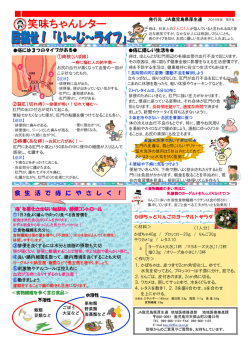
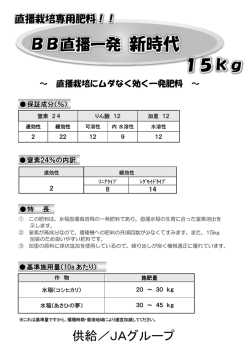
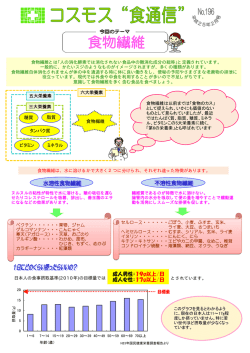
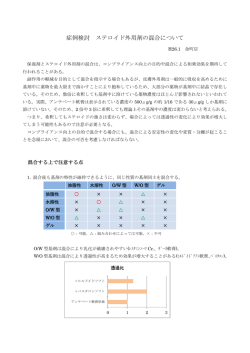
ライデンフロスト現象がもたらす ダイカスト離型剤の油膜形成への影響 大 平 博 文 清 水 俊 明 ㈱ 青木科学研究所 ダイカスト工程における離型剤の役割は連続鋳造を可能とすることであ る。即ち、離型剤は潤滑性の良いことが不可欠である。潤滑性に影響す る離型剤組成因子は各種あるが、その中の油膜形成に大きく影響する因 子である突沸(ライデンフロスト)現象を水溶性離型剤、油性離型剤、粉 体含有離型剤について検討したので紹介する。 1.はじめに ダイカスト工程における離型剤の役割は連続鋳造 最少油膜へ向かい塗布量を低減することが最善であ を可能とすることである。即ち、潤滑性が良く、金 る。「油膜の均質性」は意図的な不均一が好ましく、 型を保護し、焼付きを起こさせなければ離型剤の当 金型の突起部の様な潤滑の厳しいところに厚く、金 座の役割を果たすが、鋳巣、堆積、凝固不良等の副 型の平面部の様なマイルドな部分では薄くすべきで 作用が許容範囲内であることも重要である。副作用 ある。当然、油膜厚さは塗布方法(塗布量、塗布角 を考慮しながら潤滑性(離型性)を確保するために 度、スプレー粒子密度や直径等)に依存する因子で は、図 1 に示すように、油膜の質、油膜の厚み、油 もある。油膜の厚みに影響する離型剤の物性は、金 膜の不均質性(潤滑の厳しいところに厚く、不要な 型への濡れ性、突沸性(LF:ライデンフロスト現象)、 ところは薄く)を考慮すべきである。 乾燥性や油膜成分(付着初期の成分と潤滑に効果の 「油膜の質」を高めるためには、使用温度領域で ある成分の結合)による油膜保持能力が挙げられる。 潤滑性を保持させる必要があるが、必ずしも摩擦が 本稿では、離型剤の LF 現象がもたらす油膜厚み 低い必要はなく、焼付きを起こさなければ連続鋳造 に焦点を当てた、技術的考察を試みる。 は可能となる。一般に、鉱油、ワックスは約 270℃ まで、シリコンなら約 350℃まで焼付かない性能を 示す。また粉体なら 500℃以上でも焼付かないが、 れ以上の油膜は鋳巣、堆積等の副作用の原因となる。 最小油膜としては、約 1 油 膜 は、焼付きを起こさない最少油膜が最善であり、そ 金属への濡れ 金 型 堆積という副作用の可能性がある。「油膜の厚み」 質 厚み m 程度(弊社ラボ試験値 と一か所の実機試験結果)であり、高付着能力のあ る離型剤は油膜を厚くする方向で使用するのではな 均質性 突沸( LF ) 乾燥性 油膜成分 く、塗布量を削減する方向へ使うことが最善である。 すなわち、離型剤に厚い油膜の形成能力を付与し、 図 1 潤滑油膜形成時に考慮すべき因子 Vol.52(2011)No.9 SOKEIZAI 19 2.ライデンフロスト現象 図 2 に示すように、料理の時に温めたフライパン 瞬時に沸騰し、膨張するため、まだ沸騰していない に水滴を落とすと、水滴が跳ねる現象を LF 現象と 水滴の上部が膨張力で押し上げられ飛び跳ねる現象 言う。熱いフライパンに接した水滴の下部の水が、 である。水滴が鉄板に接していない時間が長く、鉄 板から水滴全体への熱伝達が低下する。一般に、熱 伝達の最も低下する温度が LF 温度と定義されてい る 1)。 LF 温度の測定方法は、水平に置いた鉄板を加熱 し、液滴を一滴たらし、高速度カメラで液滴の挙動、 水滴の直径等を観察する方法である。 垂直の金型面でこの現象が起こると、塗付された 離型剤ミストは金型面から飛び出し、床に落下した り、空気中に飛散したりする。その結果、離型剤の付 着効率が悪化する。突沸する温度よりも少し低温側 でも、金型上を液滴がコロコロと転がって金型面か ら床へ液滴が落下する。