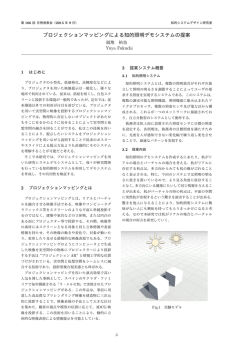
1PS-1101 平成28年 神奈川県ものづくり技術交流会 予稿 人間共存型ロボットのベース部による衝撃緩和に関する研究 神奈川大学院 工学研究科 1. はじめに 我々は人間共存型ロボットの設計・開発を行って きた.従来の人間共存型ロボットは,衝突を未然に 防ぐことを前提とした開発がされている.しかし, そのような対策のみでは人間への安全性の確保が不 十分であると考え,本研究では人間との衝突や接触 を前提とした人間共存型ロボットの開発に取り組ん でいる.本稿では,ベース部における衝撃緩和制御 について紹介する. 2. 人間共存型ロボット 開発した人間共存型ロボットの全体図とベース部 を図 1 に示す.ロボットの全長は 1420[mm],総重 量は 84.1[kg]である.ロボットは各肩部 2 自由度, 各肘部 1 自由度,各手部 2 自由度,腰部 3 自由度の 全体で 13 自由度を有している.ロボットの外装に は粘弾性を持たせるために厚さ 0.15[mm]のポリエ チレンシートを使用した空気緩和材を装着している. 本ロボットには受動衝撃緩和機構が腕部と腰部の関 節に搭載されている.もし,衝突が腕や胴体で起き る場合には,空気緩和材内の空気流動により機構を 作動させることで,それぞれ腕と腰の関節が外れ, 衝撃力を受動的に緩和する. ベース部の形状は円柱型となっており,高さは約 336.5[mm],重量は約 35[kg]である.オムニホイール とモータを 4 つずつ搭載し,全方向の移動を可能と している.空気緩和材と空気圧力センサはベース部 の周囲 8 カ所に 45 度の等間隔で設置しており,衝 突方向の検知を行う.衝突がベース部で起きる場合 には,空気圧力センサによって検知された衝突方向 とは逆の方向に進むことにより,衝撃を緩和する. ○熊谷 駿輔,鈴木 健斗,高西 林 憲玉,田村 泰人 淳夫, 搭載されていないロボットと搭載されているロボッ トを使用し,それぞれの衝突力を検出した.それに より,衝撃がどれだけ緩和されているかを確認した. 図2(a) に衝突実験の結果を示す.空気緩和材と衝撃 緩和制御がない場合の衝撃力と比較して,空気緩和 材 と 衝 撃 緩 和 制御 が あ る場 合 の 衝 撃 力 の方 が 約 54.2[%]緩和されていることがわかる. 2つ目はベース部に衝突が起こった場合を想定し た衝撃緩和後の軌道復帰軌道の確認をした.その結 果を図2(b) に示す.通常動作後,約2.20[s]で衝突が 発生し,衝撃緩和制御を約1.45[s]間行っている.衝 突物体の除去後には,0.16[m/s]のベース速度で衝突 発生地点に復帰している.その後は,通常動作を行 っていることが確認できる. 図 2(a) 衝突実験結果 Desired trajectory of 1st wheel Desired trajectory of 3rd wheel Measured trajectory of 1st wheel Measured trajectory of 3rd wheel Distance[m] 1 0 0 5 -1 図1 15 20 Time[s] 図 2(b) (a)全体図 10 復帰動作軌道 (b)ベース部 人間共存型ロボット 3. 衝突実験 本ロボットの有効性を確認するためにロボットベ ースが移動している時に物体をベース部に衝突させ る実験を2種類行った. 1つ目は空気緩和材と衝撃緩和制御がベース部に 4. まとめ 本ロボットによる衝突実験を行い,本ベース衝撃 緩和制御の有効性を確認した.現状のベース部では 進行方向に対しての衝突のみ衝撃緩和が可能である ため,今後は進行方向以外からの衝突にも対応でき る衝撃緩和制御を開発し,より高い対人安全を目指 す. 1PS-1102 平成28年 神奈川県ものづくり技術交流会 予稿 車輪移動型管内検査ロボットの開発 神奈川大学 工学部 1. 序論 ガス管をはじめとした配管は,重要なライフライ ンのひとつである.配管を長期に渡り使用すると劣 化や腐食による損傷が起こり,様々な問題が発生す る.しかし,配管の工事や点検を行う際には掘り起 こす必要があるため,その必要なく管内を検査する ロボットの研究が企業や大学で行われている[1]. 本研究では水平,垂直の直管や曲管,障害物の乗 り越え等に適応した管内検査ロボットの開発を行っ た.本ロボットによる管内移動実験を行い,ロボッ ト機構の有効性を検証した. 2. 管内検査ロボット 本 ロ ボ ッ ト の 全 長 は 約 520[mm] , 重 量 は 約 4740[g] , 幅 は 縮 小 時が約 270[mm] , 伸 長 時 が約 350[mm]である.制御にはArduino Megaマイコン を使用している.また,機体の前後にはセンサやカ メラを搭載できる部位が設けられており,管内を走 行しながら検査できるようにしている. Fig.1管内検査ロボット 3. 走行実験及び結果 ロボットの性能測定のために,(1)水平・垂直の移 動,(2)曲管の移動,(3)障害物乗り越えの3つについ て実験した.実験で使用した管はアクリル製直管と, 45[°]の曲がりを持つ曲管であり,直径は300[mm]で 共通である.実験(1)と(3)では直管を,実験(2)では直 管と曲管を組み合わせて使用した.また,実験(3)で はアルミ板(厚さ5[mm],6[mm],7[mm])を管内 に固定し,板の厚さを障害物の高さとみなして実験 した. 実験(1)の結果,本ロボットの速度は,水平時 250[mm/s],垂直時80[mm/s]であった.また,タイ ヤの滑りは起こらずスムーズに走行した.実験(2)の 結果,曲管でもロボットは止まることなく移動する ことができた.また連結部に用いた機構により,制 御せずに曲管を移動することができた.実験(3)の結 果,本ロボットは7[mm]の障害物まで乗り越えるこ とができた. ○田村 泰人,小野 林 憲玉 滉平,加藤 聡紘, 4. 損傷検査実験 ロボットに搭載されているリングレーザとカメラ を用いて損傷検査実験[2]をおこなった.リング状に 照射されたレーザ光をカメラで動画として撮影する と,管内部に傷がない場合は真円として映る.しか し傷がある場合は円に欠けが見られる.全貫通の穴 のある管と非貫通の穴のある管の2種類で実験した. 検出可能な損傷直径を調べるために,全貫通の穴を 直径1.0[mm]から6.0[mm]まで1.0[mm]ごとに用意 し た . 検 出 可 能な 損 傷 深さ を 調 べ る た めに 深 さ 1.0[mm]から1.0[mm]ずつ深くした直径4.0[mm]の 穴を用意した. 損傷直径の検査結果をTable.1に示す.どの場合も 実際の直径よりも大きく測定されている.これはリ ングレーザが傾いてしまったため,撮影した円が真 円で無くなったことにより発生した誤差だと考えら れる.損傷深さの検出では,深さ5.0[mm]以上で認 識が可能であった.また,5.0[mm]よりも浅い損傷 の場合輪郭が繋がっていると認識されてしまい検査 が不可能であった. 本ロボットは外径約300[mm],厚さ6.9[mm]の管 に対する検査を想定している.日本機械学会の規格 によれば,この厚さの管で検査するべき損傷の深さ は 5.175[mm] 以 上 と な る . 