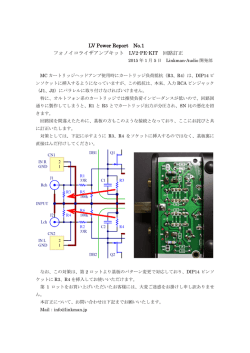
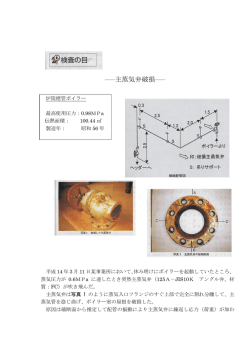
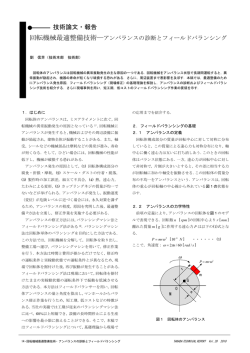
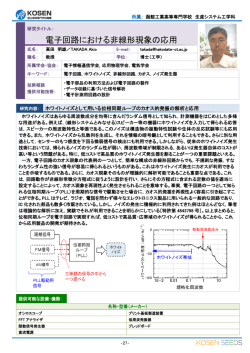
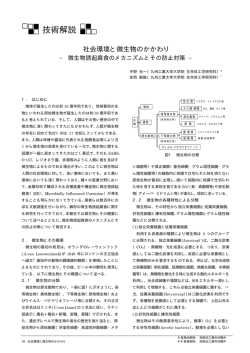
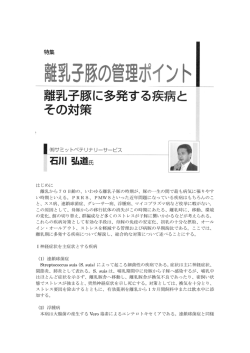
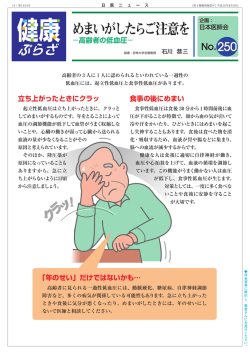
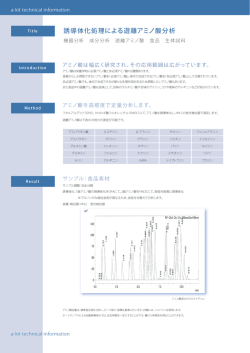
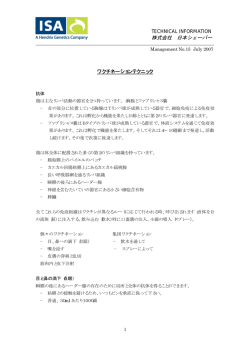
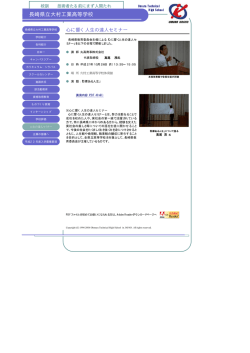
技術論文・報告 エチレン製造装置の分解炉に発生する損傷とその対策 ― 長時間使用した改良型 HP 系耐熱鋳鋼の溶接時に発生する割れ対策(第 2 報)― 中野 正大(技術本部 技術部) 安西 敏雄(技術本部 技術部) エチレン製造装置の分解炉では,ナフサなどの炭化水素を熱分解するため,常温から 1000℃近くまでの温度範囲にそれぞれ適切な 材料が使用されている.そのため,発生する損傷も多岐に渡り,それぞれの損傷形態を把握して,適切な管理を行う必要がある.こ こでは,分解炉で発生しやすい損傷とその対策事例を紹介し,輻射部反応管の溶接時に発生する延性低下割れの防止策である内面バ タリング法を報告する. 1.はじめに 分解炉には,輻射部反応管やバーナーの配置などからい エチレン製造装置では,ナフサ,エタンおよびプロパン くつかの種類がある.ここでは,国内で最も多く使用され などの炭化水素を熱分解し,エチレン,プロピレンなどの ているルーマス炉について解説する.図1にルーマス炉の 原料を生産している.その装置内の分解炉では,130℃程 概略図を示す.炉内では,サイドやボトムに設けられた多 度の炭化水素を対流部で予熱し,分解を促進させるための 数のバーナーから排出された燃焼ガスで輻射部を加熱し, 希釈蒸気を混合させ,輻射部でさらに加熱を行っている. 対流部を予熱して大気中へ放出される.エアヒーターでは, 炭化水素を短時間で熱分解するために必要な温度は その廃熱を利用して炉内へ供給する空気を暖め,熱エネル 1000℃程度である.分解された炭化水素は過分解を防ぐ ギーが有効利用されている.一方,急冷熱交換器では,対 ために,急冷熱交換器で 400℃程度まで急冷されて,次の 流部で暖められたボイラー水が,炉内で加熱された炭化水 工程へと進む 1). この分解炉では炭化水素の温度上昇に伴い,炭素鋼,低合 素と熱交換することで加熱され,最終的には過熱蒸気とし て発電設備で利用されている. 金鋼,オーステナイト系ステンレス鋼,耐熱鋳鋼など様々な 材料が適用されている.そのため,発生する損傷も多岐に渡 り,それぞれの損傷形態を把握して,適切な管理を行う必 要がある.特に,高温で供用することによるクリープ損傷, 輻射部反応管での炭化水素が管内面に固着して固形炭素が 拡散して起こる浸炭,および固着した炭化水素を除去する ために行うデコーキングによるフィッティング類のエロー ジョンなどは,解決することが非常に困難な問題である. 経年劣化や損傷により材料を部分更新する場合,狭隘な 場所での作業や既設材料の経年変化など,広義の溶接性が 問題となることがある.