1
2
1
連載=日
i
ーザ五
日本鋳鉄管協会技術専門委員会
米委員
まえがき
前々号、前号では高級鋳鉄と夕、、クタイル鋳
併せて読んで、頂ければよいのではないかと思
います。
鉄の材質的特性について各種のデータを紹介
して参りました。
鋳物は一般にその使用目的、形状、肉厚に
最も適するように化学成分、組織あるいは熱
1
.ー 鍛 鋳 造 法
1. 鋳造法のrR分
一般に鋳物というのは、造ろうとする製品
処理などを調整して造られるものであって、
と同ピ空間を保った型(鋳型という)の中に
例えば鋳鉄管の場合でも鋳造される呼び径、
溶けた鉄を流し込んで凝固させたものです。
肉厚や鋳造の様式によって、夫々に適した成
これを鋳型の種類によって区分しますと、
分、温度などがコントロールされる訳で、多
①砂型鋳物
量生産されるパイフ。の製造工程においては、
②金型鋳物
一定の品質が確保されるためには、造型、溶
解、鋳造など各分野で品質管理が極めて重要
な因子となるわけです。
本号では、今までの金属材料的な話をはず
れ、鋳物の鋳造方法に概括的に触れ、最後に
鋳鉄管の製造方式について紹介したいと思い
③その他(例えば黒鉛型など)
このうちで、一般的に砂型鋳物といわれる
ものが大部分ですが、これをさらに、型に使
用される砂や粘結剤の種類によって分類しま
すと次のように色々のものがあります。
①
4
4
.1
0
) “鋳鉄管
て は 、 鋳 鉄 管 協 会 誌 第 7号 (
②乾燥砂型または焼型(粘土、ベント
ナイト)
の歴史"と題して久保田鉄工、工学博士田中
勘七氏の論文に詳述されている歴史的経過と
生砂型(粘結剤として粘土またはベ
ントナイト)
ます。鋳鉄管の製造法の変遷という点につい
③
ガス型または COz型 ( 水 ガ ラ ス 、 炭
1
2
2
④
昭和 4
5
.
1
0 第 9号
鋳鉄管
に分割の困難な形のものを鋳造する鋳型では
酸ガス)
自硬性砂型(水カ、、ラス、各種硬化剤、
主型、中子を数多く分断し、組立型(寄せ)と
そのイ也)
することもあります。
⑤
レジン砂型、シェル型(フェノール、
フラン等樹脂)
量などを考えて鋳型の種類を決め、次にこれ
⑥
セメント砂型(セメント)
を造るためにどの様な鋳込みの方法を採用す
⑦油砂型(アマニ油、オージン油他)
⑧
鋳造すべき製品の形、寸法精度、用途、数
るかを設計するのです。その場合、品物とな
るべき空間に溶湯が隅々までうまく行き渡り、
その他
また砂型や金型を使って鋳物を造る時の物
不純物が製品の中に残らないで、かっ溶湯の
理的な鋳造法区分としては次のように分けら
凝固過程で冷却.の差によって割れを生じたり、
れます。
あるいは収縮による巣、引けなどができない
①
重力鋳造(大気圧下で重力によって
鋳造する)
②遠心力鋳造(遠心力を応用して鋳造
する)
③
加圧鋳造(鋳型の中へ溶湯に圧力を
加えて注入する)
通常機械鋳物の大部分、一般の鋳物はほと
んどが重力利用の鋳造であり、遠心力鋳造は
鋳鉄管や自効車のシリンダーライナーあるい
ように溶湯をうまく流してやることが必要で、
す。鋳造の方法を決めるときの原理は学術的
には粘性流体力学を応用するもので、注湯口
から製品に至る各部の断面積などを求め、湯
が切れず、かっ静かに(舌し流などを起きない
で)連続的に流れるように設計するのです。
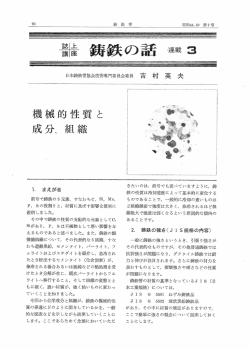
ここで鋳造方案に際して用いられる一般的
な用語を略図で紹介しましょう。
図 -1は単純な直方体の鋳造方案て¥取鍋
はスリープ、その他特殊品の鋳造に応用され、
からの溶湯は湯溜にたっぷり注がれ、ここで
加圧鋳造は現在のところ、アルミニウム、マ
溶湯中の軽い不純物(スラグ)を上部に浮上
グネシウム、亜鉛などの低融点金属に応用さ
させて中に入るのを防ぎます。注入された溶
れているダイキャストというのがこれに相当
湯はまず湯口を通り、そこから品物の大きさ
します。
に応じて数カ所から鋳型に同時に流れ込むた
以上のように鋳造法としては多種多様のも
めの湯道へと分けられます口ここでも溶湯の
のがあり、製造しようとする品物の大きさ、
中に混入した非金属物質が、流量を適当に絞
