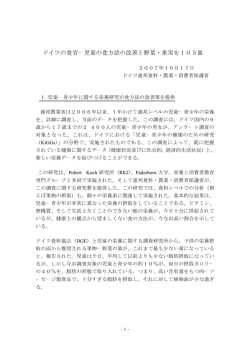
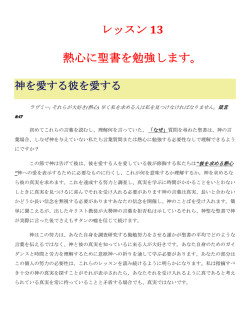
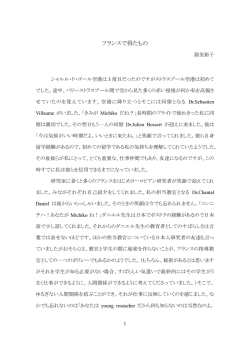
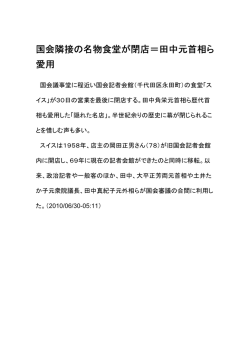
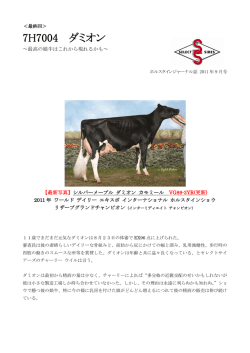
リーン生産 – お客様をサポート致します。 スイス製回転テーブルの技術 2015年7月 ニュースレタ ー 安価かつ柔軟性のある代替手段 EA-510 rotoFIX シャトルテーブルが装備された側ではスタッフは機械加工されたコンポー ネントを制御し、要求に応じて継目面にモルタルを塗り、研磨することがで きる。 ターンテーブルEA-510.Lのブリッジに取り付けられたゼロ点クランプ システムは更に、初期化コストを非常に低く抑え、改良の時間を短縮する助 けとなります。画像:pL LEHMANN / Jakob Müller pL LEHMANNの追加ターンテーブルを含む3軸Chiron-BAZは完全 統合された5軸ソリューションを凌駕する。 細幅織物業の機械の世界的メーカーであるJakob Müller AG は、 自身の業績を裏付けるコンポーネン トやアセンブリの製造を最適化している。難度の高い 小ロット生産のための様々なマシンやオートメーショ ンソリューションを比較した結果、 シャトルテーブルの 各々の面にスイスのメーカーpL LEHMANNのCNCタ ーンテーブルEA-510.L rotoFIXが装備されたChiron FZ 12を最適化するための結論が下された。 Jakob Müller AGにおいては常に、実に多彩性のある細幅 織物がテーマとなっている:様々な色に織られたもしくはプリ ントされた生地、下着に最も適した生地、技術的な用途が考 慮された様々な素材によるロープや縁織りからベルトな ど。Frickに拠点を置くこのスイスの企業は125年以上も前か レーマンの500シリーズ回転テーブルは、位置決め精度、速度、安定性、許 容荷重といった現代的で機能的な設計と 「本質的」価値が特徴です。 2 らこの産業における革新的なテクノロジー開発を行ってきて おり、今日ではこのマーケットにおいて世界的に名の知られた メーカーとされている。Jakob Müller AGは4つの大陸に合計 1000を超える従業員を有し、約60か国で販売取次が行われ ている。 プロダクト・ポートフォリオでは、細幅織物産業におけ るあらゆる要求を満たすマシンが提供されている:撚り糸によ る経糸から完成された織物、ニット、織物性ラベルなど。 ットサイズという理由から、 コスト/ユーズ解析によってシャト ルテーブル機能付きの4軸マシンの明白な長所が明らかとな った。それに加えマーケットが更に2つの解決策を提供す る。4番軸がマシンに完全統合されている、もしくは追加の CNCターンテーブルによって標準シャトルテーブルが使用さ れる、のいずれかである。 Jakob Müllerのニードル織機NF53では、 あらゆる品質の糸によって、弾性の ある生地および弾性のない生地が製造される。 将来の製造コンセプトとして、少なくとも難度の高いコンポーネントの小ロッ 開発は現在ある顧客からの需要、 もしくは将来的に起こり トの加工のためは、Jakob Müllerは部分的に自動化され、pL LEHMANN社 得る需要を見据えて行われ、パフォーマンス、品質、安全性に 製の追加CNCターンテーブルが装備された3軸Chiron マシニングセンター 焦点が当てられている。 しかしながら製造には費用の問題が FZ 12を想定している。 付きまとう。 マーケットがJakob Müllerの占有率が近年65パ ーセントに達したというアジア方面へ強く押しやられたことも あり、世界的価格競争は非常に激しい。 