腐食センターニュース
No. 058
2011 年 11 月
(続)発電原子炉施設の材料腐食・割れ問題について
(後編第 2 部)
東北大学 エネルギー安全科学国際研究センター
近藤 達男
1966 年、我が国が軽水炉発電技術の導入と運転要員訓練のために当時の日本原子力研究所(以
下原研)に設置した沸騰水型(以下 BWR)動力試験炉(以下 JPDR)の原子炉圧力容器内面のステ
ンレス鋼ライニングにひび割れが見つかり、筆者らの研究チームが応力腐食割れ(以下 SCC)と判定
し、炉容器の疲労に発展するリスクを指摘したことに始まる原子力開発黎明期の材料研究に関する
講演(2008 年 12 月、本協会の研究委員会)を再録したのが本稿のシリーズです。
前編(第 1 部、「腐食センターニュース No.056」、p.6~22、2011 年 4 月)では、完成技術とし
て導入した原子力発電設備の早すぎる躓きが市民社会や科学技術に与えた衝撃、続いて行われた原
子炉構造材料の実機腐食環境中の損傷の研究と対策技術の推移などを回想談風に記しました。
後編の記事に入る前に、まず前編の概要を記します。
第 1 部のあらまし
原爆被爆国のきびしい国民的論議の末、アメリカで開発されて導入された軽水冷却型発電原子炉
のトラブルは、国のエネルギー政策、その受け皿となる電力企業や関連産業、さらに市民の期待を
強く揺さぶった。プラント管理と関連技術の研究を受け持つ原研は原因究明作業、炉体検査、損傷
部の補修等を経て、当時通産省に置かれた規制当局に再起動認可を打診した。当局の諮問する専門
家組織はき裂の原因および発生メカニズムの解明、運転再開後の信頼性を立証する試験研究、それ
らをもとにした耐久性の確認と保証などを再起動認可の条件とした。
摘出サンプルによる損傷解析をもとにした構造材料の割れに関する原研の調査報告をもとに、規
制当局が構造健全性に関して想定した運転再開認可までのシナリオは、非破壊検査検出限界未満の
き裂の存在を前提に、運転に伴う交番荷重が引き起こす圧力壁の疲労を定量的に評価し、期待する
耐用期間の安全を保証することであった。命題を受けた筆者らのグループは自ら提案した原子炉の
高温・高圧純水相当環境中の腐食疲労の研究を開始した。先行知見皆無の当時の状況で、試験方法
と手段の創出、試験実施、寿命評価のためのき裂速度データの測定を果たし、残存寿命予測と構造
信頼性の評価にそれらが取り込まれた結果、1970 年代初頭に JPDR は再起動が認可された。
前編の末尾には、後編(第 2 部)への導入の目的で、やがて起こる世界的な原子力安全性懸念の
高まり、構造材料のき裂性損傷を主因とする発電炉故障の多発、プラント維持管理と寿命評価のた
めの国際協力研究の興隆などのあらましを付記した。
第2部
問題意識の波及と国際協力活動
第 2 部 まえがき、ならびに東日本大震災による発電施設事故についての予定外記事の挿入
今回は原子炉圧力容器の割れ問題に発する腐食疲労(CF)研究とその後に BWR で経験された
オーステナイトステンレス鋼配管の応力腐食割れ(SCC)問題を加え、軽水炉発電黎明期材料環境
割れ問題の源流に対応する国際協力活動の軌跡をプロットします。
1
腐食センターニュース No. 058
2011 年 11 月
前編では予定しなかった記事として、2-1 に、2008 年の講演の時点では思いもよらなかった本年
3 月の震災と福島第一原子力発電所の事故(以下福島事故と略称)とその際の事態の推移を見て、
本稿の主題である国際協力と情報共有に関連して即興の感想を挿入します。
2-1 原子炉事故と研究活動-平時のシステム保全と異常時の緊急対応について
福島事故の結果はチェルノブィル以降少しずつ回復の道を歩んできた原子力発電の信頼感を一
挙に損なう実に残念な出来事でした。津波による電源系全面喪失と冷却系の機能麻痺が施設許認可
時想定された条件を大きく上回ったことは、それが自然現象であったとはいえ、文句なしに規制体
系を含む原子力技術全体が反省すべき技術史上の汚点といわねばなりません。さらに、続いて起こ
った格納建屋の水素爆発や緊急時対応の混乱こそは、過渡-異常状態に対する「危機管理」の失態
として明らかな「人災」の側面が様々な場で指摘されています。いずれにしても、あの恐ろしい経
験と払われた犠牲は緊急時状況把握と安全確保に関わる基本的な方法論が貧困であったことの代
償であり、軽水炉の安全技術に新たな問題を提起しました。
そもそもここで論じている「材料・構造の損傷・経年劣化」対応の研究は平時の原子炉一次循環
系圧力壁の保全を直接の目的にしつつも、それにとどまらない、普遍的な工学知見に共通する価値
を求める活動です。それは一見、上記のような自然災害や突発的な緊急時の問題とは別次元と思わ
れがちですが、筆者はあえて次に述べる観点の共通性をとりあげて問題提起をしたいと考えます。
原子力発電は黎明期以来、新開発技術特有の設備機器・構造の不具合、損傷、さらには大・小の
システム異常といった、設計意図を外れるさまざまな物的あるいは人的問題に直面し、その都度技
術の改善で克服し、成熟に向けた学習と進化を重ねてきました。生成エネルギーの集中度、コスト、
炭酸ガスによる地球規模の環境問題対応といった現行の軽水炉発電設備の特徴は、大型化と多面的
な要素技術の集約の結果実現したものですが、事故の規模と対応の失敗がもたらす深刻さをみれば、
それは同時に欠点にもなっています。集約される個々の要素技術を横糸とすれば、システム設計、
機器・構造の設計・製作・品質管理、プラント運転の維持・管理、信頼性・安全確保などは縦糸の
関係にたとえることが出来ましょう。これらすべてがバランスよく機能してはじめてシステムの信
頼性が保たれ、それがやがて技術の健全な成熟に通じる道となると思います。
情報公開と共同作業 の意義-可能な「最良の知恵」の活用
福島事故発生以来約半年、政府や当事機関の行った危機管理の分析と評価は現在その途上にあり
ます。本稿の主題との関係で注目されるのは、未曾有の緊急事態とはいえ、状況把握と判断に関す
る報告の不透明さと情報開示の遅れが国内のみならず海外から強く批判されたことです。問題の本
質は、おそらく、単にいつどこにどんな情報を公開したかではなく、緊急時の情報集約と発信のあ
り方自体にあったのではないでしょうか。エネルギー・環境問題、あるいは原発事故の影響を否応
無しに共有し、広域安全に関心を持つすべての国や団体、専門家、そして市民にとって、日本の対
応に合理性に欠ける面があったことは否めません。
一例を挙げれば、このインターネット時代、国内・外の技術ポテンシャルの最良の部分に敏速に
アクセスし、活用することは情報の発信と収集の両面でむしろ必須の手順です。あの重大場面で何
もしない方が不自然と疑われても仕方がありません。
このたびわが国の責任機関のとった対応は、“パントマイム的硬直”とでも言いたくなるもどか
しさがありました。結果的に自らを絶縁孤立させ、状況分析機能と情報の発信の両面で問題をより
深刻にした可能性すらあります。それがなぜスムーズに出来なかったか。平素の国際関係、協力活
動のモードなどと関係がありそうです。たとえばあるテーマで国際協力を経験した研究者の場合、
メール通信だけで関連分野の最良の知恵を速やかに(おそらく無料で!)集めて利用できるはずで、
緊急事態にはそれを真っ先に考えるでしょう。
ところで、前編(p.20 の 2. 国際的な問題認識と共同研究活動の組織化)で予告した後編の主題を
2
腐食センターニュース No. 058
2011 年 11 月
今述べた情報問題の切り口でみると、ことが緊急事態への対処と平時の保全活動のいずれにも重要
な命題といえます。それは、難しい問題の処理や再発の予防には『その時点の最高の知恵を活用す
る』ことが鉄則で、それこそが唯一の有効な手立てと考えられるからです。そのためには平素の協
力基盤の醸成がいかに重要か、あの事故を経験した今ほど強く思うことはありません。
結論を繰り返しますと、問題意識と最新・最良の知見の共有、資源と才能を集めた共同作業の推
進こそが上記協力基盤醸成の基本です。狭い国益の概念を離れたこうしたアプローチは、原子力の
ような事業でとりわけ大きな意義と価値を持つといえます。
最近の国際交流体験
前編を上梓して間もない本年一月、思いがけない動機でフランスのリヨン国立科学技術大学
(INSA)の“Corrosion Day”という国際行事に招かれて講演しました。主題は本稿の一部と重な
る、原子炉系の材料と環境の共存上の問題で、趣旨は軽水炉の経験を概説し、その方法論が次世代
の核エネルギー転換システム、すなわち高速炉、高温ガス炉、核融合炉などの研究にどう活用する
かを論じました。なお、上記の「動機」とは、庄子哲雄東北大学教授(本協会会員)の業績に対する
INSA 名誉博士号の授与式の記念講演者の一人に指名されたことです。庄子先生とは 1960~70 年
代の東北大-原研共同研究(本稿前編、1-5~1-6 初期の高温水腐食疲労研究、当時大学院生)
に参画、厳しい徹夜試験などにクルーとして貢献されて以来の、文字通りライフタイムの同志です。
周知のように軽水炉一次系水中の環境助長割れ(EAC)研究で、損傷メカニズム、モデリングを含
む幅広い活動をされ、その国際的貢献が顕彰されたのです。同じ分野の日本人の仲間として面目を
果たすとともに、単なる技術情報や試験データのやりとりを超えた真摯な交流と協力が培う信頼関
係がかけがえのない知的資産となることを再認識しました。
震災以来巷では「原発撤退」、
「原子力は科学技術立国基盤」など、進路論議が盛んになりました。
過去約半世紀の国際交流経験を振りかえると、元来、エネルギー確保、環境保全など未踏技術の開
発・利用は必ず何らかのリスクを伴うこと、周到な戦略の下、息の長い開発と困難な障壁を協力し
て打開し、はじめて道が開けることなどは目標達成への当然の過程だと思います。これからわが国
がどのような進路をとるにせよ、エネルギー技術の開発は単に一国、一政権の都合で安易に左右で
きるテーマではなく、グローバルな視野が必要なことは間違いありません。
前編に続く記事の構成について
本稿は 2008 年 12 月の本会の研究委員会で行った講演の収録が主目的です。したがって、各節
の冒頭に講演直後に事務局が作成した要旨の該当部分を掲げてから本文に入る形を取っています。
また、前・後 2 回の掲載の間に時差があるため、前編末尾に続編のあらましを予告しました。した
がって、必然的に内容の記事・表現の一部が前・後編で重複する部分があることをあらかじめおこ
とわりします。また、すでに書いたようにその間に起こった震災と事故に関連して当初の予定にな
い記事を挿入します。
2-2 軽水型発電炉の新たな構造材料割れ問題と危機認識の国際化
要旨 5/7.一方、1973 年に JPDR の緊急時炉心冷却系配管に新たに割れが発見され、組織解析と
水化学環境の記録等を基に SCC によるものと判定した。日本国内ではふたたびこの判定への反
論、あるいは発表活動疎外などの問題が起こった。しかし、翌 1974 年夏、アメリカの BWR で配
管クラックが問題となり一斉点検が行われて、BWR の共通的問題として世界的に認識された。
(以下第2部、議事録要旨 6/7 に続く)