肉厚、形状、寸法精度、あるいは大量生産か
ることによって分離される仕組みになってい
少量生産かなどによって、これらの方法の何
ます。品物の周囲に行き渡った溶湯は次いで
れかが選択されて利用されているのです。
愈々製品となるべき空間ヘ堰を通って流れ込
んで行きます。溶湯が注がれると共に湯口、
2.鋳 造 方 薬
鋳物を造ろうとするとき、その製品が欠陥
湯道、堰および製品などの空間にあった空気
やガスは何カ所にも鋳型の外部へあけられた
のないものであるように鋳込みの方法を検討
ガス抜き孔や、押湯子し、揚り孔あるいは鋳型
し、型の設計をします口その設計を鋳造方案
そのものからも外部ヘ逃げることができます。
と呼んでいます。
一般的に鋳造しようとする製品は上下、あ
るいは左右に 2分割した鋳型で造られます。
勿論、品物によって分割の極めて困難な形
状の鋳物もあり、また 2分 割 と い っ て も 対 称
形のものと非対称形のものがあります。
空気が排除されると共に、製品空間は溶湯
が充満して行き、さらに上部の鋳型に設けられ
た揚り、または押湯部まで湯面が上がって鋳造
が完了する訳です。
揚りは製品が湯で完全に充たされたことを
知るためのもので、同時に押湯にも溶湯が十
そして製品の外側の形をつくる鋳型を主型
分充たされたことになります。押湯というの
(おもがた)、内側の形を造るための鋳型を中
は、一度型空間に充満した溶湯が凝固し始め
子(なかご)と呼んでいます。先に述べたよう
たとき、金属は一般に収縮するものであるた
1
2
3
鋳鉄の話
め、その時不足する溶湯を上から補給してや
図 -1 鋳型各部の名称、
る役目をもつものであって、特に肉厚の厚い
部分や、最も凝固し難く最後に固まるような
押
湯
部分の直上に設けて製品の凝固収縮による引
け巣(時には空洞ができる)を防止するもの
で、ダクタイル鋳鉄など収縮の比較的大きい
ものの鋳遣には押湯の効果がとくに必要にな
湯
口
ります。
図 -2は製品の形状に応じて使い分けられ
る幾つかの湯道、壊の形式を示したもので、
製品の上方から落し込んで行く方法や製品の
下方から押上げて行く方式などがあります。
図 - 2 鋳込法の各種
落込み又は
直堰
下j
主ぎ
上注ぎ
段堰
回り堰
事1
m
雨堰
は半円形の板で措いて鋳型を
3.模 型
つくる。
鋳物を造るときの空間を主型と中子の聞に
ところで、鋳物というのは、先にも述べた
造ってやるためには夫々の鋳型を砂などで掲
ように溶湯の状態から凝固して冷たくなった
固めて造るのですが、そのとき使用する型を
製品となるまでにかなり縮むものです。従っ
模型(パターン)といいます口
て、例えば 1mの長さの棒を鋳造しようと思
模型は一般的には木型または金型が用いら
うとき 1m(通常の物尺で)の木型を使って鋳
れますが、最近では合成樹脂型や、変ったも
型を造り溶湯を注いだのでは短い製品ができ
のでは発泡スチロール成型品などが応用され
てしまいます。そこで凝固収縮の大きい金属
ます。模型には主型(製品の外形)用のもの
を鋳造するときは、その収縮の大きさに見合
と中子(製品の内形)用のものが必要です口
せて初めから鋳型を大きく作っておく必要が
模型の種類も非常に多く、造るべき品物の
あります。鋳物用語でこれを縮み代(ちぢみ
大きさ、形、数によって使い分けられます口
しろ)または木型あるいは金型を作るとき使
代表的なものとしては次のようなものがあ
ります。
用する物尺から伸べ尺(のベビゃく)とか単に
①現型、現物型:現物の形と同じように
一般的には長さ 1000mm当りの収縮量mmで、表
伸べ(のベ)といっています。
木や金属で作られた模
わし、普通鋳鉄の場合ですと、縮み代 8/1000
売り
あるいは 8伸 べ と い う 様 に い い ま す 。 表 -1
ニヨ二口
②引型または回し型:中心対称の板を回
は各種金属の縮み代の標準を示したもので上
転して円形鋳型をつく
記した 8/1000とは 1 mの 長 さ に 対 し て 鋳 鉄 で
る
。
は 8mm収縮することを見込んで長くつくって
③掻き型:太さに変化のない管状のもの
おくということを意味するのです。
1
2
4
昭和 45.10 第 9号
鋳 鉄 管
表