そのため責任者には、 Daniel Schaffnerとそのチームは後者を選択し、EA-510.L 価格競争を新たな戦略構造で切り抜けることが求められてい rotoFIX型のpL LEHMANN CNCターンテーブルが2つ備え付 る。 けられたシャトルテーブルを含むChironマシニングセンター FZ 12に投資した。製造責任者は以下のように論証する: 「我々 この点はスイスの本 拠 点 F r i c kにも、それに隣 接する が現在抱える課題、 また将来抱える課題へ視点を置くと、我々 Möhlinに移設されている生産部門にも関連することである。 はこれまでの複合的マシニングセンターに別れを告げ、 より 高度な垂直統合が長期間維持されていた場所では、将来、業 小型で部分的に自動化された解決策を用いなければならな 績を裏付けるコンポーネントやアセンブリに加え、小ロット生 いことは明らかなのです。Chiron/pL LEHMANNのコンビネー 産が行われたり緊急に必要とされるコンポーネントも生産さ ションにより、高度な柔軟性を提供し迅速な改変を可能とす れることとなる。M ö h l i nの製 造センターの責 任 者である るような一歩を我々は踏み出しました。4軸構造によって更に Daniel Schaffnerはこう語る: 「我々の製造工程の状況は一変 多くのクランピングしたコンポーネントを高精度かつ完璧に こういった解決策が将来 しました。製造が容易な部品は他国にてコストをぐんと下げ 加工することが可能となったのです。 て製造します。それに加え、個々の部品や顧客からの特注の を担うことを我々は確信しています。 」 部品の製造率を増やします。つまり、我々は製造システムにお いてコスト、精度、 また特に柔軟性に気を配らなければならな いということです。 」 運動性、精度、柔軟性からコストダウンまで どの程度のオートメーションが要されるか? 多彩な戦略的コンポーネントの製造のための新たなマシ ニングセンターへの投資が2013年に決定すると、責任者たち は3段階の異なるオートメーションを持って解決を試みた:5 軸のシングルテーブルマシン、 シャトルテーブルおよび最低4 軸を有するマシン、完全自動化され24時間操業が可能な小パ レットシステムを有する装置である。非常に幅広く特殊なコン ポーネントの多様性および20から300という比較的小さいロ Chiron-BAZ FZ 12が採用されるに至ったには明白な理由 がある。 まず第一にTuttlingenのChironはMüllerの傘下におい て良く知られており、迅速なチップ・ツー・チップ時間、高精 度、高い信用性などからそのマシンが高評価されているの だ。過去既にそこではFZ 16、FZ 18、FZ 26といったモデルが 使用されており、今もなおFZ 08によって製造が行われてい る。 また更にモデルFZ 12は似通った高度な運動性の場合 FZ 08よりも明確に大きな加工範囲を提供するのだ Daniel Schaffnerにとって重要な論拠は以下の通りだ: 「このようにし て我々はマシン製造の多様性を拡張し、難度の高い要求に対 しても多彩な回答を保証することができたのです。 」 3 難度の高いコンポーネント - コストの低い製造 Chiron FZ 12のシャトルテーブルのそれぞれの面にスイスのメーカーpL LEHMANN社製のCNCターンテーブル EA-510.L rotoFIXが装備されてい る。3つのBAZ直線軸の相互作用によってこのシステムは4軸の高精度加工 を可能とする。 コンポーネントと言う時は主に、細幅織物やエチケット織 物機械のための糸を導いたり捉えたりするノウハウエレメン トのことを指す。Jakob Müllerが他の競争者とは差をつけ、顧 客に明らかな付加価値を保証したパーツのことである。最も、 その加工は幾らかの困難をもたらすものでもある。 