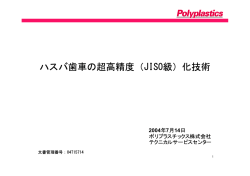
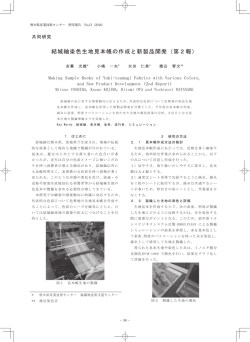
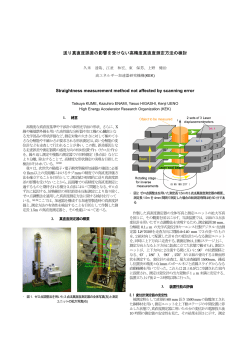
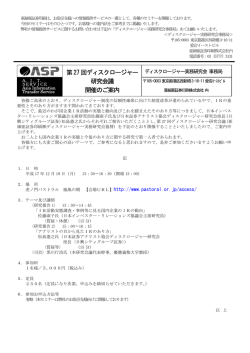
福岡県工業技術センター 研究報告 No.25 (2015) 射出成形金型における冷却促進構造の開発 山本 圭一朗 *1 池田 健一 *1 小川 健男 *2 谷川 義博 *1 角田 圭一郎 *2 安部 年史 *1 小川 正治 *2 Development of the Cooling Promotion Structure in the Injection Mold Keiichiro Yamamoto, Kenichi Ikeda, Yoshihiro Tanigawa, Toshifumi Abe, Takeo Ogawa, Keiichiro Sumida and Masaharu Ogawa 射出成形金型の成形サイクルにおいて,冷却工程は大きな割合を占める重要な工程であり,生産性の向上の観点 から,冷却時間の短縮が求められている。成形品の冷却のために,金型内に冷却孔が設けられており,内部に水な どの液体を流して冷却している。本研究では冷却孔のサイズや金型温度調節機を変更することなく,冷却時間の短 縮に取り組んだ。金型用冷却部品としてアルミニウム合金製でスリットを形成したパイプ状の構造を考案し,冷却 孔内に設置することで,非設置の場合と比較して,冷却時間を15%短縮する効果が得られた。 1 はじめに 用いた。図3に冷却孔とタンクの配置状況を示す。直 樹脂材料の射出成形は,金型に溶融樹脂を充填し, 線貫通穴である冷却孔はφ16 mmとし,タンクはφ25 樹脂が冷えて固まってから金型を開け,成形品を取り mmとした。図4に示す冷却促進構造を図3の斜線部分に 出す方法である。溶融樹脂の冷却に要する時間は,一 設置した。冷却促進構造は,両端より反対側へ向かう 1) を占めていると言われ, 方向に片側より4本(両端の合計8本)のスリットを形 生産性向上の観点から,冷却時間の短縮が求められて 成したものである。スリットを形成することで,径方 いる。 向に伸縮性を付与し,メンテナンスのための冷却孔へ 連の成形サイクルの約50% 成形品の単位時間当たりの生産性を向上させるため の取り外しを考慮したものである。冷却促進構造の材 に,成形品周囲に冷却回路が設けられており,内部を 質はアルミニウム合金A5052を用い,冷却孔とタンク 水や油等の流体を流して冷却している。更に冷却を促 に設置した冷却促進構造の外径×肉厚は16 mm×3 mm 進するためには冷却孔のサイズを拡大する方法と冷却 と25 mm×3 mm,長さは共に1本あたり100 mmである。 孔に流れる液体の流量を増加させる方法が考えられる。 本研究で用いた金型に冷却促進構造をタンクに4本 しかし,冷却回路の配置の制約上,また,冷却回路に (中央にバッフル板を挿入),冷却孔に22本を挿入し 水や油等を供給する金型温度調節機の仕様上,容易に て設置した。 変更することは困難である。 なお,冷却促進構造の設置に当たっては,冷却孔や そこで,金型内の冷却回路や金型温度調節機を変更 タンクへ単に挿入したのみであり,冷却促進構造もし することなく,冷却時間を短縮する方法の開発を行っ くは冷却孔壁面へのグリスの塗布や挿入後に冷却促進 た。具体的には冷却孔内に構造物(以下「冷却促進構 構造に内圧をかけ変形させることは行っていない。 造」と呼ぶ。)を設置することとし,かつ,メンテナ 射出成形の供試材料はAES樹脂(UMG ABS(株)製, ンスのために取り外し可能な構造の開発を行った。 AES DIALAC EX95B BLACK)を用いた。成形機は型締め 力1764 kNの射出成形機(東洋機械金属(株)製,Si- 2 実験方法 180Ⅲ)を用いた。成形条件である射出時間は4.4秒, 射出成形の成形品形状は,図1に示すように角型容 冷却時間は27秒,サイクルタイムは47秒とし,射出成 器とした。図2に金型の概略構造を示す。