1 代表的材料の縮み代
縮み代 (
1
0
0
O
m
m(こ対し)
④サンドスリンガー
比較的大型の鋳型製作に用いる機械で鋳
使用個所または材質
物砂をコンベアから砂投機用インペラー
8
鋳鉄一般、薄肉鋳鋼の一部
9
鋳鉄の縮み多きもの
1
0
強制鋳鉄、ダクタイル鋳鉄、
アルミニウム
1
2
アルミニウム、青銅鋳物、
一般鋳鋼 (
5~ 7mm)
に送り込み、高速回転する羽根車の遠心
力で下方に置かれた枠内に投げつけ盛り
つける。
⑤コアーメイキングマシン
中子(コアー)を造る機械でコアープロー
イングマシン、コアーシューターなどが
1
4
真鍋、鋳鋼
1
6
鋳鋼(lOmm以上)
あり、中子型(芯取裂ともいう)を固定し
鋳鋼大物、肉厚物
て、その中ヘ砂を空気と共にあるいは空
2
0
気圧によって砂そのものを吹込んで型を
充満させる。
例えば、ダクタイル鋳鉄の製品を造るため
これらの造型機械は夫々利用される鋳物砂
の木型を作ろうと思えば1000mmの長さの所は
の種類によって構造、附属装置など異なって
1010mmにしておかねばならず、 1010mmを 100
おり、特に合成樹脂砂(シェル型)用にはシェ
等分した物尺 (
1
0伸べ尺)を使って木型を造れ
ルマシン(主型用、中子用)が発達し、各種
ばよいわけで、この様な目的で模型製作に使
の形式のものが量産化、省力化を助けていま
われる特殊なスケールを鋳物尺または伸べ尺
す。
と呼び、普通のメートル尺と異なったものに
5
.鋳 型 附 属 品
なっています。鋳造された製品の検査はメー
鋳型のお上で、幾つかの附属具が使われ
トル尺で測定しますが、製品を造るための木
ます。その中で次の 3つは一般的なものとい
型や金型を作ったり、チェックするときは鋳
造金属に応じた伸べ、尺で測定するのですロ
えましょう。
①ケレン(中子を支持する金具で型持ちと
もいう)
4.鋳 型 の 製 作
一般にケレンはできるだけ使わない方案
鋳型は木型や金型模型を使って砂を掲固め
が好ましいのですが、形によってはケレン
て造るのですが、鋳型の作り方は最近の鋳造
を使わないと鋳物の肉厚精度が出ないとい
機械の著しい進歩で、昔のようにすべて手作
う品物もあります。ケレンは鉄製のもので
業で掲固めていた時代と異なり、多量生産さ
溶湯に溶け込ませるために表面を亜鉛、錫、
れる製品の場合にはほとんと守の
銅などでメッキしたものを用います。
i場で機械に
よる造型が採用されつつあります。造型機械
はモールデイングマシンといわれ、大別しま
図 - 3 ケレン
すと次のようなものがあります。
①ジョルト式モールデインクゃマシン(震揺
式)空気圧を使用して機台を上げ、重力
による急激な落下の衝撃と慣性を利用し
て模型上面の砂を緊め固める方式。
②スクイーズ式モールデインクホマシン(圧
縮式)回宿空気で砂の入った型枠を上に
持ち上げ、上方にあるスクイーズヘッド
(押板)に押つけて庄縮し砂を締める。
③ジョルトスクイーズ式モールディングマシン
前記①②の機構を併設したもの。
主型
ρづ/刀ラララク//~メペン万分
------.---~ーケレン
、
、
¥¥¥¥¥'¥¥¥¥¥¥¥¥¥
中子
℃決ミ~\\\\\\\ぐぐ\\\λ,\\\\
J
[
r=_
イン/"
////'
////,/,;;7/>7
主型
1
2
5
鋳鉄の話
ケレンは図 -3のようにして使う訳です
が、ケレンが錆びていたり、水分がついて
を生む、水圧試験で漏水するという危険性
が多かったからです。
いたりすると溶湯が接触したときにガスが
しかし最近ではケレンの品質、形状が種
発生し、巣孔や溶着不良などの欠陥を生り
種工夫され、耐圧鋳物にも使用できる篭形
ます。
あるいは網状などのケレンができていて、
水道管の製造で、は規格によって、今まで
規格で、も注文者の承認を得て
今回の JWWA
ケレンの使用が一切禁じられていました。
使用することが可能と改められています。
その理由は昔のケレンは品質も悪く、使用
図 -4にはケレンの代表的なものを図示し
ました。
時によほど注意しないと巣や型キライなど
図 - 4 各種のケレン
鼓型ケレン
篭型ケレン
L ツぞ刑ケレン
②芯金
網ケレン
け巣や割れなどの欠陥が生むたり、また肉