前編の原子炉圧力容器問題では、低合金鋼製圧力容器内面のステンレス鋼溶接肉盛ライニングの
割れによる表面切り欠き効果が容器本体に疲労き裂の形で進展する問題が焦点でした。問題の起点
3
腐食センターニュース No. 058
2011 年 11 月
となるライニングの割れは、当初原因推定に若干の異論がありましたが、摘出サンプルの組織観察
や成分分析をもとに溶接施工に起因する応力腐食割れ(SCC)と結論しました。
ステンレス鋼管溶接部の IGSCC 問題
軽水炉普及途上の 1970 年代、BWR の一次循環系オーステナイト鋼配管で溶接継ぎ手近傍に粒
界型の割れが頻発します。1974 年夏にアメリカが一斉検査を行った結果、熱鋭敏化による SCC で、
BWR に共通の問題(Generic issue)と判定しました。この問題はその少し前に顕在化して同様に
PWR に共通性のある問題とされた「蒸気発生器細管 2 次側の腐食と SCC」と並びます。
じつは、この BWR 配管割れでも、日本(動力試験炉-JPDR)が先行する宿命にありました。
圧力容器の内面割れ問題を経て再起動した JPDR に再び割れの問題が起こったのです。それは、上
記アメリカの検査が行われる約 1 年前の 1973 年、一次循環系で漏水が起こり、停止して検査した
結果、緊急時冷却用の配管からと判明しました。
水洩れは管の突合せ溶接部に沿う円周方向の割れで、サンプルを摘出して調べた結果、結晶粒界
割れ(図版 2-1)が確認されました。損傷部の金属組織、溶接線との位置関係、割れの起こった環
境の化学条件(停滞水)
、などを参照して、調査チームは「溶接熱影響部の SCC」と結論しました。
図版 2-1 1973 年に起こった日本の BWR(JPDR-動力試験炉)の一次系配管の割れ
軽水炉発電が本格化しかけた時期、公的研究機関での再度のトラブルに対する社会心理もあって、
この所見は少なくも日本国内では批判の色合いの強い異論・反論に曝されました。さらに、1974 年
秋に仙台で開かれた腐食防食シンポジウムの筆者の講演が、上記のアメリカの一斉検査の直後にあ
たり、翌日の新聞記事第1面にセンセーショナルな見出しで扱われるなどの思わぬ出来事も加わっ
てインパクトは増幅していきます。筆者にしてみれば、3月に講演予稿提出後数ヶ月たっての講演、
4
腐食センターニュース No. 058
2011 年 11 月
いわば偶然のタイミングにすぎません。しばらくは国内で研究発表がしにくくなり、外国誌に限定
される厄介な事態が続きました。
当時の状況として、溶着金属と異なり、高度に品質管理されたステンレス鋼の継ぎ目無し管が常
時純度管理された原子炉水環境で SCC を起すかどうかは実験室的な研究の対象ではあっても仮説
以上のものではありません。また、たとえプラントで散見されたとしても、それがシステムに
“Generic”な現象と認識される可能性は無く、結局あの一斉検査がそのエポックとなったわけで
す。一方、後年調べたところでは、SCC と疑われる損傷がアメリカの原子力潜水艦の燃料被覆管*
で認められたことがあるほか、商用発電炉では 1965 年のドレスデン発電所で起こった割れが最初
のケースと考えられているようですが、それが BWR 共通の問題と認められたのはやはり 1970 年
代であろうと思います。
(*当時の PWR 燃料被覆はステンレス鋼製、冷却水は純水で BWR とほぼ
同様で、いわゆる中性子照射による IASCC の可能性がありました)
。
2-3 アメリカの発電炉腐食問題諮問活動(EPRI-CAC)と日本の対策技術
要旨 6/7.アメリカの電力研究所で急遽編成された国際専門家チーム(後述 EPRI-CAC)が、原
因・機構として「溶接熱によるステンレス鋼の腐食鋭敏化」、「残留応力」、「冷却水中の溶存酸
素」などの要因を結論した。これらの知見はその後の対策技術の構築に広く参照されるに至っ
た。
私は原子炉材料の上記腐食問題国際委員会(EPRI/Corrosion Advisory Committee)に招かれ
て 3 年余り活動した。当時の出張報告を見ると、現今の損傷予測で扱われる課題の多くがすで
にこの時点で列挙されている。注目されることは、日本の PWR, BWR のプラント管理実績が国際
的に認められだしたことである。たとえば、日本に国際調査団が来訪、さらにこの分野最初の
国際会議が日本の富士裾野で開かれるなどの展開があった。日本の損傷対策技術の力量がはじ
めて世界に認められ、低炭素ステンレス鋼の新材料が話題となったのもこのときであった。
(以下議事録要旨 7/7 に続く)
環境助長割れ問題の緊急対応と国際協力活動の始まり
こうした日本国内の息苦しい状況にとって少し救いになったのは海外の動きです。まず、軽水炉
技術の本家であるアメリカのアプローチが確かなフットワークを見せます。BWR, PWR ともに緊
急の課題を抱えたアメリカでは、USNRC(合衆国原子力安全委員会)と EPRI(電力研究所)と
の産官連携で原子炉材料の腐食対策を目的にした、電力産業と規制行政の諮問のための Corrosion
Advisory Committee /CAC が緊急に組織されました。1977 年に収束してからの一覧ですが、おお
よそ図版 2-2 のような活動でした。この組織は専門委員の顔ぶれを国内にとどめず、広く国際的な
編成としたことが特色です。国外メンバーとして当時の西側軽水炉保有6カ国から各1名が招かれ、
日本は筆者が指名されました。当時の日本の状況(たとえば原研)では若い研究者の年2回もの海
外出張はとうてい不可能と考えられていましたが、USNRC から科技庁原子力局長宛の要請状でそ
れが実現するなど、問題解決に向けたアメリカの関係者の強い熱意を感じさせる展開でした。
この CAC は、オハイオ州立大学教授 R. Staehle が座長を務める緊急助言組織として発足、1979
年 TMI(註:Three Mile Island)炉事故をきっかけに解散するまでの約 5 年間続けられました。
この活動の典型的なモードは、まず電力産業や USNRC からの緊急の諮問、あるいは EPRI が受
託した研究テーマの進行状況報告などを議題に、自由討論の形で予備的な討論を行い「わかってい
ること」と「わかっていないこと」を区分します。次に、その中から問題を選んで重点課題としま
す。各委員は専門性によってそれを持ち帰って調査なり分析を行い、それぞれの領域で行われてい
る関連研究の動静を総合した結果をまとめて次回のワークショップに報告、そこで各論的に検討し
た結果を総会で総合的な観点で改めて議論し、必要によってさらに次の命題につないでいくという
ものです。
5
腐食センターニュース No. 058
2011 年 11 月
次に、活動のアウトプットは集約された各時点の知見をそれぞれの問題の“STATE‐OF‐ART”
(進歩の現状)として総括、EPRI ないし USNRC の情報として答申ないし勧告とします。また、
対外的な情報としては、まず協力委員を派遣した各国の規制当局、研究機関ないし関連技術の団体
に還元されます。企業ノウハウに関わるものは別にして、安全性に関連するものはすべて公開情報
とします。
この流れを通じて筆者が特に学んだ点は、解決の困難な新しい課題に対して安易に妥協すること
なく、必ず基礎的知見に立ち戻って徹底的に調査と議論を行う姿勢であり、それでこそ“STATE
‐OF‐ART”だということです。ちなみに一例を挙げると、原子炉の水化学問題では、ボイラー
技術の伝統的なノウハウの転用のための分析からきわめて基礎的な高温水の熱力学までの広いス
ペクトルをカバーするやりかたで、必要に応じて世界の関連分野の専門家を Ad‐Hoc に招聘して
徹底的な究明を惜しまないのです。ところで、きわめて個人的な感想ながら、このスタイルの活動
のおかげで、あの電位‐pH 線図で知られるベルギーの Pourbaix や、X‐線回折の Straumanis な
ど、教科書でしか知らなかった大家たちに直接接する思いがけない幸運もありました。
今、最初の重要命題であった配管 SCC 対応の活動を振りかえると、なによりも、その時点に CAC
が行った諸活動;たとえば、ケース・スタディ、メカニズム・モデリング、関連知見集約、対策指
針作成、ポテンシャル技術の発掘調査など、後に顕在化する照射誘起応力腐食割れ-IASCC などを
除いてほとんどの研究課題の原型がすでにこの段階で作られたといって言い過ぎないと思います。
さて、日本国内の状況はというと、既述のように JPDR の再起動認可等の懸案が片付き、筆者ら
のグループには高速増殖炉、高温ガス炉など新型炉開発への次のタスクへの移行、そして軽水炉関
連の研究を収束せよとの指示がなされていました。これは公的研究組織の宿命で、「軽水炉は民間
に移行」という監督官庁の判断が背景にありました。
筆者が依然負っていた CAC の活動に国内の軽水炉関連の技術開発と研究の動静を結びつける役
割は、次第に果たしにくくなっていました。しかし、それを強力にサポートしてくれたのが、情報
交流の場を作って電力界や製造産業の活動と筆者の間を結び付けてくれた電力中央研究所の黒沢
辰雄氏の尽力です。筆者の CAC 出席の前後に会合が設営されて CAC の動向を伝える一方で産業
界から新技術開発の現況報告などがあり、それらを筆者が CAC で紹介するという具合でした。お
かげできわめてタイムリーな橋渡しができました。また、研究面では東北大学破壊力学応用研究施
設(当時)の高橋秀明先生らのグループや科技庁金属材料技術研究所との共同研究など、国内の協力
関係によって活動を続けることが出来ました。
図版 2-2 アメリカ EPRI の原子炉材料腐食問題諮問委員会、EPRI-CAC の活動
6
腐食センターニュース No. 058
2011 年 11 月
日本企業による SCC 対策技術の実用化
前編で、1970 年代の後半に日本の産業ポテンシャルと関連研究の存在が CAC で少しずつ注目さ
れ始めたことに触れました。とくに日本の製造業各社の SCC 対策技術の開発成果や電力各社のプ
ラント運転成績に対して、アメリカをはじめヨーロッパ諸国が次第に関心を強めていました。その
具体的な表れが、1977 年の EPRI-CAC による国際調査団の日本訪問(原子力発電所の維持管理
技術と原子力関連研究機関の調査)
、その際、構想・提案された合同の情報交換会議は、翌 1978 年
に富士裾野での日米合同軽水炉材料会議(The First US-Japan Joint Symposium on Materials
for LWR、1978.5.28~6.2。組織委員長を新日鉄岡田秀彌氏に依頼、
会議設営と 2 国間調整を Staehle
と筆者)として実現、長かった初期の欧米中心の交流の輪の中で夢見た軽水炉材料技術の「太平洋
側へのシフト」が起こったのです。現今、自他共に世界最高水準を疑わないわが国の原子力関連技
術の台頭への第一歩はこの頃に踏み出された気がします。
(論文集と記録写真掲載資料:”Predictive
Methods for Assessing Corrosion Damage to BWR Piping and PWR Steam Generators”, H.
