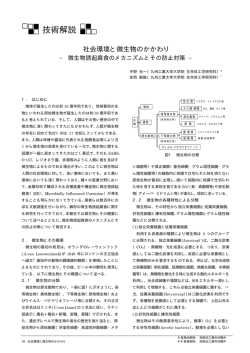
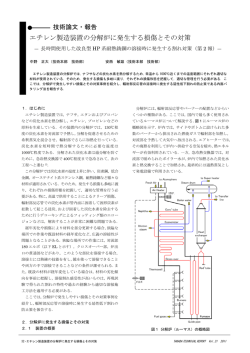
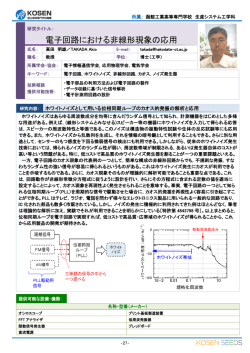
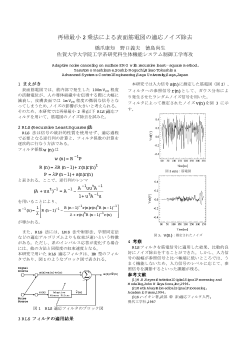
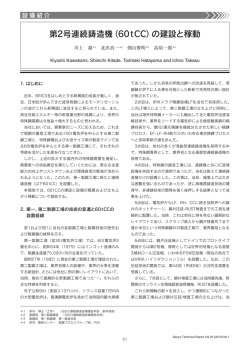
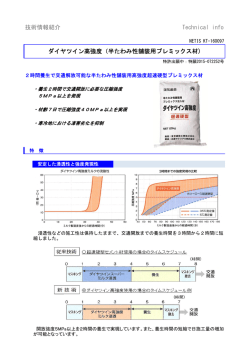
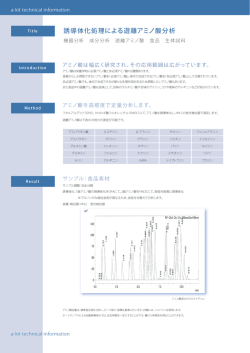
技術論文・報告 回転機械最適整備技術―アンバランスの診断とフィールドバランシング 劉 信芳(技術本部 技術部) 回転体のアンバランスは回転機械の異常振動発生の主な原因の一つである.回転機械をアンバランス状態で長期間運転すると,異 常振動が励起され,機器の寿命が短くなり破損する恐れがある.さらに,周辺装置まで悪影響を及ぼす.本稿では,最適整備のため にアンバランス発生原因,フィールドバランシング(現場修正)の基礎理論を解説し,アンバランスの診断およびフィールドバラン シング技術を紹介する.さらに現場事例を用い,短工期,低コストのフィールドバランシング作業の要領を示す. 1.はじめに の応用までを紹介する. 回転体のアンバランスは,ミスアライメントに次ぐ,回 転機械の異常振動発生の原因となっている 1).回転機械に 2.フィールドバランシングの基礎 アンバランスが発生すると,機械およびその周辺設備に振 2.1 アンバランスの定義 動が励起され,建物全体が振動することがある.また,軸 回転体構成部分の質量が回転中心に対して対称に分布 受,シールなどの機械部品は摩耗などの異常が進み,寿命 していると,この質量による遠心力も対称分布になり,軸 が短くなる.そして,ひどい場合には,回転機械の性能が 中心に働く遠心力は互いに打ち消しあう.このときの回転 低下し,機械が破損する恐れがある. 体はバランス状態にある.一方,遠心力が回転中心に対し アンバランス発生の原因として,(1) 回転体構成部分の て非対称で,片側が大きいとすると,その差に相当する力 腐食・折損・摩耗,(2) スケール・ダストの付着・脱落, が回転軸に加わり軸受を振動させる.この回転体の質量分 (3) 製作時の加工誤差,組立て不具合,(4) 熱,遠心力, 布の不均一をアンバランスという.アンバランスは,回転 たわみによる変形,(5) カップリングネジの質量が均一で 体の重心が回転軸の中心線から外れている図1の状態を ないなどが挙げられる.アンバランスが発生し,振動速度 示す. (変位)が危険レベルに近づく場合には,永久対策を講ず るため,アンバランスの程度,原因を究明した後,最適整 備 2)方法を立案し,修正作業を実施する必要がある. 2.2 アンバランスの力学特性 前項の定義により,アンバランスの回転体を図1のモデ アンバランスの修正方法には,バランシングマシン法と ルで表現できる.回転数 n [ rpm ]の回転中心より r [ mm ] 3).バランシングマシン 離れた質量 m [ g ]に作用する遠心力 P は以下の(1)式とな フィールドバランシング法がある 法は回転体単体のバランシングを目的にした方法である. この方法では,回転機械を分解して,回転体を取り出し, 整備工場へ運び,バランシングマシンを用いて,修正作業 る. P = mrω 2 [ 10−6 N ] ・・・・・・ (1) ここで,角速度: ω = 2πn / 60 [ rad / s ] を行う.本方法は時間と費用が掛かるだけでなく,修正時 ω の運転条件と実稼動状態での運転条件とが異なるため,現 P = mrω 2 r 場で回転体を据付けた後,再び振動が発生することがある. フィールドバランシング法は現場において,回転体を据付 m けたままの実稼動状態の運転条件下で振動を低減させる G 方法である.