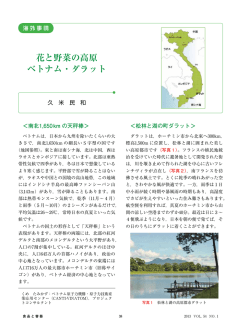
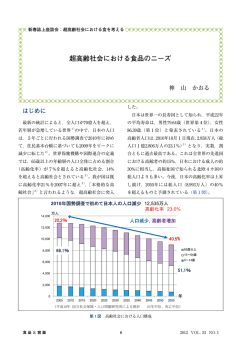
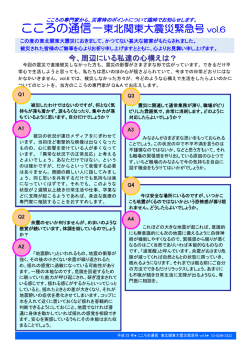
「キンセンフエダイの群れ」 シミラン(タイ) KT 【CONTENTS】 随 想 「森に遊ぶ」 …………………………………………………………… <渡邉丈夫>… 726 シリーズ解説 果実とその加工品の話(第26回) 果実の加工(2) ―ワインおよびスパークリングワインの製造― <恩田 匠,辻 政雄>… 728 シリーズ解説 日本の伝統食品(第20回) 黒はんぺん ……………………………………………………………… <阿部周司>… 736 一刻者の独り言 第4回: 究極の技術経営(MOT)−知的財産権に立脚した戦略的技術経営− ………………………………………………………………………… <岩元睦夫>… 742 「海外に見る容器包装最新事情」(第8回) ―パッケージが消費者とブランドとをリアルタイムに繋ぐ手段となる(1)― ………………………………………………………………………… <有田俊雄>… 744 海外技術・マーケット情報 2014年デュポンダイヤモンド賞&ゴールド賞受賞製品………………………………748 「次のオレンジジュース」を目指す“Vita Coco”………………………………………………751 消費者に支持されるお茶の健康効能………………………………………………………755 食品の安全を守るマネジメントツール……………………………………………………758 食品の酸性度についての基礎………………………………………………………………761 商品化されている非加熱低温殺菌システム…………………………………………………764 幼 児 期 の 肥 満 教 育 ……………………………………………………………………………767 風水樹花徒然記☆18:多雪地の自然と暮らし ……………………………… <大場秀章>… 768 業界トピックス:20,30 代女性へのアプローチで市場開拓∼日用品・化粧品に見る新たな価値の提案∼…771 特別解説:お茶の香りは茎に多かった ∼棒茶の香り成分の解明∼ ……………………………………………… <笹木哲也・道畠俊英・榎本俊樹>… 772 技術用語解説:酸素透過性,気体透過性,水蒸気透過性…………………………………… 776 新製品紹介:ワンランク上の紙コップ 「PREMIUMTM」(プレミアム)………………… 777 業界の話題………………………………………………………………………………………… 778 今月の統計………………………………………………………………………………………… 782 最近の技術雑誌から……………………………………………………………………………… 784 野菜・果物を巡って(第七十二話・最終回)和食文化(行事食)と野菜 <吉田企世子>… 789 第55巻(2014年)総目次 ………………………………………………………………………巻末 缶詰技術研究会 http://kangiken.net/ 表紙デザイン 大原 菜桜子 •• 随 随想 想 •••••••••••••••••••••••••••••••••••• 「森に遊ぶ」 わた なべ たけ お 渡 邉 丈 夫 (弁理士 森林インストラクター) •••••••••••••••••••••••••••••••••••••••••••• ★若い頃から登山やハイキングに親しんできた。 できるものの,なかなか実感できるものではない。 高きを目指すことに喜びもあったが,年金受給年 一方,森の緑は目に優しく,また清涼な空気は心 齢になると,高きよりも,山の麓に目が行くよう 身を癒やしてくれる。そればかりでなく,山菜や になる。体力が劣ったことよりも,麓から頂に到 キノコを恵んでくれるし,野鳥のさえずりは,生 る「山」そのものに,興味と言うよりも愛おしさ きていることの喜びを歌っているようにも聞こえ のようなものを感じるからかも知れない。あるい る。森に入って目にし,手で触り,耳で聞く森の は昨今の「自然保護」,「自然回帰」の風潮による 息吹は,森と言う自然の中に身を置くことにより ものかも知れない。 実感できる森の恩恵と言っていい。 ★日本の中部山岳地帯では,標高2500m 付近 ★森に行けば,木々や草花が目に入る。日本の が森林限界である。幸いなことに日本は温暖で湿 森の多くは,戦後の拡大造林によって植林された 潤な気候に恵まれ,殆どの山が森林限界まで「森 人工林が殆どであり,スギやヒノキ,カラマツな 林」を携えている。そして,国土の多くが山岳地 どの木材とされる樹種が多い。人工林は,人為的 帯であるために,国土に対する森林の割合は, に作られたものであるから,維持のための枝打ち 68%程度と言われている。世界的に見ても森林 や間伐などの施業を人為的に行う必要がある。し の多い国である。話がそれるが,後期旧石器時代 かしながら,輸入材に押されて国産材の需要が落 の遺跡から刃部付近だけを研磨した特殊な石器が ち込み,間伐の費用をも回収できないなど,森が 見つかっており,森林資源の活用に適した列島独 荒れ始めていると言われて久しい。林業も農水産 自の石器であろうとされ,日本列島に森林が豊か 業と同様に一次産業であり,その維持や保護の必 であることは石器時代から続くことである。 要性は,農業と同様とも思えるが,なかなかそう ★「森とは,樹木が優占した植物群落であり, はならない。50年ぶりに東京の奥多摩の低山を そこに様々な動物や微生物が関連し合いながら生 歩いたところ,中学生時代に歩いた時に植林され 活している生物社会である」(森林生態学,藤森 たスギの大木が伐採されているものの,運び出さ 隆郎著。全国林業改良普及協会刊)とされている。 その「動物」の中に人間が入るか,入らないかは 定かではないが,人間が「森」から様々な恩恵を 受けていることは明らかである。 ★我々人間に与えてくれる森の恩恵は,実に多 様である。その全てを実感できるわけではなく, 例えば,日々何気なく使っている「水」は,森の 保水能力に多くを負っている。また近海の豊かな 漁場は,森から運ばれる養分によって維持されて いる。このような恩恵は,知識として得ることが 食品と容器 726 2014 VOL. 55 NO. 12 れずに放置されている光景を目にした。中学生時 代に山道を歩かずに,植林した斜面を歩いた我々 きこり を,「苗木が折れる」と上の方から怒鳴った樵 さ んはどんな思いであったのだろうか。 ★やはり森で美しいと思えるのは,広葉樹の混 ざった森である。春に若葉の薄緑が輝き,夏には 濃い緑に染まり,秋には紅葉(黄葉)に彩ってく れる。色づき方は木によって異なっており,黄色 に色づく木が,赤く色づく木より多いように思え る。いずれも冬支度のために葉が幹から遮断され ることにより起こる変化である。落ち葉が積もっ 受け継がれていないので,食べ方が徐々に判らな た森の小路は,絨毯の上を歩くように心地よく, くなっており,また食べることのできる野草が忘 また葉を落とした枝の間から暖かい陽が降り注ぎ, れ去られつつある。特にキノコ類は,名前が付け 小春日和の森は,何ともすがすがしい。楽しみは られ,あるいは名前が判っているものの方が少な それだけではない。葉を落とした小枝や幹には, く,また一見して同定できるほど生やさしいもの 「葉痕」が残る。葉痕は葉が離れた痕だが,養分 ではない。キノコを覚え,また採取したキノコを や水分の通り道である維管束の痕も残る。その維 食する時は,経験豊富な人に頼るしかない。キノ 管束の痕が上手い具合に間隔をあけた点となるの コ狩りを主催できる人が減り,その機会が減ると, で,葉痕が人や猿,羊などの顔のように見える。 また一つ,森の楽しみが失われる。 サワグルミの葉痕は,差し詰め,猿あるいはコア ★キノコはやはりマツタケである。残念ながら, ラの顔の様であり,ハリエンジュの葉痕は,羊の ここ数年,本物のマツタケを口にしていない。森 顔の様である。ルーペを持って森に入れば,普段 が荒れて採れなくなり,手の届かないほど高値に は目にしない不思議な世界が見える。 なったからである。マツタケは,有機物を分解し ★林床を形作っている草花は,多くは,派手さ て養分をアカマツに与え,アカマツから水分をも に欠ける。見方を変えれば,「自然」の一面であ らっている。したがって,腐葉土の発達した土壌 る慎ましさがある。カタクリやヒトリシズカ等々, では,アカマツはマツタケの力を借りずに養分を ゆっくり見れば,一つ一つがかわいらしい。森の 得ることができ,マツタケが生育する余地がなく 中を少し高く登れば,ダイモンジソウなど更に なる。すなわち,松林の林床から広葉樹などの落 細々とした小さく可憐な花を見ることもできる。 枝落葉を取り除いて腐葉土の堆積を抑えないと, 勿論,森の中には小さい花ばかりでなく,そこそ マツタケは採れないそうである。落枝落葉のニー こ大きい花も見かけることができる。大きく色の ズが増えない限り,マツタケが回ってくることは 濃い花は,森の勢いや力強さを感じる。 無さそうだ。 ★草花だけが楽しみを与えてくれるわけではな ★森には,きれいな空気,清涼な水,静かな時 い。そう,季節の味を与えてくれる。春には,タ の流れがあり,そして生命の息吹を我々に与えて ラの芽やコシアブラ,フキノトウがあり,秋には, くれる。その中に暫し身を置くことにより,人を クリを初めとしていろいろな木の実があり,キノ 癒やしてくれる。勿論,日々の仕事の中に,また コ類がある。おそらく,古人は日常的な食材とし 人と人との交わりの中に,達成感や共感など,喜 ていたものであろうが,一年中,多種多様な野菜 びがある。その日々の活動の英気を養うには,心 をスーパーマーケットで買い求めることができる 身共に解放される無垢の自然に越したものはない。 生活をしている者にとっては,季節を舌で感じる さあ,明日のためにも,森に遊ぼう。 む く 喜びがある。そうはいっても,野草の料理方法が 食品と容器 727 2014 VOL. 55 NO. 12 ⃝シリーズ解説⃝ 果実とその加工品の話 第26回 果実の加工(2) ―ワインおよびスパークリングワインの製造― お ん だ・たくみ 東京農 業大学大学 院 修 了。 山 梨 県 工 業 技 術 センター 支 所 ワイン センタ ー 支所長。 博士(工学) つ じ・ ま さ お 北海道大学農学部 農芸化学科卒業。元 山梨県工業 技術セ ンター副所長。現在 山梨学院大学講師。 恩 田 匠 辻 政 雄 比が減少して,白とロゼワインが増加している。 ●1.はじめに● 海外産スパークリングワインの輸入量は,景気 ワインは,ブドウ果実を原料とした主要な加工 低迷の影響から2009年に一度減少したが,それ以 品であり,世界各国で生産されている。我が国で 降増加している。2012年の輸入数量は約3万 kL は明治初期に,山梨県において山田・詫間1) の (財務省調べ)であり,10年前から2.2倍に増加し 共同出資によるワインの醸造場を設立したことが, ている。 近代ワイン醸造の始まりである。以来,6度のワ インブームを経てきたが,近年新たなワインブー ●3.国産ワインコンクール● ムを迎えている。 近年の国産ワインの高品質化を牽引しているも 本稿では,白ワイン,赤ワインおよびスパーク のに毎年山梨県で開催されている「国産ワインコ リングワインの製造方法を概説し,特に山梨県に ンクール」2~6)がある。このコンクールは,日本 おける動向を中心に紹介する。 国内で生産された原料ブドウのみを用いて製造さ ●2.国産ワインの統計● れたワインを対象として,競争原理を導入した初 近年(平成24年度)の我が国のワイン(果実酒) クールが開催され,24道府県の103社から過去最 消費量は,321千 kL(国税庁調べ)であり,過去 多の797点のワインが出品された。 5年間毎年1割程度増加している。一方で,我が このコンクールでは,原料ブドウの品種や製法 国の成人1人あたりのワイン消費量は,平均3.1 から,「欧州系・赤」 ,「国内改良等・赤」,「北米 L(同国税庁調べ)である。この消費量は,フラ 系等・赤」,「ブレンド・赤」,「欧州系・白」,「国 ンスやイタリアなどと比較すると,10分の1以下 内改良等・白」,「北米系等・白」,「ブレンド・白」, けんいん めてのものである。平成26年度は第12回目のコン の量であり,現状では国民的な酒類とはいえない。 「甲州辛口」,「甲州中甘口」,「極甘口」,「ロゼ」 我が国の赤:白:ロゼワインの構成比は,54: および「スパークリングワイン」の13カテゴリー 37:9(%)と推定(キリン株式会社調べ)され に分けられて審査が行われる。この出品内容を見 ている。赤ワインのポリフェノールが注目された ると,日本国内で多様なブドウがワイン原料用と 第6次ワインブームが沈静化し,赤ワインの構成 して栽培されていることが分かる。ちなみに, 食品と容器 728 2014 VOL. 55 NO. 12 −ワインおよびスパークリングワインの製造− 2014年の大会7) では25点のワインが金賞を受賞 した(第1図)。 ●4. ワイン醸造用ブドウ● ブドウ8~ 11)は,ワイン醸造用と生食用ブドウ に分けられる。一般的に,ワイン醸造用ブドウは, 生食用ブドウよりも高い糖度と酸度が必要とされ る。また小粒であり,果皮が薄いことが,高品質 なワイン原料としての要件とされている。果皮色 第1図 2014 年度国産ワインコンクール金賞受賞ワイン (カラー図表を HP に掲載 C100) の薄い白ブドウから白ワインが,黒ブドウから赤 ワインがつくられる。 山梨県では,白ワイン用として, ‘甲州’10),赤ワ 酵させる「単発酵」により製造されることから, イン用として‘マスカット・ベーリー A’10)が主要 原料ブドウの品質が,生成されるワインの品質を なワイン醸造用原料として用いられる。両品種と 大きく左右する。「よいワインはよいブドウから」 も,醸造用・生食用兼用として栽培されている。 は,世界共通の考え方である。近年では,醸造技 近年では‘カベルネ・ソーヴィニヨン’や‘シャルド 術とともに,ワイン醸造用ブドウとして品質の高 ネ’などの欧州系品種の栽培も行われるように いブドウ栽培技術向上に関係した取り組みが盛ん なってきた。 全国的には,ワイン醸 造用として様々な品種の A ブドウが用いられている。 クールには,世界の主要 ‘ピノ・ノワール’, ‘シャル ドネ’などのフランス系 ← ← ← ← ← 北地方では冷涼な気候に もろみ ← ← ← ← 発酵管理 発酵停止 澱下げ 検定 澱引き ← 貯蔵・熟成 (タンク・樽) ← 瓶詰 ← (ビン内貯蔵・熟成) らに国内で品種改良され ワイン ← 熟成 (タンク・樽) ← 澱引き ← 澱下げ ← ろ過 (火入れ) ← 瓶詰 ← (ビン内貯蔵・熟成) 製品 ワインの製造は,ブド 製品 ウ果汁に含まれる糖分を, 食品と容器 粕 ← 後発酵 ← 検定 いる。 ワイン酵母により直接発 発酵管理 発酵停止 液抜き・粕だし 圧搾 果汁 ワイン ーストラリア系品種,さ いたワインが出品されて ← 亜硫酸・酵素剤の添加 ← 酒母の添加 もろみ 系品種,また北海道や東 た様々な品種を原料に用 粕 ← 果汁の前調整・矯正 ← 酒母の添加 をはじめとしてイタリア 向いたドイツ系並びにオ 破砕果 果汁 ーヴィニヨン’, ‘メルロ’, 原料果実 ← 選果 ← 除梗・破砕 ← 選果 ← 除梗・破砕 ← 圧搾 前述した国産ワインコン 品種である ‘カベルネ・ソ B 原料果実 第2図 ワイン製造工程(A)白ワイン,(B)赤ワイン 729 2014 VOL. 55 NO. 12 ⃝シリーズ解説⃝ 果実とその加工品の話 に行われている。 このことは,中東を原産とする Vitis vinifera が, ●5.白ワイン● 長い年月を経て中国の野生品種と交雑しながら, 5-1)白ワイン製造工程 この甲州ブドウは,2010年に国際ブドウ・ワイ 日本にたどり着いたことを示している。 ブドウの収穫・製造場への搬入後,一般的に, ン機構(OIV)に,日本のブドウとしては初めて ⅰ除 梗,ⅱ破砕,ⅲ圧搾,ⅳアルコール発酵, 品種登録されるに至った。 ⅴ 澱 下 げ・ 澱 引 き, ⅵ 一 定 期 間 の 熟 成 期 間 を 5-3)甲州ワイン製造の醸造技術の進展 じょこう おり 山梨県においては,ワイン業界をリードしてき とった後,ⅶ瓶詰めを基本的な製造工程とする (第2図 A)。 たワインメーカーや山梨県ワインセンター,山梨 5-2)‘ 甲州 ’ 大学ワイン科学研究センターが,甲州ワインを高 山梨県の主要な白ワイン用ブドウである‘甲州’ (第3図 A)は,欧州系ブドウ Vitis vinifera の一 品質化する醸造技術に関する研究を長年行ってき た。 5-3-1)甲州ワインの風味を豊かにする醸造技術 種であると考えられてきたが,最近後藤の研究12) によって,Vitis vinifera に中国系の野生品種が 甲州ワインは,欧米の‘シャルドネ’などのワ 交配されたブドウであることが明らかになった。 インと比較して,香味に繊細さ,あるいは控えめ な印象を特徴としている。この控えめな香味から, 和食にあうという大きな利点があるとの反面,従 来は「香りが乏しい」,「味が平板」などの指摘を 受けることも多かった。 しかしながら,この甲州ワインをより豊かなも のにするための醸造技術として,フランスのロワ ール地方を中心に発達した「シュール・リー法」13) , たる 樽を利用する「樽発酵」14) および「樽貯蔵」14), 果皮からの香味を取り入れる「スキンコンタクト」15) 第3図 山梨県の主要なワイン原料用ブドウ (A) 甲州,(B) マスカット・べーリー A などが試みられ,良好なワインの造成に寄与して きた。 5-3-2)酸化防止を重視した醸造技術 欧米では,白ワイン製造において,酸素との接 触を低減して,果汁やもろみ,ワインの酸化防止 を行うため,ドライアイスを用いて,仕込みや貯 酒管理を行うことが多い。しかしながら,我が国 では現状において,ドライアイスを食品製造に用 いることはできない。そこで山梨県ワインセンタ ーでは,食品添加物グレードの液体炭酸ガスを用 いることにより,簡便に,各製造工程で酸化防止 が達成できる技術 16)を考案し,ワイン業界への普 及を行った(第4図) 。その結果,山梨県内の多数 のワイン製造企業で,実用化するに至っている。 第4図 炭酸ガス利用ワイン醸造法 (カラー図表を HP に掲載 C101,C102) 食品と容器 730 2014 VOL. 55 NO. 12 −ワインおよびスパークリングワインの製造− るのは, ‘マスカット・べーリー A’ (第3図 B)で 5-3-3)甲州ワインのオフフレーバーの低減化 ある。本品種は,川上善兵衛 22)が V.labrusca の‘ベ 甲州ワインは,その欠点として,フェノレと通 称されるフェノール系オフフレーバー(白ワイン ーリー’に V.vinifera の‘マスカット・ハンブル のフェノレは4- ビニルフェノールと4- ビニルグア グ’を交配して育成したもので,1940年に生食・醸 イアコール17 ~ 20))が発現する頻度が高く,その結 造用品種として発表され,1953年頃より増殖され全 果として香味の平板化につながっていた。このこ 国的に栽培されるようになった。 2013年に,甲州 とは,甲州がフェノレ前駆体を著量に含むこと, ブドウに次いで2番目に OIV に品種登録された。 および一般的なワイン酵母がフェノレを生成する ‘マスカット・べーリー A’は,ラブラスカ香(ア 酵 素 活 性(phenolic off-flavor formation:pof) を ントラニル酸メチル)をもち,ベリー系の香りと 保持するためであることが分かった。このことか フルーティな香味を特徴とする。最近では,ベリ ら,近年では pof を保持しない酵母の使用が推奨 ー系の香りを生かしたフレッシュ・フルーティで されるようになってきた。 軽い味わいとしたものから,樽などを用いて熟成 5-3-4)果実香を生かしたワイン製造技術 させ,しっかりとした骨格をもったものまで,バ 近年はさらに,甲州ブドウに含まれる果実本来 リエーションに富んだタイプのワインが生成され の香りを引き出した醸造方法について検討が行わ ている。 れ,甲州ブドウに秘められていた,3 -メチル -1- 6-3)国産赤ワインの高品質化への試み 国産赤ワインの製造技術についても,高品質化 ヘキサノール(柑橘系の香り)21)やダマセノン(バ ラ様の香り)などが増強したことを訴求したワイ を目指した検討が盛んに行われている。 ンも製造されるようになった。 6-3-1)醸し発酵 5-4)甲州ワインのヨーロッパへの輸出 醸し発酵は,原料ブドウの果皮からの色素やタ 上述した取り組みにより,高品質で,バリエー ンニンなどの成分を抽出するための重要な工程で ションが広がったワインが多数市販されるように ある。しかしながら,しばしば微生物汚染などが なった。現在,山梨県内の有志14社が「Koshu of 問題になることもあった。近年では,低温下(7 Japan(KOJ) 」と称するグループを結成し,ヨー 〜 10℃程度)で醸しを行う低温醸し発酵が行わ ロッパにおけるワイン情報の発信地であるロンド れるようになってきた。 ンを中心に,プロモーション活動(第5図)を実 また,醸しをより効果的に行うために,発酵タ 施している。 ●6.赤ワイン● 6-1)赤ワイン製造工程 ブドウの収穫・製造場への搬入後,一般的に, ⅰ除梗(破砕は行われる場合と行われない場合が ある),ⅱ果皮とともにアルコール発酵を行う醸 し発酵,ⅲ圧搾,ⅳ後発酵,ⅴマロラクティッ ク発酵,ⅵ澱下げ・澱引き,ⅶ長い貯蔵・熟成期 間をとった後,ⅷ瓶詰めを基本的な製造工程とす る(第2図 B)。 6-2)‘ マスカット・べーリー A’ 第5図 海外プロモーションの様子 (カラー図表を HP に掲載 C103) 山梨県で主要な赤ワイン原料として用いられてい 食品と容器 731 2014 VOL. 55 NO. 12 ⃝シリーズ解説⃝ 果実とその加工品の話 ンク内で液循環させる「ルモンタージュ」 ,また液 注目されているものに,フェノレ25)がある。赤ワ を一度引き抜いて,果皮や種を酸素に触れさせる インで発生するフェノレの本体は4- エチルフェノ ことでポリフェノールの酸化を促す「デレスター ールと4- エチルグアイアコールである。山梨県ワ ジュ」などの方法をとることも一般的になってい インセンターでは,この赤ワインのフェノレの発 る。 生防止を検討26 ~ 27)し,国産赤ワインにおけるフェ 6-3-2)マロラクティック発酵 ノレの発生頻度を調べ,原因微生物の特定や発生 赤ワインにおける乳酸菌によるマロラクティッ 防止策について明らかにした。 ク発酵は,鋭い酸味をもつリンゴ酸を乳酸に変換 6-3-4)国産赤ワインの未熟臭 して,減酸することにより,まろやかな風味にす 現状における国産赤ワインのオフフレーバーと る効果を持つ。また乳酸菌が増殖することで,乳 して,主なものの1つに,イソブチルメトキシピ 酸菌に由来する香気成分によって,香味の複雑さ ラジン(IBMP)がある。この IBMP は,野菜やピ が増し,製品の豊かさの向上にも寄与する。さら ーマン様の香りと表現され,未熟な印象を与える に近年では,様々な汚染微生物のエネルギー源に ものである。この IBMP は,ブドウの熟成にした なり得るリンゴ酸を除去することで製品の微生物 がって減少する物質であり,ブドウを完熟させる 学的な安定化に寄与することが指摘され,その重 ことによって消失することができる。我が国は, 要性が再認識されている。マロラクティック発酵 降雨量が多く,粘土質土壌が主体であることなど は,もともとは野生の乳酸菌の自然生起により達 から,ブドウを完熟させることが必ずしも容易で 成されてきたが,近年では,マロラクティック発 はない。今後,ワインの醸造技術のみならず,ワ 酵に適したスターターが市販されるようになって イン醸造原料に向いた栽培技術の確立が望まれる。 いる。 6-3-5)赤ワインの健康機能性 山梨県ワインセンターでは,主にヨーロッパか 赤ワインに含まれるポリフェノールが,ヒトの ら輸入される市販乳酸菌スターターの効用と生成 健康保健に効果が高いことが見いだされ,第6次 されるワインの特徴の違いを調査 23 ~ 24)し,スター ワインブームが起こったことは記憶に新しい。そ ターによりリンゴ酸の除去速度や生成されるワイ の後も,赤ワインに含まれるレスベラトロール28) ンの香気成分の違いを明らかにした。今後は,市 などの健康機能性が明らかになっている。 販されるスターターについて,求めるワインのス タイルに合致した製品を選択することが可能にな ●7.ロゼワイン● ると考えられる。 近年,世界的に見ても,ロゼワインの人気は高 6-3-3)オフフレーバーの発生防止 まっている。このロゼワインの製造方法には,大 赤ワインは,アルコール発酵後に,マロラクテ きく分けて以下の3つの方法がある。 ィック発酵や樽などを用いて貯蔵・熟成工程が長 すなわち,⑴直接圧搾法(黒ブドウの圧搾時に いこと,また白ワインと比較して製品の pH が高い 色素を抽出する),⑵半醸し法・セニエ法(赤ワ ことなどから,微生物による汚染が発生する機会 インのように醸し発酵を行ったのち,果皮ともろ が多い。このことから,従来は産膜酵母や細菌類 みを分離することで色素を抽出する),⑶混合法 が増殖し,酢酸エチル,アセトアルデヒド,酢酸 (黒ブドウと白ブドウの果汁を混合して発酵させ などの強い異臭が発現することがあった。しかし る)。 ながら,最近では,これら酸敗に近い著しい欠陥 なお,我が国では,赤ワインと白ワインのブレ をもつ赤ワインはなくなっている。 ンドにより製造されることも多い。 その一方で,赤ワインのオフフレーバーとして 山梨県では,‘マスカット・べーリー A’を用 食品と容器 732 2014 VOL. 55 NO. 12 −ワインおよびスパークリングワインの製造− いたライトタイプのロゼワインが,主にセニエ法 ァンド・ムスー(フランス),カバ(スペイン) , によりつくられている。 スプマンテ(イタリア) ,ゼクト(ドイツ)などが ある。 ●8.スパークリングワイン● 我が国では,ほとんどのスパークリングワイン スパークリングワイン,すなわちシャンパンを がガス封入法により製造されているが,二次発酵 はじめとする発泡性を有するワイン(果実酒)は, 法によるスパークリングワインは,酵母からの香 国内外において人気が高まっている。 味を取り入れた豊かな風味を特徴としており,近 このスパークリングワインの製造は, 「炭酸ガ 年注目されている。特に,シャンパーニュ地方で ス封入法」と「二次発酵法」に大別される。炭酸 伝統的に実施されてきた瓶内発酵法により,スパ ガス封入法は,冷却したワインに炭酸ガスを強制 ークリングワインを製造する企業も増えてきた。 的に吹き込んで,発泡性を付与するもので,設備 は必要であるものの簡便に製造することができる。 ●9.シャンパンの製造法● 一方で二次発酵法は,密閉された容器の中で,ワ シャンパンは,瓶内二次発酵によるワインの元 インに対し,酵母と糖類を添加して2回目のアル 祖であり,最も本格的な製造方法によりつくられ コール発酵を行うことで,酵母が生成する炭酸ガ るワインである。シャンパンの製造方法の各論に スにより発泡性を付与するものであり, 「瓶内発 ついては,秘密に包まれていたことが多かったが, 酵法」と「タンク内発酵法(シャルマ法) 」がある。 著者の1人恩田のシャンパーニュ地方における調 各生産地の二次発酵法によるスパークリングワ 査29 ~ 31)によって,その一端を解明することに至っ インの名称は,国や地域および製法により異なり, た。シャンパン製造を統括するシャンパーニュ地 シャンパン(フランス・シャンパーニュ) ,クレマ 方ワイン生産同業委員会の推奨方法については, ン(フランス・アルザスやブルゴーニュなど) ,ヴ 山梨県葡萄酒製造マニュアル32) に詳しく掲載し たので,参考にされた A. ワイン醸造工程 B. 二次発酵工程 収 穫 低温処理 (9月上中旬) ティラージュ 圧 搾 (翌年1月1日以降) アサンブ ラージュ デブルバージュ 瓶内二次発酵 貯蔵熟成 (貯蔵期間は15カ月, ヴィンテージ製品は 3年が必須) アルコール発酵 マロラクティック発酵 動 瓶 澱下げ・澱引き 原酒の完成 澱瓶 (口抜) (11月上中旬) 食品と容器 733 は細かい製造規則が定 められている。ここで はシャンパーニュ地方 における瓶内二次発酵 法の製造方法の概略を 第6図に示す。 シャンパンの原料ブ ドウは,シャンパーニ ュ地方で栽培された ‘シャルドネ’, ‘ピノ・ノ ワール’および‘ピノ ・ 甘味調整 ムニエ’の3品種に限 打 栓 られる。 製品化 第6図 シャンパンの製造工程 い。シャンパン製造に 瓶内二次発酵法では, まず原酒となるワイン が製造される。ワイン 2014 VOL. 55 NO. 12 ⃝シリーズ解説⃝ 果実とその加工品の話 の製造方法自体は,通常の白ワインの製造方法と 貯蔵期間が終了した後,瓶内の酵母菌体を,瓶 同様である。特徴的な点としては,シャンパンに 口に集める作業(ルミアージュ)が行われる。澱 は,適度な酸度が必要であるため,普通の白ワイ が瓶口に落とされたのち,瓶口を凍らせて,澱を ンよりも,早期に収穫されるブドウが用いられる。 排出させ(デゴルジュマン) ,甘味調製のためのリ 収穫は手摘みであることが規則化されており,繊 キュールが添加され,目減りしたシャンパンを補 細に運搬された後,繊細に圧搾が行われる。また, 酒する作業(ドザージュ)が行われ,専用のコル マロラクティック発酵によって,リンゴ酸を除去 クとワイヤーがつけられる。 することが重要であると考えられている。 現在山梨県では,シャンパン製造法を参考にし ワインは,品種ごと,区画ごとなどに細かく分 て,高品質な瓶内二次発酵によるスパークリング けて生成される。シャンパンでは,これらの原酒 ワインの製造方法の確立に向けた取り組みが活発 を調合(アサンブラージュ)31)して,各企業やア 化している。 イテムの特徴を訴求することも特徴である。 アサンブラージュされた原酒に,糖分と酵母な おわりに どを添加して,瓶詰めを行い,瓶内での2回目の 近年,国産のワイン並びにスパークリングワイ 発酵を促す。二次発酵が終了した後は,最低15カ ンの品質は著しく向上している。これは今回紹介 月以上貯蔵することが義務づけられている。フラ した様々な醸造技術の研究によるところが大きい。 ンスのエペルネを中心としたシャンパン生産地は, 今回は紙面の都合上,個々の技術の詳細並びにデ 白亜紀の石灰質の土壌の上に形成されている。こ ータの提示は控えたが,興味ある方はぜひ参考文 の白亜質の石切場として形成された広大な地下セ 献を参照願いたい。 ラーにおいて,シャンパンの熟成が行われる。こ また,ワイン等の品質向上には,国産ワインコ の地下セラーは,重要な観光資源にもなっている ンクールの貢献も大きく、国内の各ワインメーカ (第7図)。 ーは金賞を取るべく,温度コントロール可能な発 酵タンクを導入し,品質管理に注意を払い,優れ たワインを製造しようと努力していることも大き く寄与している。 一方,近年の国産ワインブームの流れの中で, 日本全国各地で新たなワイナリーの新設や産地の 再形成が行われるなど,新たな動きが見られる。 今後は、それぞれの産地で生産されたブドウから 特徴あるワインが生まれることを期待したい。 第7図 大手ワインメーカーの地下セラー (カラー図表を HP に掲載 C104) 参 考 文 献 1)麻井宇介:日本のワイン・誕生と揺籃時代(日本経済 3)小宮山美弘:第10回国産ワインコンクール開催を迎 評論社,東京),p.6(1992) えて(1),食品工業,p.84,vol.55,No.15(2012) 2)国産ワインコンクール実行委員会:Japan Wine Competition 4)小宮山美弘:第10回国産ワインコンクール開催を迎 (国産ワインコンクール; http://www.pref.yamanashi. えて(2),食品工業,p.84,vol.55 No.17(2012) jp/jwine/) (2014) 5)小宮山美弘:第10回国産ワインコンクール開催を迎 食品と容器 734 2014 VOL. 55 NO. 12 −ワインおよびスパークリングワインの製造− えて(3),食品工業,p.84,vol.55 No.19(2012) 甲州ワイン中の揮発性フェノール化合物濃度に影響を 与える因子,日本ブドウ・ワイン学会誌,17, 75-80(2006) 6)小宮山美弘:第10回国産ワインコンクール開催を迎 21)Hironori Kobayashi, Hideki Takase,Katsura Kaneko, えて(4),食品工業,p.68,vol.55 No.21(2012) 7)恩田匠:Japan Wine Competition 2012(第10回国産 Fumiko Tanzawa, Ryoji Takata, Shunji Suzuki and ワインコンクール)報告,印刷中(2014) Tomonori Konno2: Analysis of S-3-(Hexan-1-ol) - 8)小原均:ブドウ (I) ブドウの歴史と日本の生食用ブドウ Glutathione and S-3-(Hexan-1-ol)-l-Cysteine in Vitis の品種特性や栽培の現状,日本食品保蔵科学会誌, vinifera L. cv. Koshu for Aromatic Wines, 61, 176 ~ 185(2010) 39,101-104(2013) 22)高田清文・齋藤 浩・三澤茂計・有賀雄二・松本信彦・ 9)小原均:ブドウ Ⅱ ブドウの歴史と日本の生食用ブド 後藤奈美・上野俊人:マスカット・べーリー A の ウの品種特性や栽培の現状,日本食品保蔵科学会誌, OIV 登録 -その背景と種苗特性調査-,日本醸造協 39,155-160(2013) 会誌,109,824-831(2014) 10)恩田匠・小宮山美弘:ブドウ Ⅲ 生産・流通・加工, 23)恩田匠・小松正和・中山忠博:赤ワインにおける乳 日本食品保蔵科学会誌,39,221-224(2013) 酸菌スターターを用いた品質向上,山梨県工業技術セ 11)恩田匠・小宮山美弘:ブドウ Ⅳ 生産・流通・加工, ンター研究報告,27,88-90(2013) 日本食品保蔵科学会誌,39,293-298(2013) 24)恩田匠・小松正和・中山忠博:市販乳酸菌スターター 12)後藤奈美:DNA 多型解析による甲州の分類的検討, を用いたマロラクティック発酵試験,日本ブドウ・ワ 日本醸造協会誌,106,116-120(2011) イン学会誌,印刷中 . 