年 年間で65万トンの金属の寿命が延びていることになる。 この寿命を5年とすると、それに伴うCO2の削減量は、鋼板のCO2排出係数 2.0を使用すると CO2削減量=2×65万トン×5=650万トン CO2年 となる。この数値は日本 が1年間に排出する量の約0.5%となる。 1.4.5 遮熱(断熱・反射)塗料による CO2削減 反射50% 吸収50% 遮熱塗料 1万トン/年 課題 200μ/m2塗装 面積3800万m2 反射熱 65億KW/月 太陽熱:m2当り1.37KWとして 稼働時間:日照時間との関係 地域差: 季節間差:冬季 冷房動力換算 屋根・壁構造 1.4.6 各種のエネルギー量 JPEA 太陽光発電協会HP 1.4.7 エネルギー量 種類 エネルギー量 水力 5億Kcal 潮流 7億Kcal 地熱 77億Kcal 風波 880億Kcal 太陽エネルギー 1200kWh/m2 (日本) 420,000億Kcal JPEA 太陽光発電協会 1.4.8 遮熱塗料による省エネ効果 • 地球温暖化が進むに連れて、工場等の室内の空調の負荷が増 大し、冷房によるCO2の発生量も増大する。 一方、遮熱塗装による工場等の冷房負荷の減少はクーラーの 電気代の減少として、 CO2の発生量の削減に即座に寄与する。 仮に1万トン/年の遮熱塗料が塗装された場合、m2当り200μ塗 装するとした場合の屋根面積は 屋根面積S=10000×1000×1000/200×1.3(塗膜比重)= 38000000 m2 遮熱塗料による遮熱効果を50%反射増とすると、一日の日照時の 稼働時間を10時間とすると月25日当たりの遮熱量Wは 太陽熱をm2当り1.37KWとして 遮熱量W=1.37×0.5×10×38000000×25=65億KW/月 この熱量を冷房で冷却するとしてCO2換算すると CO2削減量=0.387×65億KW=25億kg CO2 =250万トン CO2 /月 この1ヶ月のCO2削減量は、1年間の日本全体の0.2%を占める。 1.4.9 東京オリンピックの道路温度 • 遮熱塗装して10°C下げる (道路面積は15%占有:東京都) (マラソン、競歩コースは必須) • 建物の外壁、屋根も緑化、遮熱塗料など 1.4.10 塗装の機能 断熱・耐熱・耐火・遮熱(熱反射) 抗菌・防カビ・蛍光防食・木材保護・防腐・防蟻・船底防汚 防水・撥水・結露防止・透湿 蛍光・蓄光・高耐候性 防音・防振・ 導電性・電気絶縁・帯電防止 VOC吸着・光触媒・消臭・張り紙防止 航空宇宙・海洋、深海・医療関係 2.塗料・塗装の環境負荷 テーマ:「環境意識」の変化 品質 グローバル化 安全 環境 コスト (塗装単価) 40年前 環境意識 (有害性情報) 企業の意識 (必要コスト) 現在 公害関係 2.1 塗装工場の国内法(安全・ 環境) *水質汚濁法 *大気汚染防止法(VOC) *悪臭防止法 *産廃法 *騒音防止法 消防法 塗装工場 塗装 塗装装置 前処理 C/S=2[m/min] 水切 焼付 調合 塗料 調合 セッティ ング 塗装敷地 排水処理 作業者 労働安全衛生法 *法改正(リスクアセスメント) 平成28年6月1日実施 2.1.1 塗料・塗装と環境との関係 目的 負荷項目 塗装の工程 問題点 重金属、有機溶 前処理、 剤、臭気 塗装、 騒音、シックハウ 乾燥炉 ス症候群、VOC 人体の健康に係る物質は法制化さ れているが、 低濃度での長時間被爆など今後も 有害性の確認をすることが必要 (生態 系) 水質汚濁、 大気汚染 土壌汚染、 産業廃棄物 前処理、 塗装、 乾燥炉 規制物質以外での生態系への影響 の確認が不十分 規制値内での影響も追跡確認が 必要 (地球 環境) CO2、VOC フロン等のオゾ ン層破壊 前処理、 塗装、 乾燥炉 有害物質、総量規制等の法規制が し難い 健康 保全 (人体) 環境 保全 2.1.2 塗料・塗装と環境との課題 • 原材料として最も多くの種類 有害・危険の基準と確認(環境ホルモン・ 発がん性) • CO2の排出量 塗料滓等の計算基準 • VOCの排出量 有効な法規制 • 産業廃棄物 地域全体での処理と3Rの方法 2.1.3 VOC排出量 塗装(屋外) 26% 環境省資料2000年度 塗装(屋内) 