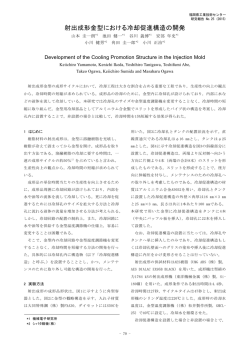
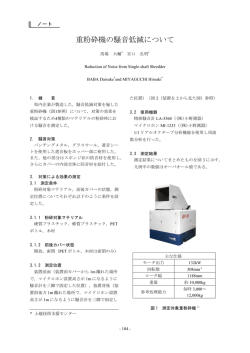
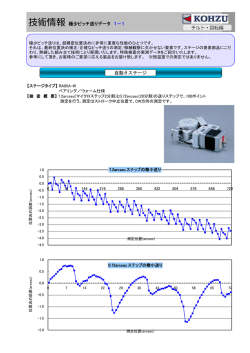
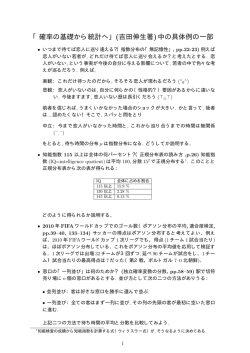
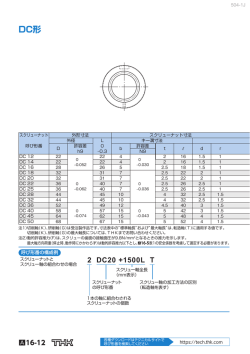
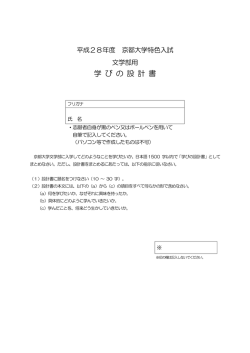
送り真直度誤差の影響を受けない高精度真直度測定方法の検討 久米 達哉、江並 和宏、東 保男、上野 健治 高エネルギー加速器研究機構(KEK) Straightness measurement method not affected by scanning error Tatsuya KUME, Kazuhiro ENAMI, Yasuo HIGASHI, Kenji UENO High Energy Accelerator Research Organization (KEK) 1. 緒言 高精度な真直度基準や干渉計の参照光学面の形状、さらに、X 線や極端紫外線を用いた高性能な分析器や加工機の心臓部とな る光学部品の形状評価など、 測定対象の大きさに対して極めて小 さな分解能や不確かさが要求される形状測定は、 高い分解能の変 位計などを走査して行われることが多い。この際、誤差要因とな る走査誤差や測定器間の感度方向の相対位置ずれ(ゼロ点ずれ) を、繰り返し測定や複数の測定器での同時測定(多点法)などに より分離、除去することで、高精度な形状測定の実現を目指した 検討が行われている。(1)-(3) 我々は、次世代の陽電子・電子衝突型線形加速器の建設に必要 な1km以上の長距離におけるサブmmの精度での真直度評価方 法を確立することを目的として、 測定値が原理的に送り真直度誤 差の影響を受けないことから、 長距離での高精度な真直度測定に 適するものと期待される積分3点法において問題となる、 ゼロ点 ずれに起因する、 放物線状の形状誤差を反転測定により取り除く、 ゼロ点調整法を適用した真直度測定方法に関する検討を行って いる。(4), (5)ここでは、加速器を構成する加速管製造時の真直度評 価と、 測定方法の有効性を検証することを目的として作製した測 定長 1.5m の真直度測定器と、その性能について述べる。 2. 真直度測定器の概要 • 図2. ゼロ点調整法を用いた測定長1.5mの3点法真直度測定器の概要,、 測定長 1.5m を 4mm 間隔で測定した場合の総測定時間は約 50 分であ る 作製した真直度測定器の全体写真と測定ユニットの拡大写真 を図1に、その概要を図2に示す。当該装置では、2組の3点法 変位計を用いたゼロ点調整法を実現するため、 測定範囲 30 mm、 分解能 0.1μm の光学式変位計(キーエンス社製デジタル寸法測 定器 LS-7030)を走査方向に間隔 d=140 mm で3台並べたもの を、 2組対向して配置した計6台の変位計からなる測定ユニット を、 同時に上下方向に走査する。 被測定物は、 回転ステージ上に、 測定方向となる上下方向に鉛直に立てた状態で載せられ、 測定ユ ニットが、上下方向に2往復する間に互いに 90°の位置関係と なる、(0°, 180°)、 (90°, 270°)の2組の背向する2断面形 状を測定する。変位計の走査は、最大走査範囲 1500mm、繰返 し位置決め精度±0.1mm のボールネジと直線スライダからなる 直動機構を用いて行った。これらは 21±0.5℃に空調された室内 に設置され、測定は変位計の出力変動が1μm 未満に安定する、 装置立ち上げ後2~3時間以降に行った。 3. • 図1.