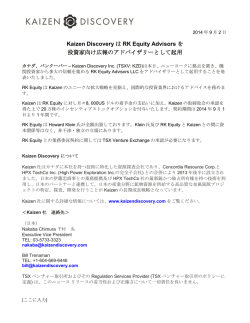
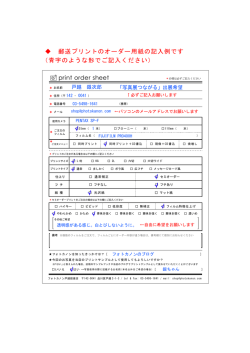
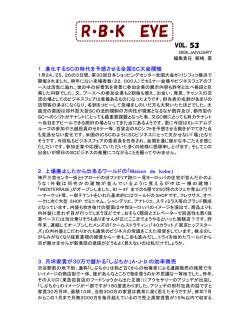
グローバル拠点展開における IE 人財育成の重要性と今後の課題 東芝キヤリア(株)生産企画部 生産企画担当 藤森 徹 1. 要旨 東芝キヤリア社では海外売上高の増大を目的に、 グローバル拠点展開を進めている。筆者は 2005 年 5 月から 2010 年 10 月までの5年半、タイの製造現地法 人である東芝キヤリア・タイ社に駐在。現地のモノづく り変革を進めるとともに、ローカル人財に対する IE 教育 を OJT、OFFJT の中で進め、これにより生産性(1 人 当たりの生産台数)30%向上の目標を達成した。現地 でのIE教育の普及と改善活動を実践してきた中での 取組み事例(成功と失敗)と、さらに改善を推進して いく上での課題に言及する。 2. 東芝キヤリア(株)概要 1999 年 4 月に(株)東芝空調設備機器事業部と米 国キヤリア社の合弁会社として発足、家庭用及び業 務用空調システム機器、換気扇、冷凍機、給湯関連 機器(図 1)の開発・設計・製造を行い、国内及び海 外 150 ヶ国に販売している。14 年売上高は約 1,700 億円、従業員は国内 1,800 名、グループ合計 3,800 名。 3.1 タイ社の概要と生産上の課題 タイ社は家庭用エアコンのグローバル供給拠点(当時、日 本を含む約 65 ヶ国に輸出)であり、赴任当時は正規 直接員約 500 名、製造間接(調達、品質保証を除く) 約 80 名で生産能力は約 65 万台/年であった。当時 の事業中期計画では、生産能力増強が急務であっ た。また家庭用エアコンは生産負荷の季節変動が大き く(3~6 月の 4 か月間で年間生産数の約 6 割を占め る)、繁忙期には正規直接員の 1.4 倍に相当する約 700 名の有期社員を雇う必要があり、人員確保に苦 慮していた。つまり、生産性向上による、繁忙期の有 期社員採用数の削減が大きな課題となっていた。 3.2 生産性向上の取組み このような状況の中、建屋を拡張することなく生産能 力を「65→80 万台(+23%)に増強せよ」と言う TOP チャレ ンジを受け、30%の生産性向上を目標に改善活動をス タートした。2005 年当時のレイアウト(図 3)は、製品組立 用の長いコンベアラインが 3 本あった。いずれも完成品 倉庫から最も遠い場所に配置されるとともに、製造事 務所が現場の中央にあり、工程が分断され、部品動 線と完成品動線が交差するなど IE 思想に基づくレイア ウトではなかった。また製品組立ラインはラインバランスが 悪く B 値(*1)は 2~3、部品供給ルールも無かったため 部品切れによるチョコ停が頻発、また部品 shop⇔組 立ラインが同期しておらず、ラインサイドの部品過不足が 全く見えない状態であった。 図 1 主要製品ラインナップ 製造拠点は国内 2 拠点、海外 3 拠点、その他中国 に合弁会社 2 拠点、計 7 拠点から製品を供給してい る。(図 2) 図 3 工場レイアウト(改善前) 図 2 国内外製造拠点 3. タイでの改善活動とローカル人財育成 生産機種は 400 機種を超え、ロットサイズは 20~400 台と典型的な多品種少量型の生産形態であった。そ こで、強制駆動コンベアの長ラインから手送りの短・多ライ ン化を実施し、室内機ラインを 1→4 本、室外機ラインを 2 →5 本に分割・増強し、筐体を基準とする製品群毎の PQ 分析を実施し、機種間の工数差がミニマムになるよ う各ラインの生産機種の再設定を行った。さらに、徹底 した間締めと工程集約によるコンパクト化、部品/完成 品動線の最短化を図った(図 4)。 ライン分割後は組立 ラインへの部品供給単位(ロットサイズ)の統一化と工程間 仕掛り量の規定化を行いマーシャリングマンの省人、部品 shop との同期化を図ると共に、ラインバランス分析、M-M 分析、動作分析によるボトルネック工程の改善活動を 日々積み重ね 30%の生産性向上を達成した。