本方法はフィールドバランサーを用い,回転 O 体アンバランスの量と角度を算出し,マンホールからバラ M e ンス修正作業を行うため,短工期,低コストなどの特徴が ある.当社の実績では工期が従来のバランシングマシン法 に比べ,60%以上短縮でき,設備の長時間停止による生産 への影響を最小限に抑えることができる.そこで,本稿で 図1 回転体のアンバランス はフィールドバランシングについて,基礎理論から現場で 14・回転機械最適整備技術−アンバランスの診断とフィールドバランシング TAKADA TECHNICAL REPORT Vol.20 2010 P を小さくするには,式中の m , r および ω を小さく する必要がある. ω は,回転体の設計により多くの場合 振動センサー 固定されており,これを下げると機械の性能を損なうこと おもり に繋がるため,変更することは容易ではない.そこで,式 回転方向 中の変更可能な部分を抽出すると(2)式のようになる. u = mr [ g ⋅ mm] ・・・・・・・(2) u をアンバランスと呼ぶ.回転体の質量 M [kg ] と無関係 にそのバランス状態の良否を示す量は(3)式となる. e = u / M = mr / M [ µm] ・・・・・ (3) 軸受箱 回転体 e は比アンバランス(偏重心)といい,図1より回転体の 重心 G と回転中心 O との距離を示す.また,比アンバラ 図2 アンバランス回転体振動計測概略図 ンス e と回転体の実用最高角速度 ω との積 eω はバランス 良さと定義される.バランス良さの等級およびそれらに対 応するバランス良さの上限値は JIS B 0905「回転機械― 剛性ロータの釣合い良さ」に示されている.バランシング マシンを用いた回転体単体の修正の場合には,JIS B 0905 に従う.フィールドバランシングの場合には,計測した振 動値および振動信号解析の結果により回転体バランスの 振 幅 良否を判断する. 時間 2.3 アンバランスの振動発生機構 回転体のアンバランスが発生した回転機械の振動計測 の概略を図2に示す.振動センサーを垂直方向に設置し, 図3 アンバランス回転体1回転の振動波形 振動信号を計測する.そして,回転体 1 回転分の振動波形 (変位)を図3に示す. B 図3によりアンバランスおもりは水平方向にあると,振 動変位はゼロ,回転体は時計方向に 90° 回ると,アンバラ ンスおもりの遠心力により振動振幅は最大となる.回転体 た回転機械のアンバランス状態の識別は大変有効である. U 2′ A U 3′ Ua U1′ U3 は 1 回転すると,振動振幅の波形は正弦波の 1 周期とな る.この特徴により,計測した時間領域の振動波形を用い Ub U a U1 U 2 1 − a1 A面 U 2′′ U1′′ U 3′′ Ub B面 a1 図4 動的アンバランス 2.4 アンバランスの種類 4) 2.4.1 静的アンバランス 図1のようなアンバランスは一個の集中質量に帰着し, 結果として回転体重心が回転中心から距離 e で外れてい U b = U1" + U 2" + U 3" ・・・・・・・(5) る.修正として,その反対側に一つのおもりを取り付けて, と表すことができる.修正面 A,B 上独立なアンバランス バランス状態が得られる.このアンバランスは静的アンバ ベクトル( U a , U b )に対してそれぞれ一個のおもりを取り ランスという.この修正方法を一面修正と呼ぶ. 付けて,バランス修正が可能なアンバランス状態を動的ア 2.4.2 動的アンバランス ンバランスという.この修正方法を二面修正と呼ぶ. 