狭隘な場所での作業には,対流部 180 エルボ(以下 EL と示す),クロスオーバー部,炉出 口の貫通部などがあり,このような部位を溶接する場合, 溶接士には熟練の技能を有し,鏡を使って溶接できること や両方の手で溶接できることなどの条件が課せられる.ま た,既設の材料が経年変化している場合は,材料の劣化傾 向を事前に把握し,溶接割れ感受性が高いものは,再現試 験で得られた割れの特性や過去の経験から適切な溶接施 工方法を適用する必要がある. ここでは,分解炉で発生しやすい損傷とその対策事例を 紹介し,輻射部反応管の溶接時に発生する延性低下割れの 防止策を報告する. 2.分解炉に発生する損傷とその対策 2.1 装置の概要 32・エチレン製造装置の分解炉に発生する損傷とその対策 図1 分解炉(ルーマス)の概略図 TAKADA TECHNICAL REPORT Vol.21 2011 2.2 対流部 SUS304 に発生した粒界応力腐食割れ 図4に溶接ビードに発生した割れの状況を示す.材質は 分解炉対流部では,輻射部で加熱された燃焼ガスを利用 HK40Mod.で,使用年数は 23 年であった.割れは 90EL して,炭化水素が予熱される.内部流体の温度上昇とと と鞘管の溶接部で,90EL の背側方向に検出された.き裂 もに使用される材料も,上部では炭素鋼,中央付近では 周辺では母材のデンドライト境界付近に二次炭化物が凝 低合金鋼,下部ではオーステナイト系ステンレス鋼や耐 集・粗大化し,σ 相と推察される金属間化合物が析出し, 熱合金が用いられている.オーステナイト系ステンレス さらにボイド状の空隙も多数観察された.これらのことか 鋼は 550∼600℃の温度域で使用されることが多く,その ら当該損傷はクリープ脆化割れと推定された.対策として 温度域は鋭敏化温度域となる.鋭敏化は運転開始後,ある は,当該損傷は材料の経年劣化によるため,計画的に更新 程度の時間が過ぎるとヒーリングが起こり,クロム欠乏層 する必要がある. がクロム拡散により回復するといわれている 2). 図2に炉中央の 180EL で発生した割れの状況を示す. 2.4 輻射部反応管の浸炭 材質は SUS304 で,使用年数は 17 年であった.図3に示 輻射部反応管は,複数のバーナーから排出される燃焼ガ すき裂は結晶粒界に沿って進展しており,結晶粒の脱落が スにより加熱されて,管外壁では 1000℃以上になる.外 多数見られた.なお,当該損傷はすべての炉で発生してい 面では酸化や窒化が発生し,内面ではコーキングされた炭 るわけではなく,過去に生産調整などの理由で数年間休止 化水素から固形炭素が管内壁より拡散し浸炭が発生する. 浸炭は輻射部反応管の寿命を最も決定付ける損傷であ していた履歴がある炉に発生していた. 当該損傷は内外面の粒界応力腐食割れで,休止期間中に り,定期的に磁性検査や外径測定などを行い,その度合い 表面が結露するなどで湿潤環境となり,ヒーリングが十分 によって更新を行っている.部分更新の場合,既設管側の ではなかった部位に発生したと推定された.対策としては, 開先面に浸炭層,酸化層および窒化層が存在するため,グ 当該損傷は今後運転を長期間停止しなければ著しく進展 ラインダーでそれらを除去し,磁性検査と浸透探傷試験を しないものと推察されるが,定期的に抜き取り検査を行う 併用しながらそれらが除去されたことを確認している.対 必要がある. 策としては,浸炭が進行しやすい高温部に耐浸炭性を向上 させた Ni 含有量の高い耐熱鋳鋼や内面にらせん状の突起 2.3 クロスオーバー・サーモウェル部のクリープ脆化割れ クロスオーバー・サーモウェルは分解炉対流部の温度を 部を設けることで熱効率を向上させたものなどを適用す ることが望ましい. 