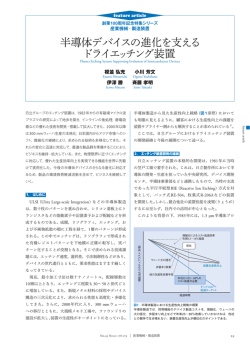
2.ドライエッチング用プラズマの現状と課題 r 奥平定之 (日立製作所デバイス開発センタ) (1995年5月29日受理) Present Status and Future OKUDAIRA Z:)6z雇06Z)6zンεZρρ Subject of Dry Etching Sadayuki z6フz!C61z陀7,Eづ如6hぎL (Received29May 41,0〃z6198,ノの召% l995) Abstract The dry etch三ng devices become ure microwave as These plasma radicals wぬat kind 1izing lated in more and plasma particles w皿become are are at quarter serious.Recently,the plasma and as inductively affected by imer interacted improve(1scient迅c fields targeting more excite(l equipments the of technology useful with for wall dry micron high an(1sub−quarter density coupled walls.There plasma are etching,an(1to techniques.Accor(lingly,it is achieve plasma at has been many materials。Therefore,it high hoped,that micron is ions low and neutral to pro(luctivity in press− develope(L necessary cooperation LSI by the know uti− re− closer. Keywords: dry phase 2、1 etching,etching process,semiconductor,reactive shifし(iual−excitation plasma,reactive ion etching,radical reaction, gas, されてきた.現在は誘導結合型プラズマ装置・技 はじめに 術あるいはパルス変調プラズマ技術に注目が集 ドライエッチング装置・技術は20年余りの歴史 を有するようになったが,まだ多くの間題・課題 まっている.装置的にはいくつかのステップを経 を残している.新しい課題が生ずるたびに新たな て発展しているものの,旧来装置が使用されてい 装置・技術が開発されてきた.Fig。1に従来の代 るのも現実である. 半導体素子製造では,0.3〜0.25μm微細加工 表的な課題およびその課題に対応する装置を示 す.1970年代にバッチ式装置技術,1980年代には プロセス開発時代を迎えて,寸法精度はもとより, RF放電プラズマおよびマイクロ波プラズマなど 従来からの課題である腐蝕g発塵・チャージアッ による枚葉式装置技術,1990年代は高密度プラズ プによるダメージ,経時変化等々の課題が完全に マを生成する誘導結合型プラズマ装置技術が開発 は解決されてはいない.また最近ではウエハの 683 プラズマ・核融合学会誌 第71巻第8号 構築することが重要である.寸法実現の基本は エッチングマスクに忠実に加工すること,すなわ 19705 購、⇒1灘攣 叢細,1⇒ 独黙騰. 【#> →國 く> 輿 1…陥 顧一鰍 どない.加工断面を垂直にするためにはマスクの ▼▼▼ 璽 【二1> 鯉曝鹸三馳 曜働顧髄霊 b噛_慶嚇 ブ されてきたが,現在は寸法的にその余裕がほとん 後退あるいは側壁保護膜と呼ばれるデポジション ぬ 噛蜘鰹【〉 m噛a パにすることが上層の膜を形成するために有効と ゆ鯉 Pr誕唖二 【#> 函噛 峨_趣卵醜 ζ> 随幽 ちホトレジストマスク寸法通りに垂直エッチする 技術が必要である.従来,しばしば加工形状をテー 塞 鯉19晦麟麟l 臨鹿纏眺 1995年8月 膜が厚くなり過ぎてはならない.しかし,垂直加 工のためには側壁保護膜を形成するエッチ技術が 用いられている.側壁保護膜はウエハ面内あるい は加工溝の深さによって不均一になる傾向があ 甕酵 ゆ る.側壁保護膜の膜厚バラツキがあると寸法変動 『閲燃嬰噛舶 欝戦,鍔⇒ の原因となる.また側壁保護膜を除去することに ママママ 愚燃沖圃・鯉勢1㌍鞠 やam鰍麹加r S噸難1 躊趨黙榊..