芯金というのは砂型の強度を保たせるた
厚部は凝固が肉薄部より遅れるために、ガ
めに補強の役目をする心棒のことで、主型
スや不純物が集まった海綿状の欠陥を生じ
に使てうこともありますが、主として中子の
たりします。これを防ぐには、どの部分も
芯に用います。
同じスピードで凝固して行くことが望まし
鋳型を造って溶湯を鋳込んだとき、中子
いので、その目的を果たすため厚肉部分を
は溶湯に包まれるものですから、湯によっ
外部からあるいは内部から冷やすための熱
て浮力を受けます。肉厚鋳物で平面積の広
伝導の良い材料を厚肉部に当ててやります。
いものは、極めて大きい浮力のために中子
この冷却用金物を冷し金(ひやしがね)、ま
が押上げられて曲ったり、あるいは破損す
たは当て金(あてがね)、あるいはチラーと
ることすらあります。芯金はこれを防ぐ役
いいます。
目をするもので、その他中子を主型に巌め
冷し金の材料には鋳鉄、鋼、銅などを用
込む(鋳物用語で冠せ前(かぶせまえ))際の
いますが、ケレンと同様に表面状態は大切
運搬と冠せ後の固定に便利な形に作られま
で錆などの附着したものは気泡巣等の欠陥
す。異形管の製作に用いられる芯金の一例
を発生したり、冷却効果が減殺されたりし
を図 -5に示しました。
ますので表面は美しくし、サンドプラスト
③冷し金
などをかけて研摩したものを使います。図
鋳物に肉厚の義があると、そのために引
-6に冷し金の使用例を示しました。
堕ァ 5 芯金の一例
図 - 6 冷し金使用法
ι
:
λ
.
.,
{
伝
よ
三
川
.
.
山
.
.
.
じ
以
山
片
困
サ 尻J
劇
R
.
1可
τ
寸
f
イ
l
窃「
.
討
!
オ
ヲ
雪
合
芯
守
;
ヲ
三
守
?
言
守
1
2
6
鋳鉄管
6.鋳 物 砂 に つ い て
鋳型を造るときの砂を鋳物砂といいますが
その組成は一般的には珪砂、粘結剤、水の 3
要素からなっています。最近では合成樹脂を
用いる鋳物砂があり、この場合には水は不必
要となります。
鋳物砂として具備すべき条件としては次の
ものであります。
昭和 4
5
.
1
0 第 9号
の補給、調合など砂処理の設備化によって常
に品質管理が行われているのが現状です。
I
I
.鋳 鉄 管 製 造 方 法
前章で一般鋳物の鋳造法の要点を述べまし
た。鋳鉄異形管は大体これらの方法によって
製造されますが、鋳鉄直管の製造法は歴史的
にも特別の変遷をたどって来ました。本章で、
①耐火度が高いこと。
鋳鉄直管の鋳造方式について簡単に説明して
②成型性がよいこと。
みたいと思います。
③通気度がよいこと。
1.水平型法(横込法)
④強度とくに高温強度がよいこと口
この方法は一般鋳物と同様で上型、
F
型の
高温の溶湯に曝されるので、耐火度、強度
中に中子を水平に据付け、そのまま上型の頂
の高いことは当然ですが、最近の機械造型で
部から溶湯を注入する方式で、最も古くから
は砂の流動性(成型性)のよいことが特に要
鋳鉄管の製造に使われ、今もなお異形管の製
求 さ れ ま す 。 近 年 FS法 (
F
l
u
i
dSa
n
d
) とい
造に実施されている鋳造法です口この方法で
ってソ連で開発され、ぽつぽつ日本でも実用
長尺の直管は健全なものが得難いので、現在
化されている砂などでは液体に近いスラリー
では異形管の主として中小口径の製造に使わ
状のドロドロした状態の砂配合物を木型に流
れているのみです。その理由としては
し込むだけで、しばらくすると固まって鋳型
ができるというものもあります。
通気性というのは、鋳物砂の空隙が多いか
①溶湯が流入する経路が長く湯先(湯の流
れの先端)方向に欠陥が出やすい口
②上型上面に不純物、巣などが生ビやすい。
少ないかを示すもので、砂の粒度、微粉量な
③押湯効果が十分に効かない。
どに影響されます。鋳物砂がもし全然空気や
④片肉が出やすく特に上型頂部で薄肉(中
ガスを通さないような通気度の悪いものであ
子が浮力で曲り)になりやすい。
った場合には、型の粘結剤や水分、あるいは
図 -7 水平型鋳造法
溶湯中の含有ガスなどの逃げ場がないので最
終的に鋳物に巣孔やガス吹かれなどの欠陥を
生じます。従って鋳物砂はガスが逃げやすい
上型.
