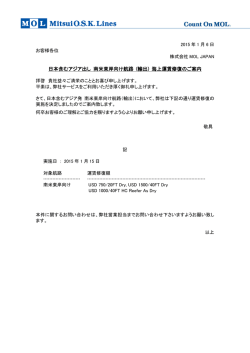
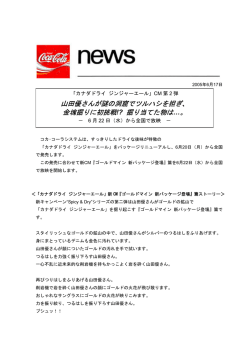
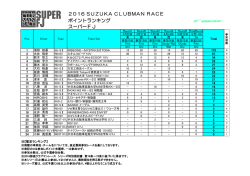
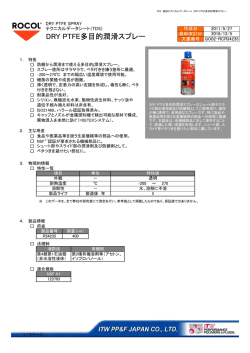
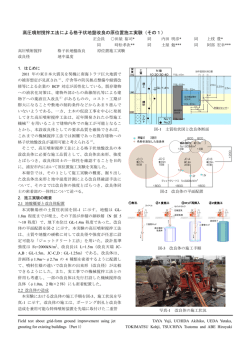
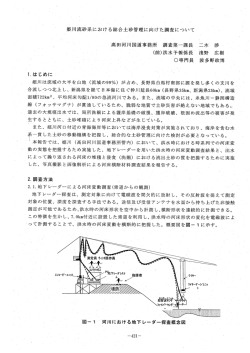
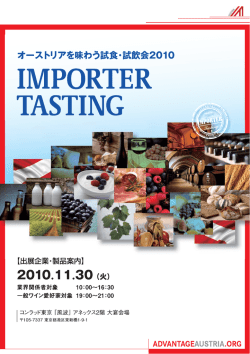
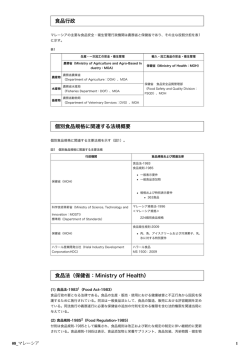
5.1.2 汚泥熱分解 5.1.2.1 原理 有機物は熱的に不安定であり、無酸素雰囲気あるいは低酸素濃度雰囲気の下で加熱すると、①主に 水素、メタン、一酸化炭素、二酸化炭素を含んだガス(気体) 、②酢酸、アセトン、メタノールなどを 含んだタールや油(液体) 、③ほとんど純粋な炭素と灰分とからなるチャー(固体)に分けられる。こ の現象を熱分解といい、セルロース(C6H10O5)の熱分解反応については、液体成分を C6H8O で示した式 (1)で表されている。 3(C6H10O5) → 8H2O+2CO+2CO2+CH4+H2+C6H8O+7C.......................... (1) 熱分解において、①に焦点を当てたものがガス化、②に焦点を当てたものが油化、③に焦点を当て たものが炭化である。一般に、熱分解温度が上昇すると、液体成分や固体成分が減少してガス成分が 増加する。 5.1.2.2 設備構成概要 汚泥を熱分解炉に導入し、無酸素又は低酸素状態の高温還元性雰囲気において熱分解すると、熱分 解ガスと熱分解チャーに分離する。熱分解炉としては、廃棄物ガス化溶融炉、石炭ガス化炉、ロータ リーキルン式熱分解炉(外部加熱式熱分解炉)又はー括投入型熱分解炉(自燃式熱分解炉)の燃焼炉 又は焼成炉が一般に使用されている。 熱分解ガスは改質炉で高分子量のガスから可燃分として水素、一酸化炭素、メタンより構成される 改質ガスとなる。その後、洗浄・浄化装置で塩素分、硫黄分、重金属等の有害微量成分を取り除かれ て燃料ガスとされる。 熱分解ガス 改質炉 汚泥 熱分解炉 洗浄・浄化装置 熱分解チャー ガス発電等利用 スラグ等の再資源化 図 5.1.2.1 汚泥熱分解のフローの例 5.1.2.3 一般的な特徴 熱分解は嫌気性消化のように細菌による生物分解を利用するのではなく、化学的な分解である。 また、熱分解は焼却とも異なった技術であり、可燃性の固体を希薄酸素状態で熱分解して CO、H2、 メタン等の可燃性燃料ガスを取り出す技術である。すなわち、焼却炉のように多量の空気を送り込む のではなく、炉内を高温・希薄酸素の雰囲気にして熱分解処理を行うため還元雰囲気となり、ダイオ キシン類が発生しにくいという特徴がある。 熱分解によって得られたガス及びチャーは次に示す用途で有効利用される。 ①熱分解ガス 洗浄・浄化された後冷却した熱分解ガスは、比較的良質の燃料ガスとしてガスエンジンやガスタ ービン等の内燃機関等に供給され、発電燃料として有効利用される。 ②熱分解チャー 熱分解チャーはスラグ等として再資源化される。 - 62 - 5.1.2.4 事業事例 5.1.2.4.1 民間企業の実証実験 利 用 下水汚泥 技 術 <状 況> 特 徴 下水汚泥有機物のガス化、脱水汚泥ガス化による減量化 下水汚泥ガス化発電 生成ガスによる発電(ガスエンジン) 、廃熱利用による乾燥 システム 場 内 場 外 <実証実験> 総エネルギー エネルギー当り 維持管理費 供用時期 事業費 又は施設規模 事業費 (H16,17,18)千円 H16 年度 下水汚泥処理量 15t/日 − − − ∼H20 年度 (200∼260kW) 効 果 費用補助制度 コスト削減、温室効果ガス削減 バイオマス等未活用エネルギー実証試験事業(NEDO) (1)はじめに 下水汚泥部分燃焼ガス化による汚泥の処理、汚泥保有エネルギー利用の実証試験例を紹介する。 本試験は、埼玉県中川水循環センターにおいて、同センターで発生する下水汚泥の一部を原料とし 下水汚泥処理量 15t/day 規模の実証試験設備により平成 16 年度から平成 20 年度末まで行っている。 (2)試験目的 下水処理場のエネルギー使用に伴う「CO2増加」と「コスト増加」を軽減させるため、バイオマス 資源である下水汚泥エネルギーを効果的に取出し、利用する技術の開発を目標とする。 現在、下水汚泥エネルギーの再利用方法は、固形状態のまま利用する RDF 化や消化ガス化などが ある。RDF 化においては、燃料に至るまでに要するトータルエネルギーの課題、消化ガス化において は、既存処理場への設置の難易性やエネルギー転換効率も課題となっている。 本試験は、こうした背景から「下水汚泥有機物のガス化」技術ならびにガス化発電システムの組み 合わせによる「脱水汚泥ガス化による減量化」 、 「生成ガスによる発電」 、 「廃熱利用による乾燥」まで を一体として捉えた、 未利用エネルギーの活用による下水汚泥利用システムの高効率化を目的とする。 下水汚泥ガス化発電システムの概略を図 5.1.2.2 に示す。下水汚泥の脱水ケーキはガス化炉や発電 設備からの廃熱を利用することにより乾燥される。乾燥された汚泥は循環流動層方式のガス化炉に投 入され、ガス化される。発生したガス化ガスは高温下で灰分・タール分を除去する高温集塵設備・タ ール除去設備を通過後、熱回収設備において顕熱回収され、除塵・不純物質除去等の精製処理設備に 入る。精製されたガス化ガスは都市ガスと混合され発電設備に供給され、発電用の燃料として使用さ れる。このシステムでは、ガス化炉および発電機の廃熱を下水汚泥の乾燥に利用するため、廃熱を無 駄なく利用可能な非常に総合効率の高いシステムの構築が可能となる。バイオマス由来の CO2 は排出 量としてはカウントされないため、バイオマスの保有するエネルギーを有効に利用し、廃熱を効率的 に利用する本システムは、発電における CO2 原単位を大幅に削減できる。さらに本システムでは還元 雰囲気でガス化を行うため、 焼却処分に比べ温室効果ガスである N2O の発生を大幅に抑制することが 可能である。 - 63 - 図 5.1.2.2 下水汚泥ガス化発電システムの概略 (3)試験概要 1)研究スキーム 本研究は、東京ガス(株)が独立行政法人新エネルギー・産業技術総合開発機構(NEDO)の「バ イオマス等未活用エネルギー実証試験事業」の採択を受けて、埼玉県及び財団法人埼玉県下水道公 社の協力により「下水汚泥を用いたガス化発電システムの開発に関する共同研究」として実施して いる。 