それは、幅 が狭く軸を包括する公差依存性および、要求される不変性の 高度な表面仕上げに起因する。30年も前にJakob Müllerで機 械工としての訓練を受けた経験豊富な製造責任者はこう説明 する: 「糸が掴まれる際に損傷を受け、綿毛や小繊維がなるべ く発生することのないよう、我々には高度な表面のクオリティ が要求されるのです。それらは織物に外見上の欠陥を引き起 こし、品質を下げたり完全なる不良品を生産してしまう原因と なります。 」 このようなことを防ぐため、多くのコンポーネント はマイクロスコープにて点検し、継目面にモルタルを塗り、研 磨しなければならない。 シャトルテーブルという解決策のお蔭 でこれらの作業は今日、主要操業時間と並行して行われる。 スイス、BärauのPeter Lehmann AGもまた25年前から彼 に信頼を置いている。当時彼はCharmilles-Technologie(現GF Machining Solutions)で働いており、そこではワイヤEDM加工 においてpL LEHMANNターンテーブルが導入されていたの だ。EA-510.Lのパフォーマンスデータはあらゆる基準値を満 たしていたこともあり、ベンチマークやリファレンス視察などに よって 肯 定 的 な 評 価 が 確 か なものとなった 後 でも、p L LEHMANNという選択肢は困難なものではなかった(主軸負 荷:200 kg、サポート込みで400 kg / 保持トルク・主軸クラン ピング:800 Nm / 破壊トルク 2000 Nm / 軸力:46 kN / 最 高フィードトルク:250 Nm / 最高主軸回転数 / 90 1/min) 「また、サービスにおいて空間的な近さが緊急の援助を約束 するものとなります。 」Daniel Schaffnerはこう付け加える。 現場の技術者や経済技術者にとって、 コストは更に重要 な役割を担う。 「標準シャトルテーブル付きChiron FZ 12とpL LEHMANNターンテーブルEA-510.L rotoFIXのコンビネーショ ンによって、明白にコストの低い完全統合マシンのための太 太手段を我々は獲得したのです。スラスト軸受へのブリッジ に取り付けられたゼロ点クランプシステムは更に、初期化コス トを非常に低く抑え、改良の時間を短縮する助けとなります。 というのも、そのシステムは我々の新たな、 しかし比較的古い とも言える先駆マシンのたくさんの単一目的装置を受け入 れ、それらを正しく位置づけるのです。 」 2014年秋から、マシニングセンターはMöhlinにて操業 し、 プロセスに組み込まれている。そこで加工され、何度も戻 ってきたコンポーネントのために、Schaffnerは3D-CADおよ びCAMを経由したプログラミングを使用する。製造プロセス を最適に構築するため、更にPDMシステムと資源管理機能が 導入され、管状コンポーネント、完成品、装置、ツール、更なる 周辺部材はその機能を経て管理される。 FZ 12では主に細幅織物やエチケット織物機械のための糸を導いたり捉え たりするノウハウエレメントが製造される。 Jakob Müllerのアセンブリはこのように多様性を示すものであるが、それら は全て製造するのが複雑かつ費用のかかるものであり、何度も使用するう ちに激しい磨耗を受けてしまう。 更なる困難とは、高度な耐摩耗性を示し、負荷に対して非 常に強いという、機械加工するのが難しい素材のことである。 というのもコンポーネントは使用される際に高い動的な力に さらされ、 また研磨する手間が必要とされるからだ。例えば緯 糸針は1分間に4000回ほどまで糸を往来させ、それは甚大な 交流負荷を自身に与える。 しかしながらグリッパーのコンポー 4 更なる改良のために:pL LEHMANNターンテー ブル技術のエディション 3 エチケット織機MÜGRIP® MBJ6のユニバーサルグリッパーは極度に動的な 負荷にさらされる:それは1.60 mを超える距離を1分間に800回近く往復す るのだ。 