今 回 の 実 験 で は 深 さ 5.0[mm]の損傷が検査可能であったため,十分であ ると言える. Table 1 損傷直径検査の結果 Actual hole size Measured value Error 1.0[mm] 1.7[mm] 0.7[mm] 2.0[mm] 3.0[mm] 1.0[mm] 3.0[mm] 3.8[mm] 0.8[mm] 4.0[mm] 4.6[mm] 0.6[mm] 5.0[mm] 5.8[mm] 0.8[mm] 6.0[mm] 6.6[mm] 0.6[mm] 5. 結論 曲路移動や垂直移動ができる車輪移動型管内検査 ロボットの開発を行った.本ロボットを使い,水平・ 垂直移動実験,曲路移動実験,T字路移動実験,障害 物乗り越え実験を行い,ロボット機構の有効性を確 認した.また,リングレーザとカメラを用いた損傷 検査を行い,本検査システムの有効性も確認した. 参考文献 [1] 水沼守,小川茂樹,西森力,桑野博喜,“管 内形状検査用レーザビーム走査型距離測定 法,” 精密工学会誌, vol.57, No.10, pp.154-159, 1991. [2] 田中秀樹,“光切断法による細管内面の損傷 計測,”広島市工業技術センター年報,15 巻,pp.55-59,2002 1PS-1103 平成28年 神奈川県ものづくり技術交流会 予稿 ドクターロボットを使用した生活レベルの維持を目指して 有限会社テレビジネス 菅生 誠 1. はじめに 現在、日本において、60 歳を超える高齢者 は総人口の 1/4 を占めるようになった。病院 上記により、体の主な関節を推定し、動き の解析を可能とした。 『ドクターロボット』は さらに次の機能が実装されている。 への通院を繰り替えし行うため、一人あたり の医療費も年々増加傾向にあり、毎年 5 千円 ・リアルタイム測定 もの増加しているのが実情で家計を圧迫して ・スケルトンモデルによる表現と自由視点 いる[1]。 ロボット『ドクターロボット』は体の動き による観察 ・主な 10 関節の可動する範囲を取得 を分析することで、現在の怪我や病気の可能 ・グラフによる表現 性があるかどうかを知らせ、早期の治療へ足 ・データの記録・再生 を向かせ、より快適な生活を送れるよう支援 ・測定対象を追尾し、遠距離移動の測定(た をする。 だし速度は 0.5m/s 程度) ポスターセッションにおいて、測定精度を 2. ドクターロボット 検証した資料を公開しているので、そちらも 参照していただきたい。 3.利用および実験実績 このような機能を用いて、既に以下のよう な施設での利用や実験を行っている。 図 1 ドクターロボット ドクターロボットは体の動きに伴う、その 動作の最大まで動かせる範囲、動きの滑らか さ、動作の安定性、ひいては歩行の安定性を 測定する。 体の主だった関節の推定には、Microsoft か ら販売している Kinect for Windows version 2 を用いた。このセンサーを使用することによ り、次の測定が可能となった。 ・茨城県大子町の介護施設「やすらぎ」で週に 一度、入所者のデータを採取・解析を行い、入 所者の管理に利用。 ・文教大学武藤研究室との共同実験を実施中。 ドクターロボットを使用し、歩行を観察する ことで病気の予兆を探る研究を実施。 ・同実験室において、立ち座りおよび4m自 由歩行の姿勢の解析を実施。36 例ほどデータ を解析し、先日開催された「ヒューマンイン タフェースシンポジウム」へ投稿。 ・測定対象の 25 の関節を 3 次元的に同時 測定 ・4m程度離れていても測定が可能 ・センサーを体に装着する必要がない 3. 参考文献 [1] 厚生労働省 HP [2] 有限会社テレビジネス 1PS-1201 平成28年 神奈川県ものづくり技術交流会 予稿 弦の高次振動に及ぼす端部剛性の影響 神奈川大学 工学部 神奈川県産業技術センター ○伊藤 直輝、山崎 徹 伊東 圭昌 1. は じ め に 本研究は,ヴァイオリン,エレキギターや三味線などの弦楽器の音色の改変を意図した,倍音の制御および機械製 品への活用を目指し,弦振動に及ぼす構造体の影響について着目する.本報では,端部の剛性が弦の横振動へ及ぼす 影響を検討する基礎研究として,エレキギターの弦とボディという楽器の構造関係を簡略化した実験装置を製作し, 端部剛性の違いによる弦振動の周波数特性について実験解析を行ったことを報告する. 2. 実 験 装 置 弦の支持端部の剛性(楽器のボディに相当)が,弦の横振動に及ぼす影響を調べるため,一端弾性支持・他端固定 を模擬した実験装置(図1)を考案し,実験計測を行った.結果,装置は固定端部と弾性端部を模擬できている事を 確認した.端部剛性の影響による弦の横振動について検討するため,端部剛性別の 2 種類の一端弾性支持・他端固定 とした実験装置を用意し,支持端と弦の振動特性の比較,考察を行った. 3. 端部剛性が弦振動に及ぼす影響 弦の支持端部の剛性によって,弦の横振動がどのように変わるか比較検討を行った.すなわち,二種類の剛性の異 なる端部(端部 A と B と称す)を用意し,端部および弦をそれぞれ励振した際の,端部および弦の振動を測定した. 弦に振動入力を与えた際の,一端弾性支持装置 A および B について,弦の振動振幅と端部の周波数特性について比 較した(図2).弦への入力は,再現性を確保するために,端部から 70mm の位置を一定の張力で切れるひもを引っ 張ることで行った.測定は 5 回行い,測定結果の平均値で評価を行った. 図2は,端部のアクセレランス(破線,左縦軸)と弦の振動変位(実線,右縦軸)を,端部 A の結果を青線,端部 B の結果を赤線でそれぞれ示している.弦の振動(実線)は,調弦した 330Hz を第 1 次とし,2 倍,3 倍と高次の振 動が励起されている.2 次以降の倍音となる周波数では,弦の振動は端部 A の方が B より大きくなっている.一方, 端部の振動(破線)は,ほとんどの周波数で端部 A の方が B より小さくなっている.すなわち,端部の振動が大きい ほど弦の振動は小さいと言える.弦に入力されたエネルギーは,弦もしくは端部の運動エネルギーになるため理にか なった結果と言える.なお,660Hz,2310Hz においては,端部 A の振動は B より大きいが,弦の振動も A の方が大 きくなっている.これは,端部 A の固有振動数がこれらの周波数近傍に存在し,共振しているため,端部の振動も弦 の振動も大きくなったと思われる.ただし,2640Hz では端部の振動は変わらないが,弦の振動は A の方が大きいこ となど,さらに詳細を検討していく必要がある. 4. お わ り に 本研究では,弦と端部の振動関係を検討するための新たな実験装置を開発し,端部と弦の振動特性の関係を考察し た.その結果,端部の振動が小さいほど弦の振動は大きくなること,共振の場合には弦の振動は大きくなることを明 らかにした. 図1 作成した一端弾性支持モデル 図 2 弦加振時の一端弾性支持モデルの端部振動と弦変位 1PS-1202 平成28年 神奈川県ものづくり技術交流会 予稿 三味線の振動エネルギー伝搬解析 神奈川大学大学院 工学研究科 機械工学専攻 神奈川大学 工学部 機械工学科 神奈川県産業技術センター 1. はじめに 三味線は銀杏型の撥を使って弦を弾いて音を出す楽器 である.三味線は撥弦楽器に分類されるが,弦を弾いた 後に撥を皮の表面に当てて音を出すため,打楽器的な要 素も含んでいる. 著者らは,統計的エネルギー解析法を用いて振動エネ ルギー伝搬の観点から機械製品の低騒音化手法の開発を 行っている(1).また楽器から学ぶ機械製品の静穏化設計 として,ヴァイオリン(2)などの楽器構造体の振動エネル ギー伝搬解析を行っている. 本研究の最終的な目的は,三味線の振動エネルギー伝 搬から学ぶ静穏化デバイスの開発である.