監視するためのもので,90EL に温度計の鞘管が取り付け 2.5 られている. 輻射部反応管の窒化 新管の輻射部反応管の外面はざらざらとした鋳肌で,遠 心鋳造で製造される際の上薬で各社特有の色がある.それ らは使用期間が経過すると滑らかな肌に変わっていく. 図5に輻射部反応管の外面をグラインダー加工し,磁性 検査と浸透探傷試験で健全性を確認したものにティグ溶 接でオンビード溶接したときの状況を示す.アーク熱によ り輻射部反応管から火花が飛び散っている.図6に火花が 発生した輻射部反応管の断面マクロ組織を示す.外面側に 25mm 図2 対流部 SUS304 製 180EL に発生した割れ 見られる色の異なる層は窒化層で,溶接時にアーク熱に よって固定化されていた窒素が気化し,火花となって飛び 散る現象に至ったと推定された. 90EL 側 鞘管側 図3 SUS304 製 180EL の表面ミクロ組織(SUMP) TAKADA TECHNICAL REPORT Vol.21 2011 図4 クロスオーバー・サーモウェル部に発生した割れ エチレン製造装置の分解炉に発生する損傷とその対策・33 当該損傷は運転中に輻射部反応管の管壁が過加熱と なっていたために窒素が外面から異常拡散したと推定さ 2.8 輻射部反応管の溶接時に発生する延性低下割れ 輻射部反応管は 2.4 項の理由などから部分的に更新す れた.対策としては,運転中の管壁温度を定期的に管理す る場合と炉内をユニットで更新する場合がある.前者の場 る必要がある. 合はすでに経年変化した既設との溶接が必要となり,既設 側で延性低下割れが発生する場合がある.延性低下割れは 外径が 100mm 以上のものに多く発生する傾向があり,従 2.6 輻射部反応管の膨れ 長期間使用した高温側の輻射部反応管では,管外径が 100mm 以上のものに局部的な膨れが発生することがある. 来から様々な対策が検討されてきた. 図9に代表的な延性低下割れの状況を示す.その割れは 図7に輻射部反応管に発生した膨れの状況を示す.材質 裏波ビードのクレータの止端部に発生し,裏波ビード止端 は HP-Nb,Ti(35Cr-35Ni)で,使用年数は 5 年であった. 部に沿って周方向へ進展していた.図 10 にき裂周辺の断 当該損傷は管内壁と外壁の温度差が大きいために発生 面ミクロ組織を示す.き裂はデンドライトセル境界の生成 すると考えられているが,そのメカニズムは明らかとなっ 相に沿って進展していた.き裂周辺には生成相中に未貫通 ていない.対策としては,2.5 項と同様に運転中の管壁温 の微細なき裂が見られた.また,き裂周辺のデンドライト 度を定期的に管理する必要がある. 組織は母材組織とほとんど差がなく,溶接による熱影響は 見られなかった.図 11 に延性低下割れ破面の SEM 像を 2.7 輻射部反応管の下部ガイドパイプの高温酸化 輻射部反応管は運転前と運転中では,800℃近くの温度 示す.破面には液化した様相は見られず,ほぼ全面でへき 開面を呈し,部分的にティアリッジが観察された.なお, 差があるため,210mm 程度の熱膨張が発生する.その際 へき開面は EDX 分析で M23C6 の様相を示し,ティアリッ に輻射部反応管が真直ぐ下へ伸びるように,その下部には ジの部分では η 相の様相を示した.き裂はへき開面のリバー ガイドパイプが取り付けられている.輻射部反応管は内部 パターンの向きから内面側から外面側へ進展していた. 流体によって連続的に冷やされているが,ガイドパイプはそ の熱伝熱効果しかなく,付け根部周辺は過加熱となりやすい. 