Okada and R. Staehle Ed., NACE, 1982.)
なお、この頃ようやく実用段階に入った日本発の SCC 対策技術、たとえば溶接残留応力の低減、
既設配管の残留応力分布改善、低炭素/窒素強化ステンレス鋼など、即戦的で実効性の高いものが
多く、この段階の軽水炉の割れ対策前進に間違いなく大きく貢献しました。実際、CAC が重点検
討の対象としたステンレス鋼の原子炉水環境中 SCC の当時の知見を一覧で示した対策技術の体系
(図版 2-3)を見ると、そのめぼしい項目の多くが日本の企業によって実用化された技術です。
図版 2-3 EPRI-CAC による原子炉環境中のオーステナイトステンレス鋼の SCC対策技術の一覧
7
腐食センターニュース No. 058
2011 年 11 月
平時の緊急課題研究とプラント事故対応-重要な問題意識の共有
CAC の活動の SCC 研究上の意義は改めて次節で考察することにして、ここでは再び福島事故を
引き合いにした緊急時対応の方法論の考察に戻ります。
上で述べた EPRI-EAC と後述の ICCGR の二つの活動は、その活動の動機においては先の福島
第一発電所事故とまったく次元が異なるかに見えます。前者はむしろ日常の施設維持管理指向で、
しかも問題の緊急度や被害規模で事故とは比較にならないかもしれません。しかし、想定外の異常、
潜在する放射能広域汚染の危険性、解決すべき技術的課題の難しさなどを考えると、原理的には共
通なのです。すでに指摘した事故時の「国内外に向けた情報発信」と「国際協力による問題克服」
については、事の大小にかかわらず、むしろ先行事例が少なからず役立つものと信じます。
今、共通点をあえて「多くの要素を集約した投影面積の大きい共通的な技術基盤の形成」をあら
ゆる協力活動の基本動作と定義します。その上で CAC に参画して学んだ緊急時対応の技術と知見
の共通基盤つくりをプロットしてみます。たとえば、活動の大目標である「原子炉内の SCC 問題
解決の戦略」には、限られた期間に未踏領域の問題に踏み込んで現象の本質を理解し、やがて有効
な対策に到る道筋をたてることが骨格となります。そこで、戦略の構成要素となる作業のいくつか
を挙げて見ると;
1)まず研究室的な知見(つまり科学的知見)を土台に、化学工業や火力ボイラーなどの工業プ
ラントの経験を調査・分析してそれらを原子炉系の場合に置き換える作業。
2)
「研究課題の設定」にあたっては前にも触れた「既知情報の確認」と「未知課題の抽出」を
徹底的に行ってから論理的に戦略を立て、人的・物的資源と方法論を組み合わせて効率よく
必要なアウトプットに結びつける手順。
3)それを実用化して普及させるために、異分野、外国機関などの技術調査、国内・国際シンポ
ジウム等を通じて多角的に状況を把握し、丹念にフィードバックをかけながら学術、工業技
術、規制行政、電力供給など関係諸界にコンセンサスを普及させていく。
こうした一連の過程で、もっとも大きな役割を演じたのは、1)、2)を根底にして、それをま
とめた3)の「したたかな情報活動の展開」です。これこそはあらゆる活動に共通の意義を持つも
のといえましょう。
CAC の活動のもたらした工学的知見の普及と意識改革効果
CAC というフロンティア的活動は、BWR の配管クラック問題などの緊急の命題に対して、問題
解決の直接的な方策を提示したことで評価されますが、筆者はそれ以上に課題解決一般に適用可能
なものの考え方、あるいは科学的根拠に欠ける「思い込み常識」を覆したことを評価しています。
困難な技術的問題の解決に有効な方法論として、戦略的アプローチ、課題の分析から計画立案に
進む手順、最適解優先に徹した柔軟な討論、速やかな計画化などがその都度新鮮な感覚で作られ実
行されたことです。筆者自身にとっても、文化的背景の異なる人同士が共同作業でコンセンサスを
つくる過程、普遍性の高い方法論の実践等に加わったことは貴重な体験になりました。
具体的な戦略の立て方の参考になる考え方の例として、設計で想定しなかった材料のトラブルを
試験研究で克服して技術の矯正に反映する方策、要素研究からシステム信頼性実証までの道を合理
的に選択する方法などの検討を挙げてみましょう。図版 2-4 は時間の制約されたシステムトラブル
対応研究で採用するタイプ別得失関係などを考察した結果で、スイス-ブラウン・ボヴェリ社の
M. スパイデルがイラスト化し、行政や関連産業の人材教育やアピールを目的とした議論に使われ
ました。
新しい常識をつくって普及させた例として、図版 2-5 があります。軽水炉環境では、いたるとこ
ろで鉄鋼系部材に EAC が起こるリスクがあることを原理的に示したもので、同時にそれはそれぞ
れに対応した対策が必要なことを暗示しています。その図が示す事実自体は厄介なことですが、原
子炉内で材料の環境割れが起こることが容認されにくかった 1960~70 年代の状況を思うと、運転
8
腐食センターニュース No. 058
2011 年 11 月
経験の蓄積と EAC 研究の進歩によってこうした損傷リスクの捉え方が冷静に受け入れられるよう
になったことは大きな進歩で、逆に無知と情緒的判断の恐ろしさを感じさせてくれます。
図版 2-4 プラント材料劣化・損傷研究の戦略的選択(検討資料)
図版 2-5 水冷却原子炉の鉄鋼系材料の環境割れ経験とリスク
9
腐食センターニュース No. 058
2011 年 11 月
2-4 新たな国際協力活動-腐食疲労問題を中心にした割れ成長速度の評価(ICCGR)
要旨 7/7.上記 CAC の活動を機に 1978 年に腐食疲労によるき裂成長速度を評価する共同研究組織
(ICCGR、International Cooperative Group on Cyclic Crack Growth Rate)が結成された。や
がて、加盟十数ヶ国/100 研究機関を超える体制に発展、共通ラウンドロビンテストを含む鋼中硫
黄効果、水化学環境の加速メカニズム、破面観察診断技術、データベースなどの領域で成果があ
った。その後、活動は ICG-EAC(Environment-Assisted Cracking)に発展している。 (以上)
軽水炉の技術社会で ICCGR (International Cooperative Group on Cyclic Crack Growth Rate)
が構想されたのは原子力発電の安全性・信頼性が世界的な関心事となった時期と深い関係がありま
す 。直接 のき っかけ は、 1977 年秋 アメリ カで 行われ た軽 水炉安 全情 報会議 (LWR Safety
Information Meeting)に招かれて筆者が行った特別講演でした。その背景として、軽水炉発電の
設備信頼性問題の中心のひとつに「原子炉圧力容器の不安定破壊のリスクを低減すること」がとく
に重要視される時代的な流れがありました。筆者が構造体の寿命予測に EAC 効果を含める意義、
その基礎となるデータ信頼性を向上させる必要を強調したことに対して、主催機関の USNRC(代
表 Dr. Linn)と EPRI(代表 Dr. Jones)が多国間協力による試験の基本構想を提案、関係国の代
表が賛同して急速に現実化していきました。構想のねらいは、各国の原子炉設備維持管理基準に圧
力壁構造材料の EAC 挙動をより本格的に取り入れること、そしてそのためのデータの整備を進め
ることにありました。その背景には、ASME 原子炉設備維持管理基準(ASME Section XI、1974
Addenda)の圧力容器鋼疲労き裂速度に日本の試験データが参照された次のステップとして、国際
的な共同研究でデータの量的、質的拡充を強力に進めるべきというコンセンサスがありました。
ICCGR は 1988 年 5 月の準備会合を経て同年 11 月に第 1 回(Bethesda)を開催。ただし、日
本の正式参加は予算が認可された 1989 年(London)でした。
軽水炉構造健全性問題に関係する腐食疲労と応力腐食割れの技術的意義について
前稿で述べた圧力容器の腐食疲労問題に比べて、1970 年代に頻発した BWR の配管や PWR の蒸
気発生器の腐食と割れ(SCC)の問題は現象の見掛けは似ていても、割れ駆動機構とシステムの維
持管理技術の観点で基本的に異なる面があります。このことは EAC 研究分野の専門家には自明で
すが、基本的に重要と思われるので、念のために前編の記事をさらに要約してここに再録します。
1.炉容器腐食疲労<供用期間に依存して起こる経年的変化>
決定論的事象、材質、水質には比較的鈍感、き裂成長速度が構造体寿命予測の基礎になる、
容器不安定破断に到る安全余裕確保に重要。
2.配管等 SCC<発生確率は一般に供用時間で高まる傾向はあるが、基本的に経年と無関係>
確率論的事象、高い材質/水質依存、対策技術で予防/制御可能、安全性問題よりも施設稼動率
確保にとって重要。
共同研究の実施を含む本格的国際協力の開始
上で述べた EPRI-CAC は、すでに繰り返して述べたように、軽水炉発電黎明期に優れた成果を
挙げ、EAC 現象の科学と軽水炉材料の保全と損傷対策技術を結び付けることに貢献しました。本
来、CAC はアメリカ自身の直面した緊急な問題の解決、つまり、実質は国内動機によるものでし
た。しかし、それに国外の専門家の関与を加えたことはアウトプット情報の説得力を高め、同時に
派遣国への情報還元という互恵効果をもたらしました。また、これは、後の国際協力のあり方に少
なからず寄与したと思います。
ICCGR の活動の理念は参加機関の対等の協力による互恵と研究者のボランタリーでした。その
当初の目標は、上記の生い立ちからもわかるように、圧力容器鋼の実機環境中腐食疲労き裂の成長
10
腐食センターニュース No. 058
2011 年 11 月
速度評価にあたり、方法論の吟味と試験技術の向上を通じて共通基盤を整備し、信頼度の高い寿命
予測のためのデータベースを確保することにありました。図版 2-6 に ICCGR が 1990 年に現在の
ICG-EAC(International Cooperative Group on Environmentally-Assisted Cracking)に改組
されるまでの主な活動内容と体制の推移を略図で示します。発足当時は東西冷戦たけなわで、参加
国の範囲はいわゆる西側諸国*(*OECD 傘下)に限定されました。なお、図中にもあるように両陣
営の参加する IAEA の専門家会議等では、旧ソ連(共産圏)からの ICCGR への参画希望が表明さ
れ、IAEA も安全性研究では東西の壁を越えた協力を奨励していたことから、チェコ・スロバキア
(註:後にチェコは独立)とロシアが参入、名実ともに世界規模の共同事業となったのでした。こ
の時期(1987~90 年)に議長を務めた筆者は東西共同化の難問に直面、フィンランド代表の Dr. K.