本報では,三 味線構造体の振動エネルギー伝搬の明確化を行ったこと を報告する. ○鈴木 山崎 伊東 悠太 徹 圭昌 大きく,三味線の主となる振動エネルギー伝搬になるこ とが確認でき, 三味線の胴は太鼓の構造に近いと言える. しかし,この表皮と裏皮間の伝達パワーは高周波数域に 近づくにつれて小さくなっている. Fig.1 Test shamisen and experimental apparatus 2. 供試三味線 本報で用いた三味線および要素分割を図 1 に示す.7 つの構造要素とし,胴内の音場の影響は表裏の皮の接続 として考慮した.三味線を吊るした状態にし,各要素に 加速度計を 4 個,打撃近傍に 1 個取り付け,打撃点数を 各要素 1 点とし, 振動を加速度計により計測し, 実験 SEA モデルを構築した. (a) Power flow in 500Hz 3. パワーフローによる検討 3.1 パワーフローの算出式 SEA は, 対象系を要素の集合体とみなし, 要素間のパ ワー平衡に着目する手法である. 2 要素系が接続されて いる場合, SEA 基礎式は以下で表せる. (b) Power flow in 5000Hz Fig.2 Some examples of power flow under excitation at the bridge by impact hammer (1) ここで, は中心角周波数, P1 とE1 は要素1 への入力 パワー,要素エネルギーを表す. は要素 の内部損 失率で要素の減衰を表し, は要素 と 間の結合損 失率で伝わりやすさを表す. 実験 SEA モデル( と )が分かれば,要素エネルギ ーを計測することにより,入力パワーが求められる.ま たそのときの要素 と要素 間の伝達パワー は次式 で評価できる.これによりパワーフローは導かれ,その 構造体の振動エネルギー伝搬経路を明らかにできる. (2) 3.2 パワーフローの算出結果 表皮(要素 3)加振時のパワーフロー算出結果の例を 図 2 に示す.三味線は表皮(要素 3)に入った振動は音 場を通じて,裏皮(要素 5)へと伝わる伝達パワーが 4. おわりに 本報では, 三味線の構造体に着目し,実験 SEA により 振動エネルギー伝搬特性の観点から検討を行った. 三味線は表皮に入った振動は音場を通じて,裏皮へと 伝わる伝達パワーがとても大きく,三味線の主となるエ ネルギー伝搬になることが確認でき,三味線の胴は太鼓 の構造に近いことを見出した. 今後, 更なる検討を行い, 機械製品の静穏化につながるアイデアを見出したい. (1) (2) 参考文献 山崎徹,黒田勝彦,森厚夫:SEA による機械製品の固 体音低減のプロセス,日本機械学会論文集,73 巻 726 号 C 編,2007,pp.446-452 山崎徹,曽根崇正,橋本崇史,黒田勝彦:振動エネル ギー伝搬解析によるヴァイオリン構造の考察,日本械 学会論文集,78 巻 789 号,B 編,2012,pp.988-992 1PS-1203 平成28年 神奈川県ものづくり技術交流会 予稿 アコースティック・エミッションによる繊維強化プラスチックの破壊挙動の解析 湘南工科大学大学院 湘南工科大学人間環境学科 1. はじめに 繊維強化プラスチック(FRP)は、今日主要な構造材料 の 1 つとして重要な役割を果たしている。FRP は、強化 繊維と樹脂から成るため、負荷を受けた際の破壊挙動は 複雑で、また使用素材によりその過程は変化する。した がって、破壊過程を詳細に明らかとすることが FRP の材 料設計、 構造設計および寿命評価等のために重要である。 そこで本研究では、材料の破壊過程をリアルタイムに 評価できるアコースティック・エミッション(AE)を用 いた FRP の破壊挙動評価法を提案し、各種 FRP の破壊過 程を検討した結果を報告する。 2. アコースティック・エミッションによる破壊評価手 法の提案 AE は、圧電素子のセンサにより破壊により生じる音波 (AE)を計測し、その波形を解析することにより様々な 破壊に関する情報を得る計測手法である。その際、使用 するセンサの周波数特性により計測できる破壊現象が異 なる場合がある。一般的に FRP の AE 計測には、100~ 200kHz の共振周波数を持つセンサが用いられるが、強化 繊維と樹脂とでは弾性率が大きく異なることから、それ ぞれの破壊により生じる AE の周波数特性は異なること が想定される。そこで本研究では、強化繊維の一種であ るガラス繊維が破断する際に生じる AE の計測を試みた。 図 1 は、カミソリ刃でガラス単繊維を破断させた際に生 じた AE の周波数分布であり、 カミソリ刃のノイズによる 図 1 ガラス単繊維破断時の AE 周波数分布 平織ガラスマイクロクロス 〇岡元 俊裕 森井 亨 AE 波も併せて示している。ガラス繊維の破断時には 600 ~1200kHz に特徴的な 2 つのピークが現れていることか ら、ガラス繊維の破断を計測するためには、この周波数 帯に良好な感度を有するセンサを用いることが必要であ ると言える。そこで本研究では、樹脂の破壊を主として 計測するための低周波数帯に良好な感度を持つセンサと、 上述の高周波数帯のAEを計測可能なセンサの2種類を用 いて、FRP の破壊挙動を評価することとし、これにより 樹脂主体の破壊と繊維主体の破壊を分別して評価する。 3. ガラス繊維強化プラスチックの AE 特性と破壊挙動 3.1 実験法法 実験に使用した材料は、マトリックスに不飽和ポリエ ステル樹脂、強化材には平織ガラスマイクロクロス、平 織ガラスロービングクロス、チョップドストランドガラ スマットであり、強化材を種々組み合わせた 5 種類の試 験片を用意した。これらの試験片について静的引張試験 を行い、同時に AE の計測を行った。AE の計測システ ムには USB AE Node(フィジカルアコースティックス 社製)を用い、センサには低周波数帯用として 150kHz に共振周波数を有する R15-α[Ch.1] 、高周波数帯用と して広帯域型の MICRO-80[Ch.2] (ともにフィジカル アコースティックス社製)を用いた。 3.2 実験結果及び考察 図 2 に強化材にマイクロクロス、ロービングクロスを それぞれ用いた FRP の 3 次元 AE 振幅分布を示す。こ の図は、左軸に時間、右軸に最大振幅、縦軸に各振幅の AE ヒット数をヒストグラムとして示したものである。 Ch.1 の低周波数帯では、マイクロクロスで低振幅(破壊 規模が小さい)の AE が多数発生しているのに対し、ロ ービングクロスでは高振幅の AE も多数発生しているこ とから、ロービングクロスの方が樹脂クラックの規模が 大きいことがわかる。また Ch.2 ではマイクロクロスの 方が早い段階から多くの AE が発生していることから、 樹脂クラックの発生に伴い、ロービングクロスよりも多 数の繊維破断を伴いながら最終破断に至っていることが わかる。 平織ガラスロービングクロス 図 2 引張試験時の 3 次元 AE 振幅分布 1PS-1204 平成28年 神奈川県ものづくり技術交流会 予稿 LED ライトの絶縁セラミックの熱特性の研究 湘南工科大学 ○ 中村 麗★ 文沢 元雄 大学院★ 1.序論 LED は従来のライトと比べて光量が多く、 省電力である。LED は熱に弱いためセラミ ックス等による放熱処理を行わなければな らない(Fig.1 参照)。熱物性データを実験、 数値計算で求め、結果について考察する。 LEDライト除熱方式(例) 光+熱 Fig.2 実験装置の概念図 実験結果を Fig.3 示す。 