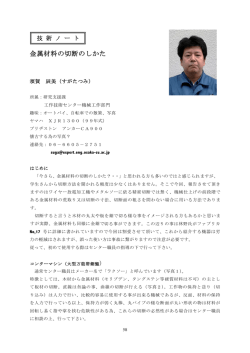
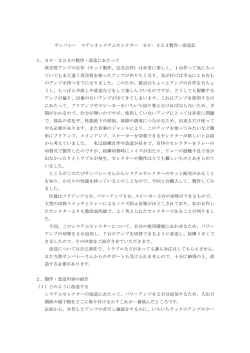
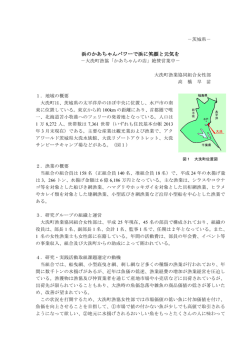
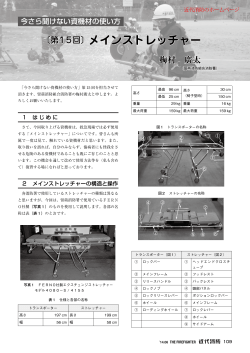
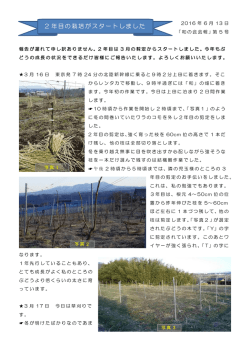
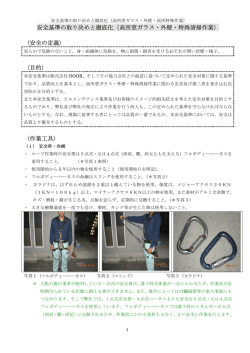
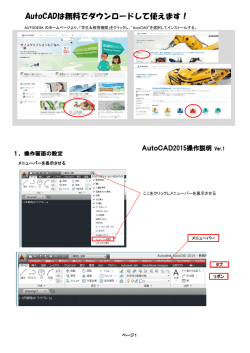
ウェハ・ダイシング装置 操作マニュアル 第2版 2002 年 5 月 東京工業大学 精密工学研究所 真空加工システム室 ※本装置の操作に必要な条件:入室講習を終了していること. その他は特に無し 1 はじめに ダイシングソー(dicing saw,ダイサー,ダイシングマシンも同じ)は,シリコンウェハな どの脆性材料を,高速回転する薄砥石により小片(ダイ:die)に自動的に切断する装置であ る.ウェハを切断する小規模な方法としては,ガラス切り等を用いたスクライビングなども あるが,ウェハを劈開方向によらず,きれいに碁盤目状に切り出す方法としては,ダイシン グソーによる方法が効率的である.真空加工システム室に設置されている装置の中では,も っとも工作機械に近いもので,機械系の学生諸君には馴染みやすい装置と言えるであろう(写 真 1).本マニュアルは,ダイシングソーの初歩的な取り扱いについて述べたもので,1 枚の ウェハをハーフカット(後述)により.碁盤目状に切り目を入れる方法を示している. CRT 流量計 保護カバー 顕微鏡 チャック テーブル キーボード エアノズル 写真 1.装置外観 装置の主な仕様 形式 :DAD321,㈱ディスコ製 最大切断サイズ:φ150mm(4インチウェハ対応) 最大切断厚み :0.5mm 以下(通常のブレードによる,厚もの対応可能) 主軸回転数 :40000rpm ワーク切断速度:0.1∼300mm/sec 電源 :3 相 200V,2.5kVA 質量 :450kg その他 :圧縮空気(0.49Mpa,250L/min),および 切削+冷却水(最大 3.0L/min+1.5L/min)が必要 2 装置の立ち上げ 装置を立ちあげるため,以下の操作を行う. 1.エアを供給するため,壁面のコック(写真2)を下向きに開き,エアが流れる音を確認する (→不調時は機械室のコンプレッサー確認).また,保護カバーを開け,スピンドルの中心 部を指で軽く回転し(外周は刃である!),エアベアリングが効いていることを確認する(写 真3).このとき,刃に欠けが無いかどうかも確認のこと(→欠けがある場合は刃を交換; 後述). 2.バルブをひねって冷却水を流す(写真4).弁の開角は45∼60度程度でよい. 3.本体の裏側にある回転型電源スイッチを,いったんリセット(8 時ごろの位置)に戻した後, オン位置(1 時ごろの位置)にする(写真2). 4.正面右上の電源スイッチを,車のイグニッションキーと同様の動作で入れる(写真5). 5.CRT上にディスコマークが現れ,続いてトップメニューが表示されれば正常に立ち上 げが完了(写真5).なお,写真中の赤色の大きなスイッチ(EMO)は,非常停止スイッ チである.運転中に異常が発生した場合は,このスイッチを押すことにより,装置を緊急 停止することが可能である. 6.チャックテーブルが水平にセットされていることを確認する(通常は,水平になっている はずである).テーブルははめ込み式で,上下面とも水平の基準となるので,傷をつけな いように十分気をつけて取り扱う(写真6). 圧縮空気 バルブ 電源 ブレーカー 写真2.空気バルブとブレーカーの位置 写真3.スピンドル回転の確認 電源スイッチ 水バルブ 非常停止スイッチ 写真4.冷却水バルブの位置 写真5.電源スイッチと初期画面 3 Y Z θ X 写真6.テーブルのセット状況確認 図7.ダイシングソー座標系 これで,装置の立ち上げが完了する. 装置の初期化,切断情報の入力 切断前の下準備として,装置の初期化,Z 軸高さあわせを行う. 1.CRTの一番下にシステム初期化を促すメッセージが表示されるので(写真5),キーボ ードのイニシャライズのキーを押す.