2)設備概要 実証試験設備の仕様を表 5.1.2.1、外観及びフローを写真 5.1.2.1、図 5.1.2.3 に示す。 本試験設備は、水循環センターから日量 15t(定格負荷時)の脱水ケーキを受入れ、発電設備の 廃熱及びガス化設備の余熱を利用した蒸気乾燥機にて水分 78%から 20%程度まで乾燥する。乾燥し た汚泥はサイロに貯留後、供給設備にて定量的にかつシールしながら循環流動床式ガス化炉(CFB ガス化炉)へ供給される。ガス化炉は耐火断熱構造で、空気及び蒸気により 850∼900℃に昇温し、 乾燥汚泥をガス化する。その後、耐火断熱構造の高温集塵設備(セラミックフィルター)にて除塵 し、750℃∼850℃に保たれたタール分解設備にて触媒によるタールの分解・除去を行う。さらに、 空気予熱器にてガス化空気を 400℃まで予熱し、ボイラ設備にて熱回収を行う。発生した蒸気は、 一部をガス化用に使用し、残りは汚泥乾燥用蒸気として利用する。ガス化ガスは、低温集塵設備で 除塵後、減温塔、酸洗浄塔、アルカリ洗浄塔からなる湿式ガス精製設備にて有害微成分が除去され る。精製されたガス化ガスは、最終的には都市ガスと混合し除湿装置等を経てガスエンジンに投入 される。なお、使用したガスエンジンの出力は、都市ガス専焼時に最大 260kW、ガス化ガス混焼 時は 200~260kW である。 表 5.1.2.1 実証試験設備の仕様 ガス化炉 燃料 燃料処理量 発電容量 乾燥設備 ガス精製設備 発電設備 循環流動床式ガス化炉 下水汚泥 15t/day 200kW(ガス化ガス専焼時) 伝導伝熱方式 高温集塵設備(CF)+低温集塵設備(BF) 熱回収設備+タール分解設備(触媒充満式)+湿式ガス洗浄設備 ガスエンジン(GE イエンバッハ製 JMS208) - 64 - 写真 5.1.2.1 実証試験プラント外観 図 5.1.2.3 実証試験設備フロー図 3)試験状況 ①ガス化試験条件 本試験における試験条件を表 5.1.2.2 に示す。CFB ガス化炉における流動媒体はドロマイト、 ガス化剤として 400℃に加熱した空気及び飽和蒸気を用いた。空気比は 0.3∼0.4 程度である。ま た、ガス化炉温度は 850℃∼900℃である。この条件にて、ガス化炉運転の安定性、ガス特性等 を把握するため、10 日間∼30 日間の連続運転を実施した。また、その期間を利用してガスエン ジンのガス化ガスと都市ガスの混焼運転試験も実施した。 - 65 - 表 5.1.2.2 試験条件 ガス化炉内温度 850℃∼900℃ 乾燥汚泥投入量 140∼160kg/h 乾燥汚泥発熱量 18∼20kJ/kg・ds 空気比 0.3∼0.4 投入空気温度 400℃ 図 5.1.2.4 ガス化炉温度トレンド ②ガス化試験結果 H17 年 5 月より運転を開始し、H19 年 3 月までに延べ 1,800 時間のガス化運転を実施し、780t の下水汚泥の処理を行った。また、これまでの最長の連続ガス化時間は 530 時間である。 図 5.1.2.4 に部分燃焼ガス化時における炉内温度の経時変化を示す。ガス化時の炉内温度は 850℃ ∼900℃で安定しており、また温度分布も非常に小さく、安定運転が可能であることを確認した。 このときのガス化炉出口のガス性状及びそれにより計算した発熱量、炭素転換率、冷ガス効率を表 5.1.2.3 に示す。冷ガス効率は最大 65%、炭素転換効率は最大 95%と、ともに高い値を示すことを 確認した。 