13)山梨県工業技術センター編・発刊:13シュール・リ 25)Chatonnet, P., Dubourdieu, D., Boidron, J.-N., Pons, ー法による醸造,葡萄酒醸造法,p.46-47(2000) M.: The origin of ethylphenols in wines. J. Sci. Food 14)山梨県ワイン酒造組合編・発刊:6.10.1樽熟成概論, Agric., 60, 165-178(1992) 山梨県葡萄酒製造マニュアル,p.1-3(2009年追記) 26)恩田匠・小松正和:国産赤ワインにおけるフェノー 15)山梨県工業技術センター編・発刊:12スキンコンタ ル系オフフレーバーの発生頻度,日本食品保蔵学会誌, クト法による醸造,葡萄酒醸造法,p.41-45(2000) 39,343-346(2013) 16)山梨県ワイン酒造組合編・発刊:6.5.2液体炭酸ガス 27)恩田匠・小松正和:国産赤ワイン製造工程における を使用した醸造法,山梨県葡萄酒製造マニュアル, フェノレ生成酵母の分離とその性状,日本食品保蔵学 p.1-3(2009年追記) 会誌,40,103-108(2013) 17)Ribéreau-Gayon, P., Glories, Y., Maujean, A., Dubourdieu, 28)佐藤充克:ポリフェノールと健康について−ワインの D.: 8.4.1 Les phénols volatils responsables des certaines 話題を中心に−,50,9-21,50,New Food Industry deviations olfactives de type <phénolé> des vins, Traité (2008) d'oenologie Tome 2 - Chimie du vin. Stabilisation et 29)恩田匠:シャンパーニュにおけるシャンパン製造, traitements 5e édition,(Dunod, Paris), p.307-324 葡萄酒技術研究会会報,52,7-14(2012) (2004) 30)恩田匠:シャンパーニュ地方でブランド性の確立に 18)Chatonnet P, Dubourdieu D and Boidron J.N.: Incidence ついて考えたこと,食品と工業,56,39-50(2013) de certains facteurs sur la décarboxylation des acides 31)恩田匠:アサンブラージュ-シャンパン製造におけ phénols par la levure, Conn Vigne Vin, 23, 59 – 62(1989) る最大の秘密-,日本醸造協会誌,109,168-180 19)Chatonnet, P., Dubourdieu, D., Boidron, J.-N., Lavigne, (2014) V.: Synthesis of volatile phenols by Saccharomyces 32)山梨県ワイン酒造組合編・発刊:シャンパーニュ地 cerevisiae in wines, J. Sci.Food Agric., 62, 191-202(1993) 20)小林弘憲,富永敬俊,勝野泰朗,安蔵光弘,味村興成, 鈴木由美子,デュブルデュー = デュニ,大久保敏幸: 食品と容器 735 方におけるシャンパン製造,山梨県葡萄酒製造マニュ アル,p.1-14(2013年追記) 2014 VOL. 55 NO. 12 ◆ 第20回 ◆ ❖シリーズ解説❖ 日本の伝統食品 黒はんぺん あ べ ・ し ゅ う じ 東京海洋大学大学院海 洋科学技術研究科博士 後期課程修了。株式会社 丸カ朝倉商店研究員を 経て,2014年4月より 東京工科大学応用生物 学部助教。 博士(海洋科学) 阿 部 周 司 の地域的な特徴が薄れてきたという指摘もある4)。 ◆1.はじめに◆ 本稿で取り上げる黒はんぺんは,主に静岡県で生 水産練り製品は日本の水産加工業を代表する製 産されるとりわけ地域色の強い水産練り製品の1 品であり,水産加工品生産量の約25% を占めてい つである。 る1)。一般的に水産練り製品とは魚のすり身に塩 一般的に,はんぺん(以降,黒はんぺんと混同 を加えて摺り,加熱したものを指し,水産練り製 しないよう,白はんぺんと称す)は,ゆでかまぼ 品の代表的な製品としてはかまぼこが挙げられる。 こに分類され, 「なると巻」, 「しんじょ」や「つみれ」 かまぼこに関する詳細な説明は本シリーズの第2 と同じ部類に入る5)。一般的に白はんぺん(第1 す 図)の形状は四角形や三角形,または円形であり, 回目2)を参照していただきたい。 白くてソフトな食感を有する。また,味は淡白で, 元来,水産練り製品は地元で獲れた生魚を原料 にして作られていた。それゆえ,その地方で獲れ おでんの具やお弁当で使われることが多い。その る原料に適した製品があったと考えられ,一括り 一方で,黒はんぺんは灰色がかった色をしており, に水産練り製品といっても各地それぞれの特徴が 形状もほとんどが第2図に示したような半月型を あり,伝統がある。いまだに生魚を原料としてい しており,食感も白はんぺんと比較するとソフト ひと くく る練り製品メーカーもあるが,その数は決して多 くない。その大きな理由は冷凍すり身の開発であ る。1960年に冷凍すり身が企業化されて以降,今 日に至っては,ほとんどの練り製品メーカーが冷 凍すり身を原料としている。冷凍すり身を原料と することによって安定的に供給された練り製品は 日本人の動物性タンパク質の供給に大きな影響を 与えた。そのため,冷凍すり身はインスタントラ ーメンと並んで,「戦後食品業界における二大発 第 1 図 白はんぺん 第 2 図 黒はんぺん (カラー図表を HP に掲載 C105,C106) 明品」と呼ばれている3)。その一方で,冷凍すり 身の開発の1つのデメリットとして水産練り製品 食品と容器 736 2014 VOL. 55 NO. 12 ◆ 黒はんぺん な食感はなく,魚の味を強く有している。知名度 また,イワシが多く獲れる地域として千葉県が挙 でいえば,白はんぺんは全国のスーパーなどの量 げられるが,千葉県ではイワシを使ったつみれが 販店で入手しやすく,多くの場合は「はんぺん」 有名であり, 黒はんぺんが作られた当初は当然, といえば,この白はんぺんを想像するほど,白は スケトウダラの冷凍すり身が無かった時代である んぺんの知名度は高い。一方で,黒はんぺんは主 から,イワシやサバの生魚を原料としていた。イ に静岡県(特に焼津,清水,由比地区)でのみ販 ワシやサバのみで作った黒はんぺんは足(かまぼ 売されており,その他の地域で見かけることは少 こ独特の食感)が弱く,魚の味が強く残る食味と ない。現在はインターネットの普及によって,黒 なる。今でもイワシやサバのみを使った黒はんぺ はんぺんを全国どこでも入手することは可能であ んは多く,焼津地区ではこのような黒はんぺんが るものの,知名度は決して高くない。ただし,静 多い。その一方で由比地方では,昔は黒はんぺん 岡県では「はんぺん」といえば,多くの場合,黒 専門の店は少なく,板付かまぼこや細工かまぼこ はんぺんのことを指し,中にはこれまで白はんぺ を主に製造していた練り製品メーカーの1つのバ んを食べたことが無いという人までいるほどであ リエーションとして黒はんぺんは製造されていた る。黒はんぺんは白はんぺんと同様おでんの具と とされている。そのため,黒はんぺんの原料であ して使われることが多く,静岡県のおでん(黒お るイワシやサバにスケトウダラやグチ等の通常の でん)では特に黒はんぺんが重要とされている。 かまぼこで使われやすいすり身を混ぜて作るメー 50年以上前では公園の屋台に120 ~ 130軒ほどの カーもある。ただし,使用されるスケトウダラや おでん屋が並び,そこで黒はんぺんが並べられて グチのすり身はいわゆる二番肉(製造ラインまた いたほどである。また,駄菓子屋でも黒はんぺん は裏ごしされずに排出される細切肉 ) から製造さ の入ったおでんが売られていたことがあり,おで れたすり身で,ゲル形成能は弱い6)。当然,スケ んそのものが静岡県では広く浸透していたことが トウダラやグチを混ぜることでイワシやサバのみ 窺える。ちなみに黒はんぺんはおでんの具として で作った黒はんぺんよりも足が強化されることか だけでなく,一般的な家庭料理でも広く使われて ら,このような魚を混ぜた黒はんぺんは「板付き おり,①ショウガ醤油やわさび醤油につけて生で かまぼこ屋のはんぺん」と呼ばれることもある。 食べる②焼く③フライやてんぷら④おでんやカレ もちろん,スケトウダラやグチは白身の魚である ーまたは煮物など様々な調理法で食されている。 から,色調もイワシやサバのみの黒はんぺんと比 うかが べて若干白くなる。 ◆2.黒はんぺんの歴史◆ 黒はんぺんの由来は定かではないが,江戸から ◆3.黒はんぺんの原料◆ 明治時代にかけて自然発生的に作られたのではな 一般的な白はんぺんはサメを主な原料として用 いかとされている。現在の黒はんぺんの主な製造 いるが,黒はんぺんでは主な原料はイワシやサバ 地は焼津,清水,由比地区だが,焼津地区ではサ である。イワシの場合だと,マイワシやウルメイ バ,由比地区ではイワシが当時は多く獲れ,その ワシが原料として用いやすいが,カタクチイワシ 有効利用の1つとして黒はんぺんができたのでは はこれらの2種と比べるとやや扱いにくい。また, とされている。ただし,歴史的には由比より焼津 大きさは15cm 程度のものが原料として適してい の方が先に黒はんぺんを作り,その作り方が由比 る。 に伝わったとされている。現在でも黒はんぺんの マイワシは死後の pH 低下が著しく速いため, 生産量は焼津が圧倒的に多く,このことからも焼 pH 低下によるタンパク質の変性が起きやすく,ゲ 津が黒はんぺんのルーツであったと考えられる。 ル形成能が一般的に低いとされている7~9)。また, 食品と容器 737 2014 VOL. 55 NO. 12 ◆ ❖シリーズ解説❖ 日本の伝統食品 すわ 坐りやすく戻りやすい魚としても知られており7), マサバも春から夏にかけて産卵を行うため17),こ 水産練り製品に使われる原料としては限定的であ れらの時期に近海で獲れる魚は水産練り製品の原 る。マサバもマイワシと同様に死後の pH 低下が 料としては不向きであった。そのため,一昔前は 速く,こちらは坐りにくく戻りやすい魚として知 この時期の練り製品メーカーは水産練り製品の製 られている8,10)。なお,坐りとは塩摺りした肉糊 造を行わず,カツオ節の加工を行っていた。 にくのり を低温下におけるゲル化の事を示し,戻りとはあ る一定の温度で形成されたゲルの崩壊の事を示す。 ◆4.黒はんぺんの作り方◆ これらの pH の低下が著しく速い魚からすり身を 黒はんぺんは水産練り製品であるため,すり身 作る場合,通常の清水で行う水晒し(水晒しとは, に塩を添加して摺り,加熱するという基本的な部 魚肉中の水溶性成分を除去や脂質の除去を目的に, 分は同じである。しかし,黒はんぺんと白はんぺ 魚肉を水に漬ける作業)ではなく,重曹あるいは んとの製造工程の決定的な違いは,肉と骨や皮を 重曹と食塩を加えた水で水晒しが行われる(アル ミンチする工程と擂潰時に空気を抱き込ませない カリ塩水晒し)12)。イワシやサバのような回遊魚 ことである。第3図に黒はんぺんの製造工程の一 は血合肉が発達しており,血合肉はミオグロビン 例を示す。黒はんぺんでは採肉した後に骨,皮, やヘモグロビンといった色素タンパク質を多量に 肉をミンチするという工程が他の水産練り製品と 含んでいる13)。また血合肉には魚の生臭さの要因 比べると特徴的である。ただし,メーカーによっ の1つであるジメチルアミンやトリメチルアミン ては,イワシ等のすり身を購入にして作る場合も の生成を促進する酵素を含んでいる14)。そのため, ある。また,由比地方で作られるような比較的足 みず さら らいかい 原料魚の採肉時に血合肉と普通肉を分けずにすり 身とする黒はんぺんは,血合肉が混入するため, 灰色がかった色をしており,独特のフレーバーを 有する。さらに,通常の水産練り製品で使用され 原料受入 頭・ 腹腸の除去 るすり身は水晒しを行うが,黒はんぺんの場合に は,水晒しをほとんど行わないことが常法である。 そのため,水晒しによるアミノ酸の流出が少なく, 黒はんぺんは魚の味を強く感じることができる。 しかし,マイワシは第1表に示したように,夏か 採 肉 骨・皮・肉をミンチ 空 摺 り ら秋にかけて脂質含量が多くなるため15,16),漁獲 された時期によっては採肉した後に水晒しを行い, 脂質を除去することもある。 調 味 第 1 表 千葉県で水揚げされたマイワシの 季節ごとの部位別脂質含量 成 形 背肉部(%) 腹肉部(%) 内臓部(%) 1.25 1.19 18.6 27.1 35.3 8月 18.6 33.8 56.4 10 月 14.6 27.7 36.0 塩 摺 り 第 3 図 黒はんぺんの製造工程 (※)イワシやサバのすり身のみで作る場合,右側の冷凍すり 身から混合までの工程は含まない。また,イワシやサバのすり 身を購入して作る場合, 「骨・皮・肉をミンチ」までの工程は 含まない。 (大島ら,1988) 食品と容器 混 合 加 熱 1.05 6月 空 摺 り 塩 摺 り 春先はマイワシの産卵期を迎え,また,同様に 4月 ※ 冷凍すり身 738 2014 VOL. 55 NO. 12 ◆ 黒はんぺん 第 4 図 黒はんぺんの成形から加熱の工程 (カラー図表を HP に掲載 C107) の強い黒はんぺんを製造する場合はイワシやサバ どを原料の状態や気候によって調整することがあ 以外にスケトウダラやグチなどのすり身を混ぜる る。このような製造工程の調整の判断は職人によ ことがある。その場合は,イワシやサバとは別に る経験と勘によって行われている。 スケトウダラもしくはグチの冷凍すり身を塩摺り 黒はんぺんの成形は第4図に示したような機械 し,塩摺りを終えた後に,イワシやサバのすり身 で行われ,そのまま加熱工程まで行われるが,黒 と混合する。このときの食塩濃度は,後に混合す はんぺんが作られた当初は第5図に示したように るイワシすり身の塩摺りに行う食塩濃度と同じに お椀の蓋を使って成形を行っていたとのことであ なるようにする。イワシすり身の塩摺りのタイミ る。すなわち,調味までされたすり身を付け包丁 ングは空摺り時の肉の温度は5℃前後が良く,こ (板付きかまぼこ等を手作業で成形する場合に用 の温度まで空摺りすることが重要である。食塩は いる刃が無い包丁)に乗せ,濡らした椀蓋の半分 2.5 ~ 3.0%添加するが,食塩の添加は2~ 3回に くらいのところにすり身を乗せ,そのまま包丁を 分けて行う。また,加水は水ではなく氷を用い, お椀に押し付けながら,椀蓋の端の方へ付け包丁 肉の温度が15℃くらいになるまで塩摺りを行う。 を移動させる。そうすることで,黒はんぺん独特 その後,イワシすり身と別に摺ったスケトウダラ の形である,半月型で下側が少し膨れたような形 やグチのすり身を混合し,調味,成形し,加熱を になる。その後,椀蓋からはみ出したすり身を付 わん 行う。なお,どの水産練り製品 の製造工程にもいえることでは あるが,気温などの環境,原材 料の状態によっては,これらの 工程を多少変えることがある。 黒はんぺんでいえば,水晒しの 有無や空摺り終了までの温度な 第 5 図 お椀を用いた黒はんぺんの成形 (カラー図表を HP に掲載 C108) 食品と容器 739 2014 VOL. 55 NO. 12 ◆ ❖シリーズ解説❖ 日本の伝統食品 用としては不向きである。そのため,保存を目的 とする1つの方法として,黒はんぺんの燻製や, 天日干しによる乾燥品(第6図)の開発が行われ ている。乾燥させた黒はんぺんは冬季であれば常 温で2カ月程度は品質を維持できるようになった。 また,乾燥品にすることで,食感が変わり,さら に魚の味がより濃縮されるため,通常の黒はんぺ 第 6 図 天日干しした黒はんぺん (カラー図表を HP に掲載 C109) んとは違った食感や味を楽しむことができる。 け包丁でそぎ落とし,ぬるま湯の入った容器に椀 蓋ごと漬けることで,すり身が椀蓋から離れる。 ◆6.おわりに◆ 成形を行う機械が導入されるまでは伝統的に椀蓋 水産練り製品の生産量はここ30年近く減少傾 を使った製造が行われてきたが,現在では椀蓋を 向にあり,現在の生産量はピーク時118万トンと 使って素早く黒はんぺんを成形できる人は少なく 比べると半分以下になっている1)。また,水産練 なってきたようである。大量生産のために機械の り製品製造業のほとんどが中小企業であり,新製 導入は不可欠ではあるが,このような製造方法も 品の開発や技術開発を行うためのコストを捻り出 食文化の1つとして今後も残していく必要がある することが難しい状況である。さらにこのような と感じる。ちなみにはんぺんの名前の由来につい 中小の練り製品メーカーは全国区で売れる製品を てはいくつか説があるが,はんぺんは「半片」と 作りたいと思う一方で,それぞれの地域で好まれ 書くことがあり,この椀蓋の片側半分を使って るタイプの製品も作らなければいけないというジ 作ったことから「はんぺん」という名前が付いた レンマを持っていることが多い。 との説もある。 今回紹介した黒はんぺんの製造工程は,基本的 にどの魚種でも応用することができ,なおかつ骨 ◆5.黒はんぺんの保存性◆ や皮もミンチにして肉に入れることにより,歩留 黒はんぺんに用いるすり身は水晒しを極力行わ まりの増加も若干であるが期待できる。水産練り ないため,水溶性タンパク質や脂質が多く,水晒 製品で重要視される足は決して良いとはいえない しを行った通常のすり身を用いた他の水産練り製 が,地域性を重視した点や歩留まりといった点に 品と比べると品質の劣化が速い。そのため,保存 おいて,地元で獲れた魚を使った黒はんぺんの製 性は黒はんぺんの流通を考えるうえで重要な問題 造工程は,製品開発において様々なジレンマを抱 となっている。現在は真空包装を施すことで,近 えた水産練り製品メーカーにとって,新たな水産 場の高速道路のサービスエリア等で販売すること 練り製品の開発の1つのヒントになるかもしれな が可能な程度の品質を維持することはできるよ い。 う に な っ た。 黒 は ん ぺ ん を 凍 結 保 管 す る 場 合, -25℃以下での凍結が行われている。しかし,製 ◆7.謝辞◆ 品にもよるが,解凍後の黒はんぺんはおでんに使 本原稿の執筆にあたり,株式会社いちうろこ佐 用するには問題はない一方で,凍結解凍によって 野敏夫代表取締役より黒はんぺんに関する多くの情 食感が大きく変化することから,凍結保管は生食 報を賜りました。ここに深甚なる謝意を表します。 食品と容器 740 2014 VOL. 55 NO. 12 ◆ 黒はんぺん 参 考 文 献 1)現 農林水産省大臣官房統計部 編:水産物流統計年報. 9)岡田稔.主な原料魚. 「かまぼこの科学」 .成山堂書店, 財団法人農林統計協会,(1972-2010). 東京 pp.122-125.(2012). 2)阿部洋一:かまぼこ.食品と容器,54,270-276. 10)志水寛.かまぼこ形成能.「魚肉練り製品-研究と技 (2013). 術」 .志水寛 編.恒星社厚生閣,東京,pp9-24. (1984) . 3)阿部洋一:冷凍すり身の歴史-スケトウダラ冷凍すり身-. 11)須山三千三,鴻巣章二 編.ねり製品.「水産食品学」. 冷凍,85,565-570.(2010). 恒星社厚生閣,東京,pp.258-281.(1989). 4)清原満:冷凍すり身の製造法.冷凍,85,557-564. 12)野中順三九,小泉千秋,大島敏明.食品保蔵学.恒 (2010). 星社厚生閣,東京,pp.115-117.(2003). 5)柴眞:ねり製品, 「かまぼこ-その科学と技術」 .山澤 13)須山三千三,鴻巣章二 編.魚介類の香り.「水産食 正勝,関伸夫,福田裕 編.恒星社厚生閣,東京,pp. 品学」.恒星社厚生閣,東京,pp.89-90.(1989). 151(2003). 14)山中英明,田中宗彦.水産加工の目的と魚介類の原 6)加藤登,阿部洋一,安永廣作,中川則和,佐藤繁雄, 料特性,「水産物の利用-原料から加工・調理まで」. 國本弥生,新井健一.加熱ゲル形成能からみたスケト 成山堂書店,東京,pp7-15.(2001). ウダラすり身の品質に関する研究の展開.海 - 自然と 15) 須山三千三,鴻巣章二 編.脂質.「水産食品学」.恒 科学,9(3),1-11.(2011). 星社厚生閣,東京,pp.37-47.(1989). 7)橋本昭彦,新井健一:数種の魚類の筋原線維 16)大島敏明,和田俊,小泉千秋.漁獲時期の異なるマ Ca-ATPase の安定性に及ぼす pH と温度の影響.日 イワシの部位別,組織別脂質含量ならびに脂質組成に 本水産学会誌,44,1389-1393.(1978). ついて.東京水産大学研究報告,75,169-188. (1988) . 8)橋本昭彦,新井健一:各種魚類の筋原線維 Ca-ATPase 17)村山司,三谷勇,青木一郎.卵巣成熟度及び卵巣組 の変性速度に及ぼす PH と温度の影響.日本水産学会 織像に基づくマサバ太平洋系群の産卵期の推定.水産 誌,51,99-105.(1985). 海洋研究,59,11-17.(1995). 講演会のご案内 創包工学研究会 第58回講演会 “医薬品包装分野における注目技術・材料Ⅱ” ◇開催日時:平成27年1月23日(金)9:30~16:45 ◇主催:創包工学研究会 ◇会場:フォーラムミカサエコ 7F ホール 東京都千代田区内神田1−18−12 内神田東誠ビル7F ◇申込先:創包工学研究会事務局 〒101−0047 東京都千代田区内神田 1−18−11−717 TEL & FAX:03−3291−3219 メール:[email protected] 参加申し込みがあった場合,請求書(振込先記載) および参加証を郵送します。 ◇参加費: 27,000円/人(外税) ◇演題および講師 ○ DLC 薄膜のガスバリア特性を利用した実用化現状 ―大気圧プラズマ方式による高機能薄膜の低コスト 大面積化と実用化― 食品と容器 741 慶應義塾大学大学院 鈴木哲也 ○大気圧・低温プラズマによる表面改質と材料創製 群馬大学 黒田真一 ○ Bio-mimetics の応用による新機能材料“トーヤ ル・ロータス ( 撥水加工包装材 ) ”の開発とその 機能 東洋アルミニウム㈱ 関口朋伸 ○医薬品分野における新機能商品及び技術 ―プレフィルドシリンジ関連技術及びバイオマス ポリエチレンを使用した PTP シート― 大成化工㈱ 白石保行 ○カルシウム法によるバリアフィルムの評価 住友ベリサーチ㈱ 馬路 哲 ○新規保冷容器 ―“ナノクール”の原理と応用 ㈱ T メディカルサービス 榎木治朗 2014 VOL. 55 NO. 12 一刻者の独り言 第4回 究極の技術経営(MOT) -知的財産権に立脚した戦略的技術経営- いわ もと むつ お 岩 元 睦 夫 ((公社)日本フードスペシャリスト協会 会長) 本号が皆さんの手元に届く頃は,総選挙の真っ 年以降低下に転じた TFP は,現在では世界で下 最中と思います。そもそも今回の総選挙のきっか 位に甘んじている状況にあります。まさに失われ けとなった経済情勢の評価は,専門家の間でも意 た20年の結果です。そうした中で研究開発の成果 見が二分されるほど複雑なようで,経済に門外漢 である論文数や特許出願数では世界でトップクラ の筆者にはその仕組みは理解しがたい分野ですが, スにあることを考えると,いわゆる「死の谷」を 今回は身近な科学技術の視点から経済との関係を 生む技術経営上に重大な構造的欠陥が存在するこ 考えてみたいと思います。 とが推察されます。 経済成長を論じる経済指標の一つに全要素生 ところで,経済のグローバル化の進展にともな 産性(TFP : Total Factor Productivity)があり い,企業は投資家に対して経営状況をつぶさに説 ます。TFP は付加価値の増減率から「設備」と 明する責任が高まっています。費用のかさむ研究 「労働力」の投入量の増減率を減じたもので,「技 開発についても,いかに企業の業績に貢献できる 術進捗率」の増減率を示します。企業が生み出し かを説明することが求められます。しかし,研究 た付加価値額の増大における技術革新の貢献度を 開発の成果が業績に反映するまでには時間がかか 表わすもので,研究開発の効果の他に労働者のス るため,時には研究開発分野が縮減される恐れが キル向上や経営効率の改善なども含まれます。 あります。 80年以降,国の後押しもあって食品分野でも多 TFP の大きな企業は,研究開発の結果として 技術革新が有効に発揮されたものと評価されます。 くの技術研究組合が組織され,食品技術のイノベ こうした考え方は企業のみならず,GDP(国内 ーションが一気に進んだ時代を知る筆者は,この 総生産:Gross Domestic Product)の動向との関 20年近くの間の研究は進んだが画期的な産業技術 連から国の技術力を示す場合にも話題となります。 の開発につながっていないと断じています。同業 その TFP ですが,60年代は先進国の中にあって 他社とのシェア競争を意識するあまり身近な商品 我が国は最低の位置でした。高度経済成長の第一 開発に注力する傾向が強く,不況による経費削減 期とされるその時代,GDP は年々大きくなって の影響もあって長期的戦略にもとづいた研究開発 いきましたが,成長の源泉は設備投資でした。 が進まなかった,いわば負の連鎖が一因と考えて います。 しかし,輸出が急増し高度経済成長の第二期と される70年代に TFP は急速な伸びを示し,70年 こうした状況を打破するためには,研究開発を 代後半から80年代には世界のトップの地位を築く 投資と考え,その成果である特許などの知的財産 ようになりました。研究開発が我が国の経済成長 権(知財)を資産として評価し,研究開発を企業 を牽引した証です。しかし,バブルが崩壊した90 経営戦略の柱の一つとして位置付けることの重要 食品と容器 742 2014 VOL. 55 NO. 12 性が指摘されるようになりました。しかし,その ントや資金提供などのサービスを行うベンチャー 際の課題は,「見えない資産」である知財の資産 キャピタルが生まれています。こうした分析の結 価値をいかに「可視化」し「定量化」するかとい 果を事業活動の PDCA サイクルに反映させるこ うことです。アメリカでは,知財をもとに起業し とにより,知財の管理に要する膨大な費用の削減 ようとする者を支援するベンチャーキャピタルが も可能となるのみならず,研究開発を事業経営に 整備されており,投資の対象となる知財の価値を 効果的・効率的に生かすことが可能となります。 適正に評価するシステムが開発されております。 このような分析・評価には,(独)工業所有権 かつて30年ほど前,農林水産省や経済産業省な 情報・研修館がインターネット上で提供する「特 どによって,産投会計からの出資金等を財源に研 許電子図書館」の中の経過情報等の特許情報の他, 究開発を行う官民合弁ベンチャーに出資し,出資 企業の経営・財務データや株式市場データなどの 金を出資先における特許料収入等の収益を配当に 情報をもとにベンチャーキャピタル自らが開発し よって回収する制度が設けられました。生物系や た特許情報解析システムが使われます。一例とし 工業系に関し斬新な研究開発が行われましたが, て,①個別特許の優劣を対数化度数分布によって 一部を除きビジネスとして成功した企業はわずか 7段階にクラス分けする方法や,②新規性,進歩 でした。その後,98年の法律にもとづき大学等に 性等の項目ごとの評価を総合化し,100点満点で 技術移転機関(TLO)が設置され,01年には「大 点数化した結果をもとに10段階へ格付けする方法 学発ベンチャー 1000社計画」などベンチャー育 が用意されています。これらのプロセスには専門 成策が講じられ,数の上では計画をはるかに超え 的知識を有したアナリストの存在が不可欠で,そ るベンチャーができました。しかし,この場合も うしたサービスと資金の提供を行うこと自体がベ 経営面で大きな収益を上げビジネスとして成功を ンチャーキャピタルの知的財産戦略経営モデルで おさめた例は稀でした。 もあります。 こうした状況を生み出す一因には,これまでも こうした究極の技術経営(MOT)と言える知 指摘してきたように,社会環境要因が根本的に異 的財産戦略経営の環境を整えるため,経済産業省 なるアメリカの科学技術政策を直輸入してきたこ は04年に「知的財産情報開示指針」を公表し,企 とがあると思いますが,特に研究開発の延長でビ 業自らの知的財産活動を報告書としてまとめ公開 ジネスが展開できるといった考えだけが先行し, することを推奨する政策を進めております。その 起業に際し大学等の有する知財の資産的価値の評 効果もあって,大企業のみならず中小企業におけ 価や管理を行う技術経営の体制が伴っていなかっ る知的財産戦略経営に対する意識も高まっていま たことが大きな原因であったと思います。こうし す。研究開発の成果である「知財」を核に今後は た技術経営不在の状況は,ベンチャーのみならず 企業のみならず,法人化後は企業会計でのマネジ 既存の企業や大学等の他,国の科学技術政策担当 メントが求められる大学や研究機関においても, 部局においても見られました。 知的財産戦略経営に通じた専門家を養成すること が喫緊の課題です。 しかし,最近では我が国においても,①知的財 産戦略経営の視点から企業を評価し格付けを行う 知的財産のマクロ分析,②特許群の分析・評価し 知財を「可視化」する知的財産のセミマクロ分析, ③個別特許の経過情報分析や技術的価値評価の結 1)増山博昭「実践 知的財産戦略経営」~事業・ R&D・知財の三位一体を実現する MOT の真髄~, 果から知財の格付けを行う知的財産のミクロ分析 日経 BP 企画(2006) などを行い,その結果にもとづき経営コンサルタ 食品と容器 参考文献 743 2014 VOL. 55 NO. 12 ●海外に見る容器包装最新事情● 第8回 −パッケージが消費者とブランドとをリアルタイムに 繋ぐ手段となる (1) − 有田 俊雄 取締役社長 (技術士・包装管理士) (株)パッケージング・ストラテジー・ジャパン (Toshio Arita) ●はじめに ② 消費者及び小売業の動向 IT 技術が大衆化し,スマートフォン ( 以下, No スマホ ) によるコミュニケーションが日常化する 中で,ブランドオーナーと消費者,パッケージと 7 消費者の関係はどう変わっていくのであろうか? ひとときもスマホを離さず忙しく動き回る消費者 課 題 出 現 確 率 ニューメディア の普及により, 家庭内にあって 自由に注文,購 入できるホーム ショッピングの 場が多くなる 第 1 40 47 12 16 40 44 回 71 第 2 37 56 8 15 43 42 回 62 のショッピングスタイルにどう関わり合っていく 重要度(%) 関係度(%) 大 中 小 大 中 小 81 第1図 日本包装技術協会21世紀包装研究会報告書(1987年6月)から 第1図 日本包装技術協会 21世紀包装研究会報告書 (1987 年 6 の抜粋:出現確率(%)はデルファイ法による2回の回答結果(2010年 月 ) からの抜粋:出現確率 (%) はデルファイ法による2回の回答 予測)。点線:第1回回答,実線:第2回回答 のであろうか? 僅か20数年前には,近未来の 結果 (2010 年予測 )。