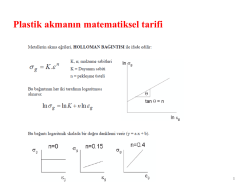
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin mekanik özellikleri bu işlemlerin bir fonksiyonudur. Malzemelerin mukavemetini veya sertliğini artırmak için uygulanan işlemler şunlardır: 1. 2. 3. 4. 5. 6. 7. Soğuk İşlem Çökelme Sertleşmeşi (Yaşlanma) Dispersiyon Sertleşmesi Alaşım Sertleşmesi Tane Boyutunu Küçülterek Sertleştirme Martenzitik Dönüşüm Sertleşmesi Deformasyon Yaşlanması 1 SOĞUK İŞLEM Soğuk işlem malzemeye plastik şekil verme yöntemleri ile uygulanır. Plastik şekillendirme hem dislokasyonların hareketini sağlar, hem de yeni dislokasyonların oluşumuna sebep olur. Soğuk işlem sonrası mukavemetin artması deformasyon sertleşmesi nedeniyledir. Deformasyon sertleşmesi, dislokasyonların birbirleri ve dislokasyonların hareketini zorlaştıran engeller ile etkileşimi sonucunda olur. Soğuk işlem ile malzeme mukavemetindeki artış soğuk işlem miktarı ile orantılıdır. Tavlanmış bir malzemede dislokasyon yoğunluğu 106 - 108 cm-2 civarındadır. Fazla miktarda soğuk işlem görmüş bir malzemede ise dislokasyon yoğunluğu yaklaşık olarak 1012 cm-2 değerine ulaşmıştır. 2 Soğuk İşlem 3 Soğuk İşlem Sonrası Malzeme Özelliklerindeki Değişim 4 Soğuk işlem oranı arttıkça malzemenin akma ve çekme mukavemeti ile sertliğinde artış, buna karşılık sünekliğinde azalma olur. Metalik malzemelerde soğuk işlem miktarı sınırlıdır. Çünkü belirli bir soğuk işlem miktarında malzemenin sünekliği sıfıra iner. Soğuk işlem sırasında atom boşluklarının meydana gelmesi ve bunların konsantrasyonun soğuk işlem miktarı arttıkça artması malzemede çatlaklara sebep olur. Çatlak oluşumunu engellemek ve soğuk işlemle azalan sünekliği artırmak amacıyla malzeme soğuk işlem sırasında zaman zaman tavlanır. Tavlama ile yüksek sıcaklıkta bir süre tutulan malzemenin soğuk işlem yapısı bozulur. Malzeme yapısının değişimini toparlanma, yeniden kristalleşme ve tane büyümesi olmak üzere üç safhada incelemek mümkündür. 5 6 ÇÖKELME SERTLEŞMESİ (YAŞLANMA-Aging) Çökelme sertleşmesi, ikinci fazın küçük tanecikler halinde matris fazı içinde çökelmesinin sağlandığı alaşım sistemlerinde mukavemet artırmada kullanılan en önemli sertleştirme yöntemlerinden birisidir. Çökelmeye karşı duyarlı olan bu alaşımlar, aşırı doymuş katı eriyik oluşturan alaşımlardır. Aşırı doymuş katı fazdan zaman ve sıcaklık etkisi ile yeni bir fazın çökelmesi sonucunda malzemenin sertlik ve mukavemeti artar. Genellikle demir dışı metal ve alaşımları (Al, Ti, Mg alaşımları) ve çok yüksek mukavemetli çelikler (Maraging çelikleri) bu yöntemle sertleştirilirler. 7 Çökelme sertleşmesi veya yaşlandırma işlemi, faz diyagramlarında solvüs eğrisi içeren alaşım sistemlerinde olabilir. Sıcaklık Solvüs eğrisi % miktarı 8 Çökelme sertleştirmesi işlemi üç kademede yapılır. Bunlar, 1. Solüsyona alma 2. Su verme 3. Yaşlandırma kademeleridir. Sıcaklık α Sıvı Sıvı+ Sıvı+α Çözündürme T1 Su verme α α+ T2 Yapay yaşlandırma çökeltileri α Doğal yaşlandırma A C %B Aşırı doymuş α Zaman Katı çözeltisi 9 10 11 Dispersiyon Sertleşmesi 12 13 Alaşım Sertleşmesi 14 15 16 Tane Boyutunu Küçülterek Mukavemet Artırma 17 18 Martenzitik Dönüşüm Sertleşmesi 19 Deformasyon Yaşlanması Az karbonlu bir çelikte deformasyon yaşlanmasının çekme diyagramına etkisi, A: Plastik deformasyon bölgesindeki herhangi bir X noktasına kadar çekilmiş süreksiz akma olayı gösteren orijinal malzeme B: X noktasında bekletmeden tekrar y noktasına kadar çekilmiş C: 100 C’de tavlanıp tekrar çekilmiş 20 Bir önceki şekilde bulunan A bölgesi, herhangi bir X noktasına çekilerek plastik deformasyona uğramış, orijinal durumda süreksiz akma gösteren az karbonlu bir çeliğe ait çekme diyagramının bir parçasıdır. Söz konusu X noktasında numuneye uygulanan yük kaldırılıp gerilme sıfıra düşürüldükten sonra, Y noktasına kadar çekme deneyi yapılırsa süreksiz akma tekrar görülmez (B bölgesi). Ancak Y noktasında numuneye uygulanan yük kaldırılıp malzeme oda sıcaklığında birkaç gün bekletildikten veya 100-150C sıcaklıklarda birkaç saat tavlandıktan sonra çekme deneyi yapılırsa, süreksiz akma olayı tekrar görülür ve akma gerilmesi Y’den Z’ye artar (C bölgesi). Süreksiz akma olayının tekrar görülmesinin sebebi, az karbonlu çelik içindeki karbon ve azot atomlarının yaşlanma safhasında dislokasyonlara yayınması ile dislokasyon etrafında bir atmosfer (Cotrell Atmosferi) meydana getirerek dislokasyonları kilitleyip hareketlerine engel olmasıdır. Bu olaya statik deformasyon yaşlanması denir. 21 Deformasyon yaşlanmasının uygulamada önemi çok büyüktür. Özellikle yumuşatma tavlaması yapılmış az karbonlu çelik saclarda, derin çekme işlemleri sırasında, süreksiz akma olayı sebebi ile malzeme yüzeyinde pürüzler oluştuğundan deformasyon yaşlanması istenmeyen bir olaydır. Çelikte deformasyon yaşlanmasını veya süreksiz akma olayını gidermek veya geciktirmek için yapılan işlemler şunlardır. 1. Ferrit fazında çözünmüş C ve N miktarlarını azaltmak için kuvvetli karbür ve nitrür yapıcı elementleri çelik üretimi esnasında ilave etmek. Al, Ti, V, Nb gibi. 2. Yumuşatma tavından sonra, küçük deformasyon oranlarında (%0,5-1,5) soğuk haddelemek ve hemen kullanmak. Uygulamada bu gaye ile yapılan haddelemeye Temper Haddesi denir. 22 Dinamik Deformasyon Yaşlanması (Portevin-LeChatelier Etkisi) 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 Konu ile İlgili Videolar http://www.youtube.com/watch?v=YobXFODkp5 https://www.youtube.com/watch?v=u54iTAXzOmE https://www.youtube.com/watch?v=07HRpIpLrcM 85
© Copyright 2026 Paperzz