図8に輻射部反応管の下部ガイドパイプに発生した高 温酸化の状況を示す.高温酸化はガイドパイプの内面側で 発生することが多い.対策としては,ガイドパイプの付け 根部に断熱材を巻くことなどがある. 図7 輻射部反応管に発生した膨れ 図5 耐熱鋳鋼のティグ溶接時に発生した火花 90EL 側 10mm 2mm ガイドパイプ 図6 火花が発生した耐熱鋳鋼の断面マクロ組織 34・エチレン製造装置の分解炉に発生する損傷とその対策 図8 輻射部反応管下部のガイドパイプに発生した高温酸化 TAKADA TECHNICAL REPORT Vol.21 2011 割れの多くは溶接クレータ付近で発生しやすく,内面を に,局率半径が小さい部位の外側はエロージョンで減肉す 起点とする場合と外面を起点とする場合がある.外面に発 る.減肉速度は各炉の運転形態によりそれぞれ異なるが, 生するものは溶接施工方法を工夫することで防ぐことが 局部減肉が進むと減肉速度が加速的に大きくなり,徐々に できるが,内面に発生するものは防ぐことが難しいのが現 減肉部が下流側へ移行していく傾向がある. 状である. 図 13 に実機での減肉状況を示す.対策としては,局率 図 12 に短管挿入法と圧縮応力負荷法を示す.短管挿入 半径を大きくすること,定期的な肉厚測定を行うことなど 法は溶接施工時に軸方向の拘束応力を緩和するために短 である.また,上流側の輻射部反応管を改善しコーキング 管(長さ 160mm の新管)を挿入することで,既設管と新 が起こりにくい構造にすることで,減肉速度を著しく低下 管の溶接において,まず既設管と短管を溶接し,その後, させる方法もある. 新管同士を溶接する方法である.圧縮応力負荷法は,溶接 金属の凝固収縮にともなう引張応力を緩和するための方 2.10 近年実用化を始めた内面バタリング法について 3 項で 炉出口部の溶接時に発生する粒界液化割れ 炉内の輻射部反応管の更新や炉外のフィッティングの 法で,溶接前・中に軸方向の圧縮応力を負荷する. エロージョン減肉による更新で既設管と新管の溶接を炉 外で実施する場合がある.炉内とは異なり延性低下割れは 紹介する. ほとんど発生しないが,図 14 に示すような溶接止端部に 2.9 曲がり部に発生するエロージョン 微細なき裂が発生することがある.微細なき裂は初層溶接 輻射部反応管から急冷熱交換器までの間にはいくつか 時に既設側の溶接止端部付近に多数検出され,それらをグ のフィッティングがあり,その曲がり部はエロージョンで ラインダーで除去しても,内部から別のき裂が検出される 減肉する.輻射部反応管は運転中にコークが管内壁に固 ため,補修することはできない. 着し,固形炭素が管内部へ拡散していくため,定期的に それらを燃焼除去するデコーキングが行われている.そ 外面側 のデコーキングにより硬いコークが下流側へ流される際 10mm 図9 クレータ付近に発生した延性低下割れ(内面) 20μm 内面側 溶接金属 図 11 延性低下割れ破面の SEM 像 新管 溶接順序 2 番目 250μm (a) 新管 断面ミクロ組織 圧縮応力 新管 1 番目 (拘束なし) 既設 既設 (a) 短管挿入法 (b) 圧縮応力負荷法 図 12 延性低下割れ防止策 き裂 25.0 生成相 残存肉厚 〔mmt〕 20.0 2004 15.0 2006 2008 2009 2010 10.0 5.0 25μm 2011 0.0 (b) 断面ミクロ組織((a)拡大) 図 10 延性低下割れの断面ミクロ組織 TAKADA TECHNICAL REPORT Vol.21 2011 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 測定位置 (上流側より昇順) 図 13 Y ベンド側面の肉厚測定 エチレン製造装置の分解炉に発生する損傷とその対策・35 18 当該損傷は,き裂の形態などから結晶粒界に析出した 5∼6 年間供用された HP-Nb,Ti(35Cr-45Ni)で,外径 Ti 系析出物とマトリックスの共晶液化が溶接入熱により 160mm,肉厚 9mm とした.