ゼロ点調整法を用いた3点法真直度測定器の全体写真(左)と測定 ユニットの拡大写真(右) 装置性能の評価 3.1 変位計測定値の安定性 被測定物として直径約60 mm 長さ1500 mm の旋盤加工され た銅棒材を用い、 測定ユニットを上下動ステージの中間位置に停 止した状態で、 真直度測定器に用いた6台の変位計の電源投入後 10 時間の測定値の安定性を見た。その結果を図3に示す。測定 値は電源投入後2時間程度で安定し、それ以降の変動は、 0.4~1.1µm(2σ)となった。ここで、変位計の繰り返し性(カタログ スペック)は、0.15µm(2σ) である。 0.02 0.015 変位計1 変位計2 変位計3 変位計4 変位計5 変位計6 当該真直度測定器には、 2組の3点法変位計が用いられている ことから、 これら2組の3点法変位計による同一測定断面の導出 形状を比較することで、 ゼロ点調整法によるゼロずれ補正の効果 を評価する。 図6(a)にゼロ点ずれの補正を行わない場合、(b)にゼロ点ずれ の補正を行った場合の、 2組の3点法変位計測定値から導出され た形状を示す。ゼロ点ずれを補正することにより、導出形状の差 が、100µm 程度から、4.5µm(p-v)と小さくなり、ゼロ点ずれの 補正が装置の測定精度向上に有効であることが示される。 -0.01 導出形状[mm] 10:00:00 9:00:00 8:00:00 7:00:00 6:00:00 5:00:00 -0.005 4:00:00 0.1 3:00:00 0 2:00:00 0.2 1:00:00 0.005 0:00:00 変位計出力[mm] 0.01 3.4 ゼロ点ずれの補正効果 0 0 500 1000 1500 1000 1500 -0.1 -0.2 -0.015 -0.3 時間 測定位置[mm] • 図3.測定器上の6 台の変位計の時間安定性、 • (a) 3.2 変位計測定値の繰返し性 0.2 0.1 導出形状[mm] 当該被測定物を、 測定間隔 s=4mm で測定して得られた変位計 測定値の 10 回の繰返し性を図4に示す。6 台の変位計の測定値 には、平均 0.6~1.0µm(2σ)の繰り返し性が見られる。このとき、 10 回の測定に要した総測定時間は、約 10 時間である。 0 0 500 -0.1 -0.2 0.005 変位計1 変位計3 変位計5 測定位置[mm] (b) 0.003 図6.2組の3点法変位計により導出された同一断面の形状、(a).ゼロ点 ずれの補正を行わない場合、(b).ゼロ点ずれの補正を行った場合、ゼロ点 ずれを補正することで、2つの導出形状の一致度が上がっていることがわ かる 0.002 0.001 0 0 500 1000 1500 測定位置[mm] • 図4. 6 台の変位計測定値の繰返し性 • 3.3 装置の送り真直度 装置の送り真直度に繰返し性があるとの仮定の下、 測定値より 導出された、送り真直度相当値を図5に示す。ここでは、異なる 断面形状測定値をもとに得られた導出値に、 断面に依存しない同 様の傾向が見られることから、 導出された送り誤差相当値には繰 返し性があるものと考える。 この値を装置の送り真直度と取り扱 うと、その値は50µm(p-v)程度となる。 送り真直度[mm] 0,180deg断面 3.5 導出形状の確からしさ(繰返し性と再現性) 異なる変位計、および、異なる形状導出方法で得られた形状間 の一致度を用いて、導出形状の確からしさを評価した。当該測定 器では、用いた6台の変位計測定値を用いることで、3 組の反転 法と2組の3点法による形状導出が可能となる。 図7にそれぞれ の変位計の組、それぞれの導出方法により得られた形状を示す。 図 8 に、図7の導出形状について、10 回の繰り返し測定を行 った場合に得られる導出形状の偶然誤差のみを考慮した繰返し 性と、系統誤差を考慮した再現性を示す。