ネントもまた1.60 m以上の距離を1分間に800回ほどまで往 復する。 あらゆる軸には直接の位置測定システムが装備され ている それでもやはり、高い精度が守られなければならない。そ のためJakob Müllerには、マシンの全ての軸 -ターンテーブル を含む- に直接の位置測定システムを装備する義務が課され ている。 「ChironとpL LEHMANNは我々にそのことを確約して います。 」Daniel Schaffnerはこのように認める。 「ちなみに、そ の2つは我々が照会したうちでこの点を保証してくれた唯一の メーカーだったのです。 それに加えpL LEHMANNターンテー ブルは+/- 5"秒角のインデクセーションを提供してくれるの です。 この解決策は他のターンテーブルよりも良く、我々がも ともと要求していた内容を上回るものなのです。」 4つの軸 が正確に相互に運動することで、 コンポーネントに変換エラ ーが起こることなく、 コンポーネントがクランピングしながらも 複数の軸に作用することが可能となるのだ。 ターンテーブルメーカーのpL LEHMANN社は、500シ リーズのCNCターンテーブルをさらに改善した。 このスイ スの企業は、2015年1月からプレテンションでバックラッ シュフリーギアのPGD(プリロードギア駆動) を特色とする 新エディション 3 を提供している。 これは、規定されたプ レテンション状態で納品され、そのため直接測定システム なしで真の同時加工を可能とする。更に、許容フィードト ルクの3分の1までの小さな加工の場合、 プレテンション ギアによってクランプなしで加工することができる。 ターン テーブルEA-510をカタログに応じた標準負荷と駆動デー タでの広範囲に渡る長時間テストをし、PGDが殆ど摩 擦フリーであることを確証している。10,500運転時間に おいて90度サイクル間隔で1060万以上後に実質的な摩 耗は確認されていない。 プリテンションは100万サイクル 間隔あたり3 %のみである。 これらの結果と追加の安全性 に基づいて、連続運転でのPGDの5,000運転時間(デュー ティサイクル100 %での同時操作) または位置決め操作 で20,000運転時間(カタログによるデューティサイクル 20 %) または200万で90度位置決めの場合、 ギアバック ラッシュの再調整をする必要がない(意図的な使用の場 合、 カタログによる標準負荷が有効;最初に達した限界値 をカウントする)。 締め括りにDaniel Schaffnerはコストについて - 個体のコ ストについて再び語る: 「ここまでで、我々が正しい道を歩んで きたという経歴をお見せできたことでしょう。我々は5軸同時 切削盤よりコストを抑えて製造しました。 このことは我々の価 格設定のためになるでしょう。 というのも摩耗パーツのことを 話せば、顧客にとって価格感度は非常に大きなものとなるか らです。 また、マーケットにいる数えきれない模倣者に対して、 我々は品質とそれに応じた価格でのみ抵抗することができる のですから。 」 連絡先: Peter Lehmann AG Bäraustrasse 43 CH-3552 Bärau (スイス) Tel. +41 (0)34 409 66 66 Fax +41 (0)34 409 66 00 [email protected] www.lehmann-rotary-tables.com Jakob Müller AG Frick Schulstrasse 14 CH-5070 Frick (スイス) Tel. +41 62 8655 111 Fax +41 62 8655 777 [email protected] www.mueller-frick.com
© Copyright 2026 Paperzz