30% 固定源 ゴム・クリーニ VOC排出量 ング 150万トン/年 印刷用 4% 5% 給油・貯蔵 接着用 13% 化学製品洗浄用 5% 9% 8% 塗装(屋内) 印刷用 接着用 洗浄用 化学製品 給油・貯蔵 ゴム・クリーニング 塗装(屋外) 2.1.4 塗料転換(塗料中の溶剤割合) 100% 90% 80% 70% 60% NV 水 溶剤 50% 40% 30% 20% 10% 0% 溶剤型 ハイソリッド 低VOC 水性 粉体 参考資料「すぐにできるVOC対策」 2.1.5 塗装のVOC対策の概要 現行方式 (溶剤塗料) 根本対策 塗料転換 (水性)(粉体) (UV) 塗装方法転換 溶剤方式のままでの対策 自主的取組 使用量削減 プラス (塗装機変更) (塗料・溶剤回収) (色替回数減少) Or マイナス (浸漬)(電着) (ロール) 500~ 1000万円 1000~ 3000万円 法規制 VOC処理 (吸着)(燃焼) (生物)(吸収) 300~ 1000万円 CEMAホームページに[VOC集大成]を掲載 VOC処理装置の商品カタログ・ 技術資料・発表資料 http://www.cema-net.com/ 2.1.6 塗着効率の向上 塗料 固形分 溶剤 VOC 20+20 使用量削減 α:ガン洗浄 処理 β:ホース、タンク 100 30 塗料タンク 塗料滓 30 β α 回収 2.1.7 塗料滓塗装ブース水の減量化方策 塗着効率40% NV 50% 塗料 (100) 乾燥炉へ 被塗物に塗着 (40) ブースへの飛散 (60) 固形成分 VOC VOC 固形成分 硬化塗膜 (20) 蒸発揮散 (20) 蒸発揮散 (30) 廃塗料・スラッジ (30)) 産廃量は含水率80%で150万トン/年 2.1.8 塗装機の種類と塗着効率の関係 30 40 50 60 塗着効率(%) 70 80 90 100 エアスプレー ( 1.0MPa) 液 圧 範 囲 ~ 低圧エアスプレー 静電エアスプレー ベル型静電塗装機 (4.0MPa ) 液 圧 範 囲 ~ エアレススプレー エア・エアレススプレー 静電エアレススプレー (静電エア・エアレススプレー) 参考資料「すぐにできるVOC対策」 2.1.9 塗着効率向上と使用量 50% 100 100 20%削減:50%にすると40%の時の20%削減 参考資料「すぐにできるVOC対策」 2.1.10 塗装の環境負荷項目(CO2) • 前処理(蒸気・電気・水) • 水切乾燥(燃料・電気) • 塗装(電気・水・蒸気) エネルギー • 焼付乾燥(燃料・電気) • 産業廃棄物 • 環境汚染物質 測定可能 測定困難 2.1.11 工程別CO2発生量(kg/月) 前処理 電気3500KW (1225kg) LPG9000kg (27180kg) 水800m3 (387kg) 水切 括弧内CO2 電気500KW (175kg) LPG4000kg (12080kg) 塗装 焼付 電気1500KW (525kg) 水200m3 (88kg) 脱臭 電気800KW (280kg) LPG7000kg (21140kg) 電気700KW (245kg) LPG4000kg (12080kg) 塗料調合 水切炉 焼付炉 120℃×10分 140℃×20分 前処理 脱脂+リン酸亜鉛+給水ミスト セッティ ング C/S=2[m/min] 産廃4トン (10720kg) 被塗物 :金属製品 寸 法 :600L×900W×1200H 塗装面積:200[m2/hr](35000 m2/月) 産廃5トン (13400kg) 2.1.12 工程別発生量 前処理 水切 塗装 単位:月当り 焼付炉 脱臭炉 合計/月 電気 3500kw 500kw 1500kw 800kw 700kw 7000kw CO2 1225kg 175kg 525kg 280kg 245kg 2450kg 燃料 9000kg 4000kg 7000kg 4000kg 5400kg CO2 27180kg 12080kg 21140kg 12080kg 72408kg 水 880m3 200m3 1030m3 CO2 387kg 88kg 475kg 4ton 5ton 10ton 10720kg 13400kg 