通気性のよいものでなければならないのです。
その他、砂の条件として最近
:ーギ弓斗
T
中子、
内
寸
主
、
、
、
¥
、
、
¥
、
、
¥
枠
⑤崩壊性がよいこと。
‘ぺ下型
というのが、重要な問題となっています。こ
れは主として最近の鋳物砂が自硬性(乾燥炉
などを用いないでも自らの発熱反応あるいは
硬化剤による化学的反応で硬化する)の砂に
2
.竪 型 ( 立 吹 ) 鋳 造 法
直管のように長尺のものは水平型ではどう
代って来ているためで、この形式の砂に用い
しても欠陥が管体部に出やすいのでその欠点
られる水ガラス系の粘結剤が十分高温度に曝
を除く方法として立吹法が考え出されました。
されないような内部では、極めて硬く、壊れ
鋳物の欠陥となる溶津や不純物は項部に設
難い欠点があり、鋳物の鋳造を終って中子砂
けた押湯の下に集まるので、この部分を切り
を取除いたりする作業が非常に困難になるか
捨てて、健全な本体部を鋳鉄管に使用するこ
らです。
とになるので安心のできる製品が得られるよ
鋳物用の砂は以上の条件を常時満足する様
に管理され、使用後の砂の回収、再生、新砂
うになった訳です。
8
4
6年スコットランドの DINKS
この方法は 1
1
2
7
鋳鉄の話
鋳造工場で行われたのが最初て¥鋳型を円形
または半円形、あるいは角型のピット(くぼ
み)の周辺に立てて並べ、これを鋳造したの
で PIT.CAST(ピットキャスト)とも日乎ばれ
ています。後に鋳鉄管を量産するようになる
と l本 l本立てて鋳造、横にして型パラシを
していたのでは能率が悪いので 5
0
0併以下のパ
イプは回転する円型台の周囲に何枠も取付け
ておいて、ごれを回転させながら流れ作業の
方式に従って鋳造、徐冷、型バラシ(製品取
出し)、造型、乾燥、中子挿入、鋳造のサイク
9
3
0年
ルを繰り返す方式が考案されました。 1
頃まで鋳鉄直管の生産方式で最も能率よく、
良い製品を造る方法として採用されていた立
吹田転盤方式といわれるものがごれです口
図- 8 立吹鋳造鋳型片断商図
内型
(中子)
外径砂
外型
図 -8は鋳鉄管の立吹法の鋳型断面を示し
ソケット中子
たもので、図
9は中小口径の立吹田車云盤方
式の作業順序を示したものです。
この立吹法による製品は、鋳造の際に頂部
ソケット定盤
図 - 9 回転盤方式の鋳造作業工程説明図
か ら 雨 堰 ( 図 -2
)方 案 で 溶 湯 を 短 時 間 に 注
入するので鋳型の中の不純物など軽いものは
浮上して押湯部に集まって凝固するので管体
には欠陥が少なく、十分押湯部を削り取って仕
上げれば健全な管ができることになります。た
だ造型の器具のガ夕、芯金の曲りなどのため
に多少の偏肉があったことは事実で¥真円度
の点、で今の遠心力鋳造管には到底及びません
でした。
それと現在のような 6m管 と い う 長 尺 は 無
理で、 75~100mm 管で、 3m 、 200mm 併以上で 4
m
管というのが当時の規格管長でした。
鋳鉄管
1
2
8
3.遠 心 力 鋳 造 法
昭和 4
5
.