点線:第 1 回回答,実線:第 2 回回答 こととして語られたことが,現実の問題となって きた。 報告書の中から,②消費者及び小売業の動向に 海外ですでに見られる事例や,水平線の彼方に 関するまとめの一部を以下に引用する。 浮上しつつある事例を2回にわたり紹介する。 『ここでは,消費者およびスーパーマーケット, コンビニエンスストア(以下コンビニ),無店舗 ●1987年に,我々はどんな近未来を想定した 販売店など小売店の動向について回答者のグロー か? バルな観点を求めており,回答者の描く2010年 日本包装技術協会 (JPI) では,1983年に「21 の消費者および小売業の動向は次のようなもので 世紀包装研究会」を発足させた。同研究会は,我 あった。 が国包装産業各分野の企業の研究開発担当者に 人口の密集,労働時間の多様化,核家族や共働 よって構成され,以後4年間にわたって21世紀 き家庭の増加等からコンビニ,自動販売機,無店 の包装展望を試みた。筆者もそのメンバーのひと 舗販売等時間的制約をあまり受けない小売業が非 り ( 代表幹事 ) であったが,研究成果は,1987年 常に発展する。特に,ニューメディアの普及によ 6月に「21世紀における包装技術予測」という り家庭から自由に注文・購入できる無店舗販売シ 報告書にまとめられた。 ステムやホームショッピングが普及している。そ この活動は,最終的には,包装技術とその周辺 して,流通と保存技術の発展により,安価な流通 にある領域を7つの分野に分けて合計78の設問 コストで安全性が高められた画期的な冷蔵食品シ を用意し,有識者に対するデルファイ法による2 ステムが開発され,一層普及している。 回の回答によって,2010年におけるそれぞれの 課題の出現確率を問う形でまとめられた 1) スーパーマーケットは,物を買う場から物を買 ( 第1 うことを楽しむ場として生活文化やスポーツ関連 図 )。分野と設問数は以下の通りであった。 等の集会場を合わせ持ったコミュニケーションセ ①包装を取り巻く社会経済環境 (6) ②消費者 ンターとしての性格が一層鮮明になっている。 及び小売業の動向 (10) ③輸送・流通手段 (10) 消費者が無店舗販売店,コンビニ,スーパーマ ④包装素材・加工 (25) ⑤包装技法・システム ーケットを使い分け,その結果,現在のスーパー (14) ⑥再利用技術 (5) ⑦評価基準 (5) マーケットは経済性を考えてまとめ買いに重点を 食品と容器 744 2014 VOL. 55 NO. 12 置く超大型スーパーヘ変貌するとの予測に対して 米国のコンビニ7-Eleven は,実現性は低いとしている。すなわち,消費者 における販促用飲料カップ の好みの多様化,核家族化,人口密度の高さ,そ に Scanbury 社の QR コー して身近なコンビニの立地等を考えると,欧米に ド を 付 け た。2011年 5 月 見られるようなハイパーマーケットの実現には疑 には,同社は飲料缶メー 間を呈している。 カーの Ball Packaging Europe また,スーパーマーケットで販売される加工食 社と提携し,当時はまだ新 品については,経済性を重視した特長あるノーブ し か っ た 250mL の 缶 に ランド商品が広く開発され主流になるとの予測に QR コードを付け,消費者 対しては,実現性は低いとしている。現状のスト が Coke Music Portal サ 写真1 Coca-Cola 社 アブランドの実績が好調とは言えず,むしろメー イトに直接リンクできるよ を採用したコーク飲料 うにした。QR コードを包 缶。QR コードにスマホ ( スペイン ) で QR コード カーブランドとの協調により消費者の好みにあっ をかざすと,欧州サッ 装に利用して製品の販売促 カー選手権の試合映像 進やブランドの強化を進め が楽しめる。 た商品開発に期待している』―(引用終わり) 現在の視点から見ると,小売り業態の多様化や コンビニの台頭,チルド食品の普及などはまさに る企業やビジネスオーナーが多くなっている。 最 言い当てている箇所であり,さらに,現在でいう 近の QR 関連の数値によると,QR コードの約 ところのインターネットショッピングがニューメ 30%を製品の包装に見ることができるという。 ディアの普及とともに伸びると予測している点は 今年10月に開催された東京国際包装展 (Tokyo 非常に興味深い。しかし,今日のように,スマホ Pack 2014) には,海外から多くの来訪者があり, 片手に忙しく動き回る消費者像はここでは登場し その中には10名ほどの包装ジャーナリストが含 ていない。 まれていた。筆者が彼らとともに東京ビッグサイ ●徐々に広がる変化の兆し ト近くの大手スーパーマーケット見学に訪れたと 少し旧聞ではあるが,QR コードを使った典型 に印刷されている QR コードにスマホをかざした。 きのこと。ジャーナリストの一人が,パッケージ 的な海外の事例をひとつ。Coca-Cola 社は,2012 間髪を入れず,店舗従業員が近づいてきて,たい 年に,スペインで販売する Coca-Cola Classic と へんな剣幕で「店舗内では一切の写真撮影は禁止 Coca-Cola Zero のすべての包装に四角の2次元 されています」と注意を受けた。そこで我々は, QR コードに取り付けることで,同地域の BIDI 彼に向かって,何のために QR コードがついてい ケータイバーコードサービスの有力企業である るか,これは店舗で,消費者に向けて発信したい ScanLife 社と合意書に署名した。 情報であることを説明して納得してもらった。こ れは日本のスーパー店舗での一例であるが,一方, たまたま,時期がサッカーのヨーロッパ選手権 と重なったため,消費者は缶に付けられた QR コ 筆者が今年訪れた英国のスーパーでは,パッケー ードをスキャンして EuroCopa 2012の特設モバ ジの表面に大きく印刷された QR コードが消費者 イルサイトにリンクすることができた。この QR に向かって「どうぞスマホで読み取ってくださ コードの管理は ScanLife のシステムを通じて行 い」と語りかけていた。英国をはじめとする欧州 われ,Coca-Cola は,ユーザーの反応に対して の小売業では,店内作業の効率化や陳列棚での差 リアルタイムで内容を変えることができ,同競技 別化等のため,リテールレディパッケージの導入 におけるスペインチームの活躍を伝えることがで が進んでおり3),DVD の陳列棚ではリテールレ きたという2)( 写真1)。 ディパッケージの表面に QR コードが大きく印刷 Coca-Cola の缶に付けられた QR コードは目新 されていて,消費者がスマホをかざすと,手に取 しいものではない。2011年には,Coca-Cola は らなくても DVD の中に収納されている映像の概 食品と容器 745 2014 VOL. 55 NO. 12 要がわかる仕組みになっている ( 写真2)。 はなく,スマホで探すのです。パッケージは,商 品と一体化していなければなりません。メーカー は商品と一体化したパッケージを消費者に家に持 ち帰って欲しいのです。ネットワーク技術が消費 者を店頭に向かわせ,消費者を実際の商品に誘導 していくのです。 JW:消費財企業が活用しているモバイル・コ 写真2 リテールレディパッケージの表 面に大きく印刷された QR コード:英国 スーパー TESCO Extra DVD 陳列棚 ミュニケーションにはどんなものがありますか? 第2図 Mobile Future Institute 社 Chuck Martin 氏の著 書 :Mobile Influence -The New Power of the Consumer CM:ビーコン ( 無線標識 ),RFID( 無線 IC タ グ ),NFC( 近距離無線通信 ) が引き金になります。 パッケージに印刷された QR やバーコードと, パッケージの近くにあるこういった無線発信装置 が繋がれば,消費者は自分の欲しい商品を見つけ ●パッケージが消費者とブランドとをリアルタ ることができるのです。こういった通信機器はま イムに繋ぐ手段となる すます小さく,安くなってきていますので,さら これから本論に入る。ひとことでいうと,将来 に多くのことが可能になります。パッケージは のパッケージは店頭で消費者を引きつけるだけで ネットワーク技術とともに進化します。最近大き なく,情報の発信機能を有して,何かを引き起こ な話題になっているのはビーコンです。ビーコン す存在になるだろうというのが本論の趣旨である。 は小さな無線発信機で,単3電池で動きます。ロ これに関して,米国におけるモバイル・コミュニ ンドンの Regent Street の商店街では,100の店 ケーションの専門家で,Mobile Future Institute 舗がすでにその入り口にビーコンを装備していま 社の CEO の Chuck Martin 氏と,Packaging Strategies す。ビーコンは建物の周りや天井に張り巡らされ Newsletter の元編集長 Joe Pryweller 氏との対談 ていて,そこから発信される電波は商品に届き, は,これからのスマホ時代に,パッケージがどん 数百フィート先にいる人に伝わります。人が店に な役割を果たすことになるかを知る上で大変参考 行き,スマホにアプリをローディングさえすれば, になる ビーコンから伝達された情報を,店の中で受け取 4) ( 第2図 )。 Joe Pryweller 氏 (JW):全てのパッケージは ることができます。例えば,消費者が持っている ネットワークの一部になるとのことですが,これ スマホには自動的にその商品がどこで販売されて はどういう意味でしょうか? いるかといったことから,今商品を購入すれば20% Chuck Martin 氏 (CM):人々は常に移動して の値引きが受けられるといったことまでが瞬時にし います。またネットワーク技術が進歩しました。 て伝わります。また,スマホを商品のパッケージに 次の段階では全てがネットワークで繋がります。 かざせば,小売店をバイパスして消費者に自社の商 具体的には,人とスマホ,コンピューターとパッ 品情報を伝えることができます ( 第3図 )。 店舗内で NFC を活用している例もあります。 ケージ,そして購入体験等が全てネットワークで 繋がる時代が来るのです。消費者は欲しいもの, NFC チップが装備されていた小売店で,ビデオ 買いたいもの,あるいは全てのパッケージをネッ にスマホをかざせば,例えばコマーシャルの中の トワークで見つけることができようになるでしょ 誰かが着用しているズボンの情報がすぐに映し出 う。多忙な消費者はネットワークで欲しいものを され,どこで販売されているのかをスマホで知る 見つけることを求めているからです。以前は包装 ことができるのです。カメラが映し出したものを された消費財は,消費者の目を引くことが重要で 特定するスキャナーもあります。ある人が着てい した。今では消費者は店頭で商品を見つけるので る特定のドレスにカメラの焦点をあわせると,ど 食品と容器 746 2014 VOL. 55 NO. 12 こ で 売 ら れ て い る の か 知 る こ と が で き ま す。 Google 社の goggles はイメージ認識のアプリで すが,スマホやタブレットのカメラで撮影した画 像,文字,バーコードや QR コードなどを分析し, それらに関連する情報をウェブから検索すること ができます。またパッケージにカメラの焦点を合 せると,その中味がわかります。世界中で300万 以上ダウンロードされている blippAR(拡張現 実)アプリを使えば,ハインツ社のケチャップ容 器にスマホをかざすだけで,ケチャップを使った 第3図 ビーコン(無線標識)によるモバイルコミュニ ケーション (出典:アプリックス) メニューやデータを見ることができます。 JW:こういった技術はまだ普及しておらず, 消費者にとってもアプリをダウンロードするのは たり,座っていた時間や階段を登った速度まで追 面倒です。いつになれば広く使われると思われま 跡できるのです。 すか? また,商品がいつ冷蔵庫にしまわれたか,いつ CM:この予測は難しいです。まだつかみどこ 消費されたかも追跡します。パッケージが開封さ ろがありません。将来消費者は新しいアプリをダ れたら,消費者はその商品を気に入り使用したと ウンロードしなくてもよくなるでしょう。ビーコ も考えられますし,開封されない場合は,パッケ ンは既存のアプリにも使えます。消費者にとって ージに不具合があるのではと考えたりします。リ 秘密ということはもうありません。 アルタイムで消費者の動静が追跡できるのです。 多くの新しい開発研究がなされています。また こういったことはすぐにはできませんが,開発 徐々にではありますが多くの人々がアプリを使い コンセプトはこの方向に向かっています。伝統的 こなすようになり,どこにいても情報が得られる な市場調査ではできないリアルタイムの情報が得 ことを望むようになってきています。 られるのです。 JW:こういった技術開発はパッケージ企業に ●おわりに どのような影響をもたらしますか? 現在のように,手のひらに乗るようなハンディ CM:これを理解する一つの方法は Fit Bit です。 一日中常時携帯して,アクティビティ,エクササ タイプの無線電話が初めて市場に出て,ようやく イズ,食事,体重,睡眠を記録し,スマホ端末に 携帯電話と呼ばれるようになったのが,ちょうど 情報を発信し,表示する活動量測定のアプリと製 「21世紀包装技術予測」が発表されたのと同じ 品群です。リアルタイムで情報を集めてくれます。 1987年 で あ っ た。 記 録 に よ れ ば, こ の 年 に, パッケージは単に,店に陳列してある商品に消費 NTT からショルダーホンより小型化した携帯電 者の目を向けさせるものではなく,近い将来には, 話機が発売されたとある。次号では,20年後の 情報発信するものになっていくでしょう。パッケ モバイル時代を想定してパッケージを考えるとし ージが情報を集めて伝えてくれるのです。これこ たら,パッケージに新しく求められる機能とは何 そがパッケージがネットワークの一部になるとい かを考えたい。 う意味です。 ●参考資料 ある消費者がある店で包装された商品を購入し 1) 21世紀包装研究会報告「包装技術」昭和61年8月号 (1986) 2) Packaging Strategies Newsletter June 15(2012) 3) 有田俊雄「包装技術」平成24年9月号 (2014) 4) Packaging Strategies Newsletter August 15(2014) たとします。モバイル技術はその商品を追跡し続 けます。その人が店からどのくらい離れた場所に 行き,何時間車で走ったか。また歩いたり運転し 食品と容器 747 2014 VOL. 55 NO. 12 ● 海外技術・マーケット情報 ● 2014年デュポンダイヤモンド賞&ゴールド賞受賞製品 (Tackling the Toughest Issues) Packaging Digest(USA)p.22(’14・6 )文献 № 5978 今年の革新性を競うデュポン賞パッケージ部門 パレットに53%多く搭載 は,26年目を迎え,世界で今最も巧みで,環境 できるため出荷と保管の効 に優しく,かつ消費者に優しいパッケージにス 率が良い。 小売業者は,缶を棚に最 ポットライトを当てている。 全部で16パッケージが2014年には表彰された。 大45 % 多 く 並 べ ら れ, 消 ユニリーバが Compressed(圧縮された)消臭 費者にも利点がある。小さ 剤缶でダイヤモンド賞を獲得した。その他のパス い缶は持ち運びしやすく, タ生地から洗剤製品に至る製品レンジで,5つの それ故,外出先や旅行先で パッケージが金賞を,さらに10のパッケージが の使用に今までよりずっと 銀賞を獲得した。 適している。 けん 今年は審査基準が変更され,業界の牽引力や大 「パッケージの最大の課 勢が,今まで以上に反映されている。審査カテゴ 題はスプレーシステムを再 リーは,(社会的に)責任あるパッケージ,技術 設計することだった。その 的先進性,顧客の使用体験の向上の3つである。 結 果 新 し い Compressed 銀賞はこの3つの内いずれか1つで,金賞は内2 製品は,期待通り,大きな つ,ダイヤモンド賞はこの3つすべてで優れてい 缶と同じくらい長持ちする る。 し,消費者には今までで一 国際的な審査員は,31カ国200以上のエントリ 番優れたエアゾール消臭体 ー製品を審査し,受賞製品を選定した。ダイヤモ 験を提供する」とユニリー ンド賞と金賞との受賞製品の詳細は以下の通り。 バ社 R&D 部門グローバル 写真 1 ユニリーバ社 技術プロジェクトリーダー ダイヤモンド賞:Compressed 消臭剤はずっ の S. Alvarez 氏は言う。 と小さな缶だが,今までと同量の製品に匹敵する の Compressed 消 臭 剤パッケージ。 ユニリーバ社(英国)が今年は同社 Compressed 「当社のバルブおよびアクチュエーター供給業 消臭剤パッケージでトップ賞を獲得した。同製品 者,ならびに社内の専門家たちと協業することで, は環境面,対消費者,対小売業者に利益をもたら 個々のパックの全寿命にわたり,最適なスプレー す(写真1)。 機能が得られるスプレーシステムを何とかデザイ ンできた」。 同社は,Dove, Rexona/Sure, Vaseline, Lynx/ Axe などの複数のエアゾール消臭ブランドに缶 ユニリーバ社は,新しいパッケージのバルブ を使用している。新しい75mL 圧縮缶には従来の 開発を Lindal Group と,グラフィックス制作は 150mL と同量の消臭剤が充填されているが,こ Epoch Design 社と協業した。 の新しい缶は,かなり容量の小さなパッケージを 金賞:絞り出し可能なカートンパウチで新鮮な 使用し,今までより少ない量のガスで消臭剤が利 パスタが手早く簡単に オーガニックの生パスタ spätzle 生地である 用可能である。 平均すると,その Compressed 缶はアルミを Frizle ブランドの独創的で実用的な小売りパッケ 25%,ガスを50%も節減できる。缶が小さく, ージは,消費者が新鮮なパスタを自宅で作る簡単 食品と容器 748 2014 VOL. 55 NO. 12 で手早い,しかも間違えな いやり方を提供する。 VerDeSoft 社( ド イ ツ ) がパッケージをデザインし, パッケージを直立させ,充 填し,密封する装置を開発 した(写真2)。 Frizle カートンパウチは 長方形で,シールで覆われ た一連の穴を特徴とするア ーモンド形の平底パネルが 付いている。シールを剥が し,沸騰したお湯のポット の上でパッケージを搾って, 穴を通して流動状態の生地 を取り出す。 写真2 VerDeSoft 社がパッケージを デザインし,生地を ALB-GOLD Teigwaren 社が供給し,Frizle ブランドで販売。 写 真3 P&G 社 製 スマートドージ ン グ・キャップの洗 剤 製 品は1回 分の量 を消費者に提供し,ムダを削減。 使いやすくデザインされたキャップは,ひと搾 冷蔵食品として売られているパスタは3分で調 理される。パッケージは一人用にデザインされ, りごとに洗浄剤1回分が出てくるタイマーメカニ 380gの生地が入っている。生地は ALB-GOLD ズムを使用している。 PET ボトルを逆さまにして搾ると,キャップ Teigwaren 社(ドイツ)が供給している。 Martin Spiegel Kartonagenfabrik 社(ドイツ) は1回分を搾り出し,ピストンが前方に移動して がパッケージ素材のコンバーターで,その素材は 流出を止める。キャップには簡単に開くフリップ ポリオレフィンの内面ラミネートで被覆したペー トップと液垂れしないスパウトが装着されていて, パーボードでできている。 さまざまなサイズのボトルに適用可能である。 P&G 社はこのスマート・ドージングキャップ ラミネートはバリアー特性を与え,超音波シー リングもできる。パッケージが使用時に受ける圧 を,英国はじめ複数の欧州諸国ならびにアメリカ, 力が大きいため,強力なシールが必要なのである。 カナダで,Mr. Clean, Mr. Propre, Flash 濃縮液 Frizle ブランドパスタはドイツでは Edeka や 体洗剤製品ラインに使用している。それぞれの規 REWE といったスーパーマーケットやその他の 定量は製品にもよるが,正確に5~ 50mL の範 小売店で売られている。 囲で選定でき,洗剤が使える間は何度でも同じ量 が得られる。 金賞:スマートなドージングキャップが洗剤の キャップはわずか4つの部品で構成されている。 ムダを減少させる P&G 社製の1回分で自動的に中身の流出を止 他のドージングポンプやシステムとは違い,スマ めるスマートなドージングキャップが,洗剤,特 ート・ドージングキャップは全部品がポリプロピ に濃縮剤の使用過多という家事の悩みを解決する。 レンで作られているのでリサイクル可能だ。また P&G 社の高濃縮液体洗剤のために開発されたそ そのシンプルなデザインにより,低コストな部品 のカップは,「市場で最も小さいドージングシス で作ることができる。 テム」であると,同社は言う。ドージング調整機 ベルギー,シンガポール,スイス,そしてアメ 能を改善したこのキャップは,消費者による製品 リカの P&G グループ各社が同プロジェクトに参 のムダを削減する(写真3)。 加した。 食品と容器 749 2014 VOL. 55 NO. 12 金賞:余分なラベルを使わずとも多種多様な情 報提供を可能にする印刷技術 Direct Object Print- ing と い う Plastipak Packaging社 (USA) の 印刷技術は,環境面で の利点,すなわち何よ りもラベルのムダを減 少 さ せ た。 同 技 術 は また,同社が P&G 社 の Tide Plus Bleach Alter-native Liquid Laundry Detergent に印刷された合成洗剤ボトル。 写真5 Nestlé Australia 社のミシン目に沿って袋を破 れば,簡単にパウチが2つに分かれる2分割パウチ。 ボトルで実施しているように,硬質パッケージに に開封できるミシン目に沿って袋を破れば,き 直接印刷ができる(写真4) 。 れいにこの2つのパウチを分けることができ (洗剤プラス漂白剤の 写真4 P&G 社の直接ボトル 代用液入り合成洗剤) る。Amcor Flexibles 社(中国,シンガポール) Direct Object Printing の追加仕様には,例え ば販促メッセージ,クーポン,あるいは QR コー が,パウチの印刷,コンバート,前工程を担当し, ドといった期間限定の情報表示がある。ボトルの Nestlé 社 は,Landor 社( オ ー ス ト ラ リ ア ) と 前面,脇,裏面に全面印刷することもできる。 パッケージデザインで協業する。 数種類のフレーバーで入手できるこの製品は, その印刷技術は,「可変印刷能力があり,すべ てデジタルで,ドロップオンデマンド型シング 消費者が家庭でアジア料理を本場の味で調理する ルパスインクジェットである」と Plastipak 社先 のに便利なように開発された。一方のパウチに 進製造技術部門担当役員 R. Uptergrove 氏は言 は,Infusion Paste(調味ペースト)が入ってい う。同氏はまた,楕円,四角,円形パッケージな て,もう1方には仕上げ用のソースがある。牛肉 ど「多数の形状に印刷する能力開発に Plastipak かチキンを Infusion Paste と混ぜ,(食材に含ま 社は専念してきた」と言う。その技術はエンボス れる)プロテインを強火でさっと炒め,最後に鍋 印刷にも利用可能である。 に野菜を加える。野菜が調理されたら,仕上げ用 だ いた ソースをかき混ぜ,料理は完成である。 同技術の主な利点はラベルの削減である。その ことで,ムダを抑制し,パッケージのリサイクル パウチの底面には2つのガゼット(それぞれの を簡素化し,パッケージのサプライチェーンを合 パウチの底面に1つずつ)があり,2つに分割す 理化し,カーボンフットプリントを低減する。さ る前でも後でもそのパッケージを直立させること ら に,Direct Object Printing に 使 わ れ て い る ができる。パッケージの重量は中身を入れてもわ UV インクは,環境に優しく VOC(揮発性有機 ずか150gである。 化合物)は含まれていない。 金賞:UHT ミルクパウチが数カ月のシェルフ 金賞:2分割パウチに2つの調理ソース ライフをもたらす Nestlé Australia 社は,Maggi Stir Fry Creations UHT(超高温)処理されたミルクを無菌充填 社向けの2つに分かれたスタンディングパウチで,利 したピローパウチによって,インドでは,常温保 便性と使い勝手の良さに狙いを絞った(写真5)。 存可能な液体ミルクが今まで以上に広域で入手で 消費者はパッケージの中央に通っている,簡単 きる。開封前なら90日のシェルフライフが得ら 食品と容器 750 2014 VOL. 55 NO. 12 れる同パッケージは,従来の無菌パッケージに対 する低コストの代替品である(写真6)。 このプロジェクトは,P. Parakh 氏の Parakh Agro Industries 社,H. Asunmaa 氏 の Elecster 社( フ ィ ン ラ ン ド ),S. Sivakumaran 氏 の ISF Industries 社(インド)の3社による戦略的提 携である。Parakh Agro 社がパウチ用フィルム, Elecster 社が滅菌および無菌 UHT パウチ充填装 置,そして ISF 社がフィルムの販売・サービスを 提供する。 乳製品に対して,同パウチは常温保存不可パッ ケージよりもカーボンフットプリントは少なく, 冷蔵不要のため,保管と配送が低コストですむ。 乳製品はまた,パウチ入り UHT ミルク用パッケ ージの素材コストが従来の無菌パッケージよりか 写 真6 Parakh Agro 社と Elecster 社と ISF 社の3 社で共同開発された,UHT(超高温)処理したミルクを 無菌充填したピローパウチ。 なり安いという利点に恵まれている。その節約し 費者はすぐに飲める。つまり,飲用前に煮沸する た分は,消費者に還元できるだろう。 必要がないのである。 常温保存可能なパウチは冷蔵庫を持たない消費 このパウチ入り UHT ミルクは,インドでは 者には実用的な選択である。そして,パウチは殺 Amul ブランドで,100mL サイズから1L サイ 菌された牛乳が無菌で充填されているために,消 ズまで販売されている。 (常盤恭徳) ● 海外技術・マーケット情報 ● 「次のオレンジジュース」を目指す“Vita Coco” (Nutty by Nature) Beverage Industry(USA)p.34(’14・6 )文献 № 5977 10年前であれば,いつの日かココナツウォー での需要を賄うため,1日当たり150万個のココ ターが何百万ドルも売り上げる飲料になるとはだ ナツを処理しており,さらに他の飲料カテゴリー れも考えなかったし,Vita Coco の共同創業者 の売り上げをも奪い,“ 次のオレンジジュース ” M. Kirban,I. Liran 両氏でさえ,当時はそんな となる可能性を秘めている。ブラジルでは,ココ ことを信じなかった。両氏が All Market 社を設 ナツウォーターは最も消費量の多い果汁製品であ 立し Vita Coco の商号で事業を始める決断をし り,オレンジジュースをはるかにしのいでいる。まだ た時は,ちょっと余分な小遣い稼ぎの趣味のよう そこまではとても手が届かないが,2014年は Vita なものとしか考えていなかった。 Coco が米国市場,海外市場共に大きく成長し, その会社が,昨年3ケタ成長を実現,全世界の ブランド全商品の売り上げがグレープフルーツの売 推定売上額が2億5000万ドルに達した。しかも, り上げを超え,クランベリージュースの売上額に The Coca-Cola 社や PepsiCo 社のような大手企 追い付く,と Kirban 氏は期待している。 業との競争にも関わらず,Vita Coco はプレミア 成長に向けた体制作り Kirban,Liran 両氏は,Vita Coco の売り上げ ム・ココナツウォーター市場の69%のシェアを がまだ250 ~ 300万ドル程度であった2008年に 維持している。実際に米国および海外約12カ国 食品と容器 751 2014 VOL. 55 NO. 12 合弁会社を設立してブラジルの工場に約200万ド 主流の地位を目指す 米国で早い時期から Vita Coco を飲用してく ルを投じ,今ではブラジル,東南アジア,フィリ ピン,ならびにメキシコの11の製造工場に出資 れたのは,ココナツウォーターに既になじみのあ するまでになっている。こうした投資を行うこと るヒスパニックや東南アジア,インド系の消費者 で,Vita Coco の 事 業 規 模 拡 大 が 可 能 と な り, であった。「他の飲料とは異なり,ココナツウォ 2008年の生産量25万リットルが,2013年時点で ーターは過去20 ~ 30年をかけて1つのカテゴリ は年間2000万リットルの規模に達し,16 ~ 18 ーを築いてきたので,Vita Coco を購入し飲用し 億ドルの売り上げを上げる事業が可能となってい てくれる消費者層は既にできていた」と Kirban る,と言う。 氏は言う。加え,Vita Coco が2007年に Whole 現在,Vita Coco の最大の市場は創業の地であ Foods Market の全米販売扱いとなった時,いわ るニューヨークだが,今後6カ月以内にロンドン ば “ 健康によいナッツ ” として成長の波に乗り, がその地位を占めることになる。また,パリ,ア 事業投資を行うことができた。特定民族系の消費 ムステルダム,日本でも大きな売り上げを上げて 者と健康志向の強い消費者が顧客として存在して おり,Kirban 氏はこの成功を自社の国際戦略と, いたので,過去10年間にやらなければならなかっ 海外市場で利用できる棚スペースのおかげだとし たことは,その両者の間の溝に橋渡しして,米国 ている。「世界展開を開始する米国の多くのブラ の消費者の主流に迫ることであった,と言う。 ンドと我々が違うところは,単にライセンスを供 種々のフルーツピューレを加えた Vita Coco 与するだけで,ブランドを現地の販売企業に与え が新たな消費者を獲得 て任せてしまわず,それぞれの市場ごとにチーム ある人々にとっては純粋なココナツウォーター を築き,米国でやってきたことを再現している点 はもともとなじんだ味だが,フレーバーを加える にある」と同氏は言う。 と主流を占める消費者にも,受け入れやすくなる。 また,欧州や東南アジアの飲料業界は,米国ほ 実際,消費者テストでは,Vita Coco Pure を好 どには発展しておらず,飲料メーカーはそれほど ま な い 消 費 者 で も, そ の99 % は Vita Coco 棚取りを争う必要がないため,Vita Coco は,米 Pineapple を好んで飲んでいる。 国で棚取り,陳列スペースを確保する上での強み さらに,マドンナ,マシュー・マコノヒー,デ をテコに,海外でのブランドの知名度を急速に高 ミ・ムーアなど,セレブな有名人投資家たちがブ めることができる,とも述べている。 ランドやカテゴリーの認知度を高めてくれたばか ココナツウォーターが既に定着して いるいくつかの新興市場で Vita Coco を立ち上げる計画もあるが,その一方, 米国内の Vita Coco 4大市場である ニューヨーク,シカゴ,ロサンゼルス, ボストンで,ココナツウォーターのこ とを聞いて試してみた,という消費者 は わ ず か 約40 % に と ど ま っ て い る。 中西部ではその認知度はもっと低く, どんなものかを知っている消費者は4 ~5%だ。ココナツウォーターのカテ ゴリーと Vita Coco ブランドを米国 の主流の地位に育てるべく努力して いる,と Kirban 氏は語る。 食品と容器 写真 1 Vita Coco Pure ココナツウォーターにフルーツピューレを 加えることで,消費者の主流の心を動かすブランドとなった。 (画像は Vita Coco の提供) 752 2014 VOL. 55 NO. 12 りでなく,ブランドに信用力を付けてくれた。そ と Kirban 氏 は 語 っ て い る。 こ の 商 品 は,Vita して,2010年に Dr Pepper Snapple Group (DPS) Coco ブランドの新たな飲用の場も切り開いてく を販売元としてパートナーシップを組んだことで, れた,と世界戦略担当上席副社長 J. Rubenstein 全米ブランドとしての実績をさらに大きく伸ばし 氏は言う。フレーバーを加えた Vita Coco ココ た。