LED発光素子 空気流出 アルミナ基板 (セラミック, 絶縁材, 熱伝導あり) 冷却フィン (アルミ製) モーター 冷却ファン 空気流入 ケース(円筒形) Fig.1 LED ライト除熱方式(例) 2.非定常の熱伝導解析 Fig.3 試料中心・周辺温度の時間変化 4.粒子法解析 2) 水の噴流をセラミック絶縁材に衝突させ る場合の温度の時間変化の一例を Fig.4 に 示す。LED 発光素子の温度の低下していく 様子が見れる。LED 発光素子の冷却特性の 見通しが立った。 上記の式を、 第 3 種熱的境界条件で解く 1)。 実験結果との比較で、ビオー数(Bi 数)を 決定する(αは熱拡散率) 。 3.実験方法と実験結果 セラミック①~④のそれぞれの試料を、 Fig.2 に示すように、高温槽(電気ポット)の 熱湯で約 100℃まで温め、すぐに低温槽の Fig.4 解析シミュレーション 氷水へと移して約 0℃まで温度を下げる。 参考文献 試験材の中心部・表面の2ヶ所を約 100℃ 1)伝熱工学試料(第 4 版) (1986) から約 0℃までの温度変化を K 型熱電対の 2) 流体解析ソフトウェア Particleworks 温度測定器(digital voltmeter)で測定し、 http://www.prometech.co.jp/particlewor デジタルカメラを使用して動画に保存した。 ks1.html 1PS-1205 平成28年 神奈川県ものづくり技術交流会 予稿 小型卓上NC工作機械の研究 東海大学 工学部 〇酒井風馬 機械工学科 鈴木健太郎,三部勇大,与田祐介,青木昴 村山研究室 村山省己 1.諸元 本研究では、汎 NC 機械で構成用される自動化ラインの 機械の奥行及び高さを最小限にすることでロボットに “テーブルサイズ化”を図り、高生産性・省スペース化・ よる自動化を狭小スペースで容易に行うことができる。 省エネ化を図る、すなわち、従来にはない自動車部品生 産等の量産対応型の卓上型 NC 機による“Tabletop Size of the Factory”の構築を目指している。生産性の高い 自動化された加工・組立を極小面積で配置できる生産ラ インの構築を目的に、小型化と合わせて旋削及びマシニ A-axis CP値 7 Y-axis 6.7 A Y C-axis BT30 150mm BT30 6 360° 3 4.8 5 3.9 4 C ング工程の集約加工及び今後のIOT の対応やAI 活用によ Φ11±0.04 Φ16±0.04 1.8a る NC プログラムの自動編集機能を保有した標準化され 加工穴径 た卓上型の小型 NC 機械を提案し、その有用性を示す。 図2 機械鳥瞰図 粗さ 図3 工程能力 4.機械の検証実験 2.量産対応の卓上型の小型NC機械の提案 一般的に自動車部品製造等の量産加工ラインは、マシ 本機のA軸(主軸)及びC軸(旋回軸)のテーパ軸部は、 ニングセンタ、旋盤、研削盤等の汎用の NC 工作機械を主 BT30 とし汎用 NC 工作機械と同等とした。機械の小型化 体に生産数量、タクトに合わせ工程計画を立て工程能力 において提案の有用性を明らかにするため、主軸の剛性 を検証した設備計画によりラインを構築している。 精度を検証した。BT30 については、動的精度の検証を被 汎用の NC 工作機械は変種変量生産が可能であり、顧客 削材に自動車用オイルポンプ部品(FC 材)を使用し N= ニーズの多様性に対応できるが、ラインの自動化にあた 50 で行った結果を図3に示す。穴径 Φ16±0.04 は CP 値 ってはワークの脱着・搬送等のハンドリングが大型化に 4.8、表面性状 1.8Ra は CP 値 3.9 の結果を得た。これに なりライン全体の占有面積が大きくなる。また作業性、 より自動車部品量産の工程能力の確保が可能であること 操作性に難があり保守や安全に対してコストがかかる。 が確認できる。図4、図5に表面性状のデータを示す。 本研究では、小物部品の加工から組立工程の一貫した 表面性状(図4)は、高精度レーザーセンサーを用い ラインの自動化を容易に構成できる方法として卓上型の て取得した3Dデータ(図5)と相関しておりデータか 小型 NC 機械に着目した。機械を卓上型の小型化にするこ ら最適な加工条件を推論により導きだすことができる。 とと合わせて旋削やマシニングの機械加工と組立工程・ 検査工程の一貫生産ライン化を図る。これによりハンド リングが小型化になりテーブルサイズの自動化ラインを 容易に実現することが可能となる。以上から生産性の向 上及び省スペース、省エネ化、低コスト化が実現できる。 図4 被削材表面 3.機械の特徴 図6は、自動車部品等の量産部品の一貫生産ラインを 図5 表面3Dデータ 表1に提案する卓上型 NC 機の特徴を示す。本機は、代 卓上サイズで構築したライン鳥瞰図である。本提案の卓 表例として加工機を示しているが組立工程及び検査工程 上型 NC 機をベースに組立工程・試験工程への横展開とロ も同様に機械本体の幅を統一することでラインをミニマ ボットによる自動化ラインの実用化を計画している。 Robot ムサイズで構築することができる。これによりラインレ イアウトの“Tabletop Size”化を図ることができる。 卓上型 NC 機の特徴 省スペース 幅 300mm( 0.18㎡ ) 複合加工 旋盤+マシニング 最適加工 加工条件自動編集 一貫ライン 加 工 ・組 立 ・検 査 制御 全体をNC制御 汎 用 NC機 2000 表1 600 (B T3 0 ) 本機 Size:1.8m× 0.9m 図6 Tabletop Size of the Factory 5.結言 300 1000 (m m ) 本研究では、機械の極限の小型化による量産加工ライ 図1 平面図 ンのテーブルサイズ化に着目した。NC 機械の卓上サイズ 図1に機械本体の平面図を示す。本機は、汎用のNC における小型化を新たに提案することで加工から組立の 機に比べ 300mm×600mmで面積比 1/10 となり機械の 一貫生産ラインの極小化及び自動化において極めて優れ 大幅な小型化が可能である。機械の鳥瞰図を図2に示す。 た機械として活用可能であることを明らかにした。 1PS-1206 平成28年 神奈川県ものづくり技術交流会 予稿 感圧繊維を利用した偽造防止用紙 東海大学大学院 工学研究科 電気電子工学専攻 東海大学大学院 工学研究科 光工学専攻 東海大学 工学部 光・画像工学科 1. 研究の背景と目的 カポック繊維は、内径 18μm、外径 20μm の天然の半透 明の中空繊維である。先行研究ではカポック繊維に染料 系蛍光染料、固体蛍光材料 1)、磁性粉、示温インク 2)を 内包させ、紙に漉き込むことで偽造防止用紙の作製に成 功している。しかし、これらの偽造防止用紙の真贋判定 には道具が必要となる。そこで、本研究では感圧材料を カポック繊維に内包し紙に漉き込み、指圧などによって 色変化が生じるようにすることで、道具を必要とせず、 どこでも瞬時に真贋判定が行える偽造防止用紙を作製す ることを目的とした。 2. 実験方法 2.1 感圧カポック繊維の作製 250℃に加熱したアセトフェノン 1ml 中に、通常状態 で黄色、圧力を加えることで緑色に可逆変化を示すビア ントロン(東京化成工業(株)製)0.06g を溶解させた。 これにカポック繊維 0.02g を添加し毛細管力により、感 圧材料をカポック繊維内に浸透させた。その後,室温で風 乾させ、感圧カポック繊維を作製した。 2.2 感圧カポック紙の作製 パルプ 2g、水 500ml、PVA10g を調製し、簡易紙漉き キットを用い湿潤状態のパルプシートを作製した。