Toerenen の仲介で実現を果たしました。
図版 2-6 国際協力の腐食疲労き裂速度研究グループ、ICCGR の活動
ICCGR 憲章と分科活動
メンバーが共通に誇りにしていたことに、ICCGR の高い士気と、難題を着実に処理する力量が
あります。その背景に、この活動が実質的にほぼ純粋な研究者による自主組織で、俗にいう「弁当
もち」のボランタリーベースの運営のもつ魅力がありました。共通資金をもたないことが資源事情
を表面化させない柔軟性につながり、率直なエクスパティーズ堅気が人種や言語の壁を超えた議論
と意見交換の気風を作り出したことが探索的性格の研究に好都合だったのでしょう。メンバー間の
一見厳しい議論はさながらスポーツの「練習試合」と共通する効果があったかもしれません。また、
このボランタリー活動は、開催地とホストを幹事国(アメリカ、欧州諸国、日本)の持ち回りとし、
当番国が自力で資金を調達、競って会議を盛り上げる工夫をする慣わしでした。筆者の意見では、
参加者に「活発な交流が暗黙知の伝承と世代間教育を促した」、
「思い切った仮説、推論(speculation)
11
腐食センターニュース No. 058
2011 年 11 月
を通じた創造的思考が刺激された」ことがこの活動の魅力で、とくに若い研究者にとって情報交換
の場にとどまらない、精神面の「温床」の印象があります。
ところで、ICCGR には予め合意した簡単な活動憲章*があります。本稿の中で基本理念を適宜参
照しているので詳細は割愛しますが、その特色のひとつに、情報の扱いについての確固とした考え
方があります。それは研究活動の生命である情報公開を最終的な前提としながらも、進行途上の研
究情報については発想者のオリジナリティーを尊重、また、発電プラントの損傷情報については一
般社会との界面で起こりがちな誤解や誤った風評を防ぐ目的で、一定期間守秘ないし非公開を保つ
合意です。これは一見当たり前のようでなかなか徹底しがたい制約です。この点の確かさが相互の
信頼感、思想表現の活発化につながって上記のような好ましい雰囲気を生み出したという見方も出
来ましょう。
もうひとつの現実的、合理的なアイデアは、以下のような分科会構造です。
1.試験方法(のちに試験条件となる)
2.メカニズム(のちにモデリングを追加)
3.データベース
活動の流れをこの3つのデシプリンに分けることで、材料工学、腐食防食学、水化学、構造力学、
安全工学など諸分野の理論・実験・データ解析が柔軟に連携する効果があります。このようにして
基幹テーマである「き裂速度」をとりまく、規制行政、プラント管理、機器設計、材料・設備製作
等々の様々な関連分野の専門家が同時参加することで、各分科の中、あるいは分科会間の相互作用
によって、有用な学際情報が生まれるのをつぶさに実感したのでした。
◎ 試験法の標準化と共通課題(ラウンドロビン)試験
共同活動のそもそもの狙いであったデータの質的、量的拡充には、試験の方法論的基盤が前提で
した。実際、スタートしてみると、もともと原子炉内環境近似の高温純水中疲労き裂速度の測定は
技術的にかなり難しい作業です。実際、発足当初の測定値は研究者、試験機関によって“絶望的に”
大きくバラつきました。そこで、ICCGR 参加機関は、先行した日本の数年間の試験実績を参考に
したワーキンググループを活動させ、試験装置と試験片の設計、試験条件と手順の意義付け、水質
のモニタリングと管理、き裂長の測定、速度評価方法など、代表的な数種の支配因子の影響を精し
く調べる作業をはじめました。グループは共同作業の末にある程度普遍性を備えた共通試験法標準
化を目指して、データの再現性を着々改善し、やがて共通試料による国際ラウンドロビン*試験で
様々な課題を扱うようになったのでした。
(*註:Round-robin とは、回状、円卓会議、連鎖などの意味の言葉。ここでは慣用的に複数機
関が共通の方法や試料で試験・解析等をする作業を指す)図 2-7 はその一例で、標準化された共通
条件で参加 8 機関の行ったき裂成長速度測定結果を比較したものです。ここでは、日本の基準デー
タ(註:この目的のために設計された特殊な「応力拡大係数一定型試験片(左の図)」で測定)を
目安にバラつきを比較検討している試験法標準化途上で、依然かなりのばらつきがあるものの、当
初に比べてかなりまとまってきています。
また、試験の方法に関する活動で ICCGR の生みだした画期的な成果の一つに、ミクロ破面解析
(Micro‐fractography)の改良があります。高温水中疲労破面特有の沈着物を除去し、精度の高
い走査電子顕微鏡(SEM)観察を可能にするために、電気化学的に素地金属面の凹凸を完全に保護
した状態で付着析出物(註:主として鉄の酸化物)を溶去する方法です。図 2-8 の SEM 写真で皮
膜除去処理の効果は明らかです。
この手法は、たとえば推論でしかなかったき裂成長速度[da/dN]-ΔK 線図(図 2-7 がその例)の
高ΔK 域の折れ曲がりが、ストライエーション(Striation)型延性破面、がへき開(Creavage)
型脆性破面に移行することとはっきり対応したことなど、き裂加速のメカニズム研究に大いに貢献
しました。
12
腐食センターニュース
No. 058
2011 年 11 月
図版 2-7 ICCGR の共通試料による国際ラウンドロビン試験の例
図版 2-8 SEM 観察のための水中疲労破面沈着物除去の効果
13
腐食センターニュース No. 058
2011 年 11 月
◎ メカニズム解明とモデリングの研究
すでに前編の ICCGR の活動の予告説明で例示した p.21(図版 1-13)の鋼中硫黄が作る非金属
介在物の溶解がき裂を促進するメカニズムのモデルが代表的なひとつです。本稿では専門的な詳細
の記述は避けますが、ほかにき裂挙動予測のための理論モデル、それらをベースに行う速度解析や
定量評価のための計算式など、実用性に優れた成果が生み出されています。
◎ データベースの構築
ICCGR のそもそもの目的のひとつが信頼度の高いき裂速度データの確保にあり、国際共同研究
と共通の方法論に基づく試験が産み出す知見とデータ活動のカップリングが行われました。
ICCGR 共同試験のアウトプットを計算機管理データベースの構築と連動させる最初のプログラム
は、アメリカのバッテル研究所に本拠を置いてスタートしました。この計画は数年後、資金の問題
で鈍化しましたが、これを参加各国それぞれのデータベース活動が引き継ぐ方向に分化しました。
わが国では原研に JMPD(Japan Materials Performance Database)が設置され、日本国内の利
用に供されました。図版 2-9(左)はその JMPD でき裂速度と鋼中硫黄含有量との関係を条件検索
で可視化した例です。
(註:図版 2-9(右)については後述)
図版 2-9 データ検索による腐食疲労き裂速度と鋼中硫黄含有量の関係の抽出例
ICCGR 国内委員会の活動と日本の国際貢献
日本国内では科学技術庁の委託事業として原研が受託した「国内委員会(委員長 北川英夫東京
大学教授)
」が大学、公立研究機関、電力ならびに製造企業等の参加のもとに ICCGR と共通の主
題の分担研究をしました。この国内外連携体制によって、日本は質的にレベルの高いデータと知見
の集約を効率よく進めることができました。日本は材料製造産業のレベルの高さを生かし、こうし
た組成、組織を実機の特定部分近似、あるいは複数のパラメタを意図的に精度良く調整した材料を
用意出来る稀な国としてきわだっていました。ICCGR のラウンドロビン試験の共通サンプル用材
料のほとんどを提供する役を果たし、試験方法の標準化活動では結果的に供試材、参照データとも
に日本が受け持ち、国際共同事業に大きく貢献しました。
14
腐食センターニュース No. 058
2011 年 11 月
この試料調製関連では、まず、溶接に関連した東北大-原研共同研究がその好例です。圧力容器
用鋼の溶接継ぎ手とそれを構成する特定組織部分相当の加工・熱履歴を近似したサンプルを用意し
てその腐食割れ挙動を比較検討し、金属組織と環境割れ感受性の関係を解析的に調べた研究(図
2-10)です。このような試料調製はまさに日本企業の「お家芸」というにふさわしいものでした。
特筆したいもうひとつは、メカニズム研究の一環で行った鋼中含有硫黄量とき裂速度の関係を調
べる国際ラウンドロビン試験で試みた、生産者間、あるいは製造ロット間の比較です。硫黄含有量
が同等の材料の間でき裂挙動に明確な差が認められて、供用した日、英、仏などの中で、日本製が
断然高い割れ抵抗、つまり相対的に低いき裂速度、を示したのです。これは製造者(日本製鋼所)
がインゴット製造時に介在物の分散状態の均質化を心がけているためとわかり、き裂内の鋼中介在
物(主として MnS)の溶出を想定した「き裂加速の理論モデル」と品質制御間の整合を示すもの
として国際的な評価を受けました。なお、日本国内の原子力発電プラントの炉容器鋼中硫黄含有量
の範囲(上・下限)を参照してパラメタを振った試験材による自主研究では、図版 2-9(右)のよう
な明確な相関関係を得ています。わが国で作られる原子炉用鋼材品質(清浄度)の目覚しい進歩に
ついてはすでに 1960~70 年代のデータを前編(第 1 部 図版-14)で紹介しました。
なお、国内委員会主導の諸研究の成果は主に Int. Conf. on Influence of Environment on Fatigue
(1977) Inst. Mechanical Engineering に発表されています。
図版 2-10 溶接部近似材料による圧力容器鋼溶接部の腐食疲労研究の例
15
腐食センターニュース No. 058
2011 年 11 月
ICCGR から ICG-EAC へ
ICCGR が発足後約 10 年余りの間に参加国数が増加し、メンバー機関の数も 100 機関を超える
に到り、図版 2-11 のように、軽水炉保有諸国の(当初は西側すなわち OECD 加盟国のみ)EAC
関連研究資源(予算)は着実に増加していきました。しかし、テーマ別、国別に見ると増・減は様々
で、直接、間接にトラブル発生傾向や問題事象の変遷に支配されることは避けられません。
さらに、1986 年を過ぎると、主な損傷問題が炉心構造(たとえば炉心シュラウドなど)やニッ
ケル基の溶接材(圧力容器の制御棒スタッド接合部など)の割れ問題が顕在化、それに対応して研
究資源の配分はステンレス鋼の照射誘起割れ(IASCC)やニッケル基合金の問題などへと変遷して
いきます。図版 2-6 で述べたように、初期の腐食疲労を軸にした ICCGR を 1990 年に改組、数年
前から並存した IGC-IASCC(Irradiation-Assisted SCC)や ICG-RDM(Radiation Damage