それらは従来の延性低下割れ 起こる粒界液化割れと推定された 3). 防止策ではその割れを防げなかったものである.また,供 対策としては,溶接前に固溶化熱処理(1150℃×1hr) 試材の外面には酸化層および窒化層が 2mm 以内で,内面 を行い,Ti 系析出物などを再固溶させることで粒界液化 には酸化層および浸炭層が 1mm 以内で存在していた.溶 割れを防止できる.実プラントでは当該損傷が問題となり, 接材料は供試材に適合するもので, 棒径 2.4mm を使用した. 溶接前に固溶化熱処理を行うようにしてから,粒界液化割 表1に供試材および溶接材料の代表的な化学成分を示す. れが発生する確率は 5%以下となっている. 3.2.2 実験方法 表2に溶接性確認試験の溶接諸条件を,図 15 に開先形 3.延性低下割れ防止の取り組み 状を示す.溶接方法はティグ溶接とし,溶接姿勢は横向と 3.1 延性低下割れの現状 した.なお,供試材の内外面の酸化層,浸炭層および窒化 延性低下割れは初層溶接時に内面側で発生する場合が 層は開先加工時にグラインダーで除去した. 多く,その割れを検知することは難しい.通常,初層溶接 実プラントの溶接では,軸方向の拘束があり,経験的に 後に浸透探傷試験を行うが,試験で検出されるものは,内 それが延性低下割れに影響を与えていることが予測される. 面で発生した割れが貫通している場合のみである.ここで そこで,溶接性確認試験では図 16 に示す拘束ジグを用いて, 検出されないものは最終的に放射線透過試験で検出され 軸方向に対して溶接中の伸縮を拘束する方法も適用した. るが,内面に発生した割れにほとんどすき間が見られない バタリング法は,延性が低下した母材に延性の良好な溶 ため検出されない場合がある.このようにして割れが残存 接金属をバタリング溶接することで,溶接割れ感受性を小 したと仮定しても,スタートアップ時やシャットダウン時 さくする方法である.溶接性確認試験では図 17 に示す開 に割れが開口し破断することはほとんどない. 先面バタリング法と内面バタリング法を適用した. 延性低下割れが発生した場合のもうひとつの問題とし 3.3 て,更新範囲が拡大し,寿命に達していない既設まで更新 実験結果と考察 表3にバタリング法の溶接性確認試験の結果を示す.開 することになり,さらには施工期間が長期化し,補修費用 先面バタリング法およびバタリング幅 10mm 以下の内面 が嵩んでしまうことである. 延性低下割れの対策として,以前より 2.8 項に示したよ バタリング法では,最終層溶接後の内面の浸透探傷試験で うな短管挿入法,圧縮応力負荷法,固溶化熱処理法など 指示模様が検出された.図 18 にバタリング幅 6mm の内 様々な検討を行ってきたが,これらをすべて適用しても延 面バタリング法で発生した微細なき裂の状況を示す.き裂 性低下割れが防げない場合がある.そこで,延性低下割れ はバタリング止端部に見られ,デンドライト境界の生成相 を防止する方法を再検討し,最終的に内面バタリング法を に沿って進展していた.