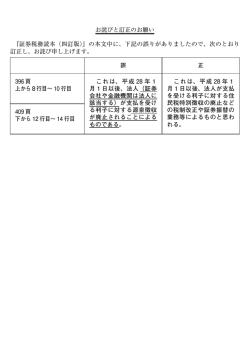
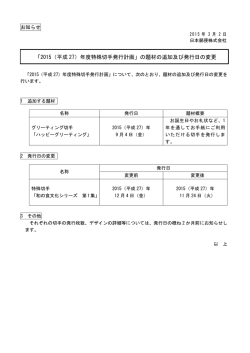
P-4 道 産 ト ド マ ツ 材 の 曲 げ 加 工 技 術 の 検 討 (北林産試) ○伊藤洋一 1.はじめに 曲 げ 加 工 は , 昔 か ら あ っ た 木 材 の 加 工 法 の ひ と つ で あ る 。 北 海 道 で は , 明 治 11年 ( 1878年 ) に 札 幌 に あ っ た 開 拓 使 工 業 局 の 木 工 所 で 馬 そ り 部 材 と し て の 曲 木 が 始 め ら れ て いる。当時の木材を軟らかくするための方法は,長い時間お湯に浸漬しておくか,または 釜 の 中 で 蒸 す こ と で あ っ た 1) 。 こ れ に 対 し , 電 子 レ ン ジ を 使 っ た マ イ ク ロ 波 加 熱 で は , 加 熱させる木材の寸法的制約はあるが,比較的短時間に曲げ加工が可能となる。マイクロ波 加熱による曲げ加工方法の特徴は,次のとおり。 1)エネルギー効率が高く,材全体を短時間に比較的均一に加熱することが可能で,変形 時の応力集中を防ぐことができる。 2)加熱させる木材にあらかじめラップを巻いておくことにより,材温の上昇とともに材 内 部 の 圧 力 が 上 昇 し , 100℃ 以 上 の 高 温 域 ま で 加 熱 す る こ と が で き る 。 3 ) 加 熱 を 効 率 的 に 行 う た め には , 曲 げ 加 工 し よ う と す る 木 材 を あ ら か じ め 飽 水 状 態 近 く まで 含 水 率 を 上 昇 さ せ て お く 必 要 が あ る 。 また, 水 蒸 気 処 理 に よ る 曲 げ 加 工 で は , 蒸 気 加 熱 に 用 い る オ ー ト ク レ ー ブ の 大 き さ に応 じ て , 比 較 的 大 き な 寸 法 の 木 材 を 加 熱 し , 曲 げ 加 工 す る こ と が で き る 。 同 時 に , よ り 高い 温 度 の 水 蒸 気 を 利 用 す る こ と で , 短 時 間 で 比 較 的 簡 単 に 曲 げ 加 工 す る こ と も で き る よ うに なった。水蒸気処理による曲げ加工方法の特徴は,次のとおり。 1)あらかじめ飽水状態近くまで木材の含水率を上昇させておく必要がない。 2)従来の熱湯浸漬やマイクロ波加熱方法に比べて,短時間(数分~数十分)で曲げ加工 できるようになる。 3 ) マ イ ク ロ 波 加 熱 方 法 に 比 べ て , 加 熱 さ せ る 木 材 の 寸 法 的 制 約 が小さい 。 4)イニシャルコストがマイクロ波加熱(電子レンジ)に比べて高い。 本 研 究 で は ,最 近 普 及 し て き た ウ ォ ー タ ー オ ー ブ ン を 使 い ,そ の 蒸 気 加 熱 機 能 を 利 用 し , 木 材 の 曲 げ 加 工 方 法 の 改 善 を 試 み た 。ウ ォ ー タ ー オ ー ブ ン を 使 っ た 蒸 気 加 熱 方 法 の 特 徴 は , 次のとおり。 1)数種の加熱機能のうち,水を与えながら蒸す機能(蒸し物加熱)を選択することによ り,事前に木材の含水率を上昇させておく必要がない。 2)従来の熱湯浸漬やマイクロ波加熱方法に比べて,短時間(数分~数十分)で曲げ加工 できるようになる。 3)マイクロ波加熱方法と同様に,曲げようとする木材の寸法的制約を受ける。 4)イニシャルコストは, 電子レンジ(マイクロ波加熱)<ウォーターオーブン<オートクレーブ(水蒸気処理) なお,当該研究の曲げ加工時には,可能な限り安価な市販の治具・工具(クランプ,シ ャコ万力,曲げ加工時に木材に圧縮応力を与えるように密着させて添える金属板,合板等 を重ね合わせて製作する曲げ型枠など)を使用した。 2.実験 ト ド マ ツ 乾 燥 材 ( 含 水 率 約 15% , 厚 10× 幅 10× 長 350mm