これらの結果から、導 出形状の繰返し性と再現性は、それぞれ、1µm(2σ)、6µm(2σ) と評価される。 反転法-(1,2) 3点法-(1,3,5) 90,270deg断面 0.01 0.1 0 0.05 -0.01 0 500 1000 -0.02 -0.03 -0.04 1500 形状/送り誤差[mm] 標準偏差[mm] 0.004 -0.3 変位計2 変位計4 変位計6 反転法-(3,4) 3点法-(2,4,6) 反転法-(5,6) 送り真直度誤差 0 0 500 1000 1500 -0.05 -0.1 -0.15 測定位置[mm] -0.05 測定位置[mm] • 図5. 装置の送り真直度(相当値) 図7.3組の反転法、および、2組の3点法で得られた同一断面の導出形 状、凡例にある数字は、形状導出に用いた変位計を示す 再現性 繰返し性 0.003 標準偏差[mm] 0.0025 0.002 0.0015 0.001 0.0005 0 0 500 1000 1500 測定位置[mm] 図8.図7に示された3組の反転法、および、2組の3点法で得られた同 一断面の 10 回の繰り返し測定結果から得られた導出形状間の繰返し性と 再現性 図8の再現性に見られる 2~3µm(σ)程度のピークは、形状導出 方法の持つ周波数特性の違いによるものと考えられ、 積分3点法 の持つローパス特性を考慮することで、 より小さくすることが可 能と考えられる。 4. 結言 次世代の陽電子・電子衝突型線形加速器の建設に必要な長距離、 高精度での真直度評価方法を確立することを目指し、 加速管製造 時の真直度評価と、 測定方法の有効性の検証することを目的とし た測定長 1.5m の真直度測定器を作成し、その装置性能を評価し た。 その結果、装置の測定時の送り真直度には 50µm(p-v)程度の誤 差が見られたが、異なる変位計、および、異なる形状導出方法で 得られた形状間の一致度を用いて、 導出形状の確からしさを評価 した結果、繰返し性を考慮した場合において、1µm(2σ)程度、系 統誤差を考慮した場合において、6µm(2σ)程度の真直度評価が可 能と考えられる。 これらは、加速管製造時の真直度評価を行うために、十分な性 能であるが、測定システムの周波数伝達特性を考慮し、形状導出 方法による系統誤差を小さくすることで、 現在得られている偶然 誤差である 1µm(2σ)程度まで、導出形状の確からしさを向上で きるものと期待される 文献 (1). 陳, 「走査型真直度及び直角度測定法と不確かさ評価に関す る研究」, 平成 18 年度東京大学博士論文. (2). C. Elster, et. al., “Coupled distance sensor system for high-accuracy topography measurement: Accounting for scanning stage and systematic sensor errors”, Precision Eng., 30, 2006, 32-38. (3). W. Gao, J. Yokoyama and S. Kiyono, “Straightness Measurement of Cylinder by Multi-Probe Method”, Precision Eng., 26-3, 2002, 279-288. (4).久米, 江並, 東, 上野, 「複数の変位計を用いた形状測定にお ける変位計校正の効果」 、第 8 回高エネ研メカワークショップ, MW07-P18, 2007. (5).久米, 江並, 東, 上野, 「3点法を用いた形状測定におけるゼ ロ点ずれ校正値の変動」 、 2008 年度精密工学会春季全国大会講演 予稿集, F36.
© Copyright 2026 Paperzz