職鑑、 ⇒ 触、噸禽噂瑠蝿面脚㎏囎叢麹藤纏讐 Fig.1 Historical for dry sublects and 回 plasma equipments etching. よる寸法変動も大きな問題となる.したがって, 側壁保護膜を不要とする理想的な低温エッチング [1]のような技術開発が必要である.寸法測定技 術には測長SEMを用いるのが一般的である.し かし測長SEMの測長精度の現状は0.01μmが限 界に近い値で,0.02〜0.05,μmの精度が現実的な 値である.測長精度とともに測定時問も重要で, 8インチ化および12インチ化の準備が始められ, 量産ラインではスループット向上のために,簡便 大口径ウエハに対応できるプラズマ生成技術の開 な測長方式が望まれる. 発とともに,プラズマ中のイオンエネルギーやラ (2)形状:マスク寸法より細くなるアンダー ジカル種のより一層の制御技術が要望されてい カット,サイドエッチあるいは逆テーパ形状は未 る.少し以前にマイクロローディング低減のため 然に防止されなければならない.垂直形状であっ に期待されていた低ガス圧力・高密度プラズマだ ても,マイクロローディング(アスペクト比の差 けでは十分ではないことも次第に明らかになりつ があるパターンでエッチ速度が異なること)[2], つある.量産においては装置設備およびスルー ノッチング(加工溝の底部での横方向クビレ形状 プットの観点からコストに関する見方が非常に厳 のこと)[3]の発生を抑える技術が必要である. しくなっている. マイクロローディングについては低ガス圧力プロ セスが有効であるとの期待があったが,場合に 2.2 微細加工プロセス技術の課題 よっては高ガス圧力の方が低減されることがあ ドライエッチング技術課題の主なるものを加工 る.またガス種やレジストの状況によって変化す 特性,歩留まり,生産性に関する課題に分類する るのでプロセスによって異なる.ノッチングも と,要点は以下のようになる.現在0,3〜0。25μm チャージアップ説で大筋は説明できる状況にある 加工技術は開発途上であり,量産上の課題はここ が,底部での不十分な側壁保護膜形成,表面をマ で記す内容以上に増加するものと考える. イグレートする粒子,表面の温度,底部でのガス 2.2.1プロセス技術課題 の流れ,等々も考慮すべきと考える.最近高密度 (1)加工精度:0.3μm以下の微細加工では, プラズマ化により従来に比べて逆テーパ形状にな 0.01,μmの精度を実現する技術と寸法測定技術を る傾向が強くなっていることも今後の課題である. 684 小特集 2.ドライエッチング用のプラズマの現状と課題 奥平 (3)選択比(材料問のエッチ速度比):レジ 壁の寿命が長い材料を使用した場合には,部品交 ストマスク,下地材料の多様化により多くの材料 換頻度は低減するが,パーティクルは増加傾向と 間の選択比が要求される.高選択比だけを満足さ なる.内壁に関しての材料検討はもとより,温度 せるのは比較的簡単であるが,選択比は形状およ 制御を積極的に行う必要があると考える.またプ び均一性とのトレードオフの関係が強く,両者を ラズマ中に浮遊するパーティクルがプラズマが消 同時に満足させるのが簡単ではない.選択比の評 えた時にウエハ上に落下付着する現象が報告され 価は平坦部だけでなく,コンタクトホールの孔底 ているように[4],プラズマの0:N−OFFに関する での下地材料との選択比,傾斜部での選択比など 制御方法の検討も重要である.パーティクルの粒 を詳細に検討し,高選択エッチ技術を確立しなけ 径は大きいほど問題ではあるが,0.1μmおよび れはごならない. それ以下も重要である. (4)均一性:エッチ速度,形状,選択比すべ (2)汚染:金属汚染・有機物汚染の低減,お ての均一性が必要である.これらの均一性にはガ スの流れ,プラズマの均一性,バイアスの均一性, よび連続処理などにおけるクロスコンタミネー ションを回避する技術が必要である.装置内壁材 温度の均一性,反応生成物再付着の均一性などが 料の改善が進み最近は重金属汚染についての報告 関係する.特に大口径ウエハに対して反応生成物 は激減している.しかし重金属汚染がないのでは 再付着の不均一性の影響が大きい.プラズマの均 なく,後洗浄で除去する技術が進歩したものと考 一性は常に均一であればよいというものではな える.有機物汚染については従来からほとんど評 く,反応生成物再付着の不均一性を相殺するため, 価されていないものだが,今後,界面の清浄化に 不均一分布制御が必要になる場合もある. 