1
0 第 9号
に至って同社で金型遠心力小口径管が製造さ
8
0
0年代に英国人 Anthon
遠心力鋳造法は 1
Eckhardによって傾斜軸または水平軸の周り
6年 か ら 栗 本 鉄 工 所 が
れるようになり、昭和 2
砂型遠心力小口径管の生産を始めています。
に回転する鋳型で鋳造されたことに始まり、
その後ダクタイル鋳鉄管の製造に入って、従
その後 1848~1859年に米国で改良が加えられ
来の砂型遠心力法ではなかなか良質のダクタ
て来ましたが、なかなか実用の域に達しませ
0年に入っ
イル管ができ難いことから、昭和 3
んでした。遠心力鋳造法の開発はこのように
て久保田鉄工で、レジンサンド(合成樹脂砂)
断続的に進展して来ましたが、 1
9
1
6年 ブ ラ ジ
を使った新しい遠心鋳造法が開発され、この
ル人 De-Lavaudがカナダにおいて金型遠心
方法が今日中大口径管の製造法として各社で
力鋳鉄管の製造に成功して以来、工業的な鋳
採用されているのです。
鉄管の製造方法として漸く着目されるように
(
1
).金型遠心力鋳造法
なり、多くの研究開発がなされました。
De-Lavaudの金型遠心力鋳造法は、その
9
2
0年にアメリカの UnitedS
t
a
t
e
sPipes
後1
この方式は De-Lavaud(ドラボー)によっ
て開発されたもので、現在欧米各国でも最も
多く採用されている方法です。原理的には注
and Foundry Co. で鋳鉄管の本格生産に移
され、また米人 W.O.Moorは1
926年砂型遠心
r
o
n Pipe
力法を完成し、 AmericanCast I
Co.で生産が始められるようになりました。
湯する取鍋と樋が固定されていて、外部水冷
日本で遠心力鋳鉄管が生産され始めたのは
面は無塗型の場合(外国の例)と、耐火物を湿
5年久保田鉄工で中口径管が、昭和 25年
昭和1
ジャケットになった遠心鋳造機がレール上を
前進後退し、後退しながら注湯、前進時にパ
イプの抜出しを繰り返す方式です。鋳型の内
態でスプレーする場合とがあります。
図 -10 金型遠心鋳造設備略国
取鍋
注湯樋
傾斜レール
取鍋傾倒機
この方式では、溶湯が水冷金型でかなり急
適当な厚みに描固め、これを乾燥して表面の
速に冷却されるために、高級鋳鉄管を鋳造す
水分を除いたのち、遠心鋳造機にのせて高速
る場合セメンタイト組織が出やすく、そのた
回転し、鋳型の一端から短い樋(シュート)
め鋳造後に焼鈍をして靭性を与えなければな
を通して溶湯を流し込み、全長に湯を行き渡
りません。ダクタイル管を製造するときは急
らせる方式です。(図 -11)
冷することが材質によい結果を与えますので、
砂型遠心力法による鋳鉄管は先の水冷金型
この方法が有利であり、何といっても作業能
方式と異なり、鋳型に 20~30mm厚さの砂が付
率(生産性)の高い方法ですから小口径管の
けであるので、立吹と同じく鋳造凝固の際に
製造法として優れたものといえましょう。
徐冷されます。従って鋳造のままで靭性のあ
現在、この方法は久保回鉄工武庫川製造所
と、新日本パイプで稼動しています。
(
2
)
.砂 型 遠 心 力 鋳 糧 法
砂型遠心力鋳造法は、鋳枠の中に鋳物砂を
るパイプが得られ、焼鈍を必要としません。
しかしこの方法は砂の掲固めのために鋳型を
立てたり、砂の水分を乾燥させる工程も必要
で、作業面積当りの生産性は決してよくあり
1
2
9
鋳鉄の話
ませんでした。
昭和 3
5年頃まで、この砂型遠心力鋳造法に
を均一に散布すると枠の保っている熱によっ
て合成樹脂が溶け砂粒と砂粒を結合する役目
よって呼び径 9
0
0ミリまでの高級鋳鉄管が造
を果します。枠は前回の鋳造で十分熱せられ
られていましたが、ダクタイル管の出現以来
ているの-て¥製品パイプを引抜いた後適当な
この方式は用いられなくなり、現在極く一部
温度まで水で冷却し、次の造型(砂の焼付け)
に残っているのみとなりました。その理由と
が行えます。砂配合物には水分が含まれてい
しては、高級鋳鉄管 (FC管)では鋳造後徐冷
ませんから、砂型遠心力法のように鋳型を乾
されるということが機械的強度、靭性及び鋳
燥する必要はなく、すぐ次の鋳造が続けられ
造応力(残留応力)の除去に有効であったので