図4に示す軸方向に長い回転体で,軸方向のそれぞれの 2.4.3 偶アンバランス 箇所に,独立な向きと大きさ( U 1 , U 2 , U 3 )を持ったアン 偶アンバランスとは二つの面におけるアンバランスベ バランスが分布している場合,回転体の任意の面(A,B) クトル( U a ,U b )がそれぞれ同じ大きさで,互いに反対向き のアンバランス( U a , U b )は の状態をいう.偶アンバランスは動的アンバランスの一つ U a = U1' + U 2' + U 3' ・・・・・・・(4) であり,二面修正法を用いてバランス修正を行う.回転速 度のニ乗と比例したモーメントが軸に作用する. TAKADA TECHNICAL REPORT Vol.20 2010 回転機械最適整備技術−アンバランスの診断とフィールドバランシング・15 3.アンバランスの診断および修正 る.動的アンバランスでは,回転体両端の振動位相は 180° 3.1 振動信号によるアンバランスの検出 5) 異なり,半径方向とともに軸方向の振動も増加する.軸受 回転機械に異常振動が発生する要因としては,様々なも は片側にある回転体(オーバハング)のアンバランスでは, のがある.最適整備では,精密診断によりその原因を特定 軸方向と半径方向ともに振動スペクトルの f r 成分が増大 し,原因をなくす整備を実施する.ここではアンバランス し,軸方向成分は同位相で安定するが,半径方向成分は不 の診断・識別方法を説明する. 安定となる 3). 振動速度,または変位のスペクトル(FFT:Fast Fourier Transform)によりアンバランス診断を行うことは一般的 アンバランスの位相解析 6) 3.2 である.図5に示すように振動速度のスペクトルの中,回 回転体アンバランスの診断および修正のための振動・位 転周波数 f r に高いピークが現れ,ほかに顕著なピークが 相信号計測の概略を図7に示す.軸受部の水平方向に振動 なければ,アンバラスと診断すればよいとほとんどの診断 センサーを設置し,振動を計測する.また,回転体軸部に 文献が記述している.しかし,異物を介する回転体とケー 反射テープを貼付け,ディテクターにより回転パルスを計 シングとの摺動,回転体とケーシングの接触では例外的に アンバランスの場合と同じスペクトルのパターンになる 回転方向 可能性が高い. A アンバランス識別の精度を高めるために,時系列波形の 反射テープ 観察は有効である.図6に示したように振動速度(変位) の時系列波形は規則的な正弦波の形になり,正弦波の周期 は回転周期と一致する.また,波形を細かく観察すると, θx 正弦波の上に振幅の小さい,周波数の高い振動波形が乗っ ピックアップ ていることがわかる.この波形は回転機械の正常時の振動 アンバランスおもり 波形と考えてよい.これと同時に振動の高周波領域のスペ クトルをチェックし,特徴が現れない場合には,回転体が デイテクター アンバランス状態にあるとほぼ結論できる. 回転体のアンバランスの種類識別について,回転体の両 側軸受部において,振動信号を同時計測する方法に関して ロータ 説明する.静的アンバランスでは,両センサーの振動の位 相は同相で,振幅値は回転速度 n の二乗に比例して増加す 反射テープ 振動レベル fr 図7 A方向 振動,位相信号計測の概略 振動速度 振動変位 周期 T 周期T 位相検出 ポイント 図3.1 アンバラス状態の振動速度スペクトル 図5 アンバランス状態の振動速度スペクトル 振 動 振 幅 0 振幅 (-)180° θx θ 軸一回転 振動加速度 図6 アンバランス状態の振動速度時系列波形 16・回転機械最適整備技術−アンバランスの診断とフィールドバランシング 図8 (+)180° 回転パルス 修正おもりを つけたいところ アンバランス状態の振動変位と位相の関係 TAKADA TECHNICAL REPORT Vol.20 2010 測する.反射テープから反回転方向角度 θ x のところにア ンバランスおもりが存在する場合,図8の振動波形と回転 パルスが記録される. 