なお,装置からのメッセージは常に最下行(以下メ ッセージライン)に表示されるので,これに従って以後の操作を進める. 2.刃先の高さ方向位置を確定するための設定を行う(装置立ち上げ時やブレード交換時に必 須). 1)トップメニューの F5:ブレードメンテ → F3:セットアップ → F1:チャックテー ブルの順にファンクションンキーにより選択し,Enter を押すとスピンドルが回転を始 める. 2)この間,テーブル上の水分をノズル(→キーボードの下に有り)を使って清掃しておく. これはテーブルとブレードの接触を電気的に検出して Z 軸のゼロ点を合わせているた めで,水滴により誤った高さ情報を与えないようにするため必要な操作である.テー ブルが乾燥しているときは不要. 3)定常状態になってから再度 Enter を入力すると,テーブルが移動して,Z 軸の高さあわ せが行われる(40 秒程度).このとき,異常(例えば砥石がテーブルを切り込む等)があ ったら,直ちに非常停止スイッチを押し込む. この後,メッセージラインに従って逐次 Enter を入力し,Exit によりトップメニューに戻 れば,このプロセスは完了である.なお,EXIT キーはパソコン ESC キーと同様で,1 つ前の 命令階層に戻るとき,使用する. 4 切断データの指定とウェハのセット 本装置にはカットに必要なデータは,あらかじめデータファイル(デバイス No.)として登録 されており,通常の切断ではこれを用いる.以下のようなハーフカット(一部切り残しウェハ がつながった状態,切り残し厚み=100μm)の標準的なファイルが用意されている. 001:10mm×10mm の正方形 002:15mm×15mm の正方形 003:20mm×20mm の正方形 011:10mm×12mm の長方形(長辺はオリフラ平行) 012:15mm×17mm の長方形( 〃 ) 013:20mm×22mm の長方形( 〃 ) 1.トップメニューの F4:デバイスデータを選択する.カーソルキーで目的のデバイス(ファ イル)を選び,F10 キーで確定する.この操作は,デバイスファイル番号が分かっていれ ばトップメニューにテンキーで直接入力しても良い. 2.ウェハをユニーバーサルチャックの同心円模様にあわせ,オリフラ(オリエンテーション フラット:ウェハの方位を示した切り欠き部)が手前に来るようにセットする. 3.C/T Vac スイッチをオンしてウェハを真空吸着する.吸着が良好であれば,真空計の針が 緑の領域に入る(写真8). 切断 フルオート(全自動)により,実際に切断を行う. 1.F1 のフルオートキーを押すと,X方向(チャンネル1)の位置合わせを行うようにメッセ ージが出る.X,Y,θ,Slow キーと顕微鏡の右の光スポットを使って,テーブルを左 右に送りながら,オリフラをX軸に平行に設定する(座標系は写真7を参照).切断方向を オリフラに合わせる必要が無い場合は,この操作は不要である.顕微鏡画像は,CRT上 にガイドライン(X軸)とともに表示される.輝度は EMO スイッチ直上の黒いツマミにより, 焦点は顕微鏡下面のツマミにより調整する.なお,Slow キーは押すごとに,高速/低速動 作が切り替わる.index キーはあらかじめ決められた量の間欠送りに使用する.最後に, テーブルのバックラッシュを取るため,UTYY の順にキーを押す. 2.Enter により上記作業を終了すると,チャンネル2(Y方向)の位置合わせを行うように指 示されるが,通常の90度回転で良い場合は,Enter のみ入力する. 3.切削水が流れ,自動でXYのカットが行われる.切削水は流量計のバルブで調節可能で あるが,ブレード,シャワーとも 0.8∼1㍑程度で良い(写真8). 4.カットが終了すると,アラームが鳴るので,ALARM CLR により解除する. 5.エアノズルで水を良く払った後,バキュームチャックを解除し,ウェハをスライドさせ るようにして,またはプラ・ピンセット等により取りはずす.ハーフカットの場合,割れ やすいので注意. 6.Exit でトップメニューに移る.必要に応じてデータの設定,ウェハのセット,切断作業 を繰り返す. 5 流量計 チャックテーブル 真空計 写真8.流量計と真空計 終了操作 1.