表 5.1.2.3 ガス化性能 ガス組成 H2 CO CH4 C2H4 C2H6 CO2 N2 総発熱量 冷ガス効率 炭素転換率 9 – 12 %dry 7 – 9 %dry 3 – 4 %dry 1 – 2 %dry 0.1 – 0.2 %dry 14 – 16 %dry 57 – 60 %dry 4.2 – 5.0 MJ/Nm3 55 – 62 % 81 – 94 % - 66 - ③ガスエンジンの混焼試験結果 本試験では、ガス化連続運転期間を利用して、ガスエンジンの運転試験も併せて実施した。その 際、都市ガスとガス化ガスを混合し、その混焼率を熱量ベースで 19.5%、38.8%、45.9%と変動さ せて出力 200kW でエンジンの運転を行った。その結果、表 5.1.2.4 に示すとおり、混焼運転時の発 電効率は 37%∼38%程度と非常に高い値であり、安定した発電運転が可能であることを確認した。 また、低負荷ではあるものの、ガス化ガス専焼時においても安定した発電が可能なことが確認でき た。 表 5.1.2.4 ガスエンジン発電試験結果(200kW) ④ガス化ガス中の不要成分処理 ガス化ガス中には微量の不要成分が含まれており、これらはガスエンジンに悪影響を及ぼすこと が懸念されるため、ガス精製設備において除去する必要がある。表 5.1.2.5 にガス精製設備の不要 成分除去性能を示す。ガス化ガス中の不要成分は、ガス精製設備により 90∼99%除去されているこ とが確認された。 表 5.1.2.5 ガス精製設備の不要成分除去性能 ⑤ガス化残渣の特性 表 5.1.2.6 に汚泥ガス化残渣(CF 灰)の溶出試験の結果を示す。いずれの値も埋め立て基準値を 下回っており、残渣の組成、溶出元素ともに問題ないことが確認された。また灰中のダイオキシン 類濃度に関しても問題がないことが確認されている。 - 67 - 表 5.1.2.6 ガス化残渣の溶出試験結果 ⑥プラント廃水の特性 表 5.1.2.7 に本実証プラント廃水の分析結果を示した。プラントは下水処理場敷地内に設置され るものであるが、参考値として、公共下水道への放流基準である下水排除基準値もあわせて示した。 水銀、アンモニア及び窒素含有量を除いた項目で参考の基準値を下回った。 表 5.1.2.7 廃水中の不要成分濃度 - 68 - (4)導入効果 下水汚泥の処理とエネルギー回収、利用を同時に達成できるシステムの確立を目的として、脱水汚 泥ベースで 15t/day の実スケールの前段階である実証スケール規模の運転実績が蓄積された。その中 で、以下のような結果が得られている。 ・安定したガス化運転(炉内温度及びガス化ガス組成) ・冷ガス効率 65%達成 ・ガスエンジン発電効率 38.1%達成 ・ガス化残渣は埋め立て基準をクリア ・これにより汚泥処理と同時に汚泥保有エネルギーの約 25%を電気エネルギーに変換可能 ・ガス化ガスを利用したガスエンジンの運転実績 ・都市ガス混焼の有効性の確認 (5)今後の課題、展望 今後は、100 日程度の連続運転を行い、更なる安定性、信頼性を向上させるためのデータを蓄積し、 本研究の成果が活かされるよう検証を進めていく。 また、ガス化ガス洗浄廃水中の不要成分のさらなる低減除去の検討、ガス化残渣の増加抑制に関す る検討を継続し、最終的に実規模処理場における本システム導入効果の検討を行う予定である。 - 69 -
© Copyright 2026 Paperzz