軸受部の振動は周期 T(1/ f r )の正弦波となる.振動セン サーとディテクターを同一方向に設置しているため回転 パルス信号が来た後,軸受部の振動変位の最大値が遅れて くる.この位相差は記録された波形より算出することがで き,反射テープとアンバランスおもりとの角度 θ x そのも のである.このことにより,修正おもりを取り付ける角度 θは θ = θ x ± 180 ・・・・・・・ (6) となり,変位波形のマイナス側最大値の位相角度となる. 図9 実際,現場修正装置(フィールドバランサー)のほとん 一面修正の振動ベクトル関係 どは振動速度と回転パルスの組合せにより位相を分析す る.振動速度は振動変位より 90°進んでいる正弦波である ため,修正角度は図8に示すように振動速度波形のマイナ ス側からプラス側に変わる 0 点位相角となる. 軸 受 Ⅰ 3.3 アンバランス修正おもりの算出 5) 現在,影響係数法により修正おもり量・角度を算出する 修 正 面 Ⅰ 手法がフィールドバランシングの主流となっている.ここ で影響係数法について述べる. 図 10 修 正 面 Ⅱ 軸 受 Ⅱ 二面修正の概略図 一面修正では,まず,試しおもりのない状態の軸受上の 初期振動振幅 A を計測する.次に,試しおもり U * を取り 付けたときの軸受上の振動 B を計測する.影響係数 α は B = A + αU から * α= B− A U* ・・・・・・・ (7) ・・・・・・・ (8) が成り立ち,したがって,修正おもり U が(9)式 A U =− ∗U * B− A ・・・・・・・ (9) により決定できる.式中のそれぞれの振動ベクトルの関係 を図9に示す. 二面修正では,図 10 に示したように試しおもりのない 状態の軸受Ⅰ,Ⅱの初期振動 A1 , A2 を計測する.修正面Ⅰ に試しおもり U1*をつけたときの軸受振動を B11 , B12 とす ると,軸受Ⅰ,軸受Ⅱの影響係数 α 11 , α 21 は(7)式より B −A α 11 = 11 * 1 ・・・・・・ (10) U1 α 21 = B12 − A2 U 1* ・・・・・・ α 22 = B 21 − A1 U 2* B 22 − A2 U 2* ・・・・・・・(12) ・・・・・・・(13) となる.修正おもり U 1 , U 2 をつけて,両軸受の振動を となり,修正すべきおもり量を U とすると A + α ∗U = 0 α 12 = (11) となる. ゼロにするためには,式 ⎡ A1 ⎤ ⎡α 11 α 12 ⎤ ⎡U 1 ⎤ ⎢ ⎥ ⎢ ⎥ = −⎢ ⎥ ⎣ A2 ⎦ ⎣α 21 α 22 ⎦ ⎣U 2 ⎦ ・・・・・・・(14) が成り立つ.この(14)式を解くと B12 − A1 A2 B 22 − A2 U 1* U1 = B12 − A1 (B 21 − A2 ) B11 − A1 − B 22 − A2 ・・・(15) B 21 − A2 A1 B11 − A1 U2 = U 2* B 21 − A2 B 22 − A2 − (B12 − A1 ) B11 − A1 ・・・(16) − A1 + − A2 + となる. フィールドバランサーを用いると,作業者が所定の手順 修正面Ⅰの試しおもりを外し,修正面ⅡにU2*をつけ たときの軸受振動を B21 , B22 とすると,軸受Ⅰ,軸受Ⅱの に従って振動計測を完了させた後,修正おもり U と取り 影響係数 α 12 , α 22 は(7)式より できる.作業者は表示の結果により修正を行う. TAKADA TECHNICAL REPORT Vol.20 2010 付け角度 θ を上式に基づいて自動的に算出させることが 回転機械最適整備技術−アンバランスの診断とフィールドバランシング・17 4.1 フィールドバランシングの特徴と方法 フィールドバランシングは前述の通り,現場で直接計測 解析を行う施工法である.