入れ子材質 形機のシリンダ温度は220℃とした。成形時の冷却水 は大同特殊鋼(株)製PXA30,ダイセットにはS50Cを 温度は,金型温度調節機((株)松井製作所製,GMCL25)で40℃に設定し,冷却水を循環させた。 *1 機械電子研究所 冷却促進構造を設置した場合と非設置の場合とで, *2 シバタ精機(株) - 70 - 福岡県工業技術センター 研究報告 No.25 (2015) 30ショットずつ成形を行い,成形時の温度測定を行っ た。測定には温度センサ(KISTLER社製,6192B)を用 い,測定位置は図1の①~④の位置の4点とし,金型コ ア側表面にセンサー先端を設置し,樹脂と金型の接触 面の温度を測定した。 図4 冷却促進構造の概観 3 実験結果と考察 冷却促進構造を設置した場合と非設置の場合での30 ショット時の温度測定結果を図5(a)~(d)に示す。 図1の測定位置①での測定結果は図5(a),測定位置② での測定結果は図5(b),測定位置③での測定結果は図 図1 成形品の形状及び温度測定位置(①~④) 5(c),測定位置④での測定結果は図5(d)である。冷却 促進構造を設置することで,非設置に比べ成形時の温 度が低下した。冷却促進構造の設置による冷却時間の 短縮効果を算出する上では,測定点中で最も温度の高 150 い箇所にて成形品の冷却時間が決定されると仮定し, 100 評価には測定位置②及び③のデータを用いた。 図2 金型内の概略構造 図5(a) 成形時の温度測定結果(位置①) 図5(b) 成形時の温度測定結果(位置②) φ16 冷却孔 冷却孔 図3 φ25 φ25 φ16 タンク 冷却促進構造の配置状況(斜線部に配置) - 71 - 福岡県工業技術センター 研究報告 No.25 (2015) 却促進構造の材質をアルミニウム合金とすることで, 金型よりも熱抵抗が小さいために,単に冷却孔を小径 化する場合よりも伝熱量は増加する。つまり,今回開 発した冷却促進構造は,冷却孔の小径化のように熱伝 達を上昇させる効果と,金型よりも熱抵抗が小さい材 料を用いたことで,小径化した場合の表面積よりも見 かけ上,表面積を拡大させる効果がある。また,伸縮 性を付与するためにスリットを形成したが,これによ り表面積を拡大する効果がある。これらの効果により, 冷却孔壁面での伝熱量が増加し、冷却促進構造の非設 図5(c) 成形時の温度測定結果(位置③) 置の場合よりも冷却時間の短縮が図られたと考える。 金型 金型 冷却促進構造 金型 熱伝達の 上昇方法 冷却孔 冷却孔 冷却孔の小径化 図6 冷却孔 冷却促進構造の設置 冷却水の熱伝達を上昇させる方法 4 まとめ 射出成形金型用冷却部品としてアルミニウム合金製 でスリットを形成したパイプ状の構造を考案し,冷却 図5(d) 成形時の温度測定結果(位置④) 孔内に設置することで,非設置の場合と比較して,冷 却時間を15%短縮する効果が得られた。 冷却終了時点(31.4秒)での温度を基準として,冷 却促進構造を設置した場合の冷却時間短縮効果を算出 5 参考文献 すると,測定位置②,③とも4秒となった。冷却時間 1) 青 葉 堯 : 射 出 成 形 金 型 設 計 ・ 製 造 ツ ボ と コ ツ , が27秒であることから,15%の冷却時間の短縮効果が p.189,日刊工業新聞社 (2008) 得られた。 2) 日本機会学会編著:伝熱工学資料改訂第 5 版, 冷却時間を短縮する方法として、冷却孔を流れる冷 p.166,日本機会学会 (2009) 2) 却水の熱伝達を上昇させることが考えられる 。金型 温度調節機の仕様を変更することなく、冷却水の熱伝 達を上昇させる方法として,図6に示すように,冷却 孔を小径化する方法と開発した冷却促進構造を設置す る方法が考えられる。冷却孔を小径化する場合は,冷 却水の流速が上昇し,冷却孔の伝熱量に寄与する単位 面積あたりの熱伝達は増加する一方で,表面積は減少 することとなる。 もうひとつの方法である冷却孔内に冷却促進構造を 設置する方法でも,冷却水の流速が上昇し,冷却水の 熱伝達係数が上昇する一方で,冷却促進構造の設置に より,冷却水との接触表面積は減少する。しかし,冷 - 72 -
© Copyright 2026 Paperzz