Mechanism)を併合して構造材料の損傷問題全般を対象に IGC-EAC が発足しました。
図版 2-11 ICCGR 発足後約 10 年間の加盟国の EAC 関連研究資源の推移
おわりに
原子炉容器や循環系配管など、静的ないし繰り返しの荷重を受ける耐圧力構造には、材料内部の
微小部分や表面で起こる腐食やひび割れを出発点にして割れ(亜臨界き裂)が成長し、やがて壁を
貫通するか、構造が不安定破壊を起こして崩壊する潜在危険(リスク)があります。本稿の主題で
ある環境助長割れ(EAC)は、材料表面と化学環境の界面で起こる相互反応が欠陥の発生やき裂の
成長過程に影響し、損傷の進行を加速する効果です。
開発初期の原子炉構造体の健全性評価では、寿命予測は形状と材質などの条件が与えられれば、
使用環境に無関係に、構造力学、破壊力学の方法でほぼ一義的に評価されました。しかし、EAC
研究の成果で軽水炉では高温高圧水との界面で起こる腐食反応が損傷の発生確率や進行速度への
影響を取り入れた評価により構造体の信頼性評価がより高い精度で行えるようになりました。この
ような方法論は将来実用化の可能性をもつ、様々な新型の核エネルギー転換システムの材料劣化メ
カニズムに応じて適宜適用することが期待されます。
筆者は約半世紀の研究生活でその分野の活動に関与し、発展の側面を見る機会に恵まれました。
本稿で、腐食・防食の科学と技術に携わる方々にこの活動の可能性をさらに広げていただきたく、
不完全ながら記憶に残る出来事のいくつかを書き残した次第です。なお、この後編の執筆中、図ら
ずも東日本大震災と福島事故を知ってしまった筆者はその衝撃から覚めやらず、いささか消化不良
の論説を挿入するに到りました。読者諸賢に判読いただき、厳しいご批判をお願いいたします。
(完)
16
腐食センターニュース
No. 058
2011 年 11 月
アルミニウム合金ダイカストのはく離腐食
高谷泰之、戸越健一郎
海洋空港に設置されたアルミニウム合金ダイカスト製進入灯支柱が、ニップルとスリーブのジョイン
ト部で腐食し、割れを生じ破損した事例を紹介する。
1.損傷の外観
破断損傷を起こした支柱のジョイント部品の外観を図 1 に示す。支柱のニップル外面(b)は比較的健全
であり、部材の取り付けの上下、水平方向は解らないがねじ部のみに腐食が起こっていた。スリーブの
ジョイント部内面は白い腐食生成物と思われる堆積物で覆われていた。ねじ部が下向きに設置されてい
たと予想された。その一部に縦割れのき裂(図 1(a))が見られた。なお、スリーブとニップルの間には
リング状シール材(幅 7mm)が取付けられていたが、その外観はほとんど変化が見られなかった。
図1 支柱ジョイント部材の外観(一目盛 50mm)
(a) スリーブ:矢印のところで破断,
(b) 右:ニップル、左:スリーブ
ねじ部内面に白色堆積物
(c) リング状シール(切断部は元々の形状)
2.調査試料採取
腐食や破断したスリーブ部材のき裂部を中心に図 2 に
示すように、き裂部(試料 A)の破面観察、き裂発生し
た部材の縦(試料 D)、横(試料 C)の断面ミクロ組織観
察用試料を採取し、矢印方向からそれぞれの試料を観察
した。本報告では、試料 A2、B1、C1、C2 と D の観察
結果を紹介する。
3.調査結果
3.1 部材の化学組成
スリーブの化学組成(mass%)は、Cu:1.95、Si:12.59、
Zn:2.03、Fe:0.64、Mg:0.58、Al:残であり、ニップルは、
Cu:3.21、Si:10.17、Zn:3.35、Fe:0.70、Mg:0.00、Al:残であ
った。これらは日本工業規格の JIS H5302 における
ADC12Z に近い材料であった。スリーブとニップル間の
リング状シール部材は Al-1.59mass%Mg 合金であった。
17
破断部
C2
C1
B2
A2
A1
試料C
B1
D
破面
試料A
試料B
試料D
図 2 スリーブの分析試料採取位置
切断前に表面堆積物を採取
腐食センターニュース
No. 058
2011 年 11 月
図 3 試料 A における破断部材内面のねじ部の堆積物(矢印面:破断箇所)
3.2 試料 A のねじ部表面
試料 A に堆積した腐食生成物の様子を図 3 に示す。腐食生成物はねじ部の谷が埋まるほど厚く堆積し
ていた。白い堆積物は試料を切断する前にあらかじめ採取し、その粉末のエネルギー分散型 X 線マイク
ロナナライザイ(EDS)分析した結果を図 4 に示す。それによると、Al、Si、Zn、Cu と S、Ca が検出さ
れ、スリーブ部材の腐食生成物であることが確認された。また、図 3 の写真で茶色に見える堆積物の
EDS 図は図 4 とほとんど変わらなかった。しかし、海洋環境に曝されていたが、Cl はほとんど検出さ
れなかった。
3.3 ねじ部破断面の観察
試料 B の破断面の形態を観察するために、
化学洗浄を行い、堆積していた腐食生成物を
除去した。破断面の様子を図 5 に示す。き裂
の発生はねじ部内面から生じているようであ
った。また、矢印部で表面からの腐食が激し
く、き裂の起点と推察された。起点付近の破
面の走査型電子顕微鏡 (SEM) 観察を試みた
が、破面表面には羽毛状の粒子が多量に分散
し、破断箇所の破面形態の詳細は調査するこ
とができなかった。
図 4 白い堆積物の EDS 分析
図 5 スリーブ破断部(B1)の状況 (矢印:き裂の起点)
18
腐食センターニュース
No. 058
2011 年 11 月
図 6 試料 C2 の断面におけるミクロ組織
(a) 断面の全景,(b) SEM による表面付近の観察
3.4 ミクロ組織
3.4.1 き裂に対する垂直断面
破断した箇所付近の試料 C2 面のミクロ組織を図 6 に示す。(a)に見られるように、ねじ内面付近の断
面に白い粒子が点在していた。(b)にねじ内面付近のミクロ組織を示した。表面からのき裂が見られ、そ
のき裂は表面に平行に伝播していた。すなわち、部材はねじ側表面から腐食が生じ、表面に沿って層状
にはく離するようにき裂が伝播し、層状腐食(はく離腐食)の形態を示していた。
図 7 試料 C1 におけるミクロ組織と EDS 分析
(a) 断面の全景,(b) SEM による表面近傍の観察、(c) 腐食跡と(d) EDS 分析
19
腐食センターニュース No. 058
2011 年 11 月
次に、試料 C1 面でのミクロ組織を図 7 に示す。C2(図 6)と同様に内面付近には白い粒子が点在して
いた。表面に平行な腐食跡やき裂は見られなかったが、表面に対して垂直な方向に分布した腐食跡(b)
が見られた。その腐食跡には腐食が進行し、その生成物が詰まったような様子が見られた。その物質を
点分析すると、表面に堆積していた腐食生成物(図 4)と含有元素がほとんど同じであった。このこと
は、腐食が部材内部まで進行していたことを意味する。
3.4.2 試料 D におけるミクロ組織
試料 D におけるねじ部を横断するすなわち破断面に平行な断面でのミクロ組織を図 8 に示す。ねじ部
に近い断面に白い粒子が多く点在していた。そのミクロ組織(b)に見られる欠陥や結晶粒界に白い介在物
が見られた。
図 8 試料 D におけるミクロ組織
(a) 破断面に平行なミクロ組織、(b)と(c) ねじ付近の SEM による観察
4.考察
腐食機構は次のように推察された。ねじ締めしたジョイント内面に雨水などの水分が滞留し、アルミ
ニウム合金ダイカスト部材の腐食環境が整った。腐食の加速要因として、ニップルとスリーブ間および
リング状 Al-Mg 合金製シール部材とスリーブ間での異種金属接触腐食が懸念された。前者はほとんど同
じ材質であり両者間の影響は少ない。後者ではシール部材が腐食すると考えられるが、シール部材の腐
食は認められなかった。スリーブのみが腐食し、その腐食も表面だけでなく、内部まで進入し、腐食生
成物が堆積し、表面付近内部に平行なき裂が生じた。これはダイカストの金属組織が選択的に溶解し、
腐食生成物によって体積膨張が増大され、スリーブ部材への圧力が負荷され破断に至ったと結論した。
5.あとがき
本製品はアメリカ合衆国内陸部の空港設備で広く使用されていた。それゆえに、国内における空港建
設にあたりその部材を輸入したとのことでした。環境の異なる場所での部材選択時の教訓と思われる。
20
腐食センターニュース
No. 058
2011 年 11 月
追補
Al-Cu 系アルミニウム合金 A2017 部材における層状腐食(はく離腐食)事例を補図 1 と 2 に示す。
1.支持金具
大気中で使用していた A2017 が層状に腐食、腐食生成物により体積が膨張、はく離腐食を生じた。
その様子を補図 1 に示す。腐食が生じた所は水が滞留しやすい構造になっていた。
補図 1 はく離腐食の外観とミクロ組織
2.ロボットアーム取付平面盤の腐食
ロボットアームは補図 2(a)に示すように平面盤に取り付けられる。平面盤はアルミニウム合金 A2017
製であり、陽極酸化処理されていた。使用 6 年間でロボットアームが装着できなくなった((a)の写真
では表面が研削されている).平面盤には常に水がかかっていたために、アルミニウム合金部材の腐食
が生じた。その腐食形態は層状腐食(はく離腐食)であり、腐食生成物の体積膨張により平面盤が盛り
上がってしまった。その様子を(b)に解説した。
補図 2 ロボットアーム取付け平面盤の腐食
(a) 平面盤の外観 (赤色点線:ロボットアーム)
(b) 平面盤の盛り上がり原因の解説
21
腐食センターニュース
No. 058
2011 年 11 月
集塵機用バグフィルターリテーナーの破損原因調査
栗栖
孝雄、辻川
茂男
1.腐食損傷の概要
鉛蓄電池処理工場における集塵機用バグフィルターのリテーナーが、約7ケ月の使
用期間で破損した。その損傷原因調査を行った。
総数 224 本のリテーナーは長尺物(濾布寸法で φ150×5,350L,計 208 本)と短
尺物(濾布寸法で φ150×2,540L,計 16 本)とからなる。全リテーナーのうち、
「欠
陥」は 35~40 本にみられ、1 本のリテーナーあたり多いものでは 3~4 ケ所あった。
そのうち、長尺物のリテーナー1 本の下半分のリング(縦方向の線材を内側から支持
する環状の線材)に、環の一部が接続されていない「欠陥」がそれぞれ 2 ケ所認め
られたものについて、損傷調査を行った。
リテーナー篭(鋼線)
リテーナー濾布
使
用
前
使
用
後
リング1
2
3
4
5
6
7
8
9
10
11
12
13
14
15 16
経線 12
損
傷
経線 1
部
経線 2
リング 7
腐食部
破断部
図 1 集塵機用バグフィルターのリテーナーの外観
22
リング 8