き裂の形態は 2.8 項のものと同等 確立した. であった.微細なき裂は,本溶接の裏波ビードのクレータ または継ぎ目の位置とは関係なく周方向の様々な位置に 3.2 供試材と実験方法 発生していた.バタリング幅 13mm では内面の浸透探傷 3.2.1 供試材 試験で指示模様は検出されなかったが,断面ミクロ組織観 供試材は,実プラントで外面温度が 1000∼1080℃で 察で微細なき裂が検出された.き裂の形態は前述のものと 同等であった.き裂の深さは最大で 0.9mm 程度であった. 一方,バタリング幅 18mm 以上では,断面ミクロ組織観 察においてもき裂が検出されず,延性低下割れを防止する ことができた. 3.4 実機への適用 5 年使用した HP-Nb,Ti(35Cr-43Ni)の 4 ヶ所につい て内面バタリング法を適用した結果,延性低下割れを防止 することができた.また,適用した部位を 1 年後に検査し たが何ら問題は認められなかった. 図 14 溶接止端部に発生した粒界液化割れ 表1 供試材と溶接材料の化学成分 HP-Nb,Ti Filler wire C 0.4 0.4 Si 1.4 1.0 36・エチレン製造装置の分解炉に発生する損傷とその対策 Mn 1.3 0.8 Ni 45.3 42.3 Cr 36.1 30.7 Mo 0.4 - Nb 0.8 1.2 Others W, Ti, Zr N, Ti, Al TAKADA TECHNICAL REPORT Vol.21 2011 表2 溶接施工条件 溶接方法 電源 電極 溶接電流 開先形状 溶接姿勢 シールドガス バックシールドガス バタリング幅 ティグ溶接 DCEN YWTh-2 70-120A V 形開先 水平 アルゴン アルゴン バタリング部 内面側 内面側 4 (a) 開先面バタリング法 (b) 内面バタリング法 4 図 17 バタリング部開先断面 3.5±0.5 30° 1 1 バタリング幅 バタリング部 10 10 溶接金属 酸化層 窒化層 酸化層 浸炭層 I.D.φ140 バタリング部 5mm (a) 内面の浸透探傷試験 図 15 溶接性確認試験の開先形状 溶接金属 250µm (b) 断面ミクロ組織 図 16 溶接性確認試験の拘束ジグ 図 18 本溶接後にバタリング止端部で発生した微細なき裂 表3 バタリング法を適用した溶接性確認試験の結果 方法 開先バタリング法 バタリング幅 〔mm〕 2 - 4 ≦10 内面バタリング法 13 18≦ 試験数 外観検査 3 3 2 2 5 ○ ○ ○ ○ ○ 4.おわりに 分解炉に使用される材料は炭素鋼から耐熱鋳鋼まで幅 広く,温度域や環境によって様々な損傷が発生するため, 適切に管理を行い,部分更新を続けていく必要がある.ま た,今回解説した損傷以外の損傷も多数発生している.今 内面の 浸透探傷試験 × × ○ ○ ○ 断面ミクロ組織 試験 × ○ ○ 参考文献 1) 水蒸気改質炉・分解炉ハンドブック,高圧ガス保安協会, p38,(1985) 2) 腐食・防食ハンドブック,腐食防食協会,pp104,(2000) 3) 吉田健:インコロイ 800H 既設配管の溶接技術,配管 技術,増刊号,pp41-46,(1999) 後もそれらの破壊・損傷のデータを蓄積し,最適な診断方 法や補修方法を検討していきたい. 中野 正大 ㈱高田工業所 Masahiro NAKANO 技術本部 材料診断・接合グループ TAKADA TECHNICAL REPORT Vol.21 2011 技術部 係長 エチレン製造装置の分解炉に発生する損傷とその対策・37
© Copyright 2026 Paperzz