本稿では、水平面でコロコ 図 2 ライデンフロスト現象 ロと液滴が動き出す温度を鋳造用の LF 温度とした。 3.離型剤タイプと LF 現象 水滴だけが LF 現象を起こすわけではない。水溶 使われる。この時の油分濃度は 0.33 % であり、LF 温 性、油性、粉体含有離型剤の LF 温度を示す。 度は 220℃付近である。水溶性離型剤の場合、金型 がこの温度を超えると、塗布したミストが急激に沸 (1)水溶性離型剤 騰し飛び跳ねたり、金型からコロコロと落ちたりし 図 3 の ①に水溶性離型剤の LF 温度を示す。弊社 て、付着効率が急激に悪化し、形成する油膜が薄く の A−706 商品(原液中の油分総量は 27 %)を水に希 なる。その対策として、希釈した離型剤を冷却剤と 釈した時の油分濃度を X 軸に % で示し、Y 軸に LF して金型に塗布し、金型表面を 220℃以下に冷却し、 温度を取る。通常は 80 倍希釈された離型剤が現場で 形成する油膜を厚くしている。文献 2)でもこの考え 550 500 450 400 350 300 250 200 150 溶剤引火点 水溶性濃度% 油性成分効果 鉱油 粉体% Si FM 7 種類の溶剤 0 10 20 30 ① ① 0 100 200 300 ② ② 溶剤FM鉱油Si 0 ③ ③ 図 3 各種離型剤のライデンフロスト温度(Y軸=温度℃、①∼④に共通) 20 SOKEIZAI Vol.52(2011)No.9 5 10 ④ ④ 15 特集 ダイカストの欠陥・不良対策に役立つ最新技術 方が説明され、冷却が必要とされている。その結果、 起こり、鋳巣の増加の副作用につながりかねない。 冷却剤の部分を含め、塗布量が増大し、付着効率が 適切な LF 温度の選定は、離型剤の総合的性能から 更に悪化している。すなわち、油膜を厚く形成させ 決定されるべきである。 るため、付着効率を度外視して、多量塗布としてい るのが水溶性離型剤の現状である。 (3)油性離型剤 10 倍希釈(濃度で 2.7 %)では LF が 310℃、また、 図 3 の③は、弊社の油性離型剤の LF 温度の内訳 希釈なしの原液の LF 温度は 360℃と高い。この温度 を示すものである。X 軸の左側に「溶剤」単独、次 までは LF 現象が起らず、付着効率は良く、塗布量 に「溶剤+FM(潤滑性を示す添加剤・数種類)」、更 も少なくすることが可能である。最近、原液少量塗 に「溶剤+FM+鉱油」、最後に「溶剤 +FM+鉱油 布型離型剤が市販されだした 。LF 温度の観点から +Si( シリコン油)」の LF 温度を示す。いわば、弊 は妥当な方策と考える。ただし、少量塗布のため冷 社の油性離型剤の WFR−3 R の成分の LF 温度の累積 却効果が少なく、金型が高温になるため、高温でも 値を示しめしている。溶剤単独の 292℃から、成分 潤滑性を維持できる高温型の離型剤成分が必要とな の増加とともに 330℃、370℃、最終的に 440℃の LF 3) る。80 倍希釈型の水溶性離型剤を原液塗布しても、 温度へと高まっている。この 440℃が WFR−3 R の 300℃の高温には耐え難いであろう。 LF 温度である。多くの金型の温度はこれ以下であ り、油性離型剤の LF 現象による付着効率の激減は (2)油性離型剤用の溶剤 起こらないと言える。ただし、WFR−3 R が 440℃ま 図 3 の ②に油性離型剤用の「溶剤」の LF 温度を で使用可能というわけではない。油膜形成だけを考 示す。LF 現象を考えると、X 軸は溶剤の揮発性(蒸 えれば 440℃まで適用できるが、油膜の質が 440℃に 気圧)で整理すべきである。しかし、揮発性を測定 耐えられないので、高温型の商品を別途開発した。 するのは容易ではないので、簡便な「溶剤の引火点 (約 2.5 % のガスが出る温度であり一種の揮発性の (4)粉体含有油性離型剤 指標)」を X 軸に取り、LF 温度を Y 軸に取った。