腐食センターニュース
No. 058
2011 年 11 月
2.損傷部調査
(1)破断位置
調査リテーナーはφ150×2,800L の 3mmtΦの鋼線でつくられた籠状のもので、
リテーナー構成はリング 16 本、経線 12 本からなり、リングは経線の内側にあり、
リング間 100mm、経線間 30mmの間隔で隣接している。
リングの記号は下面の鋼製皿より上部に順にリング 1~16 と付番し、経線は破断
部に近い経線を経線 1 とし上部に向かって円周右方向に経線 1~12 と付番した。
リング/リングの溶接部は、経線 1 に沿って上部に向かって縦列している。リング破
断部は、7-1、8-1 となる。経線は破断していない。(図 1 参照)。
(2)リング/経線部の外観
経線 1 のリング/経線溶接部近傍の除錆前後の外観の実体顕微鏡写真を図 2 に示す。
リテーナーのリングと経線は黒褐色のさびで覆われている。除錆後の外観から、リング/リン
グ溶接部は、経線 1 の線径中央から左端近傍に位置していること、リング端部の溶接アップ
セット部や溶接部の溝状腐食(溝食)などが観察される。
(3)リング溶接部断面
リング溶接部をリング中央を経線に垂直に円周に沿って、放電加工により切断し
た断面を埋め込み、研磨後エッチングして、断面ミクロ写真を図 3 に示し、表 1 に
観察結果を示した。その結果はつぎのとおり。
①
リング溶接部の損傷欠陥としては、殆どの溶接部に溝食(一部アップセットビード
部が残っている場合がある)が発生している。
②
1-1~6-1 は鋭い V 字形状の溝食であり、7-1,8-1 は溝食からクラックに進展し破断し
た形跡が覗える。9-1 は鋭い V 字形状の溝食となり、10-1~16-1 は広口丸底の形状
の溝食となっている。
③
リング溶接部の溝食の深さは 0.1~0.54mmで、溝食の先端部は、さびが詰まって
おり、亀裂が発生している場合が見られる。
④
リング溶接部の位置は、経線 1 の中心部からリング溶接部中心までの距離を a とす
ると、表 2 のようになる。a 値と溝食やクラックとの関係は以下のようになる。
・ 破断部位は溶着金属部と推定される 7-1 の a は 2.7mm、8-1 の a は 2.75
mmである。
・ 経線からの距離 a が小さいもの(1.14mm<a<2.35mm):1-1~9-1、13-1、
14-1 は、経線近傍のリング溶接部の鋭い溝食や経線付根などの孔食先端部
にクラックがあるが破断に至っていない。
・ 経線からの距離 a が大きいもの(2.75mm<a<4.38mm):10-1、11-1、
15-1、16-1 は広口の底の丸い溝食や孔食が支配的で、鋭い孔食やクラック
がみられず、腐食が支配的である。
(表 2、図 3 参照)
23
腐食センターニュース
No. 058
2011 年 11 月
リング
1-1
リング/リング溶接
リング
5-1
アップセット部
リング/経線溶接
リング
10-1
溝食
リング
15-1
溝食
除錆前
除錆後
図 2 リテーナーのリング/経線溶接部の外観 (実体顕微鏡写真 x5)
24
腐食センターニュース
No. 058
2011 年 11 月
溝食
溝食
リ
リ
ン
ン
グ
グ
1-1
3-1
アンダ-カット
溝食
溝食
溝食
リ
リ
ン
ン
グ
グ
4-1
5-1
溝食
目違い・段差
溝食
溝食+割れ
リ
リ
ン
ン
グ
グ
6-1
7-1
目違い・段差
孔食+割れ
溝食
溝食
リ
ン
リ
+割れ
ン
グ
8-1
グ
9-1
孔食+割れ
図 3-1 リテーナーのリング/経線溶接部断面状況 (実体顕微鏡写真 x5)
25
腐食センターニュース
No. 058
2011 年 11 月
溝食
リ
リ
ン
ン
グ
グ
溝食
10-1
11-1
溝食
溝食
リ
リ
ン
ン
グ
グ
孔食
12-1
13-1
溝食
溝食
リ
リ
ン
ン
グ
グ
14-1
15-1
アンダ-カット
リ
ン
グ
16-1
溝食
図 3-2 リテーナーのリング/経線溶接部断面状況 (実体顕微鏡写真 x5)
26
腐食センターニュース
No. 058
2011 年 11 月
表 1 リング溶接部の損傷位置と損傷形態
No.
リング溶接部外周側
損傷位置
リング溶接部内周側
損傷形態
損傷位置
損傷形態
1-1
リング/経線熱影響部
アンダ-カット
リング溶着金属部
溝食(鋭い)
3-1
リング溶着金属部
溝食(鋭い)
リング溶着金属部
溝食(鋭い)
4-1
リング溶着金属部
溝食(鋭い)
リング溶着金属部
溝食(鋭い)
5-1
リング溶着金属部
目違い・段差
リング溶着金属部
溝食(鋭い)
6-1
リング溶着金属部
目違い・段差
リング溶着金属部
溝食(鋭い)
7-1
リング溶着金属部(リング/経線熱影響部):破断貫通(溝食+割れ)、サブクラック
8-1
リング溶着金属部(リング/経線熱影響部):破断貫通(溝食+割れ)、サブクラック
9-1
なし
なし
リング溶着金属部
溝食(鋭い)
10-1
リング溶着金属部
溝食(広口丸底)
リング溶着金属部
なし
11-1
リング溶着金属部
溝食(広口丸底)
リング溶着金属部
アップセット部残る
12-1
アップセット有リング熱影響部
孔食(広口丸底)
リング溶着金属部
溝食(広口丸底)
13-1
リング/経線熱影響部
ウエルドディケイ
リング溶着金属部
溝食(広口丸底)
14-1
リング/経線熱影響部
ウエルドディケイ
リング溶着金属部
溝食(広口丸底)
15-1
リング溶着金属部
アップセット部残る
リング溶着金属部
溝食(広口丸底)
16-1
リング溶着金属部
溝食(広口丸底)
リング溶着金属部
孔食(広口丸底)
表2
リング溶接部
d
a
27
経線
No. 058
腐食センターニュース
3.
2011 年 11 月
リテーナーの材料特性・使用環境と溝食発生条件
(1)材料特性
リテーナーは、JISG3505 の軟鋼線材を素材(化学分析および引張試験:表 3)
とし、亜鉛めっきが施され(SWMGH-2、Zn付着量 30g/m2)、冷間伸線加工後、
リング端どうしとリング/経線間が、それぞれフラッシュバット抵抗溶接で接合され
て製造されたものである。冷間伸線加工を受けて高強度(Y.S:646~696N/mm2)
で、伸びの低下がみられる(El:0.4~2.8%)。
本リテーナーの金属組織として、母材部はフェライト・パ-ライト組織であり、
リング、経線とも伸線方向に伸びている。溶接部(リング端どうしとリング/経線間)
の金属組織(図 4-1)は、溶接時の急熱急冷の熱履歴を受けた母材部/熱影響部/溶融金属
部/熱影響部/母材部となっており、目違い(段差)、アンダ-カット、溶融金属の肉盛
り(アップセットビ-ド)、スラッジや Zn の噛み込み(図 4-2)などの不均一性組織
が観察される。
表 3 化学成分と機械的性質
線の
C
Si
Mn
P
S
Zn
Cr
Cu
T.S.
Y.S.(0.2%)
El
形状
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(%)
(N/mm2)
(N/mm2)
(%)
リング 7
0.056
0.26
0.29
0.017
0.023
<0.01
0.019
0.02
-
-
-
経線 7
0.059
0.26
0.29
0.021
0.022
<0.01
0.019
0.02
647~700
646~696
0.4~2.8
溝食+割れ
溝食+割れ
アップセットビード
アンダーカット
図 4-1
金属組織(5-1)
28
段差
腐食センターニュース
図 4-2
No. 058
2011 年 11 月
EDX分析Zn噛み込み部(図 4-1 の○部)
(2)リテーナーの環境条件
バグフィルター出口のガス濃度は、SOx 75ppm、NOx 10ppm、HCl 750ppmで、水分
は集塵機入口で6.5%、出口で7.2%と報告されているが、これらは場所的、時間的に
変動する。
リテーナーで集められた塵芥の蛍光X線分析の結果、塵芥の組成元素は、Pb(+S)
83%、Br12%、Cd、Sn2%、Fe0.3%であった。X線回折定性分析(図 5)の結果、PbS、
Al24O11Br6(OH)44、PbSO4 など化合物が多く、また、SnO、Sn、PbOBr2H2O、Na4CO3、SO4、
S、CdSO4・8H2O、SiO2 が若干検出された。これら組成元素や化合物は、鉛蓄電池の溶
融リサイクル環境の集塵成分とみなされる。
(3)溝食発生条件
今回のリング溶接部は、フラッシュバット抵抗溶接によって接合されている。今
回の素材の化学成分として S は 0.023%である。このような高濃度 S の炭素鋼のフ
ラッシュバット抵抗溶接部では、電縫鋼管の溶接部と同様な溝食が生じる。溝食は、
以下のような機構で発生すると説明されている。すなわち、溶接時の急熱急冷の熱
履歴により、鋼中の MnS 系非金属介在物近傍に、溶解活性な S 濃化部(FeS)が生
じ、これが起点となって腐食が発生し、連続化して溝食に成長する。
また今回の集塵機内の環境条件は SOx、NOx、HCl、水分を含む酸性環境である。
酸性環境は、淡水や塩水などの中性環境よりも、S 濃化部の活性溶解を促進し、溝食
が成長し易いと言われている。これらのことから、今回のリテーナーのリング部で
は、溶接部の溝食が、破断のイニシエーションと推定される(図 6 参照)。
(参考文献:C.Kato,Y.Otoguro,S.Kado,Y.Hisamatsu; Corr. Sci., 18,1,p61(1978)、
栗栖, 久野, 原田ら;川崎製鉄技報 11, No.3, p14(昭和 54 年))
29
腐食センターニュース
No. 058
2011 年 11 月
図 5 リテーナーの塵芥の X 線回折定性分析結果
電縫鋼管の電縫部の溝食
フラッシュバット溶接部の溝食
図6
溝食の再現状態、鋼中 S の影響、水溶液環境の pH 依存性
(50℃,25m/min,15ppmO2,90 日,実線は溶液の pH,破線は溝食内の pH)
(参考文献:栗栖, 久野, 原田ら;川崎製鉄技報 11, No.3, p14(昭和 54 年))
30
腐食センターニュース
No. 058
2011 年 11 月
(4)溝食とクラックとの関係
①
溝食先端のミクロ組織
リテーナーのリング溶接部においては、溝食が最も多く発生し、溝食中のさびや
溝食先端からのクラックが発生していた(図 7)。
(一部孔食やアンダーカット、目違い
(段差)などの不均一金属組織などからの割れがある)。クラックも細いものからや
や太いものまであり、腐食とクラックが交互に作用していると予想される。
経線中心からのリング溶接部の距離 a が、a<2.7mmのとき溝食の V 字形状が鋭