関する検討が進むなかで問題になる可能性が強 (5)エッチ速度:搬送,シーズニング,メン い.クロスコンタミネーションは他のプロセス間 テナンス,各種条件の調整時間などの総合的な判 でも間題になる可能性が高いものだが,ドライ 断によるスループット向上が必要である.エッチ エッチングでは連続処理装置の発達に伴って心配 速度も形状や選択比と相関が強く,単純に高速化 される問題である. (3)ダメージ・腐蝕:チャーアップによるゲー できない状況である.たとえばガス種を選べば高 速エッチは可能になるが,加工形状が垂直になら ト破壊の報告例が多い[5−7].この間題は高密度 いこと,あるいはイオンエネルギーを高くするこ プラズマ化したこと,均一性が不十分なことによ とによって高速化すると,選択比低下やダメージ るとされている.その他には選択比不足,形状不 発生につながることがしばしば起こる. 良,エッチング不足などによる不良発生が多いの 2.2.2歩留まりに関する課題 が現状である.Al配線の腐蝕問題については最 物が問題であるが,ウエハ裏面の異物も無視でき 近報告例が激減している.しかしw,Tiあるい はTiNなどとAlの積層膜構造となり腐蝕発生傾 ない.最近は静電チャックが用いられ,クランプ 向は強くなっている.連続後処理装置をはじめ後 (1)パーティクル:ウエハ表面に付着する異 レスとなったので,機械的に発生するウエハ表面 処理プロセス技術を充実させることが大切であ 付着パーティクルはかなり抑えられている・しか る.後処理技術では,前記した側壁保護膜を除去 しウエハ裏面パーティクルは急増している.また することも重要な課題である.その他,特殊なガ 側壁保護膜形成用ガスあるいは反応生成物による ス成分(例えばHのようにSi基板に深く侵入す 内壁の汚れの影響は,従来から検討されているこ る原子),真空紫外光,残留デポジション膜等の とだが,解決しているとは言えない.内壁がプラ 影響についても検討する必要がある. ズマによりエッチングされる材料の場合には, 2.2.3 生産性に関する課題 パーティクルは低減する傾向であるが,壁の消耗 半導体産業全体として生産性およびコスト低減 が激しくなり部品交換頻度が高くなる.一方,内 のために,開発におけるQ−TAT,生産効率向上 685 プラズマ・核融合学会誌 のためのウエハの大口径化,自動化ライン,新技 術適用の見直しが進められている. ドライエッチング処理装置・技術としてコスト 第71巻第8号 1995年8月 セ睡鱒)酵騨 訴嘩蓉課、 璽重も 華ゼ, 図 図y、⑧P㎞ ③Cho㎞be伽een工心w−a範d 贈C㎞ H嬉h・Den8i畑P㎏Bma 低減実現のため,効率のよいプラズマ処理,連続 恥璃畷騎, 処理,過剰性能の削減,長寿命部品によるランニ ングコスト低減,装置設備の低価格化などが要望 ⑨A捌y鵬andCon伽1 1mp壇IonωSu曲oe 恥齪鉤顛鮮 されている.効率のよいプラズマ処理技術あるい 1⑤D岨一恥礪ue呵轟崩駈・n… P!a8皿a は高スループットであるためには,加工不良発生 1⑥Ma即e駄cHeld血Pla8㎜ 低減,シーズニング時問削減,高稼働率(低故障 Fig.2 率),メンテナンス頻度低減などをどのように実 Essential Ψ requirement 図 ⑩Ga8ElowinPla8ma ⑪Wa戯㎎Pa面伽8 血P㎞ma factors for p匪asma equipment. 現するかが課題である.そのための一つとして何 が原因で間題になっているかを知るためのモニタ ばよいというものではなく,プラズマの均一性を リング技術を開発することが大切であると考える. 外部からコントロールできることが望ましい.安 ドライエッチングではエッチング終点モニタを 定性については,低ガス圧力・高密度プラズマに はじめ,各種モニタが用いられている.しかしモ なればなるほど,プラズマ状態のモードチェンジ ニタリングできないものも多い.実現されていな 領域[8],タイムモジュレーション[9],あるいは いモニタリング技術の一例として,ウエハを用い パルス変調[10]などにおける短時問にプラズマ密 ないでパーティクルをモニタする技術がある.現 度が大きく変化する状態での安定性が要求される. 在,低ガス圧力下でパーティクルを測定する技術 (1)イオンの種類:プラズマ中のイオンの種 はあるが,ウエハ表面に付着するパーティクルと 類ひとつを考えても,従来から行われているプラ の対応が明確でない.ウエハ大口径化にともない, ズマ雰囲気を電子衝撃イオン化して質量分析する パーティクルチェックのためにウエハを消費する 方法では,実際のウエハに入射するイオンとは異 コストが無視できないので,実現できればコスト なるものを計測していることになる.