測 図 3 の ④の X 軸に粉体含有量、Y 軸に LF 温度を示 定結果は、図 3 の ②に示すように、各種溶剤の引火 す。粉体ゼロ(WFR−3 R)の 440℃の LF から、粉体 点が高まるとほぼ直線的に LF 温度も上がる。溶剤 3 % の 500℃の LF まで LF 温度は直線的に高まるが、 の種類を選ぶことで、水溶性原液より高い LF 温度 その後は 510℃止まり。LF 温度から見ると、3 % 以 の離型剤を作れ、高温でも付着効率の良い油性離型 上の粉体は無駄である。ただし、塗型剤のような断 剤を作れる。弊社の WFR−3 R 用溶剤は 292℃の LF 熱性向上を目的とする場合は、高濃度粉体も必要で 温度である。これより高温の LF 温度を示す溶剤は、 ある。 油膜の乾燥が遅れ、油膜形成前に油膜の垂れ流れが 4.付着量 水溶性(80 倍希釈)は 10 cc、油性は 0.3 cc を 10 cm 付着量、mg at 250℃、 0.3cc/回(油性)、10cc/回(水溶性) 角の 250℃鉄板に塗布した後の付着した油膜の重量 を図 4 に示す。水溶性は 220℃の LF で付着が 1.8 mg、 油性は 440℃で 5.5 mg、粉体油性(粉体 10 % 含有)は 510℃で 50 mg であった。離型剤の LF 温度が高まる と、付着量は増加している。水溶性と比べ、油性は 50 40 1/33 も少ない塗布量ではあるが、付着量は 3.1 倍であ 30 り、付着効率は約 100 倍高かった。しかし、離型剤 20 成分の単独効果ではなく、スプレー・ガン効果が組 み合わさった効果である。塗布量が 33 倍も異なり、 同じガンでは塗布できないので、ガンだけの付着効 率への影響度は確認できていない。 10 0 水溶性 油性 油性静電 粉体油性 表 1 に、3 種の因子(離型剤タイプ・スプレーガン・ 塗布方法)を含めた付着量をまとめる。水溶性と油 図 4 離型剤のタイプと付着量 Vol.52(2011)No.9 SOKEIZAI 21 表 1 スプレー・ガンと付着(mg) (250℃、油性 0.3 cc、水溶性 10 cc) 離型剤 通常ガン ガン 1 水溶性 静電ガン ガン 2 印加無 印加有 20 25 1.8 油性 5.5 油性静電 8 性を比較すると、前述のように、付着量は 1.8 mg 対 径等)の影響である。静電印加有(60 KV)の条件で 5.5 mg であるが、ガンも異なる。また、油性対静電 は付着量は 25 mg と更に増えていた。静電塗布方法 油性型離型剤の付着量は 5.5 mg 対 8 mg であり、静 の効果が表れた一例である。また、図 4 中の粉体・ 電印加をできない通常の、かつ、同じガンを使用し 油性離型剤の付着量は LF 温度だけの効果ではなく、 ているので、付着量 2.5 mg の増加は、静電型油性離 静電塗布効果も含まれている。 型剤の「成分」の影響と言える。この静電型油性離 また、塗布量も付着量の大きな影響因子である。 型剤を静電用ガン・静電印加無しの条件で塗布する 油性離型剤の場合、塗布量に比例して付着量は増加 と、付着量は 20 mg へ増える。ミストの細かさが影 するとの報告がある 4)。一方、水溶性の場合は、冷 響したものと考える。LF 温度は両油性離型剤とも同 却に使われる部分があり、塗布量を増加した割には じであるので、明らかに塗布方法(ガン構造、粒子 付着量が増加しない。 5.油膜厚さ 図 4 の付着量を測定後、バイオレッド・レーザー えている。一方、油性の場合、約 3 m の厚さであ 顕微鏡で油膜厚さを計測した。図 5 に水溶性離型剤、 り、地金上面の粗さに拘わらず油膜上面(上側の白 図 6 に油性離型剤、図 7 に油性・静電塗布後の油膜 線)は平らである。LF 温度が高まれば付着量が増 厚さを示す。水溶性では厚みは約 0.8 m と顕微鏡の え、油膜厚みも増えている。