くなり、溝食の先端からのクラックが見られ、a>2.7mmのとき溝食の形状が鈍くな
り、クラックは見られず、a≒2.7 近傍のリング/経線 7-1 や 8-1 のリング溶接部にお
いては、溝食とクラックの交互作用により進行し、破断する状況が推察される。
上記のような観察から、a≒2.7 近傍の外部応力が大きく、溝食の先端には応力集
中が生じることが予測される。
②
破面観察
7-1 の破面(表面)をシュンマー液で除さびして SEM 観察した結果を、図 8 に示す。
腐食面、リバーマーク、ディンプルパターンの破面形態がみられ、腐食、腐食疲労、
破断を経て、破壊した状況が覗える。8-1 の破面は腐食が進行し過ぎて観察できな
かった。
7-1 の破断面を樹脂に埋め込み、研磨後、ナイタ-ルエッチングして、破断面の金
属組織を光学顕微鏡で観察した結果を図 9 に示す。7-1 のサブクラック(図 9-①、
②)は、粒内割れであり、孔食先端からのこぎりの波状にクラックが進展している。
また、破断面(図 9-③)では、孔食があり、孔食の先端から、粒内割れでクラック
が進展している状況が覗える。
(5)破断部のビッカース硬度
破断試料 7-1、8-1 および未破断試料 5-1 のリング端どうしおよびリング/経線間の
ビッカース硬度を測定し、ミクロ金属組織と対応させた。7-1 の硬度の測定例を図
10 に示す。
①
破断試料 7-1 でリング外表面(A 列)226~232、中央(B 列)235~252、内表面
(C 列)150~238、破断試料 8-1 で外表面 226~251、中央 222~237、内表面 210~
248 であり、サブクラックが出ている近傍の硬度も 288 でかなり高い。破断しない面
の硬度は破断試料 5-1 で外表面 221~225、中央 202~207、内表面 186~189 であり、
後者より硬度が高い。
② 破断試料 7-1 の破断左部-右部間のミクロ組織は外内表面では熱影響部-熱影響
部、中央部は熱影響部-溶着部であり、破断試料 8-1 の破断左部-右部間は外表面で
は熱影響部-熱影響部、中央部と外内表面は熱影響部-溶着部であり、硬度が最も高
い領域で破断している。
31
腐食センターニュース
No. 058
2011 年 11 月
リ
リ
ン
ン
グ
グ
5-1
5-1
左下
左下
x100
x400
リ
リ
ン
ン
グ
グ
6-1
6-1
左下
左下
x
x
100
400
リ
リ
ン
ン
グ
グ
6-1
6-1
左上
左上
x
x
100
400
リ
リ
ン
ン
グ
グ
9-1
9-1
左上
左上
x
x
100
400
図7
リテーナーのリング溶接部断面の詳細状況
32
(光学顕微鏡写真)
腐食センターニュース
No. 058
2011 年 11 月
A
B
C
A
B
15ku x3,000
C
図 8 破面のSEM像(7-1 部位の表面)
7-1 部位におけるリング/リング破断部(右図)、
①
リング
断面①~③のミクロ組織は下の写真に示す。
②
→粒内割れ
③
経線
①
リング
②
③
図 9 破面の光学顕微鏡像(断面、x1)
33
腐食センターニュース
No. 058
2011 年 11 月
C 列
B 列
A 列
破断
A 列
破断
破断
B 列
C
列
図 10 破断面の硬度測定(7-1)
4.考察
4.1
損傷機構
調査リテーナー(濾布寸法でφ150×5,350L)は、12 本のうち経線 1 の極近傍
に沿って縦列した 16 ケのリング溶接部において、経線中央部の 7-1、8-1 で破断
した。リテーナーは JIS G3505 の軟鋼線材を伸線加工した亜鉛めっき鋼線を、リ
ング端どおしとリング/経線間がフラッシュバット抵抗溶接で接合されている。
溶接欠陥として、接合部の段差、アップセット時の肉盛・不足・未溶着、アン
ダーカット、Zn や溶接スラグの噛み込み、熱履歴による組織の不均一などがある
が、リテーナーの酸性使用環境であり、リング溶接部には、V 字形の溝食が発生し
ている。今回の腐食環境を重工業地帯の腐食量相当(田園地帯の 3~4 倍)の腐食
速度とすると、Zn めっきの 0.04mm/yは、鋼線材の平均腐食速度 0.22mm/y(普
通鋼の 0.05mm/yの 4 倍)、溝食速度は 0.50mm/yであり、使用期間 7 ヶ月では
全面腐食や溝食のみ(寿命約3年)で破断に至る損傷ではない。
リング溶接部の溝食の先端にはクラックが生じており、溝食が損傷のイニシエ
ーションと考えられる。溝食と割れの相乗効果により損傷速度が進展すると推察
される。割れの位置を経線からの距離 a とすると、
①
破断した部位(7-1、8-1)は、a は 2.7~2.75mmで、両方ともリング溶接部
②
a が小さい部位(1-1~9-1、13-1、14-1)は、1.14mm<a<2.35mm)で、経
線近傍のリング溶接部に鋭い V 字形の溝食(孔食)やクラックがある。
③
a が大きい部位(10-1、11-1、15-1、16-1)は、2.75mm<a<4.38mmで、
広口の底の丸い溝食で、鋭い溝食(孔食)やクラックがみられない。
34
腐食センターニュース
4.2
No. 058
2011 年 11 月
腐食割れ形態
以下のような腐食割れの機構が考えられるが、腐食疲労の可能性が大きい。
①
応力腐食割れ:炭素鋼の応力腐食割れとして、当該環境では硝酸塩、炭酸塩、
液体 NH3、CO-CO2-H2O 環境割れは該当しない。
②
溶融亜鉛脆化:今回のリテーナーは、亜鉛めっき鋼線が使用され、バット溶
接がなされているが、溶融亜鉛割れ(溶接金属のHAZに入る粒界割れ)の
割れ限界値SLM400=226-667LMECeq(LMECeq=C+Si/27+M
n/12+V/3+Nb/2.5+Ti/5+Cr/6+Mo/9+9B)の計算によると、SLM
400(%)=70%であり、粒内割れが支配的であるので、溶融亜鉛脆化は起こら
ないと予想される。
(SLM400(%)値が、20%以下で試験片全部、20~42%で割れ+割れ無し、
42%以上で割れ無しの判定である)
③
水素脆性割れ:水素脆性割れは大気環境ではなく、H2S 環境の 700MPa で若干
はあるがその可能性は少ないと考えられる。
④
腐食疲労:リテーナーは、通常集塵時には濾布内はおよそ-25x10-3atm の負
圧になり、約 5 分毎に周期的なバグ払い落としが行われ濾布内は 5~7atm の
正圧を受け、濾布を通して周期的な応力を受ける。とくに、リング溶接部に
おける溝食部先端部には、この周期的な応力が加わり、亀裂が生じたと推察
される。溝食と割れが相乗的に作用して損傷速度が加速し、破断したと推定
される。
リング溶接部の破面観察から、腐食-リバーマーク-ディンプルマークが観
察され、断面には粒内割れが観察される。損傷形態としては腐食疲労の可能
性が最も大きいと推察される。
4.3
リテーナーの応力解析
リテーナーのフィルター型枠モデルとして、リング(1本:経線間 2 単位)と経
線(3 本、長さ 175.0mm)との構成を、図 11 のようにモデル化した。抽出した
最小範囲において、集塵時の圧力を-0.2atm の大きめな値を設定し、その圧力
を濾布(バグ)が受け止め、それを経線とリングが受けるとして、応力を計算し、
最大応力負荷のかかる部位や応力値を確認した。
(1)集塵時
応力解析の結果、図 12 に示すように、経線とリングとを通じて最大の応力は、
リングにおける経線との溶接部近傍にかかる。このことはリテーナーの破断が
経線においてではなく、リングに起こった事実に矛盾しない。
つぎに、リングに最大応力がかかる付近での応力分布を経線中心(直行部中心)
からの距離 a に対して示した結果(図 13)によると、最大応力はリング内側では
a=0mm で約 4MPa(引張り)、リング外側で約-20MPa(圧縮)である。この計算結
果は以下 2 とおりに解釈できる。(イ)リング溶接部の破断位置 a=2.70~2.75 は、
図 13 においてリング外側での応力が、a の減少にともなって急激に絶対値が大
35
腐食センターニュース
No. 058
2011 年 11 月
きくなり始める位置にあたり、そこでの応力は-10MPa である。(ロ)リング外側
での最大応力位置の a=1.8mm(計算値)と実際破断位置(a=2.70 または 2.75)と
の 1mmのずれが溶接部での強度分布や形状変化などを考慮していないことから
生じた誤差とみなして、両者は殆ど一致していると考えられる。集塵時にかかる
応力(絶対値で 10~20MPa)は非常に低いが、最大応力位置はほぼ一致した。
(2)バグ払い落とし時
5~7atm の正圧がバグ内にかかる。この定常状態に達したのちは、制圧はリテ
ーナーの外側にあるバグを脹らませるので、鋼線は周囲から等圧をうけるのみ
で特定の応力は受けない。しかし、加圧の遷移期には正の風圧を直接受ける。
このことによる応力を以下のように見積った。
(a)バグ払い落とし時受ける圧力は、集塵時の 200 倍(5 atm /0.025 atm)である。
(b)上述の圧力を受け止める面積は、集塵時の 0.11 倍[バグ払落し時の線材の断面
積{リングと経線との総延長(175+35)mmx線材直径 3.2mm/1 つのリング}÷{経
線間の区画断面積(濾布面積でもある)(リング間距離 175mmx経線間距離 35
mm)}={(175+35)x3.2/175x35}=0.11]
(c)バグ払落し時に受ける応力を、集塵時で計算された a=1.8mm における応力に
上述の(a)、(b)を掛けることによりを見積ると、
リング外側は+440MPa
[(-)(-20 MPa)x200x0.11=+440MPa]、
リング内側は-66MPa
[(-)(+3)x200x0.11=-66MPa]の応力を受ける。
(3)疲労限
-σwと+σwの両振り変動応力下での疲労限(成長性亀裂を発生する下限の応
力)は次式(村上敬宜:部「微小欠陥と介在物の影響、養賢堂、p58(1993)」で
表される。
ここに、Hv
σw(MPa)=1.43(Hv+120)/{ (area)1/2}1/6
・・・・・(1)
はビッカース硬さ(kgf/mm2)、(area)1/2 は欠陥や亀裂を最大主応力
方向に投影した面積(area)の平方根で、半径rの半円状表面亀裂(欠陥)にお
いては、(area)1/2=(πr2/2)1/2=1.25r(μm)である。
Hv の実測値は 150~250 であることを考慮し、半円状表面亀裂の半径(欠陥半
径)rを変え、3 通りの Hv について(1)式のσwを計算した結果を表 4 に示す。
実測の下限Hv値として 150 を採ると、半円状表面亀裂(欠陥)の半径が 100
および 300μmのとき、σwはそれぞれ 173 および 144MPa となり、欠陥をもた