全米規模の足場を築く上で,DPS は大きな ナツウォーターは,比較的粘性が高いため,朝食 意 味 が あ っ た。 お か げ で, 今 で は Kroger や 時のジュース代わりに飲用するというのが典型的 Safeway のような全米規模の小売り業者の棚割 だったが,Vita Coco Lemonade は粘度の低い りでどの店にも入り込むことができ,それがこの 飲料であるため,夏場の日中に “ がぶ飲み ” でき 4年間の実績拡大の大きな部分を占めている,と る,と同氏は説明する。 Kirban 氏は言う。 さらに,Vita Coco Lemonade の容器のグラ レモネードを取り込む フィックデザインが新たなサブカテゴリーの可能 今 年, 創 業10周 年 に 合 わ せ て Vita Coco 性をも生み出してくれたので,基幹ブランドに加 Lemonade を発表した。「この商品を立ち上げた え,2015年には夏場に向けた第2番目の商品群 目的は,レモネードをココナツウォーターのカテ のプラットホームがお目見えするかもしれない, ゴリーに取り込み,レモネードの歴史と既存の価 としている。 値をテコにして新たな消費者を獲得することに 既存の他社ブランドを Vita Cocoブランド傘下に あった」と米国販売開拓担当の副社長 J. Prior 氏 Vita Coco はブランド力を高めることを狙って, は言う。 2012年 に 買 収 し た Coco Cafe の 名 称 を 今 年 に この新商品は,店頭に出てからまだわずか2カ なって Vita Coco Cafe に改めた。このブランド 月ほどしか経っていないが,既に事前の見通しを の規模は小さいが,実績は年率100%で伸びてお 超える実績を上げている。販売数量は想定の2~ り,昨年から全米展開を始めたという。装いを新 3倍に昇っており,需要に応えるため,1工場を たにした Vita Coco Cafe エスプレッソとココナツ VitaCoco Lemonade 専用の生産に充てている, ウォーターが,先月から小売店に登場した。 写真2 4 月には Vita Coco Lemonade が登場。 (画像は Vita Coco の提供) 食品と容器 写真3 Vita Coco Cafe と改称した 新容器が先月から店頭に登場した。 (画像は Vita Coco の提供) 753 写真 4 Vita Kids 製品群の評判がよく, 売り上げも好調なことから,2014 年 4 月の映画 “Rio 2” 上映開始の時期に合わ せ,新たに限定販売の 2 つのフレーバー を追加した。(画像は Vita Coco の提供) 2014 VOL. 55 NO. 12 これまで Coco Cafe とVitaCoco という2つの 小売店の棚取り Vita Colo のすべての飲料製品は,健康維持・ ブランドを育てようとしてきたが,Vita Coco ブ ランドに組み入れたことで,今は1つのブランド 増進と機能性という大きな方向に沿ったものに の元に2種類の製品群という形になり,はるかに なっている。Vita Coco Cafe はエネルギー補給 販売開拓がやりやすくなった,と Rubenstein, と水分補給というように,2つの効果を持った飲 Prior 両氏は指摘する。一人の製品担当マネジャ 料こそ,業界が目指すところだ,と Rubenstein ーにブランドの実績を説明し,同時にその中の複 氏は指摘する。 数の機能を持つ商品として Cafe を紹介すればよ 1つの製品がその処方や機能によって複数の飲 く,それぞれ別々に2人の担当者に売り込む必要 料のカテゴリーにまたがるものである場合,小売 が無くなったし,消費者にとっても分かりやすく 店でどのように扱えばよいのだろうか。Prior, なった,と言う。 Rubenstein 両氏によれば,それぞれのカテゴリ Vita Coco Cafe で RTD コーヒーの市場に割 ーの接点を見いだし,そこに割り込む場をつくり り込む一方,Vita Coco Kids を昨年立ち上げた 出すのだ,と言う。例えば,Vita Coco Cafe は, ことで,子供向け飲料市場にも切り込んでゆくこ Vita Coco の基幹商品群と一緒に陳列するにはそ と が 可 能 に な っ た。 こ の 商 品 群 に は,Apple ぐわない。RTD コーヒーの売り場に置く商品だ Island,Paradise Punch,Very Cherry Beach し,Vita Coco Kids は,子供向け飲料製品の売 の各フレーバーがあり,健康に良く,機能性を持 り場に置いてある。 つ低糖飲料という位置付けで,昨年の上市以来, さ ら に,Vita Coco の 売 り 上 げ の 約20 % は, 着実に実績を伸ばしている,と Prior 氏は言う。 陳 列 棚 か ら 離 れ た 売 り 場 か ら の も の だ, と Vita Coco Kids が好評で売り上げも好調なこ Rubenstein 氏は言う。 「小売店の棚の4フィート, とから,2014年4月の映画 “Rio2” 上映開始の時 あるいは運がよくても6フィートのスペースしか 期に合わせ,新たに限定販売の2つのフレーバー 使えないブランドにとっては,棚から離れた売り を追加した。1つは,クリスティン・チェノウェ 場を見つけて,大量に商品を置くことが極めて重 ス が 声 優 を 演 じ る “Rio2” の 新 キ ャ ラ ク タ ー 要だ。だから,ココナツ,ビーチボール,砂に見 Gabi にちなんだ Gabi’s Pink Lemonade,もう せかけた物やローンチェアーなどを使った,独創 1つは,ジェッシー・アイゼンバーグが声優を演 的なディスプレーでブラジルの南国ムードを小売 じるブルー・コンゴウインコの主要キャラクター 店に直接持ち込むのだ」と同氏は説明する。 Blu に ち な ん だ Blu-Berry Beach で, 前 者 は 買い物客の購入リストにココナツウォーターが Target のみでの限定販売,後者は Target を含め 入ってなくても,立ち止まって手に取ってもらい, 複数の大手小売店で販売している。 味見してもらうことが極めて重要で,店先での販 天然成分,オーガニック,ならびに持続可能性 売開拓というのが依然として最優先になる。人々 をうたった17のブランドをまとめて新商品を紹 は,水分補給が必要な時に実際にその機能を体感 介 す る,Target の “Made to Matter” キ ャ ン ペ して初めて,そのブランドやそうした製品とのつ ーンの一部として,この8月には,Target 限定 ながりを持つができるのだ,と Kirban 氏は言う。 販売の Vita Coco 新商品を立ち上げる予定もある。 Kirban,Liran 両氏のように,消費者が少しはコ コナツウォーターに夢中になってくれるとよいが, …。 (桜田三郎) 食品と容器 754 2014 VOL. 55 NO. 12 ● 海外技術・マーケット情報 ● 消費者に支持されるお茶の健康効能 (Health-Tea Appetite) Beverage Industry(USA)p.14(’14・6 )文献 № 5976 消費者はお茶の健康特性の恩恵を受けている。 タイプ茶や包装茶,ティーバッグ)市場は安定 「お茶は,他の飲料より健康に良いというだけで し て い た が,2013年 の 小 売 量 は2010年 以 来 初 なく,睡眠や消化などを助ける機能性飲料として めてプラス成長を示したと言う。年度末のティー 位置づけられている」と Euromonitor International バッグとルーズリーフ茶の販売は6.6%増え,合 社 の 飲 料 ア ナ リ ス ト D. LaMendola 氏 は 言 う。 計 で12億 ド ル だ っ た。 そ し て,Information RTD 茶でも同じことが言え,2008年~ 2013年 Resources 社(IRI)によると,米国のスーパー は量 / 額ともに増加したと同氏は言う。 マーケットやドラッグストア,大型小売店,会員 IBISWorld 社の業界アナリスト H. Joen 氏も 制クラブ,1ドルショップチェーンでの販売量は 茶カテゴリーの健康効能に注目し,「消費者の抗 約2%増えた。 酸化物質の需要増やベビーブーマーの老化防止製 IRI 社は1カテゴリーについてルーズリーフ茶 品への関心の高まりが茶の消費を支える一要因で とティーバッグをトレースしているが,両タイプ ある」と言う。 また,市場調査会社の1月のリ で売り上げ傾向が異なることに注目している。 ポート “ 米国の茶生産 ” は,「茶カテゴリーは健 Joen 氏は,「ティーバッグは市場の大部分を占め 康的な生活習慣を重視する消費者の支持を得てお るが,ルーズリーフ茶に比べ市場占有率が低下し り,ブランドオーナーはこのトレンドに投資して ている。ルーズリーフ茶は茶 / コーヒー専門店で いる。茶製造業者は,科学界の支援を受けてコレ の 需 要 増 に よ っ て 成 長 し た 」 と 言 う。 今 春, ステロール低減効果など茶飲用による種々の健康 Starbucks Coffee 社 と Oprah Winfrey 社 は 効能を売り込んでいる。アメリカ人は,健康志向 Teavana Oprah Chai Tea を共同開発した。こ がさらに高まり糖分の多い炭酸飲料の代替を探す の茶はルーズリーフの紅茶やルイボス茶にシナモ だろう」と報告している。 ンやジンジャー,カルダモン,クローブをブレン また,ブランドオーナーは茶ブームを高める運 ド し て い る。Teavana Oprah Chai Tea は, フ 動を積極的に行っており,Unilever USA 社は, ードサービス提供品のほか,Starbucks 協賛店や Lipton ブ ラ ン ド に 対 し て TV コ マ ー シャルで “Be More Tea” キャンペーン を始めた。 ティーバッグの販売動向 健康効能であれ他の特性であれ,米 国の茶販売は,消費者の関心の高まり を反映していると専門家は言う。Joen 氏は,「米国の茶市場はまだ成長段階で ある。茶生産業の成長はこの10年間で 大きく減速したが,収益はこの5年間 で増加した」と言う。 LaMendola 氏は,2008年~ 2013年 の米国のホットティー(ルーズリーフ 食品と容器 第1表 ルーズリーフ茶・ティーバッグのブランド別売上高とシェア 売上高 ( $) Lipton 277,098,600 Twinings of London Bigelow Private label Luzianne Celestial Seasonings Tazo Keurig CelestiaL Seasonings Stash Tea Tetley カテゴリー合計 (上記以外のブランドを含む) 755 前年比 シェア 前年比 (% ) (% ) (% ) 3.6 21.7 -0.6 100,525,200 16.6 7.9 0.7 64,657,950 4.5 5.1 117,516,900 89,416,780 -0.8 -0.6 7.0 -0.2 5.0 4.1 -0.1 31,366,980 -12.4 2.5 29,838,840 1.6 51,938,860 37,121,080 29,956,630 1,276,060,000 3.4 9.2 -0.7 -2.2 2.9 2.3 2.3 6.6 100.0 -0.1 -0.2 -0.5 -0.2 -0.1 2014 VOL. 55 NO. 12 (Euromonitor 社の定義ではルイボス茶,ウーロ Teavana 店で利用できる。 また,LaMendola 氏 は,2012年 ~ 2013年 の ン茶,白茶,プーアル茶,他)は2008年~ 2013 ルーズリーフ紅茶の量 / 額の増加に注目するが, 年の米国ホットティーカテゴリーで最も成長し, 同氏は,「ルーズリーフ茶の高級感や茶を淹 れる 同期間に小売量が145%,小売額が207%増え ことに対する消費者認知と教育のおかげである。 2013年には2億1100万ドルに達したと言う。同 しかし,ルーズリーフ茶は依然ニッチ製品であ 氏は,「“ その他の茶 ” にはプーアル茶の発酵風 り,Euromonitor 社は,2013年に小売価格で紅 味からウーロン茶のマイルドな焙煎風味までさま 茶市場全体の15%を占めたルーズリーフ紅茶を ざまなフレーバープロファイルがあり,どれも米 取り上げたにすぎない」と警告する。 国人の嗜好にあまりなじみのない複雑なフレーバ ルーズリーフタイプに加えて,紅茶は他の方式 ーをもつ点で似ている。従って,“ その他の茶 ” で消費者にアピールしている。LaMendola 氏は, は米国の消費者が探している微妙で複雑なフレー い バーを提供する」と言う。 「 紅 茶 は Darjeeling や Ceylon,Earl Grey ブ レ ンドなど,スペシャルティー茶やエステート茶の 手軽にリフレッシュさせる “ その他の茶 ” はホットティーカテゴリーだけ 方向へ向かっている。2013年,スペシャルティ ー紅茶は各種の茶で最も高い伸びを記録した。茶 でなく RTD タイプでも頑張っている。例えば, への親しみが高まり,消費者はより興味を引くブ Rooibee Red Tea 社 は 子 供 飲 料 Rooibee Roo レンドを探している。スペシャルティー茶の店は (南アフリカのルイボスを用いた RTD 紅茶)を 種々のブレンドを宣伝して成功している」と言う。 発売した。これは USDA(米国農務省)より有機 この傾向に合わせて,Numi Organic Tea 社は 認証されている。Cherry,Mango,Orange の 今春 Indulgent Tea を発売した。この新製品は 3フレーバーあり,1ボトル当たり12gの砂糖 Chocolate Rooibos,Chocolate Mint,Chocolate を含有する。 Earl Grey,Chocolate Spice の4種類で,茶と ティーバッグやルーズリーフ茶と同様に RTD カカオをブレンドしている。 「2008年に Chocolate 茶も健康茶として消費者に認知されていると専門 Pu-erh Tea を発売して以来,毎年需要が増えて 家は言う。「炭酸飲料飲用者が健康に良い RTD いる。さまざまな嗜好の消費者にユニークな味を 飲料を選択したため,近年 RTD は着実に成長し 提供するために,最も良く売れている数種の茶ブ た」と Joen 氏は言う。しかし,糖や肥満に対す レンドにカカオを組み合わせた Indulgent Tea を る懸念に対して,全ての RTD が選択肢になって 発売して良かった」と同社 CEO の A. Rahim 氏 いるわけではない。「従来の RTD 茶ブランドよ は言う。 りもナチュラルで低甘味と見られている Honest LaMendola 氏は,緑茶の中で抹茶 のようなニッチ製品の人気が上昇し外 第2表 RTD 茶(缶入り・ボトル入り)のブランド別売上高とシェア 売上高 ( $) 食店にも出現していると言う。Joen Arizona 659,101,800 Lipton 329,119,700 上昇している。ハーブ茶は清涼飲料を Lipton Brisk 272,689,900 Lipton Pureleaf 233,000,000 求める人にアピールし,白茶は少しカ Snapple 210,422,800 フェインの入った飲料を好む人にアピ Diet Snapple 189,246,400 ールする。 比較的新しいマテ茶は, Arizona Arnold Palmer 173,758,800 カフェイン含量がコーヒーに近く,最 Gold Peak 138,334,000 Lipton Diet 132,306,900 近かなり伸長している。また,マテ茶 Pure Leaf 85,073,010 は抗酸化物質の含有量が高い」と言う。 カテゴリー合計 3,029,743,000 氏は,「ハーブ茶や白茶も近年人気が LaMendola 氏 は,“ そ の 他 の 茶 ” 食品と容器 (上記以外のブランドを含む) 756 前年比 (% ) -3.5 -11.3 10.0 49.3 2.6 -4.0 -4.9 12.0 -7.3 153.6 1.7 シェア (% ) 21.8 10.9 9.0 7.7 6.9 6.2 5.7 4.6 4.4 2.8 100.0 前年比 (% ) -1.2 -1.6 0.7 2.5 0.1 -0.4 -0.4 0.4 -0.4 1.7 2014 VOL. 55 NO. 12 Tea や Gold Peak などの製品はこのトレンドの かし,従来茶の飲用を望むティーバッグやルーズ 恩恵を受けている」と LaMendola 氏は言う。ど リーフ茶消費者への影響はないと言う。 ちらも Coca-Cola 社傘下のブランドで,米国の もう1つの新しい茶の形態は,シングルサーブ マルチアウトレットでの売り上げは Gold Peak ポッドセグメントである。既にコーヒーカテゴリ が 1 億3800万 ド ル(12 % 増 ),Honest Tea は ーで確立されているシングルサーブ形態は茶でも 3600万ドル(13%増)になったと IRI 社は報じ サブカテゴリーになっている。 LaMendola 氏は, ている。11月に,Honest Tea は新製品 Unsweet 「現時点では,シングルサーブティーは茶を飲ま Lemon Tea を全国販売してゼロカロリー飲料の ない人に対して茶飲用のキッカケ役である。消費 品ぞろえを拡大した。USDA の有機認証を取得 者はコーヒー飲用のためにシングルサーブ機を購 したインド産フェアトレード認証茶葉を使った甘 入するので,ティーポッドはコーヒーポッドの付 味無添加飲料で,有機レモンエキスでフレーバー 属として家庭で種々のオプションを可能にするた 付けされ,16.9オンスの PET ボトルで販売され めに購入されている。しかし,ポッドの便利な形 ている。 態は今まで茶を淹れようとしなかった消費者を引 また,このセグメントは PepsiCo 社と Unilever き寄せるかもしれない。ポッドは2013年の米国 社とのジョイントベンチャー Pepsi Lipton Tea の茶市場全体の5%で,米国ではまだ非常にニッ Partnership 社でも好調だった。IRI 社データで チ製品である。“ その他の茶 ” 分野でどのくらい は,この品目は RTD 茶セグメントの約38%を占 の影響力をもつかの判断は時期尚早であり,茶を め,年度末の売り上げが8%増の11億ドルである。 飲用しない人に対して飲用のキッカケになるとい 将来の形態 うのが無難である」と言う。 ティーバッグやルーズリーフ茶,RTD 茶は売 Redco Foods 社は濃縮液体茶とシングルサー 上額で市場の大部分を占めているが,消費者も他 ブポッドの両方に注目した。昨秋,同社の Red タイプの茶購入に変化している。IRI 社データに Rose Tea ブランドでシングルサーブカップの よると,年度末の低温茶販売は5%以上増えて Red Rose Energy Tea を発売した。この紅茶に 8億9000万ドルだが,茶カテゴリーの全セグメ は French Vanilla と Hazelnut の フ レ ー バ ー が ントが増えたわけではない。インスタント粉末茶 あり,カフェイン量を標準的な茶の40mg に対し の売上額は9%減(3億9800万ドル)である。 て60mg に強化している。この製品の発売直後に Joen 氏は,「人工原料に対する健康懸念の高まり Red Rose 濃縮液体茶を発売した。染料や人工着 のためインスタント粉末茶は減少した。濃縮液体 色 料 を 使 用 せ ず 純 粋 な 紅 茶 の 葉 を 用 い た Red 茶の人気上昇が,インスタント分野に影響した可 Rose Real Tea 濃縮液体茶には Black Tea,Earl 能性はあるがカテゴリー全体への影響はごく少な Grey,Blackcurrant Raspberry がある。ショ糖 い。濃縮液体茶は普段アイスティーを飲用してい とスクラロースで軽く甘味付けされ1杯当たり5 る消費者に利便性を提供している。濃縮液体茶の kcal である。 人気は若干上昇したが,“ その他の茶 ” 分野への 大手企業も茶や茶フレーバーの濃縮液体茶を開 影響はごく少ない。さらに,濃縮液体茶はアイス 発している。AriZona Beverage 社は茶とフルー ティーミックス形態に非常に類似しているので, ツ フ レ ー バ ー の 両 方 を も つ 商 品 を 開 発 し た。 この形態はインスタント茶カテゴリーを減少させ Nestlé Waters North America 社は Iced Tea with た可能性がある」と言う。 Lemon,Iced Tea with Peach, Half & Half Iced LaMendola 氏は,ティーフレーバーウォータ Tea,Green Tea with Citrus の Nestea Liquid ーの伸長は業務用チャンネルの影響が考えられ, Water Enhancers を発売した。 (合田芳宏) RTD の販売を侵害した可能性もあると言う。し 食品と容器 757 2014 VOL. 55 NO. 12 ● 海外技術・マーケット情報 ● 食品の安全を守るマネジメントツール (The Right Tools Enable Long-term Success) Food Engineering(USA)p.101(’14・6 )文献 № 5972 ログラム(PRP)1),業務委託契約先,納入業者 食品の安全を守る管理ツール HACCP ですべてができるわけではない。HACCP の承認,アレルゲン管理,等にまで及ぶすべてを に従い,すべてが適切に管理されていても,サル 網羅したシステムだ,と Silliker 社のテクニカル モネラ菌で汚染された食材がサプライヤーから入 ディレクター J. Lucas 氏は言う。 荷することもあり得る。しかし,食品安全マネジ 一方,SafetyChain Software 社の共同創業者 メントシステム(FSMS)を導入していれば,そ で上席副社長でもある B. Levin 氏は,FSMS は, うした汚染食材の出荷を食い止められる可能性が 従来の見方からすれば,製造企業が食品の安全・ 高い。食品安全強化法(FSMA)により良く対応 品質管理を正しく行うための,一連の仕様,手順, でき,リコールが発生してから火消しに回るので 工程,検証,妥当性確認,ならびに文書化を意味 はなく,大事故を未然に防ぐことができる。 する,と述べている。 FSMS とは何か? また,GE Intelligent Platforms 社のグローバ FSMS は,HACCP にとどまらず,前提条件プ ルインダストリー・マネジャー K. Moore 氏は, 食品安全マネジメントシステム FSMS は,企業内外の基準,法規,必要条件を網 羅した食品安全計画を維持し実行してゆくための 企業方針だ,と言う。 食品安全マネジメントシステム規格 ISO 22000 の文書の前書きには次のように述べられている: 「この国際標準は,最終消費に至るまでの食品の サプライチェーンを通じた安全確保のために,一 般に認知されている主要な手法を統合する FSMS の要件を定めるものである」。その中には,次の ものが含まれる: ・双方向のコミュニケーション ・システムマネジメント ・PRP ・HACCP の諸原則 この文書によれば,ISO 22000は品質マネジメ ントシステム規格 ISO 9001と整合し2つのスタン ダードが両立でき,その他のマネジメントシステムの 基 準 にか か わらず 適 用することが できる。ISO 22000は,製造企業の既存の FSMS と並行して, 食品製造企業の食品安全管理システムの中で,ソフトウェア が主要な役割を果たしている。この事例では,GE Intelligent Platforms 社の “Proficy” が記録取りと問題の追跡,標準 化された作業工程の監視,生産分析および主要パラメー タの傾向分析をリアルタイムに行う。 あるいはその一部として利用できる。さらに製造 企業は,自社の既存の FSMS が ISO 22000基準 に適合していることを示すことでそのまま使用を 継続でき,監査承認待ちでも自社が ISO 22000 提供:GE Intelligent Platforms 食品と容器 758 2014 VOL. 55 NO. 12 対応企業であることをうたうこともできる。 促進し,そのデータが間違いなくシステムに取り ISO 22000では,HACCP システムの原則と, 込まれるようにし,その上で,データの検証に焦 国 際 食 品 規 格 委 員 会(Codex Alimentarius 点を当て,万一,間違いやリコールが発生した場 Commission – コーデックス委員会)が定めた適 合に,速やかに是正措置を明確にして実行すると 用手順が統合されている。監査適合要件を設ける ともに,問題の予防手段を講じるための分析を行 ことで,製造企業の HACCP 計画と PRP が1つ うものだ,と言う。 にまとめられている。この基準は加工および設備 なぜ FSMS を構築するのか? 「マネジメントシステムの要点は,リスクを軽 に関連する一切の危険要因の軽減を要件付けてい るが,必ずしも品質に目を向けたものではなく, 減することにある」,と Intelex 社食品・飲料部 食品の安全性に関する懸念のみを対象としている。 門副社長の B. Lyon 氏は言う。FSMS は製造企 世界食品安全イニシアチブ (GFSI) 業自身が規則を定めることができるので,その企 ームの1つである FSSC 22000 3) 2) の承認スキ 業が規則に従うよう行政側が監督する必要がない。 は,ISO 22000 をもとにさらに具体的にしたもので,製造企業が 食品強化法に基づく規則の大きな構成要素の1 FSMS を構築するための枠組みを提供する。FSSC つは予防的管理だ,と Silliker 社の Lucas 氏は言 22000は,独立した国際規格である ISO 22000, う。そうした予防手段は HACCP や FSMS の実 ISO 22003な ら び に ISO 22000-1や PAS 223 施計画を支えるすべての計画に適用される。多く 4) といった PRP のための技術規格を採用した FSMS の場合,リコールが生じるのは十分に文書化され の認証スキームだ。この制度は,欧州食品・飲料 実施されている HACCP 計画の欠陥によるもので 工業連盟(CIAA)および全米食料品製造業者協 はなく,それを下支えする一般安全衛生管理の検 会(GMA)が後押ししている。 証や妥当性確認手順が不十分なことによるものだ。 FSSC 22000は,GFSI 承認スキームの1つと Lucas 氏 に よ れ ば, 包 括 的, か つ, 予 防 的 な して大手食品・飲料製造企業によく採用されてい FSMS を実施する上で,トレーニング,検証なら るが,小規模な製造企業にとっては,従うべき食 びに妥当性確認活動のマトリックスを確立し,食 品安全管理手法を規定している BRC 品安全強化法に基づく規則を順守することは,何 5) や SQF 6) のような,もっと規範を示した認証制度の方が好 にも増して重要だ。 ましいかもしれない。 是正・予防措置は,FDA の適正製造品質管理 SQF コード第7版によれば,SQFI 7) 基準(GMP)の一部を成している。現在抱えて がライセン ス許諾した認証団体による SQF システム認証は, いる問題を解決し,かつ,再発防止のための適切 食品あるいはサービスの安全性などすべての食品 な 手 順 を 持 つ よ う に さ せ る こ と は, あ ら ゆ る 安全規制を満足していることを保証するものでは FSMS の重要な部分を占めるものだ,と Hutter ないが,製造企業の食品安全管理計画が HACCP 氏は言う。 の手法および適用法規の要件に従って実施されて 食品安全管理のための GFSI スキームの活用 「GFSI 基準の認証を受けることは,FSMS を構 おり,その計画が検証を受け,食品の安全管理に 効果があると判断されたものであることの保証に 築する上での1つの良いステップとなる。GFSI なる。また,これは製造企業による下記の方針の 基準は,HACCP ならびに搬送,キャリブレー 表明でもある。 ション,アレルゲン管理,害虫防除,金属検出, 1.安全で高品質の食品の製造。 等,一切の下支えする安全管理対策に求められる 2.SQF コードの要件の順守。 検証,妥当性確認作業を確実に実施することに主 3.食品に関する適用法規の順守。 眼を置いている」と Lucas 氏はアドバイスする。 Junction Solutions 社製品戦略担当執行副社長 Hutter 氏も,企業が独自の基準を構築しよう の C. Hutter 氏は,FSMS は品質データの収集を とすると多くの時間と資金や内部資源を浪費する 食品と容器 759 2014 VOL. 55 NO. 12 ことになってしまう一方,こうした認証された計 り,FSQA システムは仕様を規定し,自動的に仕 画の方が業界においてより信頼感が得られる,と 事のスケジュールを組み,リアルタイムでテスト 述べている。 結果を分析して異常があれば自動的に警報を発し, また,どの GFSI 様式を採用するべきかについ 承認された納入業者の管理事項に沿って要件順守 ては,もし企業の FSMS に一体のものとして組 を自動化し,分析証明の受領と発行を自動的に行 み込むべき海外事業や顧客が存在する場合には, い,法定要件および第3者による要件順守のため FSSC 22000の採用を真剣に検討することになる の実施事項を管理し,モバイルデバイスを介した かもしれないし,顧客や事業体が米国内だけにあ 工場現場の検査を可能にする,等々の役割を果た るのであれば,BRC や SQF 制度を検討すること すようにさせることもできる。リコールを予防す になる,と言う。 る上で,内部データを共有しようとすると長い道 Walmart,Costco,Kroger というような大規 のりとなり得るが,双方向のデータのやり取りが 模小売店は,自社のプライベートラベル商品を製 できれば,潜在的な問題を抑えることもできる。 造する協力工場の要件を設定している。大規模小 しかしながら,ソフトウエアシステムの導入に 売店は,その要件に基づく監査業務を外部の監査 取り組むに先立ち,長期方針を設定すべきだ。数 機関に委託し,GFSI 対応の度合いを測る標準化 多くの異なるシステムをまとめて複数の FSMS したプラットホームを築いている,と Moore 氏 を構築していることが多いが,これを一体化する は述べている。 には経費が掛かり,かつ,必然的に維持が難しい 製造企業は,企業として自身が何を必要として という課題が生じる,と Hutter 氏は言う。こう いるかをベースに GFSI の各々のスキームを評価 して一体化した旧式で複雑なアーキテクチャーの すべきだ,と同氏は続けて語っている。多くの場 レガシープラットホームを寄せ集めて,多数の異 合,製造企業は FSMS の断片的な部分を数多く 種システムやデータベースとデータ交換するよう 採用しているが,いわばパズルの一部が欠けてお に構築されたシステムを廃止して,新たな統合シ り,その欠けている部分を把握することが重要だ。 ステムを導入する方が,欲しい時に正しいデータ Silliker 社のコンサルタントは,現行のシステム を即座に得られることになる,と同氏は言う。 を評価し,採用されている GFSI 様式あるいは Trace Register 社執行副社長の D. Heggelund FSSC 22000についてギャップ分析を行うサービ 氏は,トレーサビリティを高めることが食品の安 スを提供している。 全性を確保する要件の1つの主要な柱であり,高 記録管理用ソフトウエアの利用 度のトレーサビリティを実現するソフトウエアに バッチ記録やオペレーターによる電子署名を含 よって収集されたデータを Trace Register 社の め,重要な工程のパラメータをチェックしデータ TR PLUS のような分析ツールで処理することで, を記録するために,データを取得し管理するソフ リコール対策という発生してしまった状況に対処 トウエアが長年にわたり利用されてきた。 するだけのやり方から,リコールを防止するとい こうしたソフトウエアは,毎日の温度チェック う先を見越した予防的対応に転換することができ のように,FSMS に沿った記録を取る手段も提供 る,と言う。 してくれる上,異常な傾向を人手で調べるよりも 一方,Hutter 氏は,新たな IC タグによるコー 容易に見分け,より迅速に補正してくれる,と ルドチェーンなどのトレーサビリティの解決策は, Aptean 社の Nelson 氏は言う。 とりわけ腐敗しやすい食品の安全管理には極めて SafetyChain 社の Levin 氏によれば,今日の食 有益なものになり得る,と言う。