るという合理的で、熱経済的にも有利な方法
すが、ダクタイル鋳鉄をこの方法で鋳造しま
であり、水分の乾燥不十分などに起因する鋳
すと、徐冷のために①管の内面が荒れる。②
造欠陥の心配のない品質面での特性も備えて
引けが多くなる、③球状化がくずれる、④組
わります。
織中に残ったセメンタイトの焼鈍分解が難し
図 -11 砂型遠心力鋳造法
い、などで良質の管ができにくいということ
のためでした。
図 -12 小口径一端注湯方式
図 -13 中大口径レジンサンド鋳造略図
(
3
) レジンサンド型遠心鋳造法
昭和 3
0年久保田鉄工において大口径ダクタ
この方法の鋳型民、鋼製枠の内側に薄い砂
イル管の製造方法として開発されたレジンサ
層を付け、比較的急冷に近い冷却をねらった
ンド型遠心鋳造法は、金型の急冷と、砂型の
もので砂層の厚みはせいぜい 2~3mm程度の
徐冷との中間の冷却速度をもち、金型法の経
ものです。薄い砂層を鋳枠の内面に張りつけ
済的欠点といわれる金型の損傷を防止し、鋳
る方法として熱硬化性樹脂と砂との混合物が
枠の寿命を延長できること、あるいは砂型の
用いられるところからレジンサンド型といわ
造型、乾燥の工程の繁雑さを合理化したこと
れていて、一定の温度の鋳枠にこの砂混合物
など多くの利点をもった鋳造方式として完成
レジンサンド型の鋳造方法には図 -12、図
されました。
1
3に示した 2種 の も の が あ り ま す 。 図 -12
5
0
0ミリ以上)はすべて
現在ダクタイル管 (
は砂型と同ビように管の一方の端から溶湯を
この方式で製造されており、小口径ダクタイ
注入して全長に行渡らせる方式で、主として
ル管の半数以上がこの方式を採用して製造さ
2
5
0ミリ以下の小口径管製造の方法です。図
れているのです。
1
3は金型遠心力法と原理的に同じ方式ても、中
昭和 4
5
.
1
0 第 9号
鋳鉄管
1
3
0
大口径管の製造に用いられており、金型法で
ある。
は鋳型が前後に移動したのと異なり、この場
②溶湯は外方の鋳型から熱をうばわれるの
合は取鍋と注湯樋(長樋)が台車に乗って移
動し、溶湯を一定の位置で高速回転している
で管は外側から内側へ一方向性の冷却が
で、きる。
鋳型内に均等に流し置いていくという方法を
③一方向性のために比較的融点の低い溶津
などは凝回の過程で内面側に送り出され
とっています。
てくるので、後で機械的に除去すること
(
4
)
.遠心力鋳造法の特徴
遠心力鋳造というのは、所要の回転を与え
た鋳型に溶湯を注入し、遠心力によって鋳型
ができる。
④遠心力の作用で比重の重い健全な地金は
表面に加圧を行い、内径側は所謂自由表面と
外側へ、砂など比重の軽い不純物は最内
して凝固させるもので、溶湯を注入した初期
層に浮上分離する。
は下方が厚肉、上方は薄肉のものが所定の回
転数(遠心力)で回っている聞に粘性流体と
しての摩擦力を与えられ、最終的には円周各
部が均ーな肉厚となって凝固することになる
⑤遠心力の加庄作業で組織材質は鍛密健全
である。
⑥一般の鋳物のように中子は不要(ソケッ
ト部には中子が必要)で、均、つ押湯、揚
り、湯口などがいらないので歩留りがよ
のです。
鋳造の時の遠心力の大きさは通常重力の加
g
)の倍数で表わし GNoどいっています。
速度 (
GNo40~80でダクタイル管が製造されていま
すが、これは管の肉厚の中央部に与えられる
遠心力の大きさが重力の加速度の 40~80倍の
ものであるということを意味します。
DN2
178700
f
GNo:重力倍数 (No times o
g
r
a
v
i
t
y
)
D :管の平均径 cm
g
⑦遠心力で振りついた溶湯は、各部肉厚が
均等で、偏肉がほとんどない。
などで、耐圧力を要求される健全な鋳物の製
造方法として、最も優れたものといえます。
自動車のシリンダーライナーなども遠心力
鋳造品が主体であることはよく知られている
D X(
旦 X2π)2
60
GNo=一一一一一
g
N
し) 0
:毎分の回転数 r
.
p
.
m
重力の加速度 980cm/sec2
従って同一の GNoで鋳造した場合、鋳造さ
れる管径によって回転数が変わります。一定
ところです。
4. 遠 心 力 鋳 造 と 普 通 鋳 造
の機械的性盟、組織の差異
(
1
)
.