トップメニューが表示されていて,スピンドルの回転を含め(回っている場合はキーボー ドでスピンドル・オフする),すべての動作が終了していることを確認する. 2.作業面の水分をエアノズル等で除去すると同時に,テーブルまわりを清掃する.このと き,テーブルに傷を付けないように注意! 3.本体右上の電源スイッチをオフする. 4.エアのコックを閉める. 5.冷却水を止める. 6.本体の裏側にある回転型の電源スイッチをオフ位置にする. 刃のメンテナンスについて ダイシングソーの刃が折れている場合,磨耗して刃が短くなっている場合は,交換が必要 である.専用の交換用トルクレンチにより,ブレードの交換を行う(写真9).工具とブレー ドは,床下の段ボール箱に入っている.詳細は,テクニカル・ガイド D-31 ページを参照のこ と. 交換ブレード トルクレンチ 写真9.交換ブレードとトルクレンチ 写真10.ブレード交換作業 6 1.保護カバーをあけて,スピンドル前部についているシャワー用ノズルを,ねじ(← 写真3の右上の大きなもの)を回してはずす. 2.トルクレンチの保持器とスピンドルのカニ目を合わせ,レンチを反時計方向に,保 持器を時計方向に回して固定ナットを緩める(写真10).ブレードの取り付けねじ は,通常と逆ねじであるので,注意! 3.スピンドルを傷つけないよう,ブレードの平行に注意して刃をはずす(→固着してい る場合があるが,この時はドライバの柄などにより軽くブレードを叩いてみる). 4.新ブレードを装着し,トルクレンチにより規定トルクでナットを締めこむ. 5.交換後,慣らし運転(プリカット,および刃先データのメンテ,マニュアル D-191 参照)が必要. FAQ 1.切断パラメータの変更は可能? F4:デバイスデータで,デバイスファイルを編集すれば可能.直交でなく,斜めカッ ト等も OK.なお,ファイルを編集する際は,あらかじめ設定されているファイルは消さ ないように注意し,大きなデバイス番号を用いること. 2.フルカットを行いたい. ウェハを切り残さず,完全に切り離すまでカットする方法をフルカットと呼ぶ.刃が テーブルに接触すれば傷がつくので,シートを介在させる.粘着性のビニールシートに ウェハを接着し,シートをダブルリングではさみこみ(刺繍のリングのように),専用の チャックテーブルにセットする(写真11:装置上のトレーに収納されている).シート の厚さよりも多少小さく(10μm 程度),デバイスファイルの切り残し量をセットし,切 断する.ウェハは完全に切り離されるが,粘着シートにより,薄皮一枚でつながった状 態である.シャワーなどの水量をあわせて調整しないと,水圧でダイが飛んでいく場合 があるので注意!この場合は,ワックスで固定する方法もある. ガラスや光学結晶などの切断に有効であるが,厚さによっては刃もあわせて交換する 必要がある.シートは消耗品なので,必要に応じて購入のこと. チャック テーブル ダブル リング 粘着シート 写真11.フルカット用のチャック用具 7 3.厚い物を切断したい 通常ついている刃は,ハブブレードという取り付け部と刃が一体になったタイプで,刃 の有効長は 0.6mm 程度であり,実質 0.4mm 以下のものしか切断できない(ブレード型番 は NBC-ZH2050-27HEBD,刃厚 30∼35μm,刃長 0.5∼0.6mm である).厚いものを切断する 場合は,別の刃への交換や,取付リングを用いる必要がある.ブレードの詳細は,次の URLによる㈱ディスコ社のHPを参照.http://www.disco.co.jp/jp/index.html 写真12.電鋳ボンド砥石,NBC-ZH シリーズ その他 ・より詳しい操作情報は ・カットデータを編集したい ・メンテ,修理関連の情報は → → → オペレーショナル・マニュアル参照 データメンテナンス・マニュアル参照 テクニカル・ガイド参照 故障かな?というときは → まず,学内担当者に連絡 ダイシングマシンのメンテ会社連絡先 (株)ディスコ・エンジニアリングサービス 東京都品川区東品川3−25−21 電話:03−3472−9181 ファクス:03−3472−8331 ダイシングマシンに必要な消耗品取り扱い (株)南陽 東京支店営業第2課 東京都中央区日本橋茅場町2−5−1 電話:03−3666−8405 ファクス:03−3666−8409 8
© Copyright 2026 Paperzz