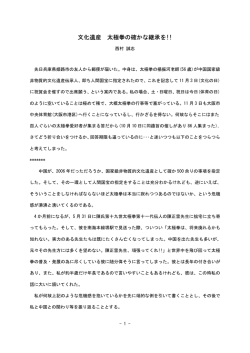
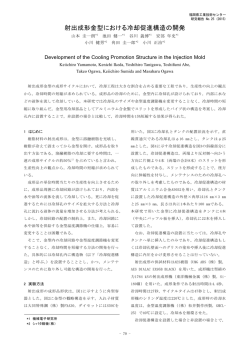
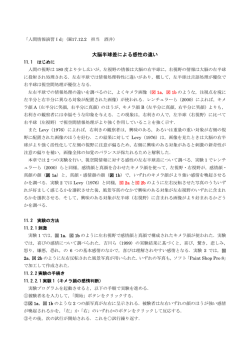
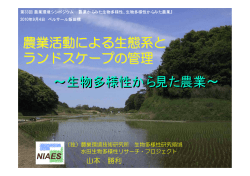
ハスバ歯車の超高精度(JIS0級)化技術 2004年7月14日 ポリプラスチックス株式会社 テクニカルサービスセンター 文書管理番号:04T15714 1 プラスチック歯車 プラスチック歯車には、ポリアセタール、ポリアミド、ポリカーボネート などが使用されています。中でもポリアセタールは、耐薬品性・耐久性が良好で あることから、もっとも広く活用されています。 ポリプラスチックスでは、歯車用樹脂材料の開発だけでなく、設計・成形・評 価技術の開発も行ってきました。 プラスチック歯車の特徴 ・自己潤滑性があり、無潤滑でも使える ・振動吸収性が良好で騒音が小さい ・耐食性、耐薬品性に優れる ・軽量である ・生産性が高いため安価に量産できる プラスチック歯車 2 ハスバ歯車 歯車を射出成形で作成すると、樹脂の不均一な収縮によってつづみ状の変形が 生じやすくなります。ハスバ歯車の場合は、斜めに刻まれた歯先が波状に変形す ることから、高精度化は極めて困難とされていました。 歯車のつづみ状変形(断面図) 平歯歯車 ハスバ歯車の特徴 (外周部の歯が斜めに刻まれている) ・動力の伝達が円滑 ・回転誤差の軽減に有利 ・低騒音化が可能 ハスバ歯車 ハスバ歯車特有の波状変形 3 JIS等級の判定方法 理論値と実測値との差によって、0∼8等級・級外に分けられます。 μm 10 5 左歯面 右歯面 歯形チャート 歯形誤差 0 -5 歯形誤差 測定位置 -10 Root μm 10 → Tip 歯筋チャート 5 歯筋誤差 0 歯筋誤差 測定位置 -5 -10 Bottom → Top JIS等級 0 1 2 3 4 5 6 7 8 歯形誤差 [μm] 3 4 6 8 12 17 24 33 47 歯筋誤差 [μm] 7 8 9 12 14 18 23 29 36 (JIS B1702 1976 今回の歯車サイズの場合) 4 歯車の緒元 材料 ジュラコン®JW-03 モジュールM 歯数Z ネジレ角β 圧力角α 歯先円外径dk 歯幅 b ウエブ:リム :1 :28 :20° :20° :31.747mm :15mm :3mm:2.5mm モジュール= ピッチ円直径 ×cos(ネジレ角) 歯数 ネジレ角:20゚ 5 重要因子 金型 ・軸精度 ・キャビティ精度 ・温調回路 適切なランナ・ゲート設計 成形収縮率の正確な推定 ネジレ角他の見込み補正 成形機 材料 ・成形性 (流動性、固化速度、離型性) ジュラコン® JW-03を選定 ・特殊機能 ・精密制御 成形条件の最適化 局部加圧の応用 成形手法 ・射出速度/圧力多段設定 ・圧縮成形 JIS0級 全ての要因を満たすことにより、JIS0級(B1702 1976)を達成しました。 6 局部加圧 スリーブ状エジェクトピンによる局部加圧(圧縮)によって、 「つづみ状変形」を解消しました。 局部加圧 加圧力 タイミング ストローク 加圧時間 ウエブ ボス :120MPa :射出開始後20s :1.2mm :8s リム エジェクトピン エジェクトピンによる加圧箇所 局部加圧の効果 7 歯筋精度の向上 歯筋精度:金型で見込み補正できない ネジレ角他:金型で見込み補正が可能 50 歯筋誤差 [μm] 40 ↓ 30 大幅な精度向上を達成 20 10 0 -1 0 -2 0 突出側 中央 ゲート側 ネジレ角の見込み補正例 50 50 40 40 30 20 10 0 → 金型補正 -1 0 -2 0 突出側 中央 ゲート側 歯筋誤差 [μm] 歯筋誤差 [μm] ↓局部加圧による「つづみ変形」の解消 30 20 10 0 -1 0 -2 0 突出側 中央 ゲート側 歯筋精度の変化(左歯面) 8 今後の予定 JIS等級 0 測定結果 平均値 最大値 歯形誤差 [μm] 3 歯形誤差 [μm] 3 4 歯筋誤差 [μm] 7 歯筋誤差 [μm] 4 7 (JIS B1702 1976 今回の歯車サイズの場合) JIS0級に到達した高精度化技術を応用して、 ①形状・大きさが異なる歯車の高精度化 ②蓄積された技術の開示 ・材料の選定法 ・金型設計技術 ・成形技術 (特に局部加圧成形法) を推進します。 歯先の拡大写真 9
© Copyright 2026 Paperzz