診断結果により回転機械を分解 することなく,マンホールから補修作業を実施する.計 測・解析から整備・修正まですべて現場で実施するため, 短工期,低コストな整備が可能になる.現在,主なフィー ルドバランシング方法として,以下の 2 種類がある. 回転体の長さと直径の比率 (L/D) 4.現場展開および施工事例紹介 1.0 二面修正 0.5 一面修正 0.1 900 4.1.1 三点バランス修正法 1800 3600 回転数 (rpm) 振動計があれば比較的簡単にバランス修正できるが,ベ 図 11 修正面数の選択基準(目安) クトル図を手作業で作成する工程があり,高精度の修正に は向かない.誌面の都合で詳細解説は割愛する. 4.1.2 フィールドバランサーを用いた修正法 フィールドバランサーという専用の修正装置を用い,現 場において比較的に短時間,高精度な修正が可能である. 特に中・大型回転体の修正に適する.現状,この修正方法 が現場では多用されている. おもりの材質は極力回転体と同じ材質を選び,入手でき ない場合には近い材質を使う.おもりの取り付け方として, ボルト締付け,溶接,接着などの方法があるが,どの方法 を使うかについて回転体の状況または施工実績により選 定する. 4.2.3 掃除・点検・補修・状態再確認 4.2 フィールドバランシングの前作業 4.2.1 アンバランス状態の確認および修正面数選択 異常振動が発生した場合,精密診断を実施し,異常振動 の原因が回転体のアンバランスによるものと確認された ら,次のステップに進む. アンバランスが発生し,フィールドバランシングを予定 している回転機械に対して,系内に滞留あるいは回転体に 付着した有害物質の除害処理を含めた安全措置と確認を 行う.その後,修正対象機器のマンホールを開放し,付着 しているダストをきれいに掃除する.さらに,カップリン 一般に軸方向に長い構造の回転体や高速回転体では,動 的アンバランスが発生しやすく,二面修正を実施する必要 がある.回転体の長さ L と直径 D の比率 L / D により修正 面数を選択する.目安として,図 11 に修正面数の選択基 準例を示す. グ,ケーシング,回転体を入念に点検する.心ズレ,亀裂, 腐食,異常摩耗があれば,確実に調整補修する. 点検補修後,回転機械を試運転し,状態を再確認する. 回転体がアンバランス状態であると診断されると,施工要 領を作成し,前述の通りに修正用おもりを準備した上で修 4.2.2 試しおもりの準備と取り付け方の検討 施工実績または回転体の構造図面などの調査により,試 正作業に入る. 4.2.4 アンバランスの修正手順 しおもりの量,材質,形状,固定方法を検討し,また,試 アンバランスの修正は次に示す手順で行う. しおもり,修正用おもりを事前に製作しておく必要がある. 1) フィールドバランサーを設置する 試しおもりが軽すぎると,振動の変化が小さいため,正確 2) 機械を試運転し,初期振動値を計測する な結果を得にくい.重すぎると過大なストレスを機械に与 3) 機械を停止し,試しおもりをつける え,機械を損傷させる恐れがある.下記の(17)∼(19)式を 4) 機械を試運転し,振動値を再計測する 目安に試しおもりを準備するとよい 3),6) . 軸の剛性が小さく,回転数1200rpm前後の場合 Wt = W × B / R ・・・・・・・(17) 軸の剛性が大きく,回転数1500rpm以下の場合 Wt = 4 × W × B / R ・・・・・・・(18) 5) 試しおもりを外し,修正おもりをつける 6) 機械を試運転し,修正結果を確認する. 振動値は正常範囲に入ったら,修正完了とする.振動値 が規定の基準内に収まらなかった場合には 3)∼6)の手順 を繰り返す. 