そこ へ感圧カポック繊維を少量漉き込み、室温で風乾し、感 圧カポック紙を作製した。作製した感圧カポック紙に乳 棒で圧力を加え、色変化の様子を標準光源 D65 下で撮影 し、Photoshop にて L*a*b*値の測定を行い、色変化を a*,b*座標上に表した。さらに、圧力測定フィルム(富士 フイルム社製)を用いて、乳棒で加わる圧力の定量化を 行った。 3. 研究の結果・考察 3.1 感圧カポック繊維と感圧カポック紙 感圧カポック繊維の走査型電子顕微鏡像を Fig.1 に示 す。これより、カポック繊維内部に感圧材料が内包でき ていることが確認できた。感圧材料をカポック繊維に内 包した上で,紙に漉き込むことに成功した。さらに、この 紙の圧力による可逆的な色変化を確認した。Fig.2 に L*a*b*測定の結果を示す。その結果「別系統の色になる」 という評価の色差⊿E12.0 以上を示した。これより感圧 カポック紙は有価証券や紙幣などの偽造防止技術に有用 であると考える。しかし、指圧では十分な色変化を示さ なかった。これは、材料の内包量が少なかったことや、 圧力が繊維内部の感圧材料にうまく伝わらなかったこと などが原因として考えられる。 ○木山 野田 和田 修一、前田 健太 亮祐、吉成 秀一 伸一 Fig.1 感圧カポック繊維 SEM 像 3.2 感圧紙による評価 圧力測定フィルムによる測定結果から、本研究で作製 した感圧カポック紙は、約 500~650kgf/cm2 程度の圧力 を加えれば、色変化を示すのではないかと考える。これ より感圧カポック紙を紙幣に応用した場合、普段紙を使 用するときは色変化を示さないが、現状では大きな圧力 を加えた場合のみ色変化を示すような偽造防止用紙とし て利用できると考えられる。 Fig.2 感圧カポック紙の色変化の様子 左:加圧前、右:加圧後 4. 結論 カポック繊維に感圧材料を内包した上で、紙に漉き込 んだ感圧カポック紙を作製することに成功した。この紙 の感圧カポック繊維部は、指圧では色変化を示さなかっ たが、乳棒による加圧、約 500~650kgf/cm2 程度の圧力 により色変化を示した。 参考文献 1)湯川統央,青木逸,黒田章裕,前田秀一“固体蛍光 材料内包カポック繊維紙” ,日本画像学会誌第 52 巻第 5 号,411-414(2013) . 2) 野田健太, 湯川統央, 前田秀一“示温インクを内包 したカポック繊維” , 成形加工’14,337-338(2014) . 3) 三井大輔, 真崎康博, 山本学“ビアントロンチオフ ェン類似体の合成と性質” 基礎有機化学討論会要旨 集,(2006) 1PS-1207 平成28年 神奈川県ものづくり技術交流会 予稿 硫化物水溶液を用いた銀薄膜の耐久性試験の検討 東海大学大学院 工学研究科 光工学専攻 ○児玉 晃季、吉田 申太郎、前田 秀一 1. 諸言 当研究室では,銀薄膜を硫化物水溶液に浸漬する ことで、発色させるプロジェクトを進めている。ま た、内部混合ガンスプレーで銀薄膜を作製する技術 も確立している。一般に銀鏡反応で形成された銀薄 膜は硫化物などによる腐食で簡単に色変化してしま うこと、下地との密着性が十分ではなく容易に剥が れてしまうこと、といった耐久性の問題がある。 し たがって、耐久性の評価方法が重要である。そこで、 硫化物水溶液に浸漬させる発色方法を耐久性評価の 加速試験として使用できないかを考えた。 図2 2. 目的 本研究の試料として用いる銀薄膜は、通常の銀薄 膜と耐久性に優れると言われている特許第 4140368 号の銀薄膜を用いた。特許の銀薄膜は表面活性処理 を2回と安定化処理を行っている。硫化物水溶液に 浸漬させる発色法が銀薄膜の加速試験の方法として 適しているかを調べることを目的とした。 37℃の硫化カリウム水溶液での銀薄膜の発色 図3 47℃の硫化カリウム水溶液での銀薄膜の発色 図4 57℃の硫化カリウム水溶液での銀薄膜の発色 3. 実験 硫化カリウムへの浸漬による加速試験 特許品の銀薄膜と東海大で作製した銀薄膜、一般 品の銀薄膜を濃度 0.5%の硫化カリウム水溶液に温 度と浸漬時間を変えて浸漬させた。 条件 温度 37、47、57(℃) 時間 1、10、100(秒) 図 1 発色実験 一般の銀薄膜と特許の銀薄膜とで比較したところ、 変色に関しては一般の銀薄膜は大きく色が変化する のに対して特許の銀薄膜は色の変化が小さく、また 剥がれに関して、一般の銀薄膜は剥がれがあるのに 対して、特許の銀薄膜は剥がれが少ないという結果 が得られた。この結果より本加速試験の有効性が確 認されたと考えられる。 5. 4. 結果・考察 硫化カリウムへの浸漬による耐久試験の結果を図 に示す。 結論 銀薄膜の色変化を一般の銀薄膜と特許の銀薄膜と 比較したところ、一般の銀薄膜は大きく色変化する が特許の銀薄膜は色変化が小さい。剥がれに関して の比較も行ったところ、特許の銀薄膜は一般の銀薄 膜に比べて剥がれが少ない。 これらのことにより、特許と一般の銀薄膜に差が 確認されたため、本加速試験は有効性であると考え られる。 1PS-1208 平成28年 神奈川県ものづくり技術交流会 予稿 発色させた酸化ニオブ薄膜の角度依存性の改善の検討 東海大学大学院 工学研究科 光工学専攻 1. 諸言 当研究室では、ニオブを陽極酸化し、ニオブ上に 酸化ニオブを生成させることによって発色させてき た。一方で、ニオブは高電圧(60V 以上)だと角度 により色が変わってしまう。この現象は企業によっ て見解は異なってくる。角度による色変化をおもし ろいと捉える所もあれば、色が変わってしまうこと を良く思わない見方をされることもある。これは角 度による色変化をする物としない物の両方を作るこ とができれば解決することができると考えた。そこ で、低屈折率材料と高屈折率材料を酸化ニオブの上 に設けることによって、角度による色変化が緩和さ れるか試したところ、高屈折率材料を設けたサンプ ルは角度による色変化が弱まった。 2. 目的 酸化ニオブの屈折率よりもさらに屈折率の大きい TiO2 を設けることにより、角度による色変化(以下、 角度依存性)を緩和することを目的とした。 3. 実験 クエン酸水溶液を電解液として用意し、白金を陰 極にニオブを陽極にセットし、5%のクエン酸水溶 液に白金とニオブを浸漬させ陽極と陰極との間に電 圧を 1 分印加する。TiO2 の成膜は、印加電力 150 W、 O2 ガス 100 sccm、真空到達度 6.0x10-3 Pa、成膜圧 力 0.8 Pa、膜厚 27.5 nm、成膜時間 15 min の条件 で行った。この作製したサンプルは角度依存性の傾 向が確認できる様に 5 度~70 度の範囲で測定し、そ れぞれ p 波、s 波に分けた。その後、5 度傾けたサ ンプルを基準に lab 値及び色差を測った。 4.結果・考察 TiO2 を変えて観察すると角度依存性は緩和した ように感じた。Fig.1 は TiO2 膜ありとなしの場合の p 波の波長に対する反射率のグラフを角度ごとにと ったものである。同時に Fig.2 に s 波のグラフを示 した。p 波のグラフは角度がおおきくなるにつれ反 射率のピークが滑らかになる.対して、s 波は角度が 傾くにつれ、ブルーシフトで左方向に動いた波形を 取っていることがわかる。作製したサンプルの色差 を Table1 に示す。色差 5 度を基準にし、角度ごと の色差を表している。陽極酸化したサンプルに TiO2 を着けた物の p 波の色差を 2 段目、TiO2 を着けてい ない陽極酸化のみのサンプルの p 波の色差が 3 段目 である。