ない平滑材のσw≒300MPa の 1/2 程度(疲労限とされるσB/2)にも低下する。
すなわち、-σw~+σwの両振りの場合σw≒150MPa、変動応力幅⊿σw=
σw-(-σw)≒2σw≒300MPa の変動応力下に疲労亀裂が発生・成長しう
る。本件のリング外側の応力集中部において、バグ払い落とし時の加圧時にかか
る変動応力 0~+σw、応力変動幅⊿σ=σw=440MPa も同様の作用をもつと考
える。
36
No. 058
腐食センターニュース
2011 年 11 月
表 4 疲労限σw(MPa)
欠陥半径r
ビッカ-ス硬さHv
(μm)
150
200
250
100
173MPa
205 MPa
237 MPa
200
154 MPa
182 MPa
210 MPa
300
144 MPa
170 MPa
197 MPa
以上の結果をまとめると、
①
リテーナーにおける破断部であるリング溶接部(7-1,8-1)は、経線とリングを通
じて最大応力がかかる部分である。
②
上述の破断部の経線中心からの距離 a=2.7(7-1)および a=2.75(8-1)は、計算結果の
a≒1.8mmと約1mmの違いで一致した。
③
上述の破断部に集塵時にかかる応力は非常に低い。しかし、バグ払い落とし時の
遷移期においてリング外側に 0~σw、応力変動幅⊿σw=σw≒440MPa の変
動応力が見積られる。
④
-σw~+σwの変動応力下に成長性疲労亀裂が発生しうる下限の応力(疲労限)
は、半径 200μmを超える半円状表面欠陥があれば(円周欠陥であれば深さ 100
μm弱で)、平滑材の疲労限 150MPa(σw=約 300MPa の 1/2)以下になる。
すなわち、このような溶接欠陥を起点にして、上述のように見積られた⊿σw
≒440MPa の変動応力下に疲労亀裂が発生・成長してリングの破断を招いたと推
定する。
4.4
対策
リテーナーの破断の原因はリング溶接部の溝食を起点とし、5 分毎の周期的な集
塵バグ払い落とし時の負荷応力によって、溝食先端から亀裂が入り、腐食疲労に
よって割れが伝播し、リング溶接部の最大応力負荷部において破断したと推定さ
れる。したがって、腐食対策としては以下のようなことが考えられる。
(1)リング溶接部の溝食を防止するために、リテーナーの線材に耐溝食鋼材を用いる。
耐溝食鋼材は低 S(0.001%以下)、耐食性元素 Cu、Ni、Sb、Ti、Cr の添加、M
nS 系 A 系非金属介在物の球状化処理としての REM,Ca などを添加した低合金鋼
が有効である。また、長時間熱処理(例えば 920℃x10hrs)は A 系非金属介在物の
近傍の腐食活性な S(FeS)を無害化し、有効である。
(2)ステンレスなどの耐食性金属の線材を用いてリテーナーを作製する。
(3)リング溶接部がバグ払い落とし時の最大応力負荷部と重ならないように、経線から
距離 a を大きくとる(例えば a>4~5mm以上の位置に設定する)。
37
腐食センターニュース
No. 058
図 11
2011 年 11 月
応力解析のモデルと条件
38
腐食センターニュース
No. 058
2011 年 11 月
図 12 応力分布図
図 13 直行部中心からの距離と応力
39
腐食センターニュース
No. 058
2011 年 11 月
福島第一原子力発電所腐食対策検討会の一テーマ
標記検討会は電力中央研究所のお世話により本年 7 月から 11 月までに 6 回の会合をもち、当センタ
ーからも一名委員が参加した。検討したテーマ例の一つは、使用済燃料プールのライナーとして冷却水
に接する 304 鋼が海水・淡水起源の塩化物イオンCl によってすきま腐食をおこす懸念があるか、ある
とすればその対策は?というものである。Cl にその他アニオン(SO , NO ,など,A とかく)が共
存するとステンレス鋼の局部腐食を抑制しうることはかねてから知られていて、当センターニュース
No.036(2005 年 12 月)にも掲載している。以下に紹介する報告 1)は、フランスの再処理施設の設計
において溶接を多用してすきま構造を避ける,付着物下すきまの生成箇所には 316 鋼を適用する,など
の対策があることに着目して、実機でのすきま腐食感受性の有無を調査したもので、評価に臨界電位を
採用した。対象鋼は R-SUS304ULC(極低炭素材)であるが、以下では 304 鋼と略称する。
図 1 では 0.03 N(mol/l) HNO 中に数 1000 ppm Cl を添加した液中に、厚さ 2mm の 20×20mm と
20×60mm との二枚の板を中央 5mmφの穴を通したポリカーボネイト製ボルト/ナットによって締め
つけた金属/金属-すきま試片を浸漬し、動電位法によって 200μA に達する電位、 c,まで上げ、こ
こからは電位を下げて再不動態化電位,ER,を求めた結果である。
c は( )内に記し、ER は( )をつけずに記した、これら電位の単位は mVvs. Ag/Ag Cl/sat.KCl
である。データポイントの「○」は往復分極曲線にヒステリシスがなくすきま腐食も認められないもの
を示し、
「●」はヒステリシス・すきま腐食ともに認められたものである。
図 1.
0.03 N HNO 中での 304 鋼すきま腐食の有(●)無(○)に及ぼす Cl 濃度と温度の影響
40
腐食センターニュース No. 058
2011 年 11 月
図中右下がりの直線は左方すきま腐食なし/右方すきま腐食あり‐の境界線で、上横軸に示した
NO / Cl ‐モル比では 60℃で約 1、80℃で約 2、100℃(正しくは常圧下沸点)で約 4、である。これら
のモル比以上にA =NO が共存すれば Cl によるすきま腐食を起こさない、との結論である。
HNO 濃度 0.3 および 3 N 液中での結果を加えて、縦軸HNO 濃度/横軸 Cl 濃度‐の図中にすきま腐
食有無の境界線を記入したのが図 2 である。勾配 1 の右上がりの直線群はNO / Cl ‐のモル比が 1,2,
4,10 であることを示す。
すきま腐食有無の境界の上記モル比は 0.03 N HNO 中では 60~100℃で 1~4、
0.3 N HNO 中では約 4 とみなせるが、3 N HNO 中では 10 をも大きく超えるようにも見える。あるいは
後二者の 0.3 と 3 N HNO 中では「モル比」ではなく「数 1000 ppm Cl 」が境界条件を決めているとす
べきであろうか。文献 1)の著者は 0.3 と 3 N HNO 中数 1000 ppm Cl 以上ではすきまの内のみならず
外にも腐食が認められるとしている。これには低 pH 条件も原因しているとおもわれる。
13Cr鋼の場合 0.47 mM Cl で 100μA 前後のすきま腐食電流を示して成長している液中に 20 h 時点
でNO を添加する実験を実施したところ、電流が 10μA に減少するのにNO / Cl ‐モル比 3 では 30 h
を要したが、同モル比 5 では 5 h、10 では 2 h、と短縮された。すきま内 pH はNO 添加前 2.2 であっ
たのが、同モル比 5 の場合 2.8→3.7 と低下し 13Cr 鋼の pHd=3. 29 を超えた 2)。これは発生し成長し
つつあるすきま腐食の停止にもA 添加は有効であることの実証例である。
図 2.
0.03,0.3,3 N HNO 中での 304 鋼すきま腐食の生起境界に及ぼす Cl 濃度の影響
1)徳永節男,山城育昌,水田利治:硝酸溶液中におけるステンレス鋼の耐隙間腐食性(その 1)
,材料と環境 ’ 97
講演集,p.41(1997).
2)中津美智代,辻川茂男:第 55 回材料と環境討論会講演集,p.149(2008)
.
41
腐食センターニュース
No. 058
2011 年 11 月
一年後に20周年記念行事?
腐食センターが 20 周年を迎えるので 2012 年 12 月の記念行事の準備を始めることになりました。
とりあえず 10 周年時のことを知ろうとセンターニュースの記念特集号 No.028(2003 年 12 月)を開い
てみたところ、最近の問い合わせとの関係で、「微粒子‐大気エアロゾルによる Al 薄膜回路の断線」
(p.11)中の以下の記述が目に留まりました。
(a)この回路をもつセンサは各社のメータに組み込まれて使用されたが、外気との通気路を
2 ケ所もつメータにおいてのみ事故(断線)が発生し、・・・1 ケ所しかもたないメータ
では発生しなかった。
(b)(原因にかかわる付着物としての)(NH4) 2 SO4 などの硫酸塩粒子は粒径 0.1~2μm の
微小粒子グループに属し、このうち 1μm 未満の微粒子‐主成分は(NH4)2 SO4‐は標準
的なビル空調系の濾過装置による除去が困難・・・。
化学プラント分野のきまりでは上記のような薄膜回路は、大気に露出することなく、清浄気体によっ
て 100mmHg 以上の正圧に保った「ボックス」内に容れるそうです。このきまりは外気との導通を必要
とする(a)上記メータには適用できませんが、薄膜材料が接する環境条件の改善にはよいことです。
ただ「清浄気体」を大気濾過でつくる場合は材料とその腐食形態(腐食性成分・種類)に応じた考慮(b)
が要求されましょう。
腐食センターニュース No.058
( 2 0 11年 11月 )
目 次
発行者:(社)腐食防食協会 腐食センター
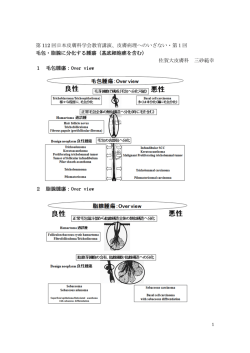
(続) 発電原子炉施設の材料腐食・割れ問題について
(後編第 2 部)・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・・ 1
アルミニウム合金ダイカストのはく離腐食・・・・・・・・・・・ 17
集塵機用バグフィルターリテーナーの破損原因調査・・・ 22
福島第一原子力発電所腐食対策検討会の一テーマ・・・・・ 40
一年後に20周年記念行事?・・・・・・・・・・・・・・・・・・・・・・・・・ 42
〒113-0033
東京都文京区本郷2-13-10 湯淺ビル5階
Tel:03-3815-1302,Fax:03-3815-1303
E-mail : [email protected]
URL
: http://www.corrosion-center.jp/
「腐食センターニュース」の 創刊号以来の
バ ッ ク ナ ン バ ー は 腐食センターの
上記ホームページで閲覧できます
本センターニュースに掲載されている記事は、
著者の意見を表すものであり、必ずしも腐食セ
ンター及び腐食防食協会の意見を表すものとは
限らない。
ここに掲載された文章および図表の無断使用,転載を禁じます.©腐食防食協会
42
© Copyright 2026 Paperzz