例えば,パレッ 品安全・品質保証(FSQA)ソフトウェアは,単 トに取り付けられた IC タグを温度センサーと連 なる記録の収集と保持よりはるかに広い役割を果 携させ,タブに継続的に,かつ,何らかのシステ たすと言う。展開するソフトウエアのタイプによ ムと関連付けて温度を記録し,製品がサプライ 食品と容器 760 2014 VOL. 55 NO. 12 チェーンの中を流通する過程で位置情報を発信す を報告することになっている。 (桜田三郎) ることもできる。従って,製品が高温にさらされ 注) 1) PRP:Prerequisite Program :基本として構築して ている場合に,それがどの企業の責任なのかを把 おくべき一般的衛生管理プログラム。 握することが可能となる。 2) GFSI:The Global Food Safety Initiative;GFSI は, 双方向のコミュニケーション,とりわけ製造企 The Consumer Goods Forum が運営する非営利組織で 業とその原材料納入企業の間の双方向のコミュニ 2000年にベルギーにて設立。 ケーションが,ISO 22000の4つの主要分野の1 3) FSSC 22000:Food Safety System Certification 4) PAS 223:Publicly Available Specification;PAS つになっている。Intelex 社の Lyon 氏によれば, は英国規格協会が策定する食品安全のための前提条件プ Nestlé 社 の Intelex Quality Management ソ フ ログラムで ISO 22000を補完する位置づけにある。 トウエアシステムにはサプライヤー是正措置プロ 5) BRC:British Retail Consortium;英国小売協会が グラムが構築されており,取引する北米のすべて 策定した国際規格で,現在食品安全に関する規格が GFSI のサプライヤーがこのシステムにアクセスできる。 に承認されている。 要件を満たしていない品物が Nestlé 社の施設に 6) SQF:Safe Quality Food。HACCP の手法と ISO 9001 の要素を取り入れた食品安全・品質管理の国際規格。 入荷すると,その品物のサプライヤーに対して自 7) SQFI:Safe Quality Food Institute 動的に e メールが発信され,サプライヤーは, 24時間以内に Nestlé 社の Intelex システムにロ グインし,問題を解決するために講じる是正措置 ● 海外技術・マーケット情報 ● 食品の酸性度についての基礎 (The Basics About Acid Levels in Food) Food Technology(USA)p.70(’14・7 )文献 № 5983 酸は多くの食品にとって重要な構成要素であり, ボツリヌス菌の耐熱性芽胞を死滅させ得る缶詰加 好ましいフレーバーを付与するほか,人への食品 熱処理のような保存処理をしなければならない 安全性に役立っている。食品の酸性度は通常,1 (芽胞は休眠型の細菌で,栄養細胞または活性細 リットル当たりのグラム当量数(実質的にはモル 胞を死滅可能と 濃度)で表する水素イオン濃度の -log で定義さ される極端な温 れる pH で測定する。7の値が中性を示し,純水 度や他の条件の で測定される。pH7より低いと酸性,それより高 下でも耐久性が いと塩基(アルカリ)性の値となる。数値は0か ある)。 ら14の範囲で表示され,ほとんどの食品が8を 新規あるいは 超えることはない。 既知の保存処理 食品安全性における重要分岐点は pH4.6である。 が対象食品の pH4.6以下ではボツリヌス菌 Clostridium botulinum pH との関係で の栄養細胞は毒素を産生せず,高酸性食品とされ, 判断される理由 ボツリヌス菌には安全であるとされる。残念なが が そ こ に あ る。 ら,他の病原菌は高酸性食品においてもしばらく pH4.6以下の高 の間は生存するものもある。 酸性食品は,大 低酸性食品はボツリヌス食中毒の危険性があり, 抵は低温殺菌を 食品と容器 761 オレンジジュースは当然ながら 酸性飲料である。天然酸性果汁 飲料は果汁 HACCP 法にて規制 されている。 2014 VOL. 55 NO. 12 するが,栄養型の病原菌は死滅しても芽胞や腐敗 菌はいくらか生存していることになる。このよう な食品は多くは冷蔵され,最終的には腐敗してし まうので比較的シェルフライフが短い。 低酸性食品はボツリヌス菌芽胞を死滅させるの に十分な処置によって,ほとんどの他菌種も死滅 させることができるので,商業的無菌状態だと考 えられる。商業的無菌状態の食品は,適正に包装 され,二次汚染から守られれば,常温保存で長期 間のシェルフライフを有する缶詰は一般的で定着 した低酸性食品の保存処理方法であり,米国食品 医薬品局(FDA)によって低酸性缶詰食品(Low 低酸性食品はボツリヌス菌の危険にさらされており, 熱間処理方法などによる厳格な保存加工で保護されな くてはならない。 Acid Food Canned Foods)に関する規則の下に 管理されている。 然ながら今も酸性果汁は果汁に関する HACCP 規 これらの規則は,正確な製造工程と容器説明お 則によって規制されているので,FDA の考えに よび熟練オペレータと管理者によって実施してい ち 合致する HACCP 計画に沿って実施されていると る,緻密な工程管理の詳細を FDA に提出するよ いうことになる。このようなコンプライアンスは, うに義務付けている。 食品安全強化法(FSMA)の要件を基本的に順守 低酸性食品の代替処理方法をとる場合は,缶詰 している。 の加熱処理と同等に効果的であることを実証しな 低酸性食品に可食性酸や酸性食品を加えて低 くてはいけない。事例としてあげられるのは,照 pH 値に達した食品は酸性化食品とされ,FDA に 射,加圧加熱殺菌(PATS),低酸性無菌処理,そ 製造工程の情報を提出しなくてはいけない。製造 してマイクロ波殺菌などである。一般的に,低酸 工程の書類提出は,その分野の知識に精通してい 性食品はボツリヌス菌芽胞数で12log の減少が基 る従業員や外部に依頼することになるが,自己申 準となる。それに比べ,FDA はほとんど全種類 告制である。その多くは加熱処理スペシャリスト の保存処理において標的菌を5log 減少させるこ 協会(Institute of Thermal Processing Specialists) とを義務付けている。ボツリヌス食中毒は有害で という小規模な専門家の団体に所属しているが, ありリスクがとても高いが,ほとんど他の病原菌 そこのメンバーの多数が加熱処理と同時に酸性化 はそれほど危険度も高くなく,さらに低 pH だっ 食品と無菌処理のエキスパートなので名称が紛ら たりすればリスクは幾分軽減されるというのが従 わしい。 来よりその論拠となっている。 食品中の酸とは何? 酸性化食品にする一般的方法は酸成分が酢酸で に低 pH を示し,ほとんどの果物と発酵食品は可 時に酢酸は抗菌性がある。pH 値が約3.3以下や ある酢を加えることである。pH を下げるのと同 食品は固有の,あるいは添加した酸があるため 酢酸を加えることによって3.8以下となった食品 食性の酸を十分に持っているので,pH は4.6よ でも,数時間で耐酸性の病原菌を死滅させる。殺 りかなり低い。例として,柑橘類のクエン酸,リ 菌率は,テストした食品のいくつかが温度に左右 ンゴのリンゴ酸,チーズ,ピクルス,ザワークラ され,暖かい温度でさらに迅速に上がる。変敗缶 ウト,ドライソーセージの乳酸がある。どの食品 も本来の pH 値が4.6以下だと酸性食品である。 FDA の規則では,これらの食品および製品は製 敗もまた,暖かい温度ほど速く進み,冷間充填・ 保持プロセスも同様にトレードオフの関係となる。 造工程の情報を FDA に提出する必要はない。当 食品と容器 もより暖かい温度ほど,より速く殺菌が進む。腐 762 2014 VOL. 55 NO. 12 器はオンラインで成形され充填しシールされてゆ 「低温環境」としての最適条件は70℉(21.1℃) より少し低い程度である。 く。 pH が目標値に調整されている酸性化食品向け 熱成形トレーやカプセルは,プラスチックシー に,冷間充填・保持は,一般に認められた保存処 トを加熱軟化しプレス成形で作られ,容器はその 理とされている。この工程は,好ましくなく実用 熱で殺菌される。ブロー成形ボトルは過酢酸で殺 的でないとされている加熱低温殺菌とよく比較さ 菌され,滅菌水で洗浄される。 れる。多くの食品は加熱により劣化する。もし, 300ガロンまでのプラスチックバッグのような 食品が充填される前に加熱され熱いまま充填され 大型容器は照射殺菌され,無菌環境内で殺菌シー るなら(熱間充填・保持),容器は耐熱性でなく ル部を開封後,充填される。100万ガロンまで貯 てはいけない。充填後には熱い容器を冷ます必要 蔵できる無菌タンクは洗浄不要の滅菌剤の希薄液 がある。もし,大きいものならば,冷却時間がか で満たして殺菌する(Purdue 大学の P. Nelson かるので,風味がより損なわれてしまう。 氏がこの開発で “The World Food Prize” を数年 容器が,ある程度速く熱して冷却できるほど十 前に受賞)。 分小さく,耐熱性の容器ならば充填後に容器を加 たとえ高酸性または低酸性食品にどんな処理を 熱することが可能である。熱間充填や充填後低温 しようとも,二次汚染のリスクがある。缶詰工程 殺菌に十分耐久性がある小さなプラスチック容器 おいて,包装容器は真空なので,欠陥巻締め部か は,費用がかかる。金属やガラス容器は従来から (3ピース缶の)サイドシーム部から,汚染され このような用途に使われてきたが,プラスチック た冷却水が缶に吸い込まれる危険性がある。塩素 容器に比べて重量があり,受容性が低い。 殺菌冷却水がしばしば低酸性食品の缶詰製造で重 果汁やピューレのような業務用材料が入る大き 要管理ポイントとなるのはこのためである。 な容器はほとんどがプラスチックライナー付きの どんなタイプの包装容器も潜在的な脆弱性を ファイバードラム缶である。これは従来の熱処理 持っており,プラスチックパウチは穴が空きやす の取り扱いに向いておらず,冷間充填・保持のほ いし,(キャップや蓋などの)クロージャー付き うが,pH と,場合によれば他の保存料のおかげ のどんな容器も完全密封でなく,缶は腐食にさら で適している。ソルビン酸,プロピオン酸や安息 されている。それ故に,食品加工や包装はその後 香酸のような有機酸やその塩が,化学保存料とし の取り扱いを含めて,完結したシステムとして診 て多く認められている。それらが最も低 pH の食 断されなくてはならない。 品に有効であるのは,未解離の有機酸が微生物細 高酸性や酸性化食品は,本質的には細菌に対し 胞に浸透しやすく,分離されていない有機酸であ 不適な環境だという補助的な防御線をもっている。 るからだ。塩として使用される時は,低 pH 環境 低 pH およびある種の酸が持つ抗菌作用のため, 中で酸が遊離する。 酸性化食品は大部分が自己防御してくれる。さら 無菌包装 に,接触する包装材料を殺菌することができるの 無菌処理と包装では,流体食品とその容器を で,低価格包装容器でも信頼して使用することが 別々に殺菌し無菌環境下で一緒にする。食品の できる。機能性飲料のような新製品が開発される pH によってその食品がいかにシビアな熱処理が と,低酸性度と同じように官能評価で良いと認め 必要であるかが決定される。容器はサイズや材料 られ,策定するのに助けとなる。この方法は,可 によって異なる方法で無菌化される。おなじみの 能性のある保存処理の過酷度を最小限にして,熱 ラミネートされたジュース紙パックは,過酸化水 に敏感なタンパク質の使用を可能にしてくれるの 素水を使用しフラットロールのまま殺菌され,容 である。 (髙橋律子) 食品と容器 763 2014 VOL. 55 NO. 12 ● 海外技術・マーケット情報 ● 商品化されている非加熱低温殺菌システム (Pasteurization Without the Heat) Food Processing(USA)p.51(’14・7 )文献 № 5984 プロボクシングの言葉を借りると,食品の殺菌 (sterilization:食品の殺菌とは,食中毒菌や腐敗 菌のみを完全に殺菌し,商品価値を維持できる程 度のいわゆる商業的殺菌を指す)が KO なら,低 温 殺 菌(pasteurization) は TKO で あ る。 対 戦 相手の細菌とウイルスは,たぶん眩惑させられ錯 乱させられるだろうが,いくらかは傷を免れて生 き延びるだろう。 商業的な殺菌と低温殺菌は,もちろん食品保存 のために使用されており,その両方とも,全てま たはほとんどのバクテリア,腐敗細菌,および ために,加熱処理に頼っている。その違いは,商 写真1 高圧処理機で使用されるキャリアの積み降ろし をロボット技術で完結することは難しいので,ほとんど の食品加工業者は,初期設定でマニュアル操作を行って いる。 (写真:Hiperbaric Technologies 社) 業的殺菌は芽胞菌を滅ぼし食品の保存を安定にさ プロセスを “pascalization” と言及し始めた。HPP せるけれども,製品の栄養価を低下させるという 容器内の巨大な圧力は,高性能金属から酸素を除 ことである。 去するために長い間使用されてきたが,1990年 徐々に製品を劣化させる酵素などを不活性化する 健康的な食事に関心があり,食品の加工処理か 代半ばになって初めてその技術が食品で商業的に ら家庭で消費されるまで製品温度を40 F(4.4℃) 使用された。 ° 最初のいくつかの HPP 装置は,D. Bowden 氏が 以下に維持できる,コールドチェーンが十分に定 購入し,2011年 Hormel 社に事業を売却するま 着した北米では特に,低温殺菌の方が選ばれる傾 で,Avomex という名で HPP 処理された Guacamole 向にある。 (メキシコ料理でアボカドをつぶして作った 低温殺菌の加熱を弱くすることで,よりいっそ ディップソース)と,その後 Whole Guacamole う栄養価の高い食品や飲料が得られるだろう。食 として市場に出た。彼の最初の HPP 容器は,ア 品科学者は,効果的で優しい低温殺菌として期待 ボカド17リットルの容量で,20サイクルでバル できる多くの新技術を研究してきた。いくつか例 をあげると,高周波,紫外線処理,パルス電界, ろ か および限外濾過がある。しかしながら最も実行可 で収容でき,バルブやシールは頻繁なメンテナン スを必要とするが,10万サイクルまで保証して 能なのは高圧処理(HPP)であり,87000psi の いる。 範囲で静水圧を利用した,現在の工業的に強化さ HPP と5-log の細菌低減についての業界の理解 れた技術により,基本的に食品自体に悪影響を与 は,大多数のオペレーティングシステムが見られ えることなく微生物やウイルスを殺菌する。 る北米で特に桁外れに進んでいる。つい6年前ま 従来の加熱低温殺菌から HPP を区別するため で,Bowden 社の事業所を訪れた食品の専門家 に,この技術の主要サプライヤーの1人が,圧力 はプロセスの基礎原理に取り組んだ。 と真空の測定に名前が使用されている17世紀の この技術によりもたらされるシェルフライフの 物理学者 Blaise Pascal への敬意を表して,その 食品と容器 ブ不良となった。今日のマシンは525リットルま 764 2014 VOL. 55 NO. 12 延長と食品の安全性の確かさによって,出来合い 社は,2005年に HPP のパイオニアである Flow の肉製品においては一般的な技術となった。現在 Technology 社から分社したオハイオ州ミドルタ HPP は,ウエットサラダ,ジュース,無菌プロ ウンにある会社である。 セスによるフレーバー改善が販売増の後押しをし 同社は最初の商用 HPP ユニットを作るために ているココナツウォーターのような飲料などに適 1990年代にスウェーデンの ABB 社と提携した。 用されている。 第3のサプライヤーがもうすぐ市場に参入しよ 私たちが NO.1だ うとしており,パッケージングオプションに焦点 HPP の運転コストの低下は,多数の加工業者 を当てている。Multivac 社(us.multivac.com) をその技術に引き寄せている。世界に約300台あ は,高度に自動化された HPP システムを開発す る加圧装置の設置拠点のほとんどは北米にあり, るためにドイツの Thysen Krupp グループと提 それらは受託契約サービスか,もしくは生産スケ 携した。Thysen Krupp 社の Uhde テクノロジー ジュールを埋めるために自社製品と第三者の加工 部 門 が HPP ユ ニ ッ ト を 組 み 立 て る 一 方 で, 処理との組み合わせかのいずれかである。 Multivac 社が包装側に集中するのだ。Multivac HPP のコアシステムがより強固になるにつれ 社は,最適とされる真空包装から外れて,高圧に て,改善への取り組みはより効率的な積み降ろし 耐えることができる,ガス置換包装を研究している。 とパッケージオプションの拡大へと移行している。 マテリアルハンドリングの課題 円 筒 状 の バ ス ケ ッ ト は,Hiperbaric 社 と オハイオ州メディナの Sandrige Food 社(www. sandridge.com)は,2010年に最初の HPP プレ Avure 社との両方のシステムにおいて圧力容器 スを手配した時に,インナーシール容器(カッ へ包装した製品を入れたり出したりするもので, プ)に充填する包装ラインも導入した。スナップ 製品の積み降ろしの効率を上げることはエンジニ オンのシール蓋を備えたリジッドカップが,今も アリングの課題である。 HPP 処理されていないコールスロー(キャベツ Avure 社のエンジニアリング部長 D. Rack 氏 サラダ)と他のウエットサラダに使用されている は「ロボティクスが答えではない」と信じており, が,これらのシール蓋は高い圧力にはもたない。 人手による積み降ろしの根拠として,アーム端部 2番目の HPP ユニットが昨年秋に稼働し,サ のツール設計と多くのパッケージの大きさや形状 サゲ豆,クスクス,トウモロコシのような最小限 について言及している。 加工したメドレーサラダである Sandrige 社の新 Stellar 社(www.stellar.net)のプロセスエン 商品 Layered Selection が,パウチ製品として高 ジニアリング部長の J. Okos 氏は,人手で積み降 圧処理により低温殺菌されている。 ろしすることは,特に共同パッカーや契約プロバ 「パウチ製品はすごい」と Sandrige 社の上席 イダーには最善の選択肢であることに賛成するが, マーケティング部長の J. Becker 氏は主張するが, ロボットケースパッカーをシリンダーに充填する 同社はより多くのオプションを欲している。「ま ように改良することも可能だと話している。 すます多くのパッケージング会社が(HPP にも フロリダ拠点のエンジニアリング会社である 適合できる容器の)必要性を分かっているし,そ Jacksonville 社は,クライアント向けに HPP 装 れに取り組んでいる」。 置の据え付けとサポートシステムを監督するだけ Sandrige 社のマシンは,マイアミにオフィス でなく,いくつかの HPP システムを評価してい を構えているスペインの Hiperbaric 社(www. る。そして積み降ろしの身体的負担を緩和させる hiperbaric.com)によって組み立てられた。全 ことと荷を積んだキャリヤを安定化させることが, ての北米の HPP 装置は,現在 Hiperbaric 社または 現時点でロボティクスよりも良い解決策であると Avure Technologies 社 (www.avure.com) の 結論づけ,バスケット専用のラックとリフト装置 いずれかによって作られた。Avure Technologies が最も費用対効果が良い方法だと言っている。 食品と容器 765 2014 VOL. 55 NO. 12 高度な制御装置が,古いモデルの圧力変動の問 題を解決し,加工業者は待機時間を短縮すること ができた。増圧ポンプの改良によりマシンがより 早く設定値の圧力に達し,サイクルタイムの短縮 に役立った。Hiperbaric 社の北米事業部長の J. NicolasCorrea 氏によると,さらに信頼できるシ ールや他のコンポーネントが,システムのライフ サイクルコストの約1/ 4を構成するメンテナン スコストの削減に貢献している。 ママの電子レンジ(マイクロ波)ではない HPP が,新しい低温殺菌技術のスターである 処理は,もちろん食品業界で新しいものではなく, 写真2 ワシントン州立大学の研究者は,MAPS の名前 で低温殺菌の殺菌条件で,マイクロ波殺菌システムを適 合させている。(写真:ワシントン州立大学) MAPS:microwave assisted pasteurization system ベーコンクランブルやピザのトッピングを処理す す。官能評価による品質結果では,マイクロ波の る,いくつかの Litton 社のユニットがおそらく 方が優れていることを示している。 まだある。しかし,2450MHz でのマイクロ波の 有効性が検証されたマイクロ波殺菌は,冷凍食 変動が加熱ムラとなり,低温殺菌での栄養細胞の 品の一部が販売コストの安いコールドチェーンへ 減少の立証を難しくしている。 の移行を可能にする,と研究者は信じている。ま 周波数を変更することによりワシントン州立大 た,ヨーロッパで有力なチルド食品市場で,この 学で,その加熱ムラの問題を解決した。2009年 技術を展開する可能性がある。 ワシントン大学 Pullman 校の食品工学の J. Tang 2つの欧州企業は,完全調理済み冷凍食品の 教授率いるチームが915MHz で低酸性食品のマイ シェルフライフを長くする,蒸気とマイクロ波エ クロ波殺菌を検証した。Tang 教授のチームは, ネルギーの2つの競合するシステムを提供してい 現在低温殺菌の技術として適合させている。 るが,どちらを FDA の審査に提出したかどうか 殺菌が食品を120℃ /248 F に加熱するのに対 は 不 明 で あ る。Curwood/Bemis 社 は,2013年 し,低温殺菌は70 〜 90℃の範囲で達成されると 2月にスウェーデンを拠点とする MicVac 社の1 Tang 教授は説明する。殺菌とは「システム設計 事業所との提携を発表した。 が異なっている」と彼は付け加え,加圧を必要と 品質は向上してもコストが増える技術は,売り せず,病原体およびヒトノロウイルスの両方に対 込むには難しいことを食品メーカーはよく知って して有効であることが示されている。 いる。話は HPP に戻るが,Sandrige 社の Becker 食品のウイルス感染はリコールの原因として増 氏は,「コストありきで,われわれの顧客の全て 加しており,USDA(米国農務省)の NIFA(食 が本当の価値を見ているわけではないし,だから, 糧農業総合研究所)は,マイクロ波殺菌の有効性 われわれの製品全てが HPP プロセスを経ている を実証するために Tang 教授と共同研究者に500 わけではない」と言う。 万ドルの助成金を提供した。特に注目されるのは, シェルフライフの延長は,一方で経済的価値を 冷凍食品におけるホウレンソウのような葉野菜で もたらす。HPP であれマイクロ波あるいは他の新 ある。 しい技術であれ,シェルフライフを延ばし保存料 マイクロ波低温殺菌は,2〜3分で達成し従来 や酸味料の必要性が減る低温殺菌技術は,今日の の熱プロセスよりも小さいエネルギー入力ですみ, 市場を大きく変える可能性がある。 (中村孝次) なら,マイクロ波はその代役である。マイクロ波 ° 結果的により低いオペレーションコストをもたら 食品と容器 766 2014 VOL. 55 NO. 12 ● 海外技術・マーケット情報 ● 幼児期の肥満教育 (Childhood Obesity Study) Prepared Foods(USA)p.NS21(’14・6 )文献 № 5974 幼児における飽和脂肪酸やナトリウムの過剰摂 ネスレ社の研究者が FITS の最新の分析結果を2 取の要因は,一部の食品である。乳幼児が摂取す 件,発表した。 る飽和脂肪酸,ナトリウムの大半は,チーズ, 幼児(生後 12 ~ 23 カ月),未就学児(24 ~ ホットドッグ,牛乳,2% 低脂肪牛乳由来であ 47 カ月)を対象に,カロリー,飽和脂肪酸,ナ るとする新たな研究成果が,2014 Experimental トリウムの摂取源となっている上位の食品を分析 Biology(実験生物学)学会(アメリカの解剖学 した結果,以下のことが明らかになった。 会,生理学会,生化学会,病理学会,栄養学会, ①牛乳,チーズ,パン / ロールパン,レディ・ 薬理学会の6学会による合同開催)で発表された。 トゥ・イート・シリアル,鶏肉(鶏,七面鳥), 牛乳は子供の主要な飲食物であり,タンパク質, バター,マーガリン / その他の脂肪などの一部の カ ル シ ウ ム, ビ タ ミ ン A,D,B12, チ ア ミ ン, 食品が,毎日のカロリー摂取量の約50%を占め リボフラビン等の多くの重要栄養素の摂取源でも ている。 あり,牛乳の摂取を制限するのではなく,1% ②未就学児童では,毎日の総カロリー摂取量の 低脂肪牛乳やスキムミルクへの代替が望ましい。 約3分の1(約400カロリー)を,固形脂肪およ 牛乳以外の飽和脂肪酸の摂取源となっている食品 び食品に添加された糖から摂取している。 に関しては,摂取を制限すべきである。 ③飽和脂肪に関しては,70%が,牛乳,チーズ, 新たな知見は,両親と乳幼児を対象とした最も バター,ホットドッグ / ベーコン,牛肉 ,鶏肉, 緻密な食事摂取調査である2008 Nestlé Feeding ケーキ / クッキー等の食品由来であった。 Infants and Toddlers Study (FITS,2008年ネス ④ナトリウムに関しては,40%が,牛乳,ホッ レ乳幼児食事調査 ) を解析して得られた。米国に トドッグ / ベーコン,鶏 / 七面鳥,チーズ,パン おける2~4歳の子供の肥満改善に役立つと考え / ロールパン,クラッカー,レディ・トゥ・イー られる。 ト・シリアル等の食品由来であった。これは,生 「生後1年間が発達上,重要である。この時期 後24 ~ 47カ 月 の 子 供 に と っ て, 1 日 当 た り に正しい食習慣を身につけることは,その後の健 1863mg のナトリウム摂取に相当する。 康維持に重要である。我々の調査では,乳幼児の FITS から,幼児の45%,未就学児の78%が, 食事において間食は無視できないものであり,栄 推奨水準を上回る量のナトリウムを摂取している 養成分に配慮した間食とすることが重要である。 ことは既に公表されていたが,新しい解析結果で とりわけ,家庭内よりも移動中の間食は,栄養バ も同様の結果であった。 ランスに配慮する必要がある」とネスレ社の幼児 幼児・未就学児2386人の両親を対象とした調 栄養科学者は指摘している。 査から,米国の幼児・未就学児童における間食パ FITS データ解析の結果,間食は家庭内間食の ターンを解析した結果,多くの子供が間食として, ほうが多いが,家庭外間食は子供の毎日の食事に 牛乳,クラッカー,新鮮果物を摂取していたが, 約50キロカロリーの追加となっていることが明 家庭外の間食では甘い食べ物の摂取がより多く らかとなった。 なった。 ち み つ (林 清) 2014 Experimental Biology 学 会 の「 栄 養 教 育:幼児期肥満の防止 I」シンポジウムにおいて, 食品と容器 767 2014 VOL. 55 NO. 12 風水樹花徒然記 ☆18 多雪地の自然と暮らし せない独特な景観さえ生み出している。 この豪雪は冬にシベリアから吹きだす気団に よって引き起こされる。このシベリアからの超低 温の高気圧は最初南下するもののチベット高原や ヒマラヤの山々に行く手を阻まれ,東西に2分さ おお ば ひで あき 大 場 秀 章 (東京大学名誉教授) れる。その東への分流は日本上空に流れ込むのだ が,西へ向かった分流はヨーロッパに達し,彼地 に寒波の置き土産を残して消滅する。が降雪量は 少なく,雪害とシベリア高気圧の結びつきは低い。 晩秋から春にかけては日本が南北に長い国土を 東征するシベリア高気圧が日本に豪雪をもたら もつことを実感させられる季節だ。 すのは,それが気団の温度に較べればはるかに暖 総じて太平洋側は本州から四国,九州,沖縄に な日本海上を通過する際に多量の水蒸気を吸い込 かけて,この間日差しも強く,気温は低くても陽 むがゆえの結果なのだ。地球がもっと寒冷で日本 だまりは温もりを感じることさえある。関東地方 海も凍っていた氷河期には,今の日本海側の多雪地 以西では低地の森は冬といっても落葉せず木々は 帯もヨーロッパ並みの降雪がみられる程度で,こん 樹冠いっぱいに葉を広げ青々としている。ちがい なすさまじい降雪はなかったと推測されている。 といえば真夏に較べ幾分葉の緑がくすんで灰色が かっていることか。 豪雪地帯の植物 冬といえば,カラカラに乾いた太平洋側に生ま 上方の枝にまで達するような積雪はしなやかさ れ育った私にとって,どんよりと曇って,湿っぽ を欠いた枝をもつ一部の樹木の枝をへし折り,と い雪の日が続く日本海側の冬は別物だといえる。 きには幹さえも押し倒す。春先森のあちこちの木 加えて面食らうのは日の出と日没である。太平洋 でへし折られた枝や樹下に落下したかなりの太さ 側では太陽は海の方から上がり,山の端に沈むが, の枝を目にする。 日本海側はまったく逆で,山々がつくる稜線から 日本の落葉広葉樹林を代表する樹木であるブナ 昇ってきて海に落ちるのだ。この気候のちがいは は,日本海側と太平洋側で異なる属性や傾向を顕 そこに生育する野生の動植物にも影響を及ぼして 在化させている。ブナの枝は人の腕ほどの太さの いる。とくに植物では後述のユキツバキのように, ものでも折れることがある。これは秩父など太平 日本海側にはあるが太平洋側には分布しない,と 洋側のブナでのことで,日本海側のブナの枝は粘 いう分布の偏在化さえ起きている。 りがあり曲がるだけで,滅多なことでは折れない。 日本海の豪雪地帯 春先,雪により幹が斜面に押しつぶされたブナの 幼木を目にする。だがそれは幹の根元だけでやが 日本海側でも,西半分は冬も青々とした常緑広 て幹は直立 葉樹林が発達するが,太平洋側同様北陸以東では し始め,上 落葉広葉樹林が面積を増す。北陸地方と東北地方 の方はそん の日本海側の沿海部分を除く地域は冬の間,しば な冬の姿を しば猛烈な吹雪に見舞われ,積雪量は1mを優に 想像するこ 超え,ときには人家の1階部分を完全に埋め尽く とさえむず す。積った多量の雪は春になっても融解に時間が かしいくら かかり遅くまで残雪となり,林地や草地では植物 いになって の芽吹きを遅らせる。そればかりか,大量の降雪 行く。 はその地域に暮らす植物や動物に大きな影響を及 ブナは北 ぼし,その結果として日本の他の地域では見いだ 海道の黒松 食品と容器 768 写真1 雪解けも近い多雪地のブナ林。 木の呼吸などによる熱で,幹の周囲の雪 だけが解けている。春も近いことが伝わ ってくる。 2014 VOL. 55 NO. 12 内低地帯から南西に九州の大隅半島のつけ根にあ る高隅山まで分布するが,日本海側の個体,とく 多雪地での暮らし に多雪地帯のそれは太平洋側のものに較べて面積 白魔とさえ呼ばれる豪雪はよく知られるように 的に特段に大きな葉をもつなど,特異な変異性を 人々の暮らしにも深刻な影響を及ぼしてきた。今 もつ。 でこそ交通網が発達し,冬季長期に孤立すること ユズリハや針葉樹のイヌガヤのように,太平洋 は滅多に起きないが,かつては冬の間中,まった 側では高木として暮らすが日本海側の多雪地では く孤立状態におかれる集落も少なくなかった。急 低木と化し,枝が地を這う樹種もある。太平洋側 病人が出ても助けを求めることさえ困難だった。 に多いヤブツバキに近縁なユキツバキは太平洋側 一冬を自活してやり過ごさねばならず,食糧や に分布しない。日本海側でも北陸と東北地方の多 薪などを夏の間から備蓄し,冬に備えた。食糧の 雪地帯を分布の中心とする。花弁がヤブツバキの 備蓄といっても罐詰や冷凍食品を買い求めてのも ように基部で合着せずにばらばらに散る。また雄 のではない。自らの手で作り,貯蔵する。常温で しべの合着の度合いも低く,橙黄色を帯びるなど も保存できる食品の種類はおのずと限られたもの の特徴をもっている。しかもその幹は地際から枝 になる。その大半は乾物と塩蔵品である。塩蔵品 分れし,枝は地表を這い,発根もする。ために, の多くは塩漬けか,味噌に漬け込むかだった。し ユキツバキの生い繁った斜面は歩くことさえ容易 かもそのための食品を生産するための畑など特別 ではない様相をみせる。