プラズマ中 低減効果は非常に大きいと考える.その他にも経 のイオンを直接測定する工夫が必要である.でき 時変化・重要部品の消耗状況などをモニタできる れば加工処理と同じ状態でイオンを測定するのが とその効果は大きいものがある. 望ましいが,実測した例は非常に少ない.生産用 以上のように,課題は多く,それぞれに不明確 装置では測定困難だが,試料台を工夫した類似状 なところが多い.たとえ研究開発レベルで解決し 態でのイオン種,イオン量のデータなどを蓄積し, ているようなものでも,実際の量産ラインにおい 対応させる解析手法が役に立つと考える. (2)イオンエネルギー:実際に把握したいの て繰り返し間題が発生しているものもある. はウエハに入射するイオン種のエネルギーと方向 2.3 プラズマ処理装置の基本的な課題 プラズマ処理装置の処理室に関する基本的課題 である.通常はウエハに印加されるRFバイアス とそれに対向する電極あるいは内壁とのプラズマ を,プラズマあるいはイオン,中性ラジカル,エ の接触によって入射エネルギーが決まる.過去に ネルギー源,内壁,エッチング特性にかかわるも IBMによってイオン質量差によるエネルギー分 のに分類してFig,2に示す.これらの課題は要 布が実測された例はあるが[11],その後ほとんど 約すれば,イオンと中性ラジカルの状態を理解す 計測されていない.イオン入射角度はウエハ垂直 ることに係わる.以下この二つについて考える. 方向のエネルギー分布とプラズマ中でのイオン温 2.3.1イオンに関する課題 イオンに関してはまずプラズマの均一性,安定 度によるウエハ水平方向エネルギー成分によって 性が必要である.前記したように単純に均一なら ジアップにより表面近傍で角度が変化することが 決まる.しかしイオン密度が高くなると,チャー 686 2.ドライエッチング用のプラズマの現状と課題 小特集 奥平 ある.また外部印加磁界やプラズマ自体の不安定 ただしその手段と計測方法に関しては確立したも 性によっても影響される.最近の装置は2周波を のがない.他には内壁の材料およびその温度に 利用するものが増えているが,比較的近い周波数 よってプラズマ中のラジカルの存在比が異なるこ の場合には位相差によるプラズマ密度およびポテ とが知られている口2].チャンバ温度の制御は ンシャル変化があることも考慮しておかなければ パーティクルの制御のみならず,ラジカルの制御 ならない. として重要である. (3)エッチング特性との相関:ガス種による (2)反応生成物の挙動:エッチ速度が高くな エッチング特性の変化は非常に複雑である.その ればなるほど,あるいはウエハロ径が大きくなれ 特性を説明する時にイオンだけではなく,表面に ばなるほど,ウエハ中央部と周辺部の反応生成物 吸着している中性ラジカルとの相乗作用および深 密度の不均一性が顕著になる.これは排気速度と さ方向と横方向の反応の差異を議論しなければな 関係があるが,もう一つ大きな問題は再解離した らないが,RFバイアス周波数によって特性(形 粒子の影響である.再解離した粒子が再びウエハ 状,選択比,均一性)が大きく変動することがし 表面にデポジションすることにより,形状および ばしばある.ごれは周波数によってプラズマ密度, 選択比がウエハ中央と周辺で異なることがしばし ガス分子の解離度,プラズマと壁の電気的接触な ば起こる.ガス流量の増大,高速排気などによっ どが異なることはもちろんであるが,イオンシー て解決する試みが行われているが[13],実用的に ス部で追従するイオンと追従できないイオンがあ はなっていないのが現状である. ることによることが大きいと考える.また,局部 2.4酸化膜エッチングに関する一考察 (被加工面の材料および形状の差)におけるイオ ンと電子のチャージァップの度合により荷電粒子 半導体素子に用いられる絶縁膜である酸化膜の の方向が影響され,加工形状が異常になることも エッチング反応解析は,配線材料であるAl,W, 前記した課題に関連する. Ti,TiN,PolySiなどの解析に比較して遅れてい 2.3、2 る.酸化膜SiO2に関する反応解析基礎データは ラジカルに関する課題 少ない.酸化膜のエッチング機構は,イオンによ ラジカルの問題以前にガスの流れの均一性,滞 在時問などを明確にしておく必要がある.高ガス りSi−0の結合を切り,C−0結合により0を除去 圧領域と低ガス圧力領域による差異は、プラズマ し,比較的弱いSi−F結合を可能にさせ,エッチ 密度の高い場所がウエハ上方のどのあたりにある ングが進行すると考えている.