ヲl
撮り強さについて
遠心力鋳造品と普通鋳造品の引張り強さを
比較したデータを次に示します。
遠心鋳造(金型)同 /
m
m2 I普 通 鋳 造 同 /
m
m2
の GNoを与えた場合の回転数と管径は、例え
32.9
ば 60Gの場合を例にとって計算しますと、次
M6~3 1. 1
15.8~17.8
のようになります。
23.5~28.2
13.7~16.9
存
民
立
f
土
文m
m
100
16日
(F.Pるl
z
g
u
t
e
r
)
モールド回車云数 r心 .m
1040
300
590
500
470
800
365
1000
325
次に遠心力鋳造の特徴を挙げますと、
①均ーかっ急速に溶湯を鋳型全表面に分布
させることができるので、各部は均質で、
7.8
遠心鋳造
kg/mm2
普通鋳造k
g/mm2
回転数
14mm厚
2伽1
m厚
14mm厚
2伽1
m厚
700
27.0
25.8
24.3
24.2
900
27.6
24.7
4
23.
23.6
1100
27.3
23.6
23.0
22.9
1400
26.0
23.9
4
23.
24.0
(久保田、秋山)
1
3
1
鋳鉄の話
(
2
)
.組 織 と 非 金 属 介 在 物
ということがありませんから組織の変化にし
遠心力鋳遺品と置注品のネ且織の差及び不純
4
1こ模型的に示します。
物の分布傾向を図一 1
鋳造凝聞の一般的な差異は先にも述べまし
ても図 -15の様な明白なものではありません。
しかし冷却条件(肉厚、鋳型の種類、溶湯
の鋳込温度など)によって一般的にこのよう
たように遠心力法では外周から内側への一方
な傾向にあるものであることを知って項きた
向性凝固の形であり、置注砂型鋳造品では肉
いと思います。この手lli.,f.哉の変化というものは
厚の内外周から冷却が起ります。
引張り試験を行ったときも当然関係するので、
前々号にも説明しましたように、厚肉部と薄
図 -14 遠心鋳造管の断面組織変化模型
肉部、徐冷部と急冷部で組織、強度が異なり
ますから、実際の実体強さを調べようとする
ダクタイル鋳鉄管
ときには、組織学的に、鋳造学的に判断して
結果を検討しないと判断を誤まることになり
ます。
企=
ヌl
5. まとめ
本号では鋳物を造るという鋳造学的な問題
を一般的にとり上げ、鋳物の常識的な話をし
て来ました口そして鋳物の内で最も大量に生
産される鋳鉄管の直管について製造法の変遷
と、その概略の特色について触れました。
結び
図 -15 置注管の断面組織変化摸型
協 会 誌 “ 鋳 鉄 管 " 第 5号 よ り 誌 上 連 載 と し
て“鋳鉄の話"を続けて参りました。
その内容としては
第
l回(第 5号 ) 鋳 鉄 の 概 念 と 鋳 鉄 管 材 質
の変遷
第 2回(第 6号 ) 鋳 鉄 の 化 学 組 成 と 顕 微 鏡
組織
第 3回(第 7号)鋳鉄の機械的性質と成分、
組織
第 4回(第 8号 ) ダ ク タ イ ル 鋳 鉄 の 機 械 的
諸性質
第 5回(第 9号 ) 鋳 鉄 の 鋳 造 と 鋳 鉄 管 の 製
造法
で、金属学的あるいは鋳造技術的に常識的
上の模型では概念的に
な問題を中心として断片的ではありましたが、
①遠;L,、管は外面の黒鉛系E織 が 細 か く 内 面 に
素人の方にも何とか理解のできるようにと心
行くに従って徐々に組織は大きくなる。
②遠心管の介在物は最内層に集まる。
がけて説明して参ったつもりです。
話の内容が中途半端で、ご理解頂けなかった
③置注管では外面及び内面の黒鉛組織が細
点は筆者の未熟のためであることをお詫びい
かく、肉厚の中心部が最も大きい黒室町彰
たします。本号をもちまして“鋳鉄の話"をひ
状を示す。
とまず系冬稿いたしたいと思います.0
④置注管では中央部の最も徐冷される部分
に介在物が残りやすい。
通常、鋳鉄?の場合では、肉厚が特に厚い
米株式会社栗本鉄工所技術部長
© Copyright 2026 Paperzz