また、陽極酸化したサンプルに TiO2 を着け た物の s 波の色差を 4 段目、TiO2 を着けていない陽 極酸化のみのサンプルの s 波の色差を 5 段目に示し た。2 段目と 3 段目を比較すると p 波において、5 ○松中 航誠、小松 功、前田 秀一 度~40 度までは TiO2 膜を設けた方のサンプルの色 差は緩和されている。4 段目と 5 段目を比較すると、 いずれの角度においても TiO2 膜を設けた方のサン プルの色差が緩和された。p 波において得られたデ ータを処理し色に変換すると人間の視覚による色と は大きく異なる。対して、s 波のデータを色に変換 すると実際のサンプルとの色味は非常に近くなる。s 波においては全ての角度で色差が緩和されているこ とから定量的にも角度による色変化は少なくなった ことが確認できた。 Fig.1 TiO2 膜ありとなしの場合の p 波 Fig.2 TiO2 膜ありとなしの場合の s 波 Table1 色差⊿Eab(p 波) 5 度 20 度 40 度 60 度 70 度 60V-TiO227.5nm (p 波) 0.00 4.42 17.42 36.81 44.83 TiO2 なし 60v (p 波) 0.00 5.79 20.69 28.29 36.95 Table2 色差⊿Eab(s 波) 60V-TiO227.5nm (s 波) 0.00 5.03 18.38 31.35 34.31 TiO2 なし 60v (s 波) 0.00 7.87 31.39 55.26 57.66 5.結論 陽極酸化処理したニオブに TiO2 膜を設けること により角度依存性を少なくすることに成功した。 1PS-1209 平成28年 神奈川県ものづくり技術交流会 予稿 表面自由エネルギーによるカポック繊維への機能性材料の効率的な内包の検討 東海大学大学院 工学研究科 光工学専攻 東海大学大学院 工学研究科 電気電子専攻 東海大学 工学部 光・画像工学科 1. 諸言 カポック繊維は天然の半透明中空繊維であり、内 径約 18μm、外径約 20μm である。中空率は約 80% 以上と高い中空率を有する。カポック繊維の中空部 に機能性材料を内包することで機能性繊維を作製で き、紙に漉き込むことで機能を持った紙を作製でき る。これまでに、示温インクをカポック繊維に内包 し、紙に漉き込むことで、熱に応答する紙を作製し た。カポック繊維への機能性材料の内包は機能性材 料を溶解・分散した溶媒をカポック繊維の毛細管力 によりカポック繊維中空部に内包を行っている。今 までは、実験によるトライアルアンドエラーで溶媒 を選択し、機能性材料をカポック繊維に内包してき た。カポック繊維への機能性材料内包に使用する溶 媒の最適化することで、これまで以上にカポック繊 維に機能性材料を効率的に内包できると考えられる。 ○野田 健太 木山 修一 和田 亮祐、吉成 伸一、前田 秀一 メチルスルホキシド、テトラクロロエチレン)はカ ポック繊維中空部に入りやすい溶媒であると考えら れる。そして、Fig. 1 においてカポック繊維中空部 に入りやすい溶媒の近くに HSP 値が存在する機能 性材料を選定することで、それらの溶媒に機能性材 料が良く溶け、良く分散する。そして、それらの溶 媒はカポック繊維の中空部に容易に浸透できるため、 カポック繊維に機能性材料を効率的に内包できると 考えられる。 Table 1 カポック繊維内壁に対する各種溶媒の接 触角と毛管力及び浸漬仕事 溶媒 2. 目的 各種溶媒のカポック繊維内壁に対する接触角の測 定値と溶媒の表面自由エネルギーからカポック繊維 の毛管力及び、浸漬仕事を計算し、機能性材料内包 に最適な溶媒と、HSP 値を参照することでその溶媒 に溶解・分散しやすい機能性材料を選定する。 3. 理論(HSP 値) 接触角 表面張力 毛管力 deg. mN/m mN 19.9 24.6 2.6 20.1 23.3 2.5 1 2 2-ブタノン(MEK) アセトン 3 酢酸2-メトキシ-1-メチルエチル 20.2 28.2 3.0 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1-ブタノール シクロヘキサン エタノール テトラクロロエチレン 酢酸エチル テトラヒドロフラン トルエン ヘキサン ジプロピレングリコール ジメチルスルホキシド 酢酸ブチル ジエチレングリコール アセトニトリル 炭酸プロピレン 20.4 21.1 22.2 22.3 22.7 23.2 23.2 24.2 24.7 25.5 26.3 26.5 39.1 55.8 24.6 26.5 22.3 32.0 23.8 26.4 28.5 18.4 33.9 43.5 25.1 48.5 19.1 41.1 2.6 2.8 2.3 3.3 2.5 2.7 3.0 1.9 3.5 4.4 2.5 4.9 1.7 2.6 Hansen Solubility Parameter(Hansen 溶解度パ ラメータ(以下:HSP 値))とは物質(気体、液体、固 体)の凝集エネルギー密度を分子間に働く相互作用 エネルギーの種類 London 分散力項 δd、双極性間力 項 δp、水素結合力項 δh に分割して表すものである。 HSP 値の近い物質同士ほど溶解性、分散性が良い。 4. 実験 カポック繊維中空部に溶媒を浸透させ、カポック 繊維中空部における溶媒と空気との界面の顕微鏡像 を撮影した。その画像から θ/2 法により接触角を測 定した。測定した接触角から毛管力及び浸漬仕事を 算出した。 5. 結果、考察 Table 1 に各種溶媒のカポック繊維内壁に対する 接触角の測定結果と算出した各種溶媒でのカポック 繊維の毛管力及び浸漬仕事 Wi を示す。Fig. 1 に各 種溶媒の HSP 値の寄与率を三角図にプロットした ものを示す。Table 1 より◯で示した、毛管力及び 浸漬仕事が大きい溶媒(ジエチレングリコール、ジ Fig. 1 HSP 値の三角図 6. 結論 カポック繊維内壁に対して溶媒の接触角の測定値 から各種溶媒での毛管力及び、浸漬仕事 Wi を算出 した。毛管力、浸漬仕事 Wi の大きい溶媒且つその 溶媒の HSP 値に近い機能性材料を選定することで、 機能性材料をカポック繊維に効率的に内包できると 考えられる。 1PS-1210 平成28年 神奈川県ものづくり技術交流会 予稿 エアスピンドルにおける軸受溝レーザー加工法の検討 ○加藤 直也 1, 落合 成行 3, 砂見 雄太 2,3, 橋本 巨 3 1 東海大学大学院工学研究科機械工学専攻,2 東海大学マイクロ・ナノ研究開発センター, 3 東海大学工学部機械工学科 1.緒 論 近年,情報化社会は急速な発展を遂げており, アナログデータのデジタル化やクラウドコンピ ューティングサービスの普及等により世界のデ ジタルデータの量は急速に増加している.これら の膨大なデジタルデータを管理する記憶媒体と して,安価かつ大容量であるハードディスクドラ イブ(以降,HDD)が用いられてる.HDD はフラ ッシュメモリとは違い個別に電源を必要として いるため,省電力化が自ずと必要になってくる. この対策としてスピンドルモータ(以降,エアス ピンドル)の空気軸受が過去に検討されている(1) が,いずれも高速回転用のため実用化までには至 っていない.そこで本研究では,現行の HDD と 同じ回転数で運用できるような空気軸受スピン ドルの新しい構造を提案した(図 1) .原田ら(2)の 理論解析により空気軸受の摩擦トルクは油膜軸 受より大幅に下がることが予測され.このことか らもエアスピンドルの有用性は期待できる.