したがって,ガス かでも異なる.容器内のどの場所からガスを導入 種としてC。Fmが用いられる.しかしこのCの し,排気するかなども大切なファクタである. 副作用が酸化膜エッチに間題となることが多い. Cを含まないガス系でSio2がエッチングできれ (1)ラジカルの種類:反応に寄与するラジカ ルと,デポジションに寄与するラジカルに区別し ば飛躍的な進歩をするが,そのような反応機構は て,それらの種類や割合を制御する必要がある. 考案されていない. 特に酸化膜のエッチングでは,もちろんイオンも 従来の酸化膜エッチ特性の一例をFig.3に示 関与するが,適当な量のデポジション成分が下地 材料とのエッチング反応を低減させ,選択比を向 す.デポジション性の強いCHF3に対してエッ チ性のあるC2F6を増加すると,エッチ速度およ 上させる.下地材料とのエッチング反応を低減す び均一性が向上し,選択比が低下する.このよう るにはガス分子の解離率を低減させ,関与するラ なトレードオフの関係は装置方式によって変わら ジカル種を低減するのが効果的である.そのため ない.最近の素子製造においてはSiO2/Si選択比 の一つに電子温度の低温化が考えられる[10].関 が20以上必要とされる.選択比および均一性が急 与するラジカル生成エネルギーのしきい値以下に 激に変化する領域であるため,制御および再現性 合わせた電子エネルギーが望ましいことになる. が厳しい.この厳しい領域を特性変化の少ない余 687 プラズマ・核融合学会誌 10 第71巻第8号 1995年8月 RIE方式である.位相差が一120度あたりにエッチ 30 速度が高く,均r性のよい領域がある.このとき 8 ( の \ 5 Etch ( の \ N o 巴 Rate 20 (.2 6 ⊆ 試料を置載する電極の高周波電圧yレpおよび平 均的な直流電圧成分レbcをFig。5に示す.同じ く一120度近くで両電圧共に高い領域がある.すな 5冨 L ) 》』 o o α 卸 4 £ Etch Rate Rat わち投入電力が一定でありながら,位相を変える だ$ ∈醒 io 1000 ε』= o 10・一 ← 〇 三畠 田 2 Un i form i 800 0 0 0 20 Mix Fig.3 ing 40 Gas SiO2etch Rat 60 lo 80 VDC ろ >400 etch ハ > ) oo > 畠 ε 100 (C2F6/C2F6+CHF3) rate,uniformlty,and VPP 9 ) a >600 ty rate 島 ratlo as a function of mixing gas ratio using dua1−excitation parallel plate apParatus. ε a の 200 裕のあるものにしなければならない.最近,パル 0一180 ス変調あるいは内壁温度制御によってラジカルを −120 −40 40 120 180 制御する方法が検討されている[10].ここでは別 PhaseShift(deg) の見方として,Fig。4に2.3.1節(2)で記した位 Fig.5 相差によるエッチ速度と均一性の向上策を示す. 装置は平行平板両電極に同一周波数を印加する Etch Te叩6ra電ure as MpP(RF a voltage)and function voltages of para of dual eI phase ( 駅 ) 》 ← ε ε 10・≡ Φ 一 ㊦ 配 5 Unifomity 」』 electrodes pIate DC be− using apParatus, Plasma 日ect『on 日㏄tron DenslW Tempe『atu『e Dens噂 RF Bias Vol田ge lon Current Density Ion Wa Elements Temperatu『e P Sur蔽ace −Tempera霊ure 0一180 SiO2etch phase −40 rate shift electrodes plate RadicaI Elements 0 −120 Phase Fig.4 stage shift 20 ) o RF bn Rate 翁10 \ E ⊆ ← tween voltage MDc dual−excitation 30 15 Stage voltage 40 Sわi and ft using 180 (deg) unformity between 120 RF as a function voltages duaI−excitation of of dual para eI apParatus。 