24120kg 産廃類 CO2 合計CO 2 39512kg 12250kg 14013kg 21420kg 12325kg 99453kg 2.1.13 金属塗装ライン例 CO2量 CO2 (産業廃棄物負荷込) 860 t/年 脱臭 70t/年 170t/年 焼付 8% 70t/年 8% 塗装 20% 前処理 56% 480t/年 水切 8% (自動車:4万 t/年) 70t/年 2.1.14 排水・廃液処理技術の動向 *水質汚濁防止法と処理技術の推移 • 日本の主な法律関係 • 昭和24年(1949年) 土壌汚染 東京都「工場公害防止条例」 中和処理 • • • 昭和33年(1958年) 昭和42年(1967年) 「工場排水等の規制に関する法律」 新工場建設での設置、特定流域のみ 4大公害病 「公害対策基本法」 凝集沈殿 • 昭和45年(1970年) • • 「水質汚濁防止法」 表面処理装置が特定施設として、排水処理の義務化 → クローズドシステム 「COD規制」 • 昭和54年(1979年) • • • CODの総量規制 平成9年(1997年) 「フロン全廃」(大気汚染防止法改正) トリクレン処理からの転換 → 水系洗浄 • 平成10年(1998年) 「窒素、リン規制」 平成24年(2013年) 薬品、排水処理の見直し 土壌汚染防止 • • 生物処理 UV/オゾン 高度処理 2.2 環境問題の現状(2016年) 塗装業界 1.リスクアセスメントの対応(2016.6実施) 2.外国からの規制対応 3.VOC削減の継続 グローバル視点 1.中国からのPM2.5 2.CO2削減 2.2.1 リスクアセスメントの実施 化学物質の健康・火災への予防 • 2016年6月1日:リスクアセスメントの義務化→立ち入り検査 • 640物質(労安法施行令別表第9)の新規取り扱う時に実施 • 対象:「健康障害」と「火災・爆発」 • 方法:法律での規則の数値などの管理だけでなく、 • 自主的に安全に取り組む義務化→企業の責任 SDS(メーカー) を揃える 2.2.2 RoHS指令改正(2015) • 禁止物質規制濃度(閾値)備考 • • • • • 新規追加物質 DEHP(フタル酸ジ-2-エチルヘキシル)0.1wt%(1,000ppm) BBP(フタル酸ブチルベンジル)0.1wt%(1,000ppm) DBP(フタル酸ジ-n-ブチル)0.1wt%(1,000ppm) DIBP(フタル酸ジイソブチル)0.1wt%(1,000ppm) 2.2.3 EUからの輸入品規制 REACH規制 RoHS指令 対象業種 ほぼ全産業 電気・電子機器 対象物質 高懸念物質 1500物質 6物質(鉛、水銀 カドミ、6価クロム PBB、PBDE) 2.2.4 VOC削減の現状 • 2004年:大気汚染防止法改正(VOC規制) 目標達成: 2000年基準で2010年排出量30%削減 目標未達成 光化学スモッグ警報10%減少 VOC削減活動は継続 (経済産業省、東京都など) 2.2.5 塗装の自主的取組の課題 VOC削減では、法規制対象外の企業にてさらなる取組強化が必要。 塗装施設 767基 30,000t/年 9% 91% 乾燥施設 法規制対象 5,000t/年 5% 533基 95% 対象外 (100,000基) (350,000t/年) (60,000基) (100,000t/年) 自主的取組 中小零細企業 塗装専業者 ⇒ 工塗連 ・2008年 環境技術分科会、CEMA調査 ・第9回CEMA技術シンポジウム発表 2.2.6 中国VOC:2016年1月1日実施 (大気汚染防止法改正) • 塗料は、VOC含有420g/l以下の塗料を使用 • それ以上は使用量の4%の課税 • 3年間の使用塗料の含有量を記録・保存 *(新規の工場建設の認可が問題) 2.2.8 天安門(午後3時) 2.2.9 天安門(風のある日) 2.2.10 PM2.5のサイズ 2.2.11 VOCは風に吹かれて 2.2.12 中国からのVOC排出量 (塗料からの) • 塗料生産量1700万トン/年 VOC40%として680万トン/年 ドラム缶換算 150kgとして4500万本 東京ドーム体積換算 4個分 2.2.13 パリ協定(COP21) • 1.