ツツジの仲間で枝先に葉 に設けるゆとりもないことが大半だったから,山 が3つずつ出るミツバツツジ類は,とくに進化が 野にて採取できた山草や木の芽,きのこなど,天 速いことで 知られる低 写真2 ユキツバキ 近縁で太平洋側に 多いヤブツバキと異なり,枝は地表を這 い,ところどころ発根する。 然資源がたいへん貴重な食材だったのである。 木 で あ る。 山菜・漬物文化の発達 そ の 1 種, 今日の日本でみる,地方毎の特産品の一部には ユキグニミ 交通・流通網からの途絶が生み出した,といって ツバツツジ よいものがある。北陸や東北地方の日本側多雪地 は多雪地を の山菜と漬物はこれに該当しよう。 中心に日本 カタクリのように,残雪が遅くまで残るところ 海側にのみ での植物の芽出しは遅れるが,開出した芽は強壮 産する固有種である。 でみずみずしい。雪が消えた後に一斉に生じるの 春遅くまで根雪に被われる豪雪地帯や山の吹き で採取もしやすいのだ。比較的容易にいっときに 溜まりに生える草本には,雪解けとともに一斉に は食べきれない大量の草の芽,木の芽が獲れた。 勢いよく芽立ちし,しかもその芽は太く大きくな これらを保存し冬に備えたのだ。 る種が多い。カタクリは,多数個体が群生し,し 名産品として売られている,ゼンマイやワラビ かもブナ同 などシダ類,カタクリなど若芽や若葉の干したも 様に他地域 のは,元はといえば茹でた後,天日で乾燥した貯 の個体に較 蔵品だった。乾物は製法そのものは簡単だが,初 べて葉は大 夏以降,雨の日も少なくない日本では管理に手間 きく,しか がかかる。イワナやヤマメなどの魚のように焼い も肉厚にな て室内で乾かす方法もあるが,大量を製するのは るなどの特 場所の確保がむずかしい。 色を有して 塩に漬ける保存法は広く行われた。タラやコシ いる。 アブラなどウコギ科の木本の芽立ち,イタドリや 写真3 群生するカタクリ。日本海,と くに多雪地のカタクリは群生し,葉が大 きく,光沢がある。 食品と容器 769 2014 VOL. 55 NO. 12 ヨブスマソウ,ウワバミソウや 相を記している。真澄が書く, アカソの茎などの塩蔵が広く行 死屍累々たる野道で村人が涙し われたが,これに地方独自の植 ながら語る惨状は壮絶である。 物が加わった。さらに秋にはキ 流通の悪さも手伝って,おびた ノコの類,木々の実やアザミ類 だしい数の人が餓死し,禁じら の根などが貯蔵された。 れていた馬の死体をさえ食べて 貯蔵法として塩蔵に加えて, 味噌に漬け込むこともされた。 味噌漬けは山菜の数年にわた し し るいるい 飢えを凌いでいたという。 写真4 ふきのとう 山菜を代表する。 飢饉に遭遇し,それまで隔絶 細かく刻んで味噌で和えたり,味噌汁 された山村の人々が利用してき の実に利用する。 る貯蔵もでき,しかも旨味を増す利点もあった。 た天産物を広範囲で食する試みが広くなされるよ さらに味噌の原料である大豆や麹の摂取もでき栄 うになり,食べられる植物や調理方法などを記述 養的にも優れていた。 え ん ぽ 冬の野菜不足は深刻であった。畑などの園圃で 栽培される大根や蕪,瓜類なども重要な貯蔵野菜 として,漬物や乾物に加工されたが,山菜の貯蔵 品は圃菜の不足を補うだけでなく,食に変化をも たらすのに大いに役立った。 日本には岩塩を産出する地域はなく,塩は海か ら多雪地にまで搬送されてくる。牛などの家畜を した書物である『救荒本草』が複数登場した。そ れまで雪国の村民が保存食などに細々と利用され てきた天産物だけでなく,農村や街中の路傍の雑 草まで食材としての適不適が試された。 救荒本草は多雪地の環境と結びついたそれまで の山草とは異なる,タンポポや,ニガナ,アカザ やヒユなど,多数の植物に記述の筆が及んだ。太 平洋戦争後の食糧難の時代にそれらの書物は一時 利用するにしても簡単ではなく,塩は貴重品で 再脚光を浴びたことがあった。 あった。今日,日本人の塩分の過剰摂取が問題と 多雪地帯の人々の知恵 されるが,自給的暮らしを強いられていた時代は 塩蔵品や味噌は塩分を摂取できる重要な食品だっ たのではないだろうか。塩はまた結晶としてばか りではなく,乾燥させた海藻のかたちで到来もし た。漬物には海藻がそのまま塩として利用された のだろう。それが漬物に旨味を添えた。 山菜すべてが簡単に保存できたのではない。保 存が利かないため,採取したらその場で調理され ‘おかず’になることもあった。山菜のなかにも 初夏から初秋が採取期となるものが少なくない。 また春先でも貯蔵に向かないギョウジャニンニク やノビルなどの野生ネギ類,フキの花茎である ‘ふきのとう’,量が少ないモミジガサなどは,す ぐに調理されそれぞれの季節の食卓を賑わしたこ 目下,山菜ブームである。林道の広がりで多く の人が車で山中深く山菜取りに行けるようになっ た。山菜は冬場の野菜不足を補う役割からレジャ ーの資源へと転換したといってよい。だが,喜ん でばかりいられない。資源の枯渇が目に余るのだ。 江戸時代,幕府も人々も資源を枯渇することな く長く持続して利用できることを施策の玉条とし, 資源を枯渇から護った。1株から新芽が5本出て いれば,3本を採り,2本は残すような間引き取 りをした。その結果,それぞれの株は繁茂し過ぎ ず,適当数の葉を展開して繁殖できた。つまり, 天然物の一部をいただく意識で自然と接してきた, といってよい。 とだろう。 現今,私たちは資源の持続可能な利用を声高に 救荒植物 ことを実践していたといえる。 江戸時代は,長期の低温や乾燥により飢饉が発 生した。地球規模の小氷期だった天明期に東北地 方を旅した旅行家菅江真澄は東北地方の飢饉の様 食品と容器 主張しているが,江戸時代の山村の暮らしはこの きびしい環境が資源の枯渇を畏怖させたともい えるかもしれない。多雪地での生活の知恵からは 未だ学ぶことが多々ある。 770 2014 VOL. 55 NO. 12 業 T 界 O ト P ピ 20,30代女性へのアプローチで市場開拓 I ッ C ク S ス ンチョール」, 「蚊がいな 〜日用品・化粧品に見る新たな価値の提案〜 くなるスプレー」, 「虫コ 2014年の日用品・化粧品市場の動向は,4月 ナーズ」などの複数ブラ の消費増税の駆け込み需要が1月から出始め「3 ンドで,ローズの香りを 月は予想以上の出荷状況」(卸店関係者)と前回 用いたピンクのデザイ 増税時の1997年を上回る特需が発生。増税実施 ン品を投入。香りと情緒 後の4月もその余波で好調に推移したが,5月に 性を打ち出したことで, カワイイセレクト虫よけ 入りダウントレンドとなり,6,7月は明らかな 今まで殺虫剤を使用し 駆け込み需要の “ 反動減 ” が現れた。9月になっ ていなかった若年女性を取り込んだ。 バリア てどのカテゴリーも概ね回復傾向が見られている 食器用洗剤の分野では,花王が「キュキュッ が,小売店関係者は「秋口に入り,反動減が続い ト」(全6種類)で,きらめき感のある宝石のよ ているというより実際の増税で消費者の財布の紐 うにカットされた「クリスタルポンプボトル」を がかたくなっているのでは」と懸念の声を上げて 6月に限定発売した。従来の食器用洗剤にはな おり,製配販の各関係者は今後の消費の冷え込み いデザイン への対応に知恵をしぼっている。 性と使い勝 そんな中,日用品・化粧品メーカーの戦略で今 手を両立さ 年多く見られたのが,20 〜 30代女性に対する, せ,消費者か インテリア性や情緒性などを強調したデザイン品 ら支持を獲 の投入。取り分け “ 大人かわいい ” をキーワード 得。好評だっ にした商品が店頭を賑わせた。 たことを受け,10月に第2弾を発売している。 キュキュットクリスタルポンプボトル 効果が現れたカテゴリーを見ると,まず消臭芳 また「メンソレータム」ブランドでリップク 香剤。小林製薬が4月に発売した「サワデーピン リーム市場をリードするロート製薬が8月に発売 クピンク」は,商品名の通り,ピンクを基調に王 した「Chu Lip(チューリップ)」は,ドーム型 冠のようなポイン 容器を採用し,球状のリップクリームとして,新 トを付け,若い女性 しいスタイルを提案している。容器中央に設けた が好みそうなデザ 唇形の窪みは,見た目の楽しさを演出すると共に, インに仕上げた。そ 使用時には指にフィット の結果,発売4カ月 するなど使い心地にも考 で初年度売上目標 慮。ふたの上部部分と下 サワデーピンクピンク の7億円を上回る8億円を達成。生産量も従来の 部部分がぴったりと組み 3倍に引き上げた。ユーザー層も50%以上が30 合わせられるよう,設計 代以下と狙いが当たっている。同様に,競合のエ 時点から試行錯誤して実 ステーも「消臭力」ブランドの “ 大人の可憐・魅 現に至ったという。 ロート製薬チューリップ 消費税の10%への引き上げもにらみ,各メー 惑 ” シリーズを9月に発売するなど,市場の活性 カーでは,商品購入時の決め手に「価格を最優 化が見られる。 また “ 女性らしさ ” とは無縁に思われた殺虫剤 先」する消費者にどう働きかけ,市場をどう発展 でも,フマキラーが “ かわいいは選べる ” をコン させていくか。また「価格を最優先させない」た セプトに,従来の虫よけプレートとは全く異なる めにどういった付加価値を付けていくかが目下の 切り口の「カワイイセレクト虫よけバリア」を, 最大の課題とも言える。 (日用品化粧品新聞社 太田健一) 大日本除虫菊が蚊取り線香「金鳥の渦巻」や「キ 食品と容器 771 2014 VOL. 55 NO. 12 ● 特別解説 ● お茶の香りは茎に多かった ~棒茶の香り成分の解明~ さ さ き・ て つ や みちはた・としひで え の も と・ と し き 理学研究科博士前期 院理学研究科博士 農学研究科博士 北海道大学大学院 東 京 理 科大 学 大 学 課程修了。現在,石 前 期 課 程 修 了。現 食品部主任技師。 化学食品部副部長。 前 期 課 程 修 了。 現 在,石川県工業試験場 川県工業試験場化学 在, 石 川 県 立 大 学 生物資源 環境学部 食 品 科 学 科 教 授。 博士(応用生命科学) 博士(理学) 笹 木 哲 也 大阪府立大学大学院 道 畠 俊 英 農学博士 榎 本 俊 樹 併せ持ち,愛好者も多い。しかしながら,香りが 1.はじめに 良いとは主観的な表現であるため,その特徴を発 ばいせん 信することは困難である。また,棒茶の香り成分 茎を焙煎したほうじ茶は「棒茶」と呼ばれ(第 1図) ,芳ばしい香りが特徴であり,石川県金沢市 についての詳細な研究はこれまでほとんど行われ が発祥とされている1)。 「加賀棒茶」 , 「金沢棒茶」 ていなかった。そこで,本研究では,棒茶の香り とも呼ばれ,現在でも石川県で十数社が製造販売 成分を評価し,棒茶の香りの特徴を科学的に解明 し,石川県でお茶といえば棒茶といわれるほど地 することを試みた。ここでは,本研究成果に加え, 元で愛飲されている。各社独自の方法で棒茶を自 棒茶の歴史や特徴について報告する。 家焙煎してその味を高め合っており,昭和天皇へ 2.棒茶の歴史と特徴 献上された逸話を持つ高級品から庶民的なものま で,個性的な棒茶文化が形成されている。一方で, 棒茶は県外にはあまり知られておらず,全国的に 2-1)加賀茶の歴史 棒茶が石川県の文化に根付いたのは,加賀藩が は珍しいお茶である。一般に,ほうじ茶といえば 築いた加賀茶,および県内の茶文化の発展に端を 下級茶を焙煎したものであり2),低品質な印象を 発するものと考えられる。第二代藩主の前田利常 受ける。ところが,石川県の棒茶は良質な1番茶 は加賀藩の美術,工芸,芸能などの産業,文化を を用いることも多く,一般のほうじ茶に比べ,香 奨励したことで知られているが,茶業の振興にも り,味とも 努めている。利常は隠居先である小松城を中心に に豊かであ 茶樹植栽を推進し,北陸で最初のお茶の栽培が行 る。 われた。これが加賀茶の始まりである。小松地区 棒茶の最 を中心に茶園は拡大し,明治中頃に生産量が最大 大の魅力は となった。その後,第二次大戦後に生産は激減し, 香りにある。 現在はわずかな茶園(約3ha)が残るのみとなっ 棒茶の香り た。この茶園は県内数社の製茶店とともに平成 はとても芳 21年に和紅茶「加賀の紅茶」を商品化し,加賀 ばしく,自 茶の新たな魅力を発信するなど,その復興に力を 然な甘みを 入れている。 第1図 棒茶 (カラー図表を HP に掲載 C110) 食品と容器 772 2014 VOL. 55 NO. 12 利常は加賀藩の茶道興隆にも尽力している。裏 高濃度に濃縮する 千家の初代祖である千家四代仙叟宗室を小松城に 本方法は,水溶液 招き,裏流茶道の普及を支援した。これ以来代々 中の香り成分分析 の宗室は加賀藩に仕え,茶道文化は金沢に浸透し に有用なツールで た。さらに,茶道は茶道具,懐石料理,菓子(主 ある。 菓子,微量で干菓子)などの総合的な加賀の文化 香り成分の閾値 へと発展し,今も金沢に息づいている。 は様々であり,香 2-2)棒茶の誕生と現在 いきち りへの寄与が大き 明治35年頃に金沢市の林屋新兵衛が荒茶精撰か い成分もあれば, らの出物の利用方法を研究し,茎を焙煎したほう 多量でも香りの感 じ茶「棒茶」を開発した1)。棒茶の製造技術は各 じられない成分も 店に広がり,現在では金沢を中心に県内十数店よ あ る。GC-MS の り,浅炒りや深炒り,高級品や庶民的なものなど, ピーク強度も同様であり,香りの寄与度はピーク 様々な棒茶が販売されている。金沢ではお茶とい 強度に依存しない。一方で,食品の香り成分の特 えば棒茶といわれるほど一般に浸透し,石川県ふ 徴を把握するためには,含有する各成分の香りの るさと認証食品にも認定されている3)。また,石 強さの評価が重要である。香りの評価には GC- オ 川県のほうじ茶の売上割合は日本で最も多いとの ルファクトメトリー(GC-O) ,およびアロマ抽出 調査結果も報告されており(NHK ためしてガッ 物希釈分析法(AEDA 法)5)が有用である。GC-O テン2013年6月19日放送),国内でも稀 なほう はガスクロマトグラフ(GC)で分離した成分の香 じ茶文化が石川県に形成されている。 りをヒトの鼻で嗅ぎとる方法であり,第3図に示 い まれ 第2図 スターバー抽出法 (カラー図表を HP に掲載 C111) すように GC-MS のガス流路を分岐して使用する 3.棒茶の香り成分 ことが可能である。GC で分離した成分は質量分 3-1)香り成分の分析技術 析計とヒトの嗅覚で同時に検出され,定性分析お 香り成分の分析はガスクロマトグラフ質量分析 よび香りの質の評価が可能である。また,AEDA 計(GC-MS)が多く活用されている。GC-MS は 法は段階的に希釈した試料を GC にインジェクト 気化した試料をキャリアガスによりカラムへ送り, し,GC-O で香りを嗅ぎとることのできる最大希 クロマトグラフィーの原理により分離し,質量分 釈倍率を評価する方法である。最大希釈倍率は 析計で定性分析する仕組みであり,気体である香 FD-Factor と呼ばれ,この値が高いほど香りへの り成分の分析に利用している。香り成分の導入方 寄与が大きい成分であると解釈できる。 3-2)棒茶の主要な香り成分 法は,ヘッドスペース法,SPME 法,パージアン 前述の香り成分分析方法を活用し,棒茶の主要 ドトラップ法など様々であるが,本研究では水溶 液中の成分捕集に有用なスターバー抽出法4) を な香り成分を評価した。具体的には,湯煎抽出し 用いた。ジメチルポリシロキサン(PDMS)コー た棒茶の香り成分をスターバー抽出法で吸着し, かくはん ティングした攪拌子を水溶液試料に入れ,マグネ ティックスターラーで攪拌し,水溶液中の香り成 分を攪拌子表面に吸着させる(第2図)。PDMS は疎水性であるため,疎水性の香り成分は攪拌子 表面に吸着濃縮される。GC-MS に接続した加熱脱 着装置に攪拌子を入れ,加熱処理で攪拌子より脱 離気化した香り成分を GC-MS にインジェクトする。 香り成分の含有量は微量の場合も多く,簡単かつ 食品と容器 第3図 GC-O/MS システムのイメージ図 773 2014 VOL. 55 NO. 12 GC-MS,GC-O により分析し た。香りが検出された成分の MS スペクトルをライブラリ (Wiley/NIST)で照合し,香 り成分の構造を特定した。ま た,GC の注入口スプリットで 段階的に希釈し,AEDA 法に て各成分の FD-factor を評価 した。GC-MS で得られたガス クロマトグラムと AEDA 法で 得られたアロマグラムを第4 図に示す。アロマグラムとは FD-Factor を Y 軸,保持時間 を X 軸に表示したクロマトグ ラムである。ガスクロマトグ ラムとアロマグラムのピーク 強 度 に 関 係 性 は 見 ら れ ず, 第4図 棒茶香気成分の(上)ガスクロマトグラムと(下)アロマグラム MS のピーク強度が弱い成分でも FD-Factor の高 4.茎の香り成分の特徴 い成分も確認できる。GC-O で匂いの感じられた 棒茶の香り成分の特徴を解明するため,同一茶 成分は30以上あり,この中でも FD-Factor の高 樹に由来する棒茶および葉ほうじ茶の主要な香り い成分は棒茶の香りに強く影響を与えていると考 成分量を比較した。前述の方法と同様に,熱湯抽 えられる。 出液中の香り成分を GC-MS により評価した。最も 棒茶の主要な香気成分を第1表に示す。ここで FD-factor の高い2- エチル -3,5- ジメチルピラジン は FD-Factor の高い成分を示し,頻出するピラ の評価結果を第5図に示す。2- エチル -3,5- ジメチ ジン類や未同定成分などを省略した。最も FD- ルピラジンは棒茶に多く含まれており,葉ほうじ Factor の高い香り成分は2- エチル -3,5- ジメチ 茶の約1.5倍であった。なお,その他のピラジン類 ルピラジンであった。また,FD-Factor 1024以 も棒茶に約1.5倍程度多く含まれていた。ピラジン 下にも様々なピラジン類が9成分検出された。ピ 類は棒茶の芳ばしい香りに寄与しており,この香 ラジン類は焙煎香の特徴的な香り成分として知ら れており,高級なほうじ茶に多く含まれている6)。 したがって,ピラジン類は棒茶においてもその芳 りは棒茶に多く含まれていることが確認された。 また,原料中のアミノ酸量を比較した結果,茶の 第1表 棒茶の主要な香り成分 ばしい香りに大きく寄与しているものと 考えられる。次に FD-Factor の高い成 分として,花の香り成分であるゲラニオ ールやリナロールなどのテルペン化合物, カラメルの甘い香り成分であるフラネオ ールが検出された。棒茶は甘い香りを有 することが知られており,これら成分が 棒茶に華やかで甘い香りを付与している ものと考えられる。 食品と容器 FD-factor* 成分名 香り 4096 2- エチル -3,5- ジメチルピラジン 焙煎 , ロースト 1024 2- エチル -3,6- ジメチルピラジン 焙煎 , ロースト 2,3,5- トリメチルピラジン 焙煎 , ロースト ゲラニオール 花 リナロール 花 フラネオール カラメル 256 64 * FD-factor: 香りの強さの指標。AEDA 法で香りを検出した最大希釈倍率。 774 2014 VOL. 55 NO. 12 第5図 棒茶と葉ほうじ茶の2- エチル -3,5- ジメチルピラジン量比較 第6図 原料中のアミノ酸量比較 茎は葉よりもアミノ酸を多く含んでいた(第6図) 。 ピラジン類はアミノ酸のメイラード反応により生 第7図 棒茶と葉ほうじ茶の ゲラニオール量比較 えられる。 成することが知られている 7, 8)。茎に豊富に含 5.まとめ まれるアミノ酸の影響で,棒茶はピラジン類を多 棒茶は加賀藩が振興した加賀茶を礎として金沢 く含んでいるものと考えられる。 で誕生し,金沢を中心とした石川県のほうじ茶文 ピラジン類に次いで FD-factor の高いゲラニオ 化を形成している。この棒茶の香り成分を評価し ールの評価結果を第7図に示す。ゲラニオールは た結果,棒茶の主要な香り成分はピラジン類,ゲ 棒茶に葉ほうじ茶の約4倍多く含まれていた。な ラニオール,リナロール,フラネオールであり, お,同じテルペン化合物であるリナロールも同様 これら成分は葉ほうじ茶よりも棒茶に豊富に含ま に棒茶に多く含まれていた。煎茶において茶の茎 れることが明らかとなった。棒茶は副産物である は葉よりもゲラニオール,リナロールが多く含ま 茎を有効利用するために開発されたものであるが, れていると報告されており9),これら成分は茎に 茎は香り成分を豊富に含むことから嗜好性飲料と 特徴的な香り成分であることがわかる。ゲラニオ して適しており,金沢の文化にも根付いたものと ール,リナロールはフローラルな香りの成分であ 考えられる。 し こ う り,棒茶の華やかな香りに寄与しているものと考 参 考 文 献 1)米沢 喜六 “加賀茶業の流れ”. . 北国出版社,1976,p.134. the concentrations of acrylamide, selected odorants, 2)日本茶インストラクター協会 “日本茶のすべてがわか . and Catechins Caused by Roasting of Green Tea. J. Agric. Food Chem. 2008, vol. 56, p.2154–2159. る本”.日本茶インストラクター協会,2008,p.16. 3)石川県 “石川県/棒茶” . . 石川県ふるさと食品認証制度 , 7)Hwang H. I., Hartman T. G., Rosen R. T., Ho C. T. http://www.pref.ishikawa.lg.jp/nousan/furusato/ Formation of pyrazines from the Maillard reaction 31boutya.html,(2014-9-1). of glucose and glutamine-amide-15N. J. Agric. Chem. Soc.. 1993, vol. 41, p.2112–2115. 4)Baltussen E., Sandral P., David F. Stir bar sorptive extraction(SBSE), a novel extraction technique for 8)Amrani-Hemaimi M., Cerny C., Fay L. B. Mechanisms aqueous samples. J. Microcolumn Separations.1999, of formation of alkylpyrazines in the maillard reaction. 5)Grosh, W. Detection of potent odorants in foods by 9)Hara T., Fukatsu S., Ina K. Comparison of flavorcomponents vol. 11, p.737–743. J. Agric. Chem. Soc.. 1995, vol. 43, p.2818–2822. aroma extract dilution analysis. Trends Food Sci. between kukicha (stalk green tea)and sencha (green tea) . Technol. 1993, vol. 4, p.68–73. Japanese Society of Tea Science and Technology.. 1993, vol. 78, p.61–65. 6)Mizukami Y., Sawai Y., Yamaguchi Y. Changes in 食品と容器 775 2014 VOL. 55 NO. 12 技術用語 解説 「容器の事典」(缶詰技術研究会編)から抜粋 側で外界に拡散(フィルムから出て行く)すると 酸素透過性 〔oxygen permeability〕 いうプロセスに基づいている。気体の透過性を表 す指標として気体透過度(気体透過率)がある。 プラスチックなどを通して酸素が通過する性質 これは,単位面積,単位時間および単位分圧差当 のことを酸素透過性という。透過原理や測定方法 た り の 気 体 の 透 過 量 で あ り, 単 位 と し て は, は気体透過性と同じである。 cm3/(m2・atm・24h) で表される。さらに,単位厚 酸素透過性は、包装材料の種類や温度などに み当たりの気体透過度を気体透過係数という。 よって大きく変わる。以下に代表的なプラスチッ フィルムのガス透過率測定方法には,差圧法お クフィルムの酸素透過度(cm /(m ・atm・24h)) よび等圧法の2種類があり,それぞれ「プラスチ を示す(測定条件は25℃,90%RH)。 ック - フィルム及びシート - ガス透過試験方法 - 第1 3 プラスチックフィルム LDPE(30μm) OPP(20μm) PET(12μm) ON(15μm) KOP(22μm) PVDC(30μm) EVOH(15μm) SiOx 蒸着積層フィルム Al 箔積層フィルム 2 部 」(JIS K7126-1) お よ び「 同 - 第 2 部 」(JIS 酸素透過度 K7126-2)に定められている。差圧法では,フィ (cm3/(m2・atm・24h)) ルムを境に片側に測定対象とするガスを導入し, 6,000 その反対側を真空にする。そして真空側の圧力の 2,200 120 上昇やガス変化を,圧力センサーやガスクロマト 75 グラフィーなどを用いて検出する。 8 ~ 20 一方,等圧法ではフィルム両側の全圧は変えず 5 に,測定する気体の分圧差に基づく透過量を気体 1~2 センサーやガスクロにより検出する。 0.1 ~ 0.6 0 水蒸気透過性 〔water vapor transmission properties〕 (石谷:1993.3) 水蒸気を透過させる性質のこと。食品包装材料 気体透過性 〔gas permeability〕 では水蒸気遮断性の尺度として用いられることが プラスチックなどを通して気体(ガス)が通過 多い。食品の保存において吸湿による変質や乾燥 する性質のことを気体透過性またはガス透過性と による目減りや変質を防ぐためには水蒸気透過性 いう。包装フィルムにおける気体透過の機構は, の低い(水蒸気遮断性の高い)包材が必要である。 まず高圧(高濃度)側の気体分子がフィルム表面 水蒸気透過性を表す指標が透湿度である。JIS Z に溶け込み,次にその気体分子がフィルム中を濃 0208では,温度25℃または40℃において防湿包 度勾配を駆動力として拡散していき,最後に低圧 装材料を境界面とし,一方の側の空気を相対湿度 90%,他の側の空気を吸 湿剤により乾燥状態に保 ったとき,24時間にこの 境界面を通過する水蒸気 の質量(g)をその材料 1m2当 た り に 換 算 し た 値をその材料の透湿度と 定めている。 食品と容器 776 2014 VOL. 55 NO. 12 ワンランク上の紙コップ 「PREMIUMTM」( プレミアム ) はじめに 長く飲料用コップの製造販売を手掛けてきまし たが,お茶の試飲に紙コップが使われる機会が少 ないことが分かりました。紙コップに含まれるポ リエチレン由来の臭気が少なからずあることが, デリケートな香りを大切にするお茶にとって,紙 コップの便利さ以上に課題となっていました。ま た近年,飲料をはじめとするフレーバー商品が増 加し,「香り」「風味」に対するニーズは高まって きており,当社と日本製紙 ( 株 ) では,飲み物本 来の「香り」や「風味」を忠実に保つことができ る業界初のワンランク上の紙コップをめざして開 発に取り組みました。 お茶を被験者に試飲してもらった結果,約80% の人が匂いの「違い」を指摘。従来の紙コップに 比べ「飲み物本来の香りが実感できる」との評価 を得ています。 また,ワンウェイ容器のメリットとして ① 感染症媒介のリスクを回避 ② PS コップに比べ,耐衝撃・耐熱性に優れる ③ CO2排出量もわずか6g / 個 となっています。 このほかにもプレミアム紙コップは ①香 りを大切にするお茶,お酒の試飲会や実演 販売などの試飲用などの催事やイベント用 ② 介護や医療施設,カフェ・店舗など様々な施 設用 ③ 飲料・食品メーカーの官能テストや薬品メー カーの開発用 ④ コーヒー,紅茶などの自販機用 などいろいろなシーンで今後使用が期待されます。 特徴 ◇ ポリエチレン臭気成分を約60%カット ◇ 紙臭を極限まで低減 することにより飲み物本来の「香り」や「風味」 を引き立たせるようにしたのが最大の特長です。 官能テスト(2点識別法)でも,一般的な市販 の紙コップと当社のプレミアム紙コップで温かい 食品と容器 777 今後の展開 飲料関係・食品容器関係・医療関係からの注目 もありサイズに関しても多くの可能性があると思 いますので,柔軟に対応していきます。 本製品に関する 問い合わせ先 ㈱日本デキシー 営業企画部 森島 基 Tel 03-3201-8736 2014 VOL. 55 NO. 12 業界の話題 日本食糧新聞社・日本食糧新聞電子版(http://news.nissyoku.co.jp/)より 明治,産官学共同でチョコ摂取 同社は,1918年にチョコレ ぐ研究を紹介し「テキサス大学 による健康効果実証研究 蒲郡 ートを発売し,約100年間にわ 保健科学センターサンアントニ 市で調査 11月24日に中間報告 たりチョコレート文化の発信に オの研究者らによる研究で,ク 努めてきた。98年には,カカオ ルミを加えない食事を与えられ チョコレートの原料であるカ ポリフェノールを多く含むチョ た対照群マウスでは前立腺がん カオ豆に含まれるカカオポリ コレートを発売するなどチョコレ の腫瘍の発生率が44%だった フェノールの健康効果に注目が ートの新たな魅力を発信し,高 のに対しクルミを加えた食事を 集まる中,明治は,愛知県蒲郡 カカオチョコレート市場のさら 与えられた実験群マウスでは 市が進める「蒲郡市ヘルスケア なる活性化を図っている。 18%に抑えられた」とした。 計画」に協力し,チョコレート クルミに健康維持効果 カリ パネルディスカッションでは, の摂取による生活習慣病の予 フォルニアくるみ協会,研究者 座長を務めたカリフォルニア大 防・改善効果を調べる実証研究 らがシンポジウム開催 学サンフランシスコ校医学部 (日食 2014/10/24 日付) を蒲郡市や愛知学院大学などと (日食 2014/10/24 日付) ジョエル・サイモン名誉教授が 産官学共同で実施した。11月 カリフォルニアくるみ協会は 「過去の横断的研究で,クルミ 24日,研究結果の中間報告会 このほど,クルミの効能を科学 を含むナッツ類を食べると,体 を「蒲郡市民講座」で発表する。 的に研究する諮問機関サイエン 重は減ることが明らかになって 蒲 郡 市 ヘ ル ス ケ ア 計 画 は, ティフィック・アドバイサリ い る 」 と し「 ク ル ミ は, ア ル (1)市民の健康・予防と早期 ー・カウンシル(SAC)の主要 ファリノレン酸,抗酸化物質, 発見・回復(2)再生医療など 欧米のクルミの研究者を招き, 植物ステロール,ビタミン,ミ のヘルスケア産業の育成・集積 日本臨床栄養学会総会・日本臨 ネラルなど健康上有用で重要な -- の二つの基本方針を軸とし, 床栄養協会総会会場で医学・栄 栄養素を含み,食べると満腹感 健康で長生きができ,産業振興 養分野の専門家を対象にした を得られやすいので,次の食事 と健康づくりが融和して持続的 「エビデンスに基づく栄養学・ のエネルギー摂取量が減るので な成長が可能となる豊かなまち くるみと健康に関する研究」シ ないかと考えられる」と述べた。 づくりを目指すもの。 ンポジウムを開催した。 茨城キリスト教大学板倉弘重名 今回の実証研究は,蒲郡市内 スペインのバルセロナ大学オ 誉教授は,「多くの臨床試験で, 外 の45歳 か ら69歳 ま で の 約 スピタル・クリニックのエミリ クルミの摂取が心疾患に加えて 400人に,1カ月間カカオポリ オ・ロス博士は「炎症反応によ 脳卒中の予防にも効果があると フェノールを多く含むチョコレ るダメージが繰り返されるとや 報告されている。健康維持のた ートを毎日一定量摂取してもら がて動脈硬化の原因となり,こ めにクルミの利用を考えて良い い,前後の血液成分など身体の れが心臓疾患につながると考え と思う」と総括した。 状態の変化を検証する。 られる。最新の研究でクルミの 国分,「缶つまジャズナイト2」 現在,愛知学院大学心身科学 摂取によって血管機能が改善さ 50人が堪能 新たな魅力発信 部大澤俊彦学部長らと共同で, れることが判明した」とした。 血圧や血糖の変化の傾向などに コネチカット大学分子細胞生物 国分は10日,「缶つま」シリ 関するデータ分析を進めており, 学チャールズ・ギアーディナ准 ーズの新たな魅力を発信する消 中間報告を蒲郡市民講座で発表 教授はクルミを1日56g 食べる 費者参加型イベント「缶つま する。 と前立腺がんの発生と進行を防 ジャズナイト2」を東京・六本 食品と容器 778 (日食 2014/10/27 日付) 2014 VOL. 55 NO. 12 木の「レストラン サテンドー (日食 2014/10/31 日付) 場への功績・エピソードも展示。 