688 Fig.6 Etching control factors of SlO2fllm。 奥平 2.ドライエッチング用のプラズマの現状と課題 小特集 ことにより試料に印加される電圧効率の高い状態 有効なのかをさらに明確にし,目標を設定できな がある.したがって,2周波を用いる装置におい ければならない.反応機構を解明するには計測技 ては位相差を考慮することが重要であると考える. 術,モニタリング技術をはじめ,プラズマ物理・ 以上,酸化膜エッチの考え方をFig.6に示す. イオン・電子のプラズマパラメータ,電力・ガス 化学からの多くの知見を導入して頂くことが不可 欠である. 種・内壁温度等の制御パラメータ,表面入射イオ』 参考文献 ンエネルギー・極く表面の温度・ラジカル種のよ うな測定しにくい不明確なパラメータ,孔の底で [1]S.Tachi,K:.Tsujimoto AppL のエッチング反応とデポジション反応の割合を決 and S.Okudaira, Phys.Lett。52,616(1988). [2]T.Kure,Y.Goto益,H.Kawakami める表面反応パラメータの関連性を明確にするこ and Tachi,1)㎏召3渉げ&y勉ρos勉彫o%7乙SI とが大切である.これら以外に再現性やパーティ S. T60h一 πology,48(1992). クル間題など,解決しなければならない課題がある. [3]S.Murakawa and J.P.McVittie,JPn.」。 Appl.Phys.33,2184(1994). 2.5 まとめ [4]G.S。Selwyn,J.Singh and R.S.Bennett,J. Vac.Sci.Tech.7,2758(1989). 半導体素子製造において現在最も大きな課題は [5]K.Tsunokuni,K.NojirL 低コスト・高スループットであるが,エッチング S。Kuboshima K.Hkobe,E財6%464/1みsケoc云s 性能への要求も厳しくなっている.ドライエッチ an(l (ゾ孟h6 19渉h Coκ漁7εη6εoπSol躍S観6D6痂εs伽41瞼∫6− ングを利用する観点からは(1)寸法精度(形状), 7批4s,】.95(1987). エッチ速度,選択比,均一性が同時に向上でき, [6]H.Shin,N.Jha,X−Y.Qian,G.W.Hills (2)スループットが高く,(3)チャージアップ等損傷 Hu,Soli(l State [7]K.P.Cheung が少なく,(4)マイクロローディング等形状差がな and C. TechnoL,August,29(1993). and C.P.Chang,J.AppL Phys. 75,4415(1994). く,(5)使い込んでも発塵が少なく,(6)特性の経時 [8]T.Nakano,R 変化がなく,(7)装置故障が少なく,(8)連続処理等 Trevor,R の新しいプロセス構築ができ,(9)自動化ラインに A。Gottcho,N Sa〔leghi,D.J. W.Boswen,A.」.Perry,T.C.Lee, K.P.GiapisandJ.Margot,応用物理61,711 適合する,⑯安価な装置であることが装置・技術 (1992). に要求される.これらの要求に対応するためには, [9]S。Okudaira,半導体ドライエッチング技術, T。Tokuyama(産業図書,Tokyo,1992,p249). 高級過ぎる部品,制御器,測定器などを多用する [10]S.Samukawa,Appl.Phys ことを避け,簡易で且つ高性能装置にしなければ Lett.64,3398 (1994). ならない. [11]」.W。Cobum プラズマ技術の観点からは,ドライエッチング and H.F.Winters,」.App. Phys.43,4965(1972). においても,プラズマと壁の相互作用は無視でき [12]S.Ito,K.Nakamura ない古くて新しい間題である.壁の影響を考慮し and H.SugaL Jpn.J. App1.Phys.33,1261(1994). ながら,有効なイオン種,イオンエネルギー,ラ [13]K.Tsulimoto,T.Kumihashi AppL ジカルを効率よく生成する技術開発を続けなけれ ばならない.そのためにはエッチング反応に何が 689 and Phy&Lett.63,1915(1993エ S。Tachi,
© Copyright 2026 Paperzz