回転数1500rpm以上の場合 Wt = 11.26 × W × 10 −2 (n / 1000) 2 ×R ・・・・・・・(19) 4.3 修正事例 7) 修正対象である分解炉誘引送風機は以前から振動が大 ここで,Wt :試しおもり重量[ g ],W :回転体の重量[ Kg ], きかった.それは分解炉スーツブロー後,インペラにダス R :軸心から試しおもりをつける個所までの距離[ mm ], トが付着したため,振動変位(P-P)は 500µm ,振動速度 B :初期振動変位の両振幅[ µm ], n :回転数[ rpm ] (OA)は 16 mm / s 以上の激しい振動が発生しており, 18・回転機械最適整備技術−アンバランスの診断とフィールドバランシング TAKADA TECHNICAL REPORT Vol.20 2010 表1 5.おわりに 送風機振動判定基準 振動管理値 注意 危険 変位(P-P µm ) 110 180 速度(OA mm / s ) 5.0 8.0 * P-P:Peak to Peak,OA:Overall フィールドバランシングは回転機械の診断技術と整備 技術の融合である.本稿では,バランシングの基礎理論か ら現場実践まで詳しく解説し,最後に修正事例を紹介した. 本稿により,保全の現場力の向上に寄与することができれ ば,幸いである. 振動値は表1の振動判定基準を大幅に超えていた.当社は お客様に依頼され,診断解析から整備修復まで一括で対応 した. 4.3.1 状態診断による異常振動原因の分析結果 状態診断による異常振動の原因は次のとおりであった. 1) インペラにダストの大量付着 2) インペラ本体のアンバランス 3) インペラの軸方向の振れ 4.3.2 整備の実施 次に示すとおり整備を行い,修復した. 1) カップリング心ズレ確認(問題なし) 2) 付着ダストの掃除(量が多かった) 3) フィールドバランシング(一面修正,溶接で修正お もりの取り付け) 4.3.3 整備およびバランス修正結果の確認 今回の対象機器のバランス修正による目標振動レベル は変位(P-P)60 µm ,速度(OA)3 mm / s であった.バラン 参考文献 1)VibrAlign:「Precision Alignment Fundamentals」, VibrAlign Inc. pp.2-3(2001) 2)劉 信芳: 回転機械「最適整備」の仕組みおよび現場 展開 ,日本設備管理学会誌,第 19 巻,第 4 号,pp. 81-86(2007) 3)豊田利夫:「設備診断の進め方」,日本プラトメンテナ ンス協会,pp. 215-226 (1982) 4)山本敏男,石田幸男:「回転機械の力学」,コロナ社, pp.9-52 (2001) 5)劉 信芳:「回転機械の整備技術」,㈱高田工業所, pp.3-37(2007) 6)前川健二:「設備診断技術」,日本プラントメンテナン ス協会,pp.89-98 (1998) 7)松本正和,劉 信芳: IDF フィールドバランス修正結 果報告書(研究報告) ,㈱高田工業所, pp. 2-3 (2008) ス修正後の到達振動レベルは,変位(P-P)が最大 30 µm , 速度(OA)が最大 1.3 mm / s となった.また,運転再開後 劉 信芳 Shinhou RYU の 振 動 レ ベ ル と し て , 変 位 (P-P)30 µm , 速 度 ㈱高田工業所 (OA)1.0 mm / s となった. 回転機械診断グループ グループ長 主任研究員 情報工学博士 今回の現場対応について当社は診断からバランス修正 技術本部 技術部 まで一括で 1.5 日の工期で実施し,他社より 62.5%の工期 短縮となった.さらに,振動レベルに関しても目標を大き く上回るレベルに到達できた. TAKADA TECHNICAL REPORT Vol.20 2010 回転機械最適整備技術−アンバランスの診断とフィールドバランシング・19
© Copyright 2026 Paperzz