ル」で開催した。“ つまみ専用 東京海洋大学付属図書館は 展示以外にもトークショーや 缶 ” である同シリーズの楽しさ 26日 か ら12月19日 ま で の 間, 講演など多岐にわたる企画も実 をモルトウイスキーやジャズと 「水産缶詰ワールド」を同大学 施。26日には,マルハニチロ, ともに一般消費者に体験しても 品川キャンパス図書館で開催し 極洋,いなば食品の水産缶大手 らうもので,抽選で選ばれた約 ている。ツナやサケ,調理水産 3社によるトークショーが行わ 50人が参加した。 など多岐にわたる水産缶詰の特 れ,製品紹介や特徴,開発の際 会場で森公一食品統括部オリ 性や魅力などを啓発する展示イ の工夫や苦心する点,安全・安 ジナル商品第1担当副部長は, ベントで,10回目を迎える今 心への取組みなどを説明。満席 「缶つまクラブとして多数のイ 回は,資料展示に加え東洋製罐 での盛り上がりをみせた。 ベントを行い,エンターテイン によるタイムカプセル缶の制作 同イベントは期間中,2000 メント性を高めていきたい」と 体験や,トークセッション,同 人以上の来場者を見込む。「市 意欲を表明。また大谷武史食品 大学出身の業界重鎮の功績など 場と深い関連を持つ東京海洋大 統括部オリジナル商品部長は を紹介している。 学独自のイベントとして毎年開 「今年で5年目を迎える中で, 体感型イベントして初めて設 催している。多くの来場者にア 楽しい食べ方を今後も提案して 置したタイムカプセル缶の設置 ピールしたい」(学術情報課・ いきたい」と強調した。 では,容器国内トップの東洋製 岩松浩子課長)という。 イベント会場では人気ジャズ 罐による巻締め体験を実施。手 同イベントは日本缶詰びん詰 歌手・麻生ミツキータ光希や 紙や記念品などを入れた空缶を レトルト食品協会が後援。いな ジャズ演奏者の第一人者・砂田 同社「M-2 セミオートマチッ ば食品,極洋,国分,日本水産, 知宏が生演奏によるジャズライ クシーマ」で缶詰化するもので, はごろもフーズ,宝幸,マルハ ブを披露。「山崎」や「トマー 目の前での巻締め体験に多くの ニチロが協賛を,味の素食の文 ティン」「ボウモア」などのモ 参加者が足を止めた。 化センター,東洋製罐グループ ルトウイスキーや「缶つま」を 展示コーナーでは,協賛メー ホールディングス,中島董商店, 活用したアレンジ料理などが多 カーによる多彩な水産缶詰の展 東京海洋大学生協,同海洋科学 数提供され,大いに盛り上がっ 示ほか,水産缶詰に関連する貴 部食品生産科学科が協力してい た。 重な資料を多く紹介。船上缶詰 る。 「缶つま」シリーズは卸企業 製造を初めて行った雲鷹丸や, 宝酒造,環境活動で内閣総理大 である同社が提案する “ つまみ 缶詰製造の先進的研究教育機関 臣賞受賞 専用 ” の新機軸缶詰で,近年の 「水産講習所(現在の同大学)」 (日食 2014/11/05 日付) 缶詰市場を代表するヒット商材。 などの詳細や経緯などを伝聞資 宝酒造の環境活動が10月24 酒売場での提案や,ジャズやア 料や当時の記録を交えて分かり 日, 平 成26年 度 リ デ ュ ー ス・ ウトドア,料理教室や有名ホテ やすく展示している。 リユース・リサイクル推進功労 ルでのフルコースなど,既存概 また,同校出身の業界著名人 者等表彰で,最高賞の「内閣総 念を覆す露出戦略で話題を喚起 として,伊谷以知二郎氏(缶詰 理大臣賞」を受賞した。 している。同社では今後も,積 技術の世界的功績者),高碕達 このリデュース・リユース・ 極的に消費者イベントを開催す 之助(東洋製罐創業者),中島 リサイクル推進功労者等表彰は, る方針。 董一郎(キユーピー創業者)の リデュース(発生抑制),リユ 東京海洋大図書館,「第10回水 3人を紹介。貴重な当時の写真 ー ス( 再 利 用 ), リ サ イ ク ル 産缶詰ワールド」開催 初の体 や書籍などを交え,重要な国家 (再資源化)に取り組み,顕著 感型イベントも 産業の一つであった水産缶詰市 食品と容器 779 な実績を挙げている企業,学校, 2014 VOL. 55 NO. 12 団体,個人などを表彰するもの 術センターが14年度「日本醤 授は,和食における魚は自然を で,リデュース・リユース・リ 油 技 術 賞( 研 究・ 開 発 の 部 )」 尊重する精神・文化的価値観を サイクル推進協議会(3R 推進 を授与する。 表現していると語る。自然から 協議会)が都道府県や環境団体 国民健康・栄養調査では淡口 「やって来るもの」である魚は, から推薦された中から選出する。 醤油がよく使われる地域の塩分 時代と共にその食材としての価 今年は全国から114件の応募 摂取量は,濃口醤油主体に使う 値を変えてきた。 があり,同社が最高賞である 地域より低いと記されるが,塩 日本の食文化の特徴は自然か 「内閣総理大臣賞」を受賞した。 分摂取を気にする消費者の中に ら得られる資源を最大限利用す 宝酒造の環境活動は「自然環 は塩分濃度が濃口醤油より高い ること。資源は限りあるもので 境保護」と「空容器問題」を2 淡口醤油の使用を控える傾向が あり,持続的に確保しようとす 本柱として取組みを進めている。 ある。だが同社研究所で,煮物 ることはもちろん,残さず活用 「空容器問題」への取組みでは, 料理での塩分と色の測定値とし しようと,先人たちはさまざま 商品の中身が消費された後に発 好,塩味とだし風味の閾値に及 な知恵と工夫を凝らしてきた。 生する空容器が環境に負荷を与 ぼす淡口醤油と濃口醤油の違い たとえばイカなどの塩辛は,身 えることから,長きにわたり活 を研究した結果,淡口醤油を用 だけでなく内臓も利用する。ま 動を行っている。89年に日本 いた方が微妙な塩味の識別がで た,石川県の一部では,フグの で初めて缶からタブ(引き金) き,入れすぎることなく調味で 卵巣をぬか漬けにし,2年以上 が外れないステイオンタブをス き,低塩に仕上がると証明。さ 発酵させることで,本来毒をも ポーツドリンクに採用したほか, らに,かつおだし,昆布だしと つ部位も食べられるような技術 3R( リ デ ュ ー ス・ リ ユ ー ス・ 淡口醤油を併用するとだし風味 を発達させた。 リサイクル)に同社独自のリ の閾値が低くなり,だしが効い 社会的な魚の位置付けも時代 フューズ(発生回避)を加えた た風味豊かな調味ができる上, とともに変わってきた。貧富の 4R の活動を推進している。今 だしの減塩効果を高めて調理全 格差が出始めた律令社会では, 回の受賞は長年取り組んできた 体が低塩に仕上がると解明した。 魚は上流階級のおもてなしの食 4R への活動などが総合的に評 これらは石川県金沢市の金沢 材だった。室町時代になると魚 価されたもの。 エクセルホテル東急で6日に開 の中にもランク付けが生まれ, 同社では「このたびの受賞を 催する第79回醤油研究発表会 タイやコイは「上魚」として高 励みに,引き続き環境活動を推 で「淡口醤油のだし味および塩 級に,それ以外のイワシなどは 進していくとともに,環境活動 味強化による減塩効果の解明」 「下魚」として扱われた。鎌倉 の一層の充実を図る」としてい として報告され,醤油の技術的 時代には『徒然草』の中にかつ る。 進歩に貢献した業績として表彰 て低級魚だったカツオが珍重さ ヒガシマル醤油,淡口醤油調理 される。 れるようになったとの記述も残 で減塩効果を証明 日本醤油技 和食の中の魚,自然を尊重する されている。 術賞受賞 精神表現 時代と共に変わる価 江原名誉教授は,「今回登録 値 江原絢子・東京家政学院大 されたのは『遺跡』ではなく (日食 2014/11/05 日付) 濃口醤油よりも食塩濃度が高 い淡口醤油を使った方が料理中 いき 『遺産』なので,常に時代に合 学名誉教授 (日食 2014/11/14 日付) わせて中身も変わっていく」と の食塩濃度は低くておいしくな 食文化史・食教育史が専門で, し,今後魚もバラエティー豊か る --。まるで逆説のような塩分 昨年12月の和食のユネスコ無 な調理法が増え,日本の食文化 効果をヒガシマル醤油が研究証 形文化遺産登録にも関わった江 を豊かにしていくと期待する。 明し日本醤油協会と日本醤油技 原絢子東京家政学院大学名誉教 食品と容器 780 2014 VOL. 55 NO. 12 3人に1人が肝機能に異常 飲酒 で改善効果が見られた。日常的 「ストレートタイプだけを飲み しない人も要注意 オルニチン なオルニチン摂取が,肝機能を たい」という消費者からの声が 研究会,オルニチン効果を訴求 回復させる可能性があることが 多くなった。ストレートタイプ 示された。 のジュースは原料のトマトに 生活習慣の乱れから肝機能異 オルニチンは,ヨーロッパで よって品質が変わるため,畑で 常が国民病となっている。オル は医薬品として肝機能障害の治 露地栽培しているトマトを完熟 ニチン研究会は,肝機能を回復 療に役立てられている。筋肉や した段階で収穫するなど鮮度が させるオルニチンの臨床結果や 骨の増強を促す成長ホルモンの 重要だ。青森県弘前市で耕作放 正しい知識と活用情報などを提 分泌と関わり深いことから,米 棄地を活用する協定を結び,東 供している。 国ではスポーツサプリとして使 日本大震災の被災地である宮城 「肝臓=飲酒」のイメージが われている。 や岩手でもトマトの栽培を拡大 強いが,食べ過ぎ,ストレス, 研究会は,飲み過ぎや生活習 した。15年はカゴメトマトジュ 運動不足などの生活習慣が肝臓 慣によるダメージから肝臓を守 ースのプレミアムの品揃えを拡 の数値異常に関わっている。実 るため,男女問わずオルニチン 大していく。また,「ふくしま 際,健康診断や人間ドックでは などによる日常ケアを推奨して 産トマトジュース」の発売など 3人に1人が肝機能の異常が見 いる。 にも取り組む。 (日食 2014/11/14 日付) られ,その割合は,高血圧や肥 「フード・アクション・ニッポ フード・アクション・ニッポ 満を抜き1位。30年前と比べ ンアワード2014」カゴメが大 ンには約1000点の取組みの応 3倍以上も増えている。また加 賞 募 が あ り, 商 品 部 門11点, 販 (日食 2014/11/14 日付) 齢とともに女性の肝機能異常が 売 促 進・ 消 費 促 進 部 門11点, 増えることが健診データから明 2014年度のフード・アクショ 流通部門6点,研究開発・新技 らかになっている。糖分などの ン・ニッポン・アワードの表彰 術部門6点が顕彰された。 取り過ぎや運動不足により消費 式が東京・有楽町のよみうりホ 各部門の最優秀賞は次の通り。 されないカロリーが脂肪となっ ールで10日に開かれ,栄えあ カッコ内は受賞理由。 て肝臓にたまり,肝機能を低下 る大賞には「旬の国産トマトを ▽商品部門=大潟村あきたこ させているためと考えられる。 ストレートに味わう『カゴメト まち生産者協会・ネピュレ(「コ 肝臓には解毒作用があり,肉類 マトジュースプレミアム』 」が メネピュレ」による新たなコメ など高タンパク質食品を多量に 選出された。ジュースとしての 需要の創出)▽販売促進・消費 食べたり,ストレスを受けた時 品質の高さに加えて,契約栽培 促進部門=全国漁業協同組合連 に生じるアンモニアを無害化す でジュース向きのトマトを調達, 合会(漁師自慢の魚「プライド る働きがある。この分解処理に 耕作放棄地などの活用などが高 フィッシュ」で水産物の消費拡 関わるのがオルニチンというア い評価を得た。食料自給率と自 大)▽流通部門=ローソン(食 ミノ酸。オルニチンを外から補 給力の向上を目指すためのフー に ま つ わ る 問 題 を 解 決! “ 健 充することで,再び肝機能を高 ド・アクション・ニッポンのス 康 ” をキーワードに国産原料で めることが期待できるという。 ローガン「おいしい日本の未来 商品を開発するミールソリュー オルニチン研究会の調査では, を育てる」にふさわしい取組み ション▽研究開発・新技術部門 γ -GTP,ALT,AST の肝臓の だ。 =シャープ(「ヘルシオお茶プ 数値が高めの人がオルニチンを トマトジュースが市場拡大に レッソ」で茶葉を挽いてまるご 毎日摂取したところ,約8週間 伴って,濃縮還元だけでなく と飲む新しい習慣を提案) 食品と容器 781 2014 VOL. 55 NO. 12 今月の統計 (千kL) 8,000 7,000 6,000 5,000 乳酸菌飲料 4,000 発酵乳 乳飲料 3,000 加工乳 2,000 牛乳 1,000 0 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 第1図 飲用牛乳等の生産量推移 昨年(2013年)は発酵乳の伸びが一昨年(2012年)ほどではないものの前年比104%と好調を維持 しており,牛乳・加工乳の減少分をカバーしたことで全体の生産量は昨年並みとなった。 (千トン) 600 500 400 チーズ 300 バター 200 粉乳 練乳 100 0 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 (千kL) 1,000 第2図 乳製品の生産量推移 800 600 氷菓 ラクトアイス 400 アイスミルク アイスクリーム 200 0 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 第3図 アイスクリーム類の販売量推移 (千kL) 1,000 その他 業務用 800 ホームタイプ マルチタイプ 600 モナカ コーン 400 スティック 200 プラカップ 紙カップ 0 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 第4図 アイスクリーム類・形態別販売量推移 食品と容器 782 2014 VOL. 55 NO. 12 今月の統計 (千トン) 800 2008年 2010年 8 9 2012年 2014年 750 700 650 600 550 0 1 2 3 4 6 7 10 11 12 (月) 第5図 生乳生産量月別推移 (%) 100 90 82.5 82.9 80.6 78.5 74.4 86.1 85.2 84.2 80 70 5 83.1 82.8 87.1 87.5 86.1 91.7 90.9 88.7 88.1 81.8 92.7 93.4 92.6 92.5 89.1 89.4 90.4 88.5 87.3 85.1 68.3 66.8 62.1 61.7 94.7 62.7 66.7 64.5 62.5 90.8 92.9 83.8 68.4 57.3 60 スチール缶 50 アルミ缶 アルミ缶のリサイクル率が急激に下がったのは, 回収された使用済みアルミ缶(UBC)約5万トン が韓国向けに輸出されたためとみられる。 CAN TO CAN率は前年より上昇している。 40 CAN TO CAN率 0 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 第6図 飲料缶の再資源化(リサイクル)率 第 1 表 平均気温,降水量,日照時間 平均気温(℃) 降水量(mm) 前年比 平年比 平年差 前年差 2013年 11月 12月 2014年 1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 月間 月間 月間 月間 月間 月間 月間 月間 月間 月間 月間 下旬 月間 11月 上旬 中旬 食品と容器 13.5 8.3 6.3 5.9 10.4 15.0 20.3 23.4 26.8 27.7 23.2 17.4 19.1 16.8 12.8 +0.2 -0.4 +0.2 -0.6 +1.0 +0.4 +1.4 +1.3 +1.0 +0.3 -0.6 +0.7 +0.6 +1.6 -0.5 +0.8 +1.0 +0.8 -0.3 -1.7 -0.2 +0.5 +0.5 -0.5 -1.5 -2.0 +0.4 -0.7 +0.8 +0.8 (11月中旬まで・東京) (%) 26.0 59.5 24.5 157.5 113.5 155.0 135.5 311.0 105.5 105.0 155.5 35.5 384.5 13.5 20.5 783 28 117 47 281 97 124 98 185 69 62 74 69 194 43 64 日照時間(h) 平年比 前年比 (%) 17 86 35 525 255 55 242 196 91 106 67 62 87 135 1025 177.4 181.8 204.1 139.8 205.0 218.3 236.5 143.0 175.6 180.9 145.8 50.0 135.2 33.8 57.9 (%) (%) 121 104 109 84 126 124 137 116 122 103 124 93 101 70 123 116 109 96 80 108 111 104 115 107 86 89 139 122 85 89 2014 VOL. 55 NO. 12 最近の技術雑誌から 〔解説〕食中毒・感染症のリスクあり/実践しよう! ト イレの衛生 小沼博隆:食と健康,58(11)54~59(’ 14) 国 内 編 栄 養 ・ 健 康 〔解説〕特集―安全性確保のための新調理システムとリ テール HACCP― 月刊 HACCP,20(11)19~31(’ 14) ○新調理システムとリテールレベル HACCP……西 耕平 ○「あるべき業務用厨房」を目指す最適厨房研究会の活 動…………………………………………………編集部 ○日本 HACCP トレーニングセンター・平成25年度農 林水産省補助事業「食品産業グローバル革新支援事 業」報告書より/日本版 SFBB(Safer food, better business) 研修会報告… …………長井 昭・新名史典 〔解説〕特集―緑茶と認知症― 食品と科学,56(11)65~73(’ 14) ○緑茶の認知機能改善効果…………井出和希・山田 浩 〔解説〕日本人の健康と畜産食品 森地敏樹:畜産の研究,68(11)1077~1080(’ 14) 〔解説〕勤労世代の生活習慣病の予防に関する栄養疫学 研究 由田克士:栄養学雑誌,72(5)221~232(’ 14.10) 〔解説〕MATE トランスポーターによる薬剤排出機構の 解明とペプチド創薬の可能性 濡木 理:化学と生物,52(11)725~730(’ 14) 〔解説〕企画特集―PRP・HACCP を“長続き”させる食 品施設とは/「カナダ FSEP の PRP チェックリス ト」と「ネズミ対策」を中心に― 月刊 HACCP,20(11)33~62(’ 14) ○食品工場におけるペストコントロール~食品工場のネ ズミ対策について~………………………高橋啓一郎 ○東京都が「自主的衛生管理段階的推進プログラム」創 設~食品事業者の段階的な自主衛生管理の取り組み 推進~………東京都福祉保健局健康安全部食品監視課 ○カナダ「FSEP( 食品安全強化プログラム )」第3.1項に おける PP・PRP( 前提条件プログラム ) の要求事項 …………原著 : カナダ食品検査庁 (CFIA)・翻訳 : 日本 HACCPトレーニングセンター (JHTC)・編集:編集部 〔解説〕【2010年農芸化学研究企画賞】「減塩食品開発を 目指して-天然物由来成分の塩味増強効果を定量的 に評価するシステム開発」の経緯とその後 植野洋志:化学と生物,52(11)742~748(’ 14) 〔解説〕原発事故に関わる家畜と畜産物の安全性について 眞鍋 昇・高橋友継・李 俊佑・田中哲弥・田野井 慶太朗・中西友子:畜産の研究,68(11)1085~ 1090(’ 14) 〔解説〕特集―高齢者向け食品の開発― ジャパンフードサイエンス,53(11)43~56(’ 14) ◯「新しい介護食品」の考え方 ◯粘度による食品材料の評価技術-摂食・嚥下評価に関 わる,増粘剤や粉体食品の物性測定について- …………………………………………………出雲直人 〔解説〕食品安全性確保のための受託検査サービス 編集部:食品と開発,49(11)37~41(’ 14) 〔解説〕環状イソマルトオリゴ糖・メガロ糖の生産 舟根和美・小林麻里子・大脇静香・鈴木龍一郎・一 ノ瀬仁美:ニューフードインダストリー,56(11) 25~32(’ 14) 〔解説〕乳中 RNA による乳児(仔)への機能伝達の可 能性/乳中に見いだされた新規生理因子 和泉裕久・小坂展慶:化学と生物,52(11)710~ 711(’ 14) 食 品 衛 〔解説〕年間特集―食品の品質保証技術― 食品機械装置,51(11)52~59(’ 14) ○食品製造工場における衛生管理~汚れの把握と対策~ …………………………………………………浦野博水 生 〔解説〕柿渋や渋柿廃棄物を利用した放射性元素の除去 技術の開発 井上勝利:ニューフードインダストリー,56(11) 8~16(’ 14) 〔解説〕食生活における新しい表示制度の意義と役割 戸部依子:食品と科学,56(11)16~19(’ 14) 〔解説〕特集―食品防御のあり方― 食と健康,58(11)8~18(’ 14) ○食品防御対策ガイドライン…………………神奈川芳行 ○食品企業における取組み事例…………………森川惠介 食品と容器 〔解説〕柿渋でウイルス対策/柿タンニンによる強力な ウイルス不活性化作用 坂口剛正・上田恭子・川端涼子:ニューフードイン ダストリー,56(11)17~24(’ 14) 784 2014 VOL. 55 NO. 12 最近の技術雑誌から 〔解説〕炊飯器での保温中に米飯を変敗させる細菌の推 定 入澤友啓・辻井良政・岡 大貴・野口治子・内野昌 孝・ 髙 野 克 己: 日 本 食 品 保 蔵 科 学 会 誌,40(5) 241~246('14.9) 〔解説〕主要国における2014/15年度の核果類生果の生 産・流通状況 果汁協会報,674 38~44(’ 14.10) 〔解説〕寒締め(冬期低温処理)によるホウレンソウの 品質成分向上 青木和彦:ニューフードインダストリー,56(11) 63~70(’ 14) 添 加 物 ・ 副材料 〔解説〕フレーバー 今年の注目点と2015年への提案 編集部:食品と開発,49(11)43~51(’ 14) 〔解説〕身近な野菜・果物~その起源から生産・消費ま で/タマネギ 室 崇人:日本食品保蔵科学会誌,40(5)247~ 250(’ 14.9) 〔解説〕天然色素の市場動向 編集部:食品と開発,49(11)52~58(’ 14) 〔解説〕免疫賦活剤の市場動向 編集部:食品と開発,49(11)61~66(’ 14) 水 産 ・ 畜 産 〔解説〕肉牛飼養における鉄問題 大成 清:畜産の研究,68(11)1129~1136(’ 14) 〔解説〕特集―製パン・製菓の近況と副素材― ジャパンフードサイエンス,53(11)16~41(’ 14) ○国産パン用小麦による自給率向上への取組み …………………………………………………西崎陽介 ◯製菓・製パンへの寒天利用の近況……………中村昌敬 ◯洋菓子への洋酒利用の近況……………………大井真人 ◯製パン分野へのトレハロースの利用と効果 ………………………………………………今津奈都子 ◯各社の副素材・関連機器紹介……………………編集部 〔解説〕ハムソー,2年連続値上げも市場は堅調/高質・ こだわり品の開発で付加価値需要狙う 酒類食品統計月報,56(9)17~23(’ 14.10) 飲 料 ・ 醸 造 〔解説〕特集―PET ボトル2014 ②― Beverage Japan,37(10)32~55(’ 14.11) ○ PET ボトルの新時代を探る―PET ボトルの革新探訪― ○チルド飲料製品に広がる小型 PET ボトル ○ PET ビールケグの可能性を探る ○ PET ボトル製造の最新技術 ○飲料製造設備の最新事情 ○ PET ボトル関連検査・測定装置の最新動向 〔解説〕特集―物性をメインにした品質改良剤― フードケミカル,30(11)9~57('14) ◯食肉加工における品質改良剤の有効利用について-最 近の動向を中心に- …………最上真吾・前澤好子・早川夕紀子・下村健一 ◯ベーカリー製品における品質改良成分の有効利用につ いて……………………………………………伊賀大八 ◯リン酸塩による畜肉製品の品質改良について …………………………………………………櫻井芳男 ◯小麦タンパクの改質による新しい食品改良素材の開発 と食品への応用………………………………安藤為明 ◯食肉加工用酵素剤「デナチーム PMC SOFTER」 ……………………………………門上 剛・武田匡弘 ◯植物・動物タンパクを利用した魚粉代替養魚飼料の開 発-嗜好性物質やそのペレット製造法,添加物等で 代替原料の利用性をアップ-…石田典子・輿石友彦・ 野田 勉・片山知史・山口敏康・柳 宗悦・佐藤秀一 ◯卵白代替素材・製剤 一覧表……………………編集部 ◯各社の品質改良剤製品……………………………編集部 農 〔解説〕嗜好性の高い緑茶飲料を可能にしたキャップで受 託製造を展開 株式会社ジャテックス:Beverage Japan,37(10) 58~59(’ 14.11) 〔解説〕2013年度酒類・食品メーカー250社の業績ランキ ング/14年度は仮需反動や円安の影響など懸念 酒類食品統計月報,56(9)2~13(’ 14.10) 〔解説〕味わいと品質で進化する紙パック,カップ淸酒/ 14年通期の総需要,クリアは微妙 酒類食品統計月報,56(9)24~29(’ 14.10) 〔解説〕話題喚起が求められる本格焼酎市場/早期のパッ ク製品市況建て直しを 酒類食品統計月報,56(9)53~58(’ 14.10) 産 〔解説〕北海道におけるスイートコーンの生育と生産特性 井上信久:缶詰時報,93(11)2~12(’ 14) 食品と容器 785 2014 VOL. 55 NO. 12 最近の技術雑誌から ◯ワンタッチで折りたたみ可能な紙製中仕切材「カミコ ンⓇ」の梱包事例………………………………岡部 智 ◯紙管の包装における用途と開発事例 ………………………伊田 篤・山口隆幸・澤井卓也 缶びん詰・レトルト食品 〔解説〕缶詰,びん詰,レトルト食品生産数量 (2014 年 1~6月1次集計分速報 ) 缶詰時報,93(11)43 ~ 66(’ 14) 〔解説〕2014日本パッケージングコンテスト/審査講評 と展望 包装技術,52(11)43~54(’ 14) 食 品 加 工・保 蔵 〔解説〕特集―高品質食品開発のための製造加工技術― 食品と開発,49(11)4~21(’ 14) ○過熱水蒸気の基礎と技術動向………………伊與田浩志 ○食品の高付加価値化を目指した温度操作の設計 …………………………………………………川井清司 ○非加熱濃縮の低コスト化を実現した凍結融解濃縮技術 ………………………山本宗幸・児島史忠・小谷幸敏 ○最新の粉砕技術と穀物のアルファ化 ……………………………………津吹幸久・志賀邦洋 ○高圧を利用した付加価値食品の開発…………亦部章弘 ◯乳化溶解混合タンク「USmix」の乳化性能改良開発 …………………………………………………松舩大亮 機 〔解説〕特集1―テイクアウトコーヒーと食品包装― 食品包装,58(11)17~26(’ 14) ◯アイスもホットもコンビニが大きく牽引/“14億杯” へ主要チェーンの展開加速,勢いは包装産業にも波 及を……………………コンビニ5社アンケートほか ◯リッドの“割れにくさ”に高まる再評価/コンビニ コーヒー分野で高機能グレード PS を積極拡販 ……………………………………………東洋スチレン ◯“浮き彫り”仕様の断熱紙カップ/優れた意匠性も前 面にコンビニ分野へ猛攻加速…………日本デキシー ◯アイスコーヒー人気受け出荷好調/スピード対応のク ラッシュアイス用充填パックシール機 ……………………………………エーシンパック工業 ◯内容物の目減りを抑える PS 系シート/コーヒー用 ポーションミルク容器の需要も視野に量産体制構築 ……………………………………………電気化学工業 械 ・ 設 備 〔解説〕【粉体工業展東京2014開催企画】/高機能食品 製造用途とサニタリー化進む粉粒体技術 編集部:食品と開発,49(11)22~27(’ 14) 〔解説〕特集2―食品包装が彩る和酒の世界― 食品包装,58(11)27~35(’ 14) ○“サケペット”拡大に大きな弾み/店頭陳列彩る酒造 3社共同の販促 POP も活用し… ……………白鶴酒造 ◯京都の「SOU・SOU」とコラボ/金襴緞子柄を透明 びんに直接プリント……………………………月桂冠 ◯びんは透き通ったアクアブルー/優しい飲み口から “女子会”にも提案… …………………………合同酒精 ◯群馬工場の生産設備を新設/紙パック焼酎などの製品 体制拡充へ……………………………サッポロビール ◯果実と砂糖を入れるだけ/900mL デカンタで果実酒 作りを手軽に……………………………………宝酒造 ◯世界中が「アイ・ラブ・SAKE」?/各種調査などから 浮上する根強い人気と新たな消費の可能性… …編集部 〔解説〕食品・飲料の付加価値を高める分離・ろ過技術 編集部:食品と開発,49(11)29~35(’ 14) 管 理 技 術 〔解説〕特集―食品工場の生産管理システム― 食品機械装置,51(11)60~81(’ 14) ◯プラント(食品工)系製造ソリューション ……………………………………鈴木孝通・中嶋孝広 ◯製菓・製パン工場の最新生産管理システムの実例紹介 …………………………………………………渡邊靖之 ○中小食品工場における生産管理システム導入時の課題 …………………………………………………早川雅人 容 〔解説〕軟包装時代の新ヒートシール講座/シール強さ と袋の破裂強さ 大須賀 弘:食品包装,58(11)50~55(’ 14) 器 ・ 包 装 〔解説〕特集―紙製包装の新動向― 包装技術,52(11)3~34(’ 14) ◯紙系緩衝材の種類と最近の使用傾向…………高橋二朗 ◯美粧パルプモールドについて…………………川瀬公基 ◯オール紙製 APPA パレットの立ち上げと活用事例 ……………………………………………………林朋宏 ◯『マウント5』にて手に優しい段ボール製品について …………………………………………………藤井淨史 食品と容器 〔解説〕食品包装における10のトレンド/食品包装にお ける「リスクマネジメント」 村内一夫:食品包装,58(11)56~59(’ 14) 〔解説〕RF タグ進化論/人と社会と包装と/繊細さとその統合 寺浦信之:食品包装,58(11)60~65(’ 14) 786 2014 VOL. 55 NO. 12 最近の技術雑誌から ○フィットネス用油脂 海 外 編 Fats for Fitness L. M. Ohr………………………………………… 65~70 邦文の題名は内容に従って付けてありま すので,原題と異なる場合があります。 ○パッケージングにおける RFID システムの現状 Radio Frequency Identification in Packaging ご興味のある雑誌・記事がございました らいつでも閲覧できますので,当会宛ご 連絡ください。 A. L. Brody et al.… …………………………… 79~80 The World of Food Ingredients (NLD) Sep. (2014) ○シルバー層へのフレーバー処方のカスタム化 How to Customize Your Flavor to the “Silver” Demographic Prepared Foods (USA) Vol.183 Sep. (2014) J. Marcus………………………………………… 16~23 ○品質と利便性で巻き返しを狙うピザメーカー ○センターステージに再登場するポップスナック Bigger Piece of the Pie ? Popped Snacks Move Back to Center Stage ……………………………………… 29~35 M. Hilliam………………………………………… 24~27 ○調理済み食品とメインディッシュのトレンド ○グルテンフリーに有利な豆類 Be Prepared Pulse Ingredients : The Gluten-Free Advantage A. Topper………………………………………… 37~44 L. Malcolmson, Ph.D…………………………… 35~37 ○消化器の健康のための新しい成分 ○食品加工における高周波超音波(メガソニック)の活用 New Ingredients for Digestive Health Megasonics : A New Tool to Enhance Your Ingredient D. Feder… ……………………………………… 47~57 Recovery ○急成長しているスイートデザート T. Leong et al.