ここ では提案されたエアスピンドルの製作を行うた め,ジャーナル面における溝の加工に着目した. ジャーナル溝の加工は切削加工,放電加工が主流 である(3).今回は切削加工に比べ低コスト且つ短 時間で加工を行えるレーザー加工による加工法 について検討したので報告する. 4.参考文献 (1) Tadano Iwaki, Kimio Komata, “SPINDLE MOTOR HAVING AIR DYNAMIC PRESSURE BEARING AND ROTATING DEVICE HAVING THE SPINDLE MOTOR AS DRIVING SOURCE”, United States Patent, Patent Number: 6127756,(2000) (2) 原田啓, 落合成行, 砂見雄太, 橋本巨, インナーロータ型スピンドルにおける空気 軸受の特性解析, 日本機械学会 IIP 部門, (2016) (3) 後藤隆司, 渡辺健志, 小日向工, 神雅彦, 村川正夫, 小型流体動圧軸受けの製作方法 に関する研究-極微小径エンドミルによる高 速度鋼製パンチの直彫り加工-, 精密工学 会秋季大会学術講演会講演論文集(2006) シャフト スラストベアリング 磁石 ジャーナルベア ハブ リング コイル 2.加工方法 これまでの研究によりスラスト溝の加工には 成功している.しかし,ジャーナル溝は円筒面で あるために同条件での加工は困難であり,新しく 加工法も検討する必要がある.そこで今回新しく 設計したレーザー加工用治具を図 2 に示す.1 回 の加工でジャーナル溝の全面を加工することは 不可能であるため,90°ずつ回転させ計 4 回に分け て加工を行う. 3.今後の課題 現在,進めているスピンドルの製作においてジ ャーナル溝の加工法の他にも課題がある.これま でにエアスピンドルを幾つか試作しているが,必 要回転域での安定した回転に成功していない.そ の原因の一つとしてインナーロータ型を採用し たことによるトルク不足が考えられる.これに対 してコイルの巻き数・ドライバの見直しを図れば, 改善の見込みがあるのではないかと考えている. 以上を踏まえ,引き続きエアスピンドルの製作を 行っていく.さらに振動・揺動実験による応答特 性の実験的検討を行い,スピンドルの特性を研究 する.今後は以下の順に研究を進める予定である. 1. レーザー加工によるジャーナル溝の加工 2. 固体潤滑剤を用いた表面処理 3. 振動・揺動実験 4. 実験結果を基にジャーナル溝形状の再検討 モーターベース Fig.1 インナーロータ型エアスピンドルモータ 90°ずつ回転させ加工を行う Fig.2 ジャーナル溝加工用治具 1PS-1211 平成28年 神奈川県ものづくり技術交流会 予稿 ピーニングによる高強度アルミニウム合金の疲労強度向上とき裂状表面欠陥の無害化 横浜国立大学大学院 横浜国立大学大学院 工学府 ○鈴木貴也,大瀬戸紘子 工学研究院 高橋宏治 1. 緒言 高強度アルミ合金は,優れた比強度を有することから 輸送機器の軽量化のために構造用部材へのさらなる利用 破壊起点はスリット部外であった.図 2 より,スリット 深さ 0.2 mm までの CP 材の場合には,破壊起点はスリ ット部外であった. 拡大が期待されている.しかし,高強度アルミ合金は, これまでの表面欠陥の無害化基準(1)に基づき,SP およ 一般的には鉄鋼材料に比べて欠陥感受性が高い.そのた び CP により,それぞれ深さ 0.1 mm および 0.2 mm ま め,加工きずなどの微小欠陥の存在により疲労強度が大 での半円スリットが無害化できることが明らかとなった. 幅に低下してしまうという問題がある. 謝辞 このような問題に対する解決手法として,ショットピ 本研究を実施するにあたり,CP 処理はいすゞ自動車 ーニング(以下,SP) またはキャビテーションピーニング (株)に,残留応力測定は日本発条(株)にご協力を頂き (以下,CP)による表面改質が挙げられる.既往の研究で ました.ここに記して謝意を表します. は,半円スリットを導入した高強度鋼に対し SP (1)または 参考文献 (1) Takahashi, K., Amano, T., Hanaori, K., Ando, K., Takahashi, F., Journal of the Society of Materials Science, Japan Vol.58 No.12 (2009) pp.1030-1036 (2) Fukuda, S., Amano, T., Takahashi, K., Matsui, K., Ishigami, H., Ando, K., Transactions of Japan Society for Spring Research No.54 (2009) pp.1-6 CP (2)を施すことで疲労強度の向上および半円スリット を疲労強度上無害化できることが報告されている.しか し,表面欠陥を有する高強度アルミ合金に対して SP お よび CP を施した際の疲労強度の向上や表面欠陥の無害 化について評価した研究は行われていない. そこで,本研究では表面欠陥を有する高強度アルミ合 金に対する SP および CP の影響を調査した. 2. 実験方法 供試材には高強度アルミ合金(A7075-T651)を用い た.き裂状表面欠陥として放電加工により半円スリット を試験片中央最小断面部に長手方向に対して垂直に導入 した.続いて,平滑材およびスリット材に SP または CP を施した.X 線回折装置を用いて残留応力分布を測定し た結果, SPおよびCP により最表面にそれぞれ210 MPa および 330 MPa の圧縮残留応力が導入された. 図 1 疲労試験結果(SP および Non-SP) 疲労試験は, 平面曲げ疲労試験機を用いて, 室温大気中, 応力比 R = 0,周波数 20 Hz で行った.疲労試験は繰返 し数 107 回で打ち切り, 107 回繰り返し応力に耐久した最 大の応力振幅 σa を疲労強度と定義した. 3. 実験結果 図 1 および図 2 に,それぞれ SP 材および CP 材のス リット深さと応力振幅の関係を示す. SP および CP を施 すことにより,平滑材とスリット材の疲労強度はともに 向上した.図 1 より,スリット深さ 0.1 mm の SP 材の 場合には,疲労強度は平滑 SP 材のそれと同じ値であり, 図 2 疲労試験結果(CP および Non-CP) 1PS-1402 平成28年 神奈川県ものづくり技術交流会 予稿 リユースリチウムイオン二次電池の特性評価 神奈川県産業技術センター 化学技術部 フォーアールエナジー株式会社 日産自動車株式会社 1. はじめに 昨今、電気自動車(EV)や燃料電池車のような環境配慮 型の車が販売されている。それらの車の多くにはリチウ ムイオン電池(LIB)が搭載されている。今後の EV のさら なる普及に向けて LIB の高性能化だけではなく、EV で 長距離使用して性能劣化した LIB の再利用方法につい ても考える必要がある。しかしながら、EV に搭載され た LIB の再利用については未検討の部分が多い。本研究 では EV で使用した LIB の評価を行い、市販の新品の鉛 蓄電池との性能比較をすることでその特性を調べた。 本研究は平成 24 年から平成 26 年度にかけて本県で実 施した「スマートエネルギー導入推進事業」の中で行っ た。 ○青木 陽介、国松 昌幸、松本 佳久、 今城 敏 原 佑一(*1) 奥 知久、池田貞文 の際に容量が低下した。LIBMD は今回の条件の範囲内 であれば良好な特性であることが確認された。またエネ ルギー量においても鉛蓄電池は放電レートに依存する結 果となった。