静電塗布すると、油膜 分解能の限界に近く、地金上面の粗さのうねりが見 が 5 m と厚くなっている。また、付着面積が広がり、 付着量が増加していることを別途確認した。今回は 粉体含有油性離型剤の油膜厚みを計測していないが、 10 m 以上との研究がある 5)。 油・上面 地金上面 油膜が厚ければ、潤滑能力を高める可能性は高ま る。温度に対する潤滑能力は油膜の質が重要な因子 となるが、ここでは議論しない。しかし、油膜が厚 いことによる副作用(鋳巣、堆積、着色等)は推測で 図 5 水溶性離型剤の油膜:0.8 μm 図 6 油性離型剤の油膜:3 μm 22 SOKEIZAI Vol.52(2011)No.9 き、その温度で潤滑出来さえすれば、副作用 6)を抑 えるため、最小の油膜厚みとすべきである。すなわち、 油・上面 油膜・上面 地金上面 地金上面 図 7 油性静電塗布の油膜:5 μm 特集 ダイカストの欠陥・不良対策に役立つ最新技術 過剰な油膜厚みは、塗布量の低減へつなげるべきで 理想的には油膜厚さは金型に均質ではなく、むしろ ある。弊社の研究によると最小油膜厚さ 1 不均一であり、潤滑の厳しい所に 1 m レベ m であること ルである。潤滑の厳しい金型部位は面積的に少なく、 が良いのだと考える。この点に関しさらなる検討を マイルドな部位では 1 進めたい。 m 以下で良いと推測される。 6.まとめ 金型面上に形成した潤滑膜の潤滑性は油膜厚み、 油膜の質(摩擦レベルや高温耐久性)に影響される。 垂れ流れに起因する鋳巣の増加が懸念される)。 3.水溶性(80 倍希釈)、油性、粉体含有油性離型剤 この油膜厚みは、塗布方法、塗布量ばかりでなく、 の順で付着量は 1.8 mg、5.5 mg、50 mg と高くなる。 離型剤の濡れ性、LF 現象に起因する突沸性、油膜乾 LF 温度が高まると付着量が増加しているが、同 燥性等に影響される。本稿では離型剤の LF 特性と じ LF 温度の油性でも静電ガンを使い印加するだ して水溶性、油性、粉体含有油性を比較した。また、 けで付着量が 25 mg と増えるので、付着量は LF その結果としての付着量と油膜厚みも比較した。得 温度だけの因子ではない。塗布方法で付着量が られた知見を次にまとめる。 変わることもわかった。 1.水溶性(80 倍希釈)、油性、粉体含有油性離型剤の 順で LF 温度は、220℃、440℃、510℃と高くなった。 2.油性成分の溶剤の引火点を高めることで、離型剤 4.付着量が増えると潤滑膜が厚くなる。水溶性(80 倍希釈)で 0.8 m、油性で 3 性・静電塗布で油膜は 5 m、であった。油 m とそれほど厚くはな の LF 温度を変えることが可能である(但しあま いが、静電塗布は付着面積の増加にも寄与して り LF 温度が高いと、乾燥性の低下による油膜の いた。 7.今後 潤滑性に影響する油膜因子の解明はまだ不十分で ある。特に「温度と油膜の質」については今後も検 討を重ねたいと考えている。 5 )2008 ダイカスト会議論文集 JD - 08 - 09, 図 8, 寿金属工業, 古川等 6 )2004 日本ダイカスト会議論文集 JD - 04 -13,図 7,寿金 属工業,古川等 参考文献 1 )日本機械学会論文集,2004 -12,小山高専,高島等 2 )ダイカスト新聞社,ダイカストを考える,10 - 3 項,ダ イカスト協会,西 3 )2010 日本ダイカスト会議論文集 JD10 - 08,図 10,日華 化学,浜等 4 )2004 日本ダイカスト会議論文集 JD - 04 -15, 図 9, リョー 株式会社青木科学研究所 〒 106-6118 東京都港区六本木 6-10-1 TEL. 03-3403-4301 FAX. 03-3403-4304 http://www.lubrolene.co.jp/ ビ,井澤等 Vol.52(2011)No.9 SOKEIZAI 23
© Copyright 2026 Paperzz