「2度未満」 パリ協定全体の目的として、世界の平均気温上昇 を産業革命前と比較して2度未満に抑えることが掲 げられたこと。そして、特に気候変動に脆弱な国々 への配慮から、1.5度以内に抑えることの必要性に も言及されたこと。 • 2.長期目標 そのための長期目標として、今世紀後半に、世界全 体の温室効果ガス排出量を、生態系が吸収できる 範囲に収めるという目標が掲げられたこと。これは、 人間活動による温室効果ガスの排出量を実質的に はゼロにしていく目標。 3.塗料・塗装の未来と環境対応 環境対応 技術革新 グローバル 3.1 化学物質との共存 1.原材料からの有害化学物質の排除 2.化学物質の有害性の調査・研究 3.塗装ラインのクローズド化 水の無排水化(重金属、BOD、COD) 有害ガスのクローズド化(VOC、悪臭成分) 2.2.14 地球温暖化・CO2削減の歴史 • • • • 石油ショック:化石燃料の枯渇 (1973) オゾン層破壊:モントリオール議定書 (1987) 地球温暖化防止国際会議・ベルリン (1995) 京都議定書(COP3) (1997) 目標 1990年基準6%削減 (2012) • カリフォルニア州CO2削減法案 (2006) 目標 1990年基準まで減少(2020) 1990年の80% (2050) パリ協定(COP21) (2015) 日本の目標:2030年度に2013年度比-26.0% 3.1.1 塗装ブースの無排水モデル スラッジ濾過機 (排水処理へ)ゼロ化 P 微生物処理 装置 (系内) 循環槽 技術課題 臭気 粘着性 難分解性 3.1.2 塗装ブースの循環システム 一部取入 給気ファン 排気ファン 夏期:35℃ 温度 冬期:0℃ 湿度(増減湿) 熱回収 20℃:一定 3.1.3 環境対応の塗装システム • スプレー塗装の見直し • (100%近い塗着) • 低温硬化、短時間硬化 塗料と設備のシステム • インクジェット方式 • 真空塗装 溶剤塗料の転化 水性塗料のシステム 3.2 地球温暖化への取組み 塗装ラインからのCO2発生と削減化 工業用 自動車 建築用 原材料 塗料 塗装 廃棄 自動車 工業用 建築用 原材料 25 40 90 塗料製造 3 3 2 業種別CO2発生割合 塗装 70 55 5 廃棄 2 2 3 (単位:%) 3.2.1 塗装システム変革への塗料開発 前処理 • 工程 水切 電着 被塗物 被塗物 焼付 中塗 焼付 上塗(ベース) PH クリヤ 焼付 工程 短縮 材料開発 プレコート鋼板 粉体塗装等 3.2.3 廃熱利用フローシート 425℃ 熱交換器 700℃ 150℃ 脱臭装置 前処理装置 70℃ 250℃ 150℃ 50℃ 焼付乾燥炉 脱脂液 循環ファン 3.2.4 燃料転換によるCO2削減 化石燃料 バイオガス ( メ タ ン 等) バ イ オ 燃 料 一部混 合 液 化 バイオ液体 (メタノー ル等) 気 化 一部混 合 水切乾燥炉 焼付乾燥炉 脱臭炉・冷凍 機 ( ボ イ ラ ー (蒸気)) 前処理・ブー ス空調 間接式乾燥炉 バイオ固体 (木屑等) (塗装ラインでは使 用困難) 塗装ライン (工場) コ ー ジ ェ ネ シ ス テ ム 3.2.2 昇温工程 200℃ 温度 被塗物温度 (15℃から) 100℃ 15℃ 脱 脂 化 成 電 着 乾 燥 シ ー ラ ー り中 塗 ベ ー ス 工程 ク リ ヤ 3.2.5 塗料の乾燥の低温,短時間化 低温化(乾燥温度) 焼付塗料自体の低温硬化 二液(触媒)、UV、電子線などへの転換 短時間化(乾燥時間) 焼付塗料自体の短時間化 塗料転換(二液(触媒)、UV、電子線など) 乾燥方法による短時間化 熱風式→赤外線(遠赤、近赤)、プラズマ、誘導加熱(高周波) 熱風の供給方式(ジェットブロー、高温熱風、高速熱風 3.2.6 おわりに:2016環境宣言を CO2削減取組開始 現状調査 CO2削減目標 CO2削減計画 製品当り:CO2排出量 塗装面積当り:CO2排出量 業界 企業 部門 〇〇%減 日本塗装機械工業会http://www.cema-net.com/ 国際工業塗装高度化推進会議http://ipconet.org/
© Copyright 2026 Paperzz