エネルギー効率では、LIBMD、鉛蓄電池 共に 0℃で効率が低下する傾向ではあったものの、LIB の効率はどの条件でも 90%以上であり鉛蓄電池より特 性が良好であった。今回の結果では、鉛蓄電池の仕様に 合わせた関係で限られた条件での評価となったが、走行 距離約 37,000km の EV から回収した LIBMD は新品の 鉛蓄電池よりも特性が良好であることが分かった。 2. 実験内容 走行距離が約 37,000km の電気自動車に搭載されてい た使用済み LIB モジュール(LIBMD)をサンプルとして 用いた。はじめにリユース LIBMD の特性を調べ、それ と同程度の容量の鉛蓄電池を選定し比較をした。表にそ れぞれの電池のスペックを示した。 表 各電池仕様 公称電圧 / V 容量 / Ah(*2) 体積 / L 重量 / kg セル構成 LIBMD 鉛蓄電池 7.6 57.81 2.36 3.8 2 直列 2 並列 12 50 10.17 27 6 直列 これらの電池を使って温度を変化させた放電レート試 験を行った。 評価にあたり当センター所有の「大電流バッテリ評価 装置」を用いて充放電試験を行った。この装置では、大 型電池の単セルまたはモジュール単位の充放電ができる。 最大電流は 200A、最大電圧は 60V、2kW の範囲で充放 電ができ、付属の高温槽で-20℃~+85℃の範囲で温度調 整ができる。本装置を用いて、0℃、25℃、40℃におけ る放電レート特性を調べた。放電レートは市販鉛蓄電池 の仕様の範囲で 0.4C(*3)までとした。 3. 結果・考察 図に示したのは温度及び放電レートによる放電容量へ の影響を調べた結果である。LIBMD は温度及び放電レ ートで容量の変化がほとんどないのに対し、鉛蓄電池は レートが高くなるにつれて、あるいは雰囲気温度が 0℃ 図 各温度、レートにおける放電容量 (*1) 平成 27 年時の所属。 (*2) 25℃での値。 (*3) C レート;満充電の状態から 1 時間で放電しきる電 流値が 1C。0.4C は 2.5 時間で放電しきる電流値。 問い合わせ先 神奈川県産業技術センター 化学技術部 新エネルギーチーム 青木陽介 〒243-0435 海老名市下今泉 705-1 電話:046-236-1500 電子メールアドレス:[email protected] 1PS-1403 平成28年 神奈川県ものづくり技術交流会 予稿 Ni 含有メソポーラスシリカを鋳型としたメソポーラスカーボン電極の調製 横浜国立大学大学院 工学府 ○中尾 窪田 太一、三木 好浩、稲垣 俊宏、黒田 怜史 直人 1. 緒言 規則性メソポーラスシリカのレプリカとして調製される規則性メソポーラスカーボンは、シリカの構造を反映する ためメソ孔が規則的に貫通孔として存在しており、この細孔構造に由来して高比表面積を有する。我々はメソポーラ スカーボンを電気二重層キャパシタ(EDLC)の電極として適用し優れたレート特性を見出している 1)。また、金属 触媒作用を利用したメソポーラスカーボンの partial graphitization による EDLC の高容量化を試みている 2)。本研 究では EDLC の高容量化のため Ni 触媒を含有するメソポーラスシリカ(MCM-48)を用いて規則性メソポーラスカ ーボン(CMK-1)を調製し、その EDLC 容量を検討した。 2. 実験 鋳型となるメソポーラスシリカ MCM-48 の調製時に Ni(NO3)2・6H2O を原料混合物に添加し、[Ni]-MCM-48 を得た (Ni 含有量: 0.36 mmol-Ni (g-SiO2)–1)。調製した[Ni]-MCM-48 にシュウ酸のフルフリルアルコール溶液を炭素源とし て浸み込ませ、90ºC で 3 日間重合した。ここで、炭化過程で放出される化学種を TG-MS 測定を行った。その後、減 圧条件下で 600~1000ºC で炭化処理を行った。次いでフッ酸を用いて MCM-48 鋳型を除去し、CMK-1[Ni]_T を得 た(T:炭化処理温度/ºC) 。Ni 触媒を用いない系でも同様の実験を行い、CMK-1_T を調製した。調製した各々の CMK-1 に導電助剤としてアセチレンブラック、粘結剤として polyvinylidene difluoride を 85:5:10 の重量比で混合し、ア ルミ箔に塗布後、直径 12 mm の円形にくり抜き電極とした。対極を活性炭、参照極を Ag、電解液を Et4NBF4 の propylene carbonate 溶液 (1 mol kg–1) とした。電位範囲−1.0~+1.0 V vs. Ag/Ag+で定電流充放電試験を行い、EDLC 容量を算出した。 3. 結果 粉末 X 線回折より、調製した炭素材料はいずれも I4132 構造をもつことがわかった。また TG-MS を用いて炭化挙 動を調べたところ、図 1 のように Ni 触媒の有無により化学種の放出の様子が異なった。Ni 触媒が無い系では 700ºC で H2、450ºC で CO、500ºC で CH4 の放出がそれぞれ見られた。Ni 触媒がある系では新たに 640ºC で CH4 の減少が 確認され、それと同時に H2 と CO の放出が見られた。シリカ中の Ni 種が CH4 で還元された際に H2 と CO が生成し たためこのような挙動を示したと推測している。表 1 に調製した CMK-1 の比表面積と EDLC 容量を示す。 CMK-1_700 と CMK-1[Ni]_700 はほぼ同じような比表面積を有している。しかし、CMK-1_700 の重量比容量が約 27 F g–1 であるのに対し、CMK-1[Ni]_700 では約 97 F g–1 と増加した。CMK-1 を調製する過程で Ni の触媒作用に より 700ºC でも十分に炭化が起こり、調製した炭素材料の電気伝導度が向上し CMK-1[Ni]_700 では容量の増加が見 られたと考えている。 Ni 触媒なし Mass signal 4. 参考文献 1) S. Inagaki et al., Chem Lett., 38, 918 (2009) 2) S. Inagaki et al., Micropor. Mesopor. Mater., 179, 136 (2013) m/z = 2 (H2) m/z = 28 (CO) 5. 謝辞 TG-MS 測定では株式会社リガク、本村和子氏にご協力いただいた。 m/z = 16 (CH4) 0 200 400 600 800 1000 1200 Temperature / ºC 表 1 CMK-1 の比表面積と EDLC 容量 / m2 g–1 CMK-1_600 1682 CMK-1_700 2193 CMK-1_800 2152 CMK-1[Ni]_600 1872 CMK-1[Ni]_700 2153 CMK-1[Ni]_800 a) 電流密度, 2 A g–1 2371 重量比容量 a) / F g–1 面積比容量 Ni 触媒あり a) / μF cm–2 0.20 26.6 109 0.20 97.4 118 <0.02 1.2 5.1 Mass signal 比表面積 m/z = 28 (CO) m/z = 16 (CH4) <0.02 4.5 5.0 m/z = 2 (H2) 0 200 400 600 800 1000 1200 Temperature / ºC 図 1 炭化過程における化学種の放出挙動
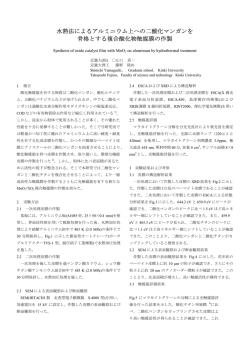
© Copyright 2026 Paperzz