…………………………………… 46~49 The Sweet Afters ○ナノテクノロジー:規制の影響 D. Herskovic… ………………………………… 74~87 Nanotechnology : The Regulatory Impact ○クリーンラベルのトレンドが合成フレーバーや添加物を G. A. Burdock, Ph.D and R. A. Matulka, Ph.D フェードアウト ……………………………………… 56~59 Flavor Tricks ○シルバー世代に対する臨床試験のカスタム化 K. Shelke, Ph.D… ………………………………88~101 Customizing Your Clinical Trial to “Silvers” ○機能性タンパク質が道を切り開く J. Gruenwald, Ph.D… ………………………… 64~68 Functional Proteins Lead the Way E. Pelofske … ………………………………… 103~108 Beverage Industry (USA) Vol.105 Sep. (2014) Food Technology (USA) Vol.68 Sep. (2014) ○成長著しいシングルサーブ・アイスコーヒー Shrinking Up and Cooling Down ○米国におけるスーパーマーケットの変革 S. Cernivec… …………………………………… 14~18 Today’s Supermarket Special: Transforming the ○年間最優秀の飲料卸売業者:米国オドム社 Store Wholesales of the Year The Odom Corp. M. E. Kuhn… …………………………………… 24~37 J. Jacobsen… …………………………………… 24~30 ○新しい発酵食品の文化 The New Fermented Food Culture Beverage World (USA) Vol.133 Aug. (2014) D. Despain… …………………………………… 38~45 ○健康機能性飲料に革新をもたらすオメガ-3 ○肥満訴訟についての準備はできているか? Drinking Up Omega-3s Are You Prepared for Obesity Litigation ? H. Landi… ……………………………………… 30~32 D. E. Chefitz et al.……………………………… 46~51 ○需要が供給を上回る飲料容器用リサイクル素材 ○コーヒートークとティータイム Growing Demand Outpacing Supply of Recycled Cofee Talk and Tea Time Materials K. Nachay………………………………………… 52~63 食品と容器 787 2014 VOL. 55 NO. 12 最近の技術雑誌から A. Kaplan………………………………………… 34~37 Powering the Plant of the Future K. T. Higgins… ………………………………… 32~40 ○カスタム化はソフトドリンク業界を救えるか? Can Customization Save Soft Drinks? ○2014年グリーンプラント賞:キャンベル スープ社 A. Kaplan………………………………………… 38~42 Green Plant of the Year : Campbell Soup Co. K. T. Higgins… ………………………………… 59~61 Beverage World (USA) Vol.133 Sep. (2014) ○情報技術の活用による害虫管理 Technology Reshapes Pest Control ○攻勢に転じるエナジードリンク Energy Drink Reboot K. T. Higgins… ………………………………… 69~70 H. Landi… ……………………………………… 38~44 ○パッケージデザインはユーモアのハートとセンスで Packaging with a Heart and Sense of Humor ○アルコール飲料分野にインパクトを与える6ブランド Making an Impact K. B. Connolly…………………………………… 73~78 H. Landi… ……………………………………… 56~64 Food Engineering (USA) Vol.86 Sep. (2014) Food Manufacture (GBR) Vol.89 Sep. (2014) ○米国の食品製造業調査報告:スピードの必要性 The State of Food Manufacturing : The Need for Speed ○英国最大の家禽処理能力を持つ Moy Park 社 W. Labs…………………………………………… 40~52 Boost to the Business ○パッケージングラインの革新:高効率化への取り組み N. Robinson … ………………………………… 14~15 Packaging Line Innovation : Reaching for Higher ○栄養・健康強調表示規則 (NHCR) に基づく成分表モデル Efficiencies Missing Element H. Forcinio… …………………………………… 55~65 P. Gander ………………………………………… 25~26 ○非加熱加工による味,テクスチャーおよび栄養の向上 ○機能性食品の開発を減速させる NHCR Gentle Sterilization with Taste, Textural and Nutritional Approvals Hurdle Benefits M. Knott… ……………………………………… 29~30 S. O’Halloran… ………………………………… 67~75 Packaging World (USA) Vol.21 Sep. (2014) ○乳製品加工はリーン生産方式と効率化 Keep It Lean and Efficient ○コカ・コーラ社の ROPP キャップ付アルミボトル缶 W. Labs…………………………………………… 77~90 Coca-Cola Masters ROPP Cap on Aluminum Bottle P. Reynolds… …………………………………… 54~58 The Canmaker (GBR) Vol.27 Sep. (2014) ○進化し続けるアルミボトル缶 Packaging Digest (USA) Vol.51 Sep. (2014) Bottles Start to Evolve ○ビールラインの水と潤滑剤を節減するコンベアー装置 P. Rogers… ……………………………………… 32~33 Brewery’s New Conveyor Delivers Water Savings ○予想を超えて展開する世界の製缶メーカー and Bottom Line Results Canmaking Continues to Exceed Expections L.M. Pierce… …………………………………… 42~43 A. Stupay… ……………………………………… 38~40 ○多次元的な知覚効果を生むパッケージ印刷技術 ○品質管理とプロセス制御のネットワーク Pick-me-up Packaging Adds New Consume ‘Touch’ Network Commands Point D. Searle… ……………………………………… 42~43 K.B. Connolly…………………………………… 46~48 ○スーパーバリア・ナノフィルムの用途拡大 Journal of Food Science (USA) Vol.79 Sep. (2014) Super-Barrier Nanofilm Stretches Packaging ○アンモニアカラメル着色料の性質とアクリルアミド形成 Applications に及ぼすアスコルビン酸の影響 R. Lingle… ……………………………………… 52~53 Effect of Ascorbic Acid on the Properties of Ammonia Caramel Colorant Additives and Acrylamide Food Processing (USA) Vol.75 Sep. (2014) Formation ○工場エネルギー供給の将来システム 食品と容器 H. Chen and Z. Gu… ……………… C1678~ C1682 788 2014 VOL. 55 NO. 12 う現実がある。 野菜・果物を巡って 和食が国際的に注目されている現在こそ,その (第七十二話・最終回) 原点を見つめ直すよい機会であろう。 日本には年間通じて食が関わる特有の行事があ 和食文化(行事食) と野菜 よし だ き よ り,これらには歴史的な背景が存在し,心や身体 を健全に支える礎となっているように感じる。 日本の食文化を伝承するためにも,また生活の こ 吉 田 企 世 子 節目としても取り入れたいことである。 (女子栄養大学名誉教授) お節料理には各種の冬野菜が用いられる。以前 昨年(平成25年)12月に和食が世界無形文化 に(第十三話)「お節料理と野菜」として述べて 遺産としてユネスコに登録されたが,この和食と いるので省略するが,1月7日には春の七草(せ は単に日本料理のことだけを指すものではない。 り,なずな,ごぎょう,はこべら,ほとけのざ, 例えばお正月のお節料理は,新しい年を迎え,今 すずな,すずしろ)を入れたお粥を頂く。古くは 年一年を元気で幸せに過ごせるようにという願い 稲,麦,豆,粟,黍,小豆,小麦の七種類の時代 が込められた料理である。日本人の信仰やものの もあったとのこと。 考え方がお節料理,お屠蘇,お雑煮などの背景に 2月には節分があり,豆まきの他に近年,全国 あり,さらに家族揃ってそれを囲む雰囲気など, 的に普及したのが「恵方巻」を食べること。その それらが包含されて和食なのである。 年の恵方を向いてだまって,海苔巻を丸かぶりす 農林水産省が編纂している「和食」という冊子 ることで,福を呼ぶという。恵方巻の中身には縁 の冒頭に以下のような記述がみられる。 起を担ぎ,七種(卵,きゅうり,えび,でんぶ, 「南北に長く,周囲を海に囲まれ,山地が国土 しいたけ,うなぎ,かんびょう)を用いるが,か の75%を占める。モンスーン気候のもと,四季 いわれ,レタス,ねぎトロなども使用される。 がはっきりとした変化を見せ,平均の年間降雨量 3月には桃の節句があり,散らし寿司に蛤の潮 が1800mm にもなる日本という国。そんな環境 汁が登場する。潮汁には菜の花,うどなどが加わ を背景として,四季折々の食材を海,山,里から るとより美味しく,季節感がでる。山菜が芽吹き 豊かに得ている。そうした恵みをもたらす自然を 始めるので,のびる,よめな,つくしなども味わ 日本人は敬い,また共に生き,神仏や先祖への信 いのある食材となる。 仰が食と結びつきながら,独自の食文化がこの列 4月はお花見の季節,「花より団子」とは,風 島で育まれてきた。 流より実質を重んじることを表現しているが,花 日本の食文化の成り立ちは,中国や朝鮮半島, も団子も欲しい季節である。花見のお弁当には日 そして東南アジアなどの外の文化を取り入れなが 頃の料理とは気分を変え,同じ野菜でも切り方に ら,また,近代には西欧の食文化も受容して発展 手を加えて,見栄えを美しく,楽しくつくりたく してきた。その結果,世界に誇るべき,美味しく なる。きぬさやを矢葉の形に,人参をねじり梅の て健康的な「和食」が展開した」。 形にするなど。山菜も豊かに取り入れたい。 しかし,このような和食を自覚して食生活を 5月は端午の節句。柏餅を手づくりすることは 送っている日本人はどの位いるのであろうか。 少なくなったが,よもぎの入った柏餅の風味を楽 食生活がグローバル化し,世界中の食品が流通し しむ気持ちを失いたくない。筍が生えてくる季節 ている現在では,日本産食材の存在がみえにくく でもある。種類によって時期がずれるが,3~5 なっているのである。日本の食料自給率がわずか 月は孟宗竹,5~6月は真竹,根曲がり竹が最盛 40%で,しかも海外生産品の方が安価に入手で 期となる。 きるという状況では日本食材を選択しにくいとい 6月は梅雨の時期,食品の衛生管理が注目され 食品と容器 789 2014 VOL. 55 NO. 12 る。店頭には梅干しや梅酒用として梅の果実が並 活用した行事である。 ぶが,この時期には前年に漬け込んだ梅を大いに 9月はお月見。十五夜にはお団子とすすきなど 活用したい。品質のよいにんにくが出回るので, をお供えして月を愛でる。月の光にあてたお団子 料理に活用する他,酢漬け,しょうゆ漬けなどの を頂くことで,月の力を得ることができるといわ 保存食をつくることを勧めたい。酢はサラダのド れている。2014年は8日が十五夜,2015年は27 レッシングに,しょうゆは肉の下味つけなどに便 日である。栗が美味しい時でもある。 利である。にんにくの方は酒のおつまみにも適す 10月は十三夜。2014年は6日が十三夜であっ る。 た。十三夜の風習は日本オリジナルのものである 7月7日の七夕には天の川に見立てた素麺を食 とのこと。十五夜に月見をしたら十三夜にもし べる慣わしがある。この季節には前年の秋にとれ た方が縁起がよいとされている。お団子は13個, た米の蓄えが少なくなり,秋の米の収穫前にあた その他旬のものをお供えする。郷里では蒸したさ る。そこで,農閑期に小麦でつくっておいた素麺 といも(きぬかつぎ)もお供えした。 を七夕の節句に供物としたとのこと。さっぱりし 11月23日は現在,勤労感謝の日であるが,か た素麺に夏野菜の炒め物などを添えて体力をつけ つては新嘗祭である。飛鳥時代から始められた古 たいことである。土用の丑の日にはうなぎのみで い行事で,五穀の収穫を祝う。その年の新しい五 なく,野菜を組み合わせた彩よい煮物などを添え 穀を天皇が神々にお供えし,ご自身も頂くという たい。夏の土用の頃は暑さが厳しい。夏ばてしな 日なのである。炊き立ての新米を神棚にお供えし いように精のつくものを食べるのである。 た後,家族で美味しく頂いたものである。必ず秋 8月はお盆を迎える。盆踊りの音がどこか遠く 野菜の料理も用意された。 からかすかに聞こえてくるのも心地よい。蓮の葉 12月は22日頃に冬至を迎える。冬至にはかぼ の上に旬の野菜や故人の好きだったものをお供え ちゃを食べると風邪をひかない,病気にかからな する。お盆の準備には「精霊馬を飾る」といって, い,痛風にならない,悪病よけになるなど,その 霊に早く帰ってきてもらうための乗り物をつくる 土地によって表現は異なるが,健康によい冬の食 のである。きゅうりに適宜に切った割り箸を差し べ物として伝えられている。 込んで4本の足をつけた「きゅうり馬」を飾るの 献立の「一汁三菜」は健康上も好ましい和食の である。霊にできるだけゆっくりしてもらうため, 基本であるが,行事と食のつながりも大切に維持 帰りの乗り物は,「なす牛」をつくる。夏野菜を したいことである。 編 集 後 記 ●『野菜・果物を巡って』は第七十二話の今回をもち まして最終回となりました。6年間毎月途切れることな く,毎回興味深い内容で,歴史や料理,栄養など先生の 博識には頭が下がります。またイギリスに行った際には, 発行所 缶 楽しい話を聞かせて下さい。本当にお疲れ様でした。 平成26年12月 1 日発行 詰 技 術 研 究 会 〒103−0002 東京都中央区日本橋馬喰町 1−8−4 TEL 0 3( 3 6 6 3 )7 2 5 1 定 価 FAX 0 3( 3 6 6 3 )7 2 5 3 1部 800円 Eメール:[email protected] 年間 8,000円 郵便振替 0 0 1 5 0 − 0 − 4 2 2 1 5 (消費税・送料込) 井 俊 夫 編 集 人 荒 ●先日,久々に帰省しました。今年は例年より初雪が早 く,冬の到来が近いなと思わせる寒さでした。父の介護 をすることになった母のサポートが今回の主な目的でし た。老々介護の厳しい実態を目の当たりにして,自分も 遠くはないという現実を痛感。不摂生な日々の生活を見 直し,心と体の健康を維持しようと改めて思いました。 −禁無断転載− 今月受診する人間ドックが少々不安です。 (直) 食品と容器 第55巻 第 1 2号 発 行 人 田 嶋 一 乱丁・落丁本はお取り替えいたします。 790 雄 印 刷 所 大和サービス株式会社 2014 VOL. 55 NO. 12 食品と容器 第55巻(2014年)総目次 題 名 (号) 頁 解 説 1 シリーズ解説:果実とその加工品の話(第16回~第26回) (第16回)果実・果汁飲料と機能性成分(14) 北方系小果樹(ハスカップとアロニア)果実の成分と機能性 知地英征・高橋あずさ(2) 87 (第17回)果実・果汁飲料と機能性成分(15) 甘夏ミカン果皮のオーラプテンとその利用 白土英樹 (3) 154 (第18回)果実・果汁飲料と機能性成分(16) カンキツ機能性成分とアラキドン酸代謝系酵素阻害活性 野方洋一 (4) 218 (第19回)果実・果汁飲料と機能性成分(17) イチゴおよびイチゴ加工品の生産と機能性について 黒飛知香 (5) 282 (第20回)果実・果汁飲料と機能性成分(18) りんごの加工-品種別加工適性および高品質化- 竹内正彦 (6) 340 (第21回)果実・果汁飲料と機能性成分(19) カンキツ果実のカロテノイド代謝に及ぼす遺伝的要因の解明 島田武彦 (7) 412 (第22回)果実・果汁飲料と機能性成分(20) ビワ茶の健康維持機能 侯 德興 (8) 476 (第23回)果実・果汁飲料と機能性成分(21) ユズの香気成分とその機能性 沢村正義 (9) 542 (第24回)果実・果汁飲料と機能性成分(22) 野菜および果物の乳癌抑制効果 小野美咲・竹嶋美夏子・中野修治(10) 598 (第25回)果実の加工(1) 柿の加工―干し柿(ころ柿)を中心として― 滝沢 潤 (11) 670 (第26回)果実の加工(2) -ワインおよびスパークリングワインの製造- 恩田 匠・辻 政雄(12) 728 解 説 2 シリーズ解説:日本の伝統食品(第10回~第20回) (第10回) イクラ加工品 上田智広 (2) 82 (第11回) 豆腐よう 曲山幸生 (3) 148 (第12回) メフン 阿部周司 (4) 212 (第13回) 和三盆糖 黒川眞男 (5) 276 (第14回) 魚醤油 舩津保浩 (6) 346 (第15回) 貴醸酒 高橋康次郎 (7) 406 (第16回) 一夜干し 高橋希元 (8) 470 (第17回) 黒酢 松永一彦 (9) 536 (第18回) しらす干し 黒木隆一 (10) 606 (第19回) こんにゃく 大澤 実 (11) 664 (第20回) 黒はんぺん 阿部周司 (12) 736 特別解説 機能水による食品製造環境の洗浄・殺菌効果の検討 紙谷喜則 多収・高品質をめざす日本型施設園芸 ~農産物生産工場から食卓まで~ 中野明正 凍結含浸法の原理と用途 中津沙也香 味覚センサーデータの標準化 -緑茶・紅茶・烏龍茶の客観的味評価- 林 宣之 食品と容器 i (2) 126 (3) 182 (5) 314 (6) 382 2014 VOL. 55 総目次 題 名 (号) 頁 安定同位体比と微量元素組成を用いた食品の原料・原産地判別 鈴木彌生子 (7) 442 野生動物肉の加工利用のための技術開発 ~加工法と製品特性について~ 坂田亮一 (10) 640 食感の数値データのための触診メカニズムによる計測システム実用化 佐久間 淳 (11) 702 お茶の香りは茎に多かった ~棒茶の香り成分の解明~ 笹木哲也・道畠俊英・榎本俊樹(12) 772 特別寄稿 冷蔵庫の中の食品調査 ―年4回の四季の調査から見えてきたきたもの― 堀口恵子 (3) 188 畜産物の偽装 ①偽装の種類とその理由について 押田敏雄 (9) 576 畜産物の偽装 ②偽装の原点と加工処理 押田敏雄 (11) 677 海外技術・マーケット情報 食品と医薬品のギャップを橋渡しする 2013年デュポン賞を受賞した新製品 うま味:グルタミン酸ナトリウムはフレーバーを強化 眠気冷まし,集中力持続,そしてエネルギー補給に アメリスターパッケージ賞2013受賞製品 スペイン乳製品の無菌「カートンボトル」 世代別の食事と健康の傾向 パッケージング界を発展させた7つの鍵 飲料の革新:コカ・コーラフリースタイル 飲みながらやせる―肥満と闘う体重管理食材 持続可能な農業を支える SAI プラットホーム フレーバー物質の安全性を評価する FEMA GRAS 26 果実の効能を利用した多様なアプリケーション 大挙してやってきたミレニアル世代! 2013年フードエキスポ・イノベーション賞 新機能を有する飲料ボトル用クロージャー ロボットを生産ラインに導入する際の諸課題 継続的改善活動の失敗と成功 認知機能の健康のための食品成分 経済的動機による食品偽装を防ぐには 食品中のナノ粒子への懸念 食品工業におけるサステナビリティに適した原料 おいしいスナック類伸長の現状と課題 2013年フードサービスと小売りのイノベーション賞 女性向けの健康 / 機能性食品 進化する調理食品,金物,農産物のパッケージング 食品加工の方法を大きく変える4つの新技術 エコ洗剤シンプルグリーンの評判と実績 再生可能エネルギーを採用した3社の事例 微量栄養素欠乏症:世界の公衆衛生課題 節水,省エネを極めた Plumrose USA 社食肉工場 2013年食品包装業界ハイライト スポーツパフォーマンスの栄養学 機能性飲料市場拡大の可能性 2014年調理食品のトップ10トレンド ボトルドウォーター隆盛の先駆けとなった NWNA 社 容器の王座を目指すパウチ 食品と容器 ii (2) (2) (2) (2) (2) (2) (2) (3) (3) (3) (3) (3) (3) (3) (4) (4) (4) (4) (4) (4) (4) (4) (4) (5) (5) (5) (5) (5) (5) (5) (5) (6) (6) (6) (6) (6) (6) 98 100 103 105 107 110 113 164 166 168 170 173 175 179 230 232 234 237 240 243 246 247 249 291 293 296 299 301 304 306 309 353 356 359 361 363 366 2014 VOL. 55 総目次 題 名 (号) 頁 微生物は肥満の原因か? (6) 368 食品加工における廃水の管理 (6) 371 2014年の食品加工業界,5つの課題 (7) 420 カロテノイドと目の健康 (7) 423 2014年健康増進食品添加物一覧 (7) 425 異論があるものの,安全で必要な遺伝子組換え作物 (7) 428 米国で人気を呼ぶフードトラック料理の現状 (7) 431 エレガントで人間工学的なカラフスタイル容器 (7) 434 食品咀嚼時の音の解析と官能評価 (7) 436 豊富な栄養素を持つ全粒穀物やスーパーシード (8) 488 食品工場の海外展開戦略 (8) 490 進展するヨーグルト新製品の状況 (8) 493 食品・飲料工場廃水の活用 (8) 497 低グリセミックインデックス (GI) 食と持続的体重管理 (8) 499 化学物質に頼らない包括的な有害生物管理プログラム (8) 501 伝統的なパッケージを一蹴するパッケージの革新 (8) 504 減塩への容易なステップ (8) 507 2014年 FPA 功労賞を受賞した軟包装 (9) 552 飲料市場の新製品動向2014 (9) 556 飲料用 PET 容器の新展開 (9) 559 ハーブの生理活性物質の評価 (9) 561 食品安全のリスクを最小化する工場管理 (9) 563 Tetra Pak 社が発表した新しいジュース殺菌プロセス (9) 565 食品ナノサイエンスに関する新たな洞察 (9) 568 アフリカで食糧の安定供給を支える押出加工技術 (9) 570 2014年食品と飲料パッケージ賞ノミネート製品 (10) 622 “脂肪”を取り巻く議論は続く (10) 624 機能性食品のトップ10トレンド (10) 627 健康課題に応える炭酸飲料メーカー (10) 630 水銀リスクを上回る海産物の効能 (10) 633 飲料容器と充填における最近の技術の進歩 (10) 635 激しい競争にさらされるスポーツ飲料業界 (11) 680 2ピース飲料缶市場3000億缶を突破 (11) 683 製品開発の新しいトレンド:オープンイノベーション (11) 685 包装容器への応用が進むデジタル印刷技術 (11) 688 ビタミンDの最新トレンド (11) 692 進むアレルゲンフリー食品の技術 (11) 695 次世代のグルテンフリー食品 (11) 697 2013年デュポンダイアモンド賞&ゴールド賞受賞製品 (12) 748 「次のオレンジジュース」を目指す "Vita Coco" (12) 751 消費者に支持されるお茶の健康効能 (12) 755 食品の安全を守るマネジメントツール (12) 758 食品の酸性度についての基礎 (12) 761 商品化されている非加熱低温殺菌システム (12) 764 幼児期の肥満教育 (12) 767 海外に見る容器包装最新事情(第3回~第8回) 有田俊雄 (第3回) もったいない! 食品ロス削減に向けた世界の動きと包装の役割(1) (2) 94 (第4回) もったいない! 食品ロス削減に向けた世界の動きと包装の役割(2) (4) 226 食品と容器 iii 2014 VOL. 55 総目次 題 名 (号) 頁 (第5回) (第6回) (第7回) (第8回) -1回飲みきりサイズのワインが人気を博す- -環境派若い世代が作り出す新しいパッケージ- -非可食性・未利用資源活用の次世代バイオ包装材料- -パッケージが消費者とブランドとをリアルタイムに繋ぐ手段となる(1)- (6) (8) (10) (12) 特別レポート 日本における清涼飲料,ビール系酒類市場 -平成25年の1~ 12月を振り返って- 醸造産業新聞社 編集部 (2) 120 第1四半期の低アルコール飲料市場動向 醸造産業新聞社 編集部 (5) 320 「トイレタリー・化粧品業界における容器の意義とは」 (株)日用品化粧品新聞社 (7) 450 日本における清涼飲料,ビール系酒類市場 ─平成26年の上半期を振り返って─ 醸造産業新聞社 編集部 (8) 514 日本における清涼飲料,ビール系酒類市場 ─平成26年の7,8月を振り返って─ 醸造産業新聞社 編集部 (10) 644 業界トピックス 飲料 予断を許さない消費者税増税 (2) 13年の低アルコール飲料総市場,5%増で過去最高更新 (3) 缶コーヒー 増税値上げで新局面 (4) 家庭用ココア,スティックタイプの伸長続く (5) ミネラルウォーター 価格据え置き (6) 13年コーラ飲料,安定拡大 トクホコーラ飲料は定着 (7) 上半期の低アルコール飲料市場動向/総市場は5%増で6年連続のプラス (8) ミネラルウォーター 大容量が善戦 (9) 日本茶飲料市場,品揃え拡大で活性化 (10) 逆風吹くも「缶コーヒー」善戦 (11) 20,30代女性へのアプローチで市場開拓 ~日用品・化粧品に見る新たな価値の提案~ (12) 技術コーナー アロマプロテクトⓇ製法の開発 新製品紹介 ワンランク上の紙コップ「PREMIUMTM」(プレミアム) 阿部和也 374 484 618 744 119 194 225 323 393 439 523 579 648 710 771 (4) 256 (12) 777 技術用語解説 ガラスびんの軽量化,ガラスびんの原料,ガラスびんの成形法,ガラスびんの組成 (2) 136 レトルト殺菌 (3) 195 コーデックス規格 (4) 259 パルプ,パルプモールド (5) 324 ペール缶 (7) 449 PET ボトル,PET ボトルのリサイクル,プラスチック容器のリサイクル (9) 584 蒸着フィルム (11) 711 酸素透過性,気体透過性,水蒸気透過性 (12) 776 今月の統計 月別ビール系酒類分野別・容器別課税数量。月別ビール・発泡酒・新分野別課税数量(1~ 12月) (2) 134 炭酸飲料・トマトジュース等の JAS 格付実績。即席めん類等の生産数量 (3) 200 食品と容器 iv 2014 VOL. 55 総目次 題 名 (号) 頁 一般缶詰の輸入,輸出数量・金額。化粧品製造出荷金額および輸出・入金額 (4) ビールの容器別課税数量。ビール・発泡酒・新分野別容器別課税数量。清涼飲料の品種別容器別生産対比 (5) エアゾール製品の品種別・容器別生産数量 (6) 酒類課税数量(国産分+輸入分・1~ 12月)。国産,輸入対比 (7) 缶びん詰,他生産数量。缶びん詰品目別生産数量 (8) 包装資材・容器の原材料別出荷金額・数量 (9) 国別・一人当たりビール消費量・ビール生産量。炭酸飲料の JAS 格付実績 (10) 月別ビール系酒類容器別課税数量。ビール・発泡酒・新分野別構成比 (11) 飲用牛乳等の生産量。アイスクリーム類の販売量。飲料缶の再資源化率 (12) 随 想 ARfD とリスクコミュニケーション 商品開発考 ―ロングセラー商品についての一考察― 現場主義を貫く意志 科学研究現場の国際化は正念場か? 肉は生食できるのか 通訳者の醍醐味 ―この世はありがたい工夫に満ちている― 団塊の世代も全員65歳を迎えることになります 上司から学んだこと -罪と罰- 酒豪と下戸の違いとは 「森に遊ぶ」 大谷敏郎 岡本正文 川口和宏 鈴木 聡 押田敏雄 冠木友紀子 藤田 滋 宿崎幸一 岩橋祐司 高橋康次郎 渡邉丈夫 (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) 264 328 394 458 524 586 652 716 782 80 146 210 274 338 404 468 534 596 662 726 連載エッセー:食べもの随想 ~ 田村真八郎 日本人と笑い -アハハハ・オホホホ・ウフフフ- (3) 162 和食 -日本人の食について- (5) 312 「少子化」 -現状と将来- (7) 440 「好きな樹木」 ―春・夏・秋・冬― (9) 574 「自己紹介」 -名前・名刺・好み- (11) 700 風水樹花徒然記☆13 ~ 18 大場秀章 13 囲いの内か外かが園芸と農業を分かつ (2) 116 14 ウメ・モモ・サクラ覚書き (4) 252 15 バラが辿った歴史を追う (6) 378 16 奥の深いハス (8) 511 17 秋の七草考 (10) 615 18 多雪地の自然と暮らし (12) 768 連載エッセー:一刻者の独り言 ①~④ 岩元睦夫 ① 新たな科学技術政策への転換 (6) 388 ② 米国から逆輸入した我が国の科学技術政策 (8) 482 ③ 技術経営(MOT)の下での日本型オープンイノベーション (10) 638 ④ 究極の技術経営(MOT) -知的財産権に立脚した戦略的技術経営- (12) 742 連載エッセー:産業余話 ①~③ 並河良一 ① 食品産業の人気は絶大 -就活戦線- (7) 418 ② 家電回収の効果は大きいか,小さいか (9) 550 ③ なぜ食品企業の海外進出は難しい (11) 708 食品と容器 v 2014 VOL. 55 総目次 題 名 (号) 頁 野菜・果物を巡って:(第六十一話)~(第七十二話・最終回) 吉田企世子 (第六十一話) 三日目のとろろ (第六十二話) 缶詰のパインアップルから生果へ (第六十三話) 草木萌え動る ~みつばを味わう~ (第六十四話) 中晩柑を味わう楽しみ (第六十五話) イタリアンレストランと野菜料理 (第六十六話) たまねぎから得た食育 (第六十七話) ソウル訪問と市場で出会った野菜 (第六十八話) ざくろを描き,そして味わう (第六十九話) 再び,日本の野菜を見直す (第七十話) 郷愁を感じる巴旦杏 (第七十一話) こまつなと若き生産者 (第七十二話・最終回) 和食文化(行事食)と野菜 (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) 会長就任のご挨拶 (8) 526 加藤寛之 77 143 207 271 335 401 465 531 593 659 723 789 1 月 号 第1特集 新春誌上座談会 エビデンス(科学的証拠)に基づく機能性食品―健康長寿社会の実現に向けて― (1) 4 健康長寿社会を実現する機能性食品の開発に向けて 大谷敏郎 (1) 6 日本の健康食品,機能性表示制度の現状と今後 櫻谷満一 (1) 8 食品機能性研究における栄養疫学的検証の重要性について 杉浦 実 (1) 17 新機能性表示制度と米国機能性表示制度 武田 猛 (1) 26 機能性成分の安全性と有効性 ―最近の「健康食品」の安全性・有効性情報から― 梅垣敬三 (1) 34 日本の機能性食品研究,開発のゆくえ 山本(前田)万里(1) 41 1 月 号 第2特集 海 外 事 情 伝説の王国エチオピア 白鳥清志・白鳥くるみ(1) 49 ロサンゼルスの食 佐藤浩一 (1) 56 ラオス・ビエンチャンでの発酵食品研究生活 丸井淳一朗 (1) 62 シンガポールの食と現在 高橋希元 (1) 69 1 月 号 新年のご挨拶 加藤寛之 (1) 2 食品と容器 vi 2014 VOL. 55 総目次
© Copyright 2026 Paperzz