(図 5) 図 4 工場レイアウト(改善後) 図 5 一人当たり生産台数推移 3.3 ローカル人財育成の取組み これまで述べてきた生産性改善活動を通じ、OJT を 中心にローカル人財育成を並行して進めてきた。しかし、 1 年目は筆者の間違った認識“日本の常識=タイの常 識”により完全に失敗、ほとんど改善できなかった。現 場責任者(部課長クラス)に問題点や課題を指摘したり、 具体的な改善アイデアやヒントを与えれば改善は進むも のと考えていた。しかし、現場責任者は、指示に対し Yes と答えながらも、改善は自分の仕事ではないと考 えていた。また、改善⇒省人⇒残された作業者に労 働強化を強いる、という改善に対する誤った認識を抱 いていることもわかった。改善に対する正しい認識と、 改善マインド醸成によるボトムアップ活動の重要性を痛感 した 1 年であった。 そこで翌年から①KAIZEN 課の新設、②IE 基礎教 育の実施、③SGA(Small Group Activities)単位での改善 発表会の毎月開催と報奨金制度の 3 つの施策を展 開した。KAIZEN 課は現場の主任・作業長クラスを中心 に 6 名で構成、まず現状の課題認識と筆者が描いた グランドデザインに基づき、5S と 3 区分管理を徹底して 実施した。並行して、日本から講師を招き、7 つのムダ や JIT、B 値/F 値(*2)、ラインバランシングなど IE 基礎教 育を定期的に開催し、現場演習では筆者が考える優 先課題をケーススタディとし、改善の動機づけを行うと共 に、それを KAIZEN 課がリード/サポートするというローカル スタッフ自らが考え、改善を実践する体制を構築した。 またこれらの成果を社長、副社長他経営幹部の前で 発表し(図 6)、その場で採点、優秀チームには報奨金を 支給するようにした。この結果、チームが一体となり、競 争意識を持って改善に取り組む環境づくりも整った。 図 6 改善発表会 2 年目から実施したこれらの施策(動機づけ→自ら 考え実践→インセンティブ支給)により、3 年目には改善 活動が定着し始めた。時を同じくして、タイ現法にお ける東芝グループ主催の IE 人財育成教育がスタート、当 社工場を演習の場に供出することで、改善に対する 当社キーマンの理解が深まると同時に多くのタイ東芝グル ープのローカルスタッフに現場を見てもらうことで、改善に 対するモチベーションも高まり、改善活動が更に加速する という好循環が生まれた。 これら一連の取組みが、結果的に生産性向上 30% という高い目標を達成できた大きな一因と考える。海 外オペレーションの難しさを痛感すると共に、教育の重要 性を再認識した 5 年間の駐在経験であった。 4. 今後の拠点展開における課題 海外売上高のさらなる増大に向け、“海外ローカルの IE 人財育成と組織化”が当社の課題である。人件費 の高騰や生産年齢人口の減少、高学歴化により、当 社のような労働集約型モノづくり企業では直接員の確 保が難しくなり、自働化推進は必至である。このとき、 適正に投資を抑制するためには、IE を基軸としたモノ づくりを具現化する自働化推進が肝要である。また、 生産の海外シフトを進める日本人スタッフを潤沢に集め ることは、今後困難になることが予想され、IE の知識と 改善スキルを身に付けたローカル人財による自律的ムダ排 活動の実践が必要不可欠である。 2015 年 3 月、タイ社初の IE インストラクター(東芝グループ 認定)が誕生し、組織化に向けた新たな第一歩を踏 み出した。今後はタイ社だけでなく中国拠点の人財 育成にも注力していく。 *1:B 値=バッファ値:作業工程数に対するライン上に投入されている仕 掛り台数の余裕度を表わす指数(限りなく、1に近づけるようにする) *2:F 値=フロー値:平均的な製作時間が、実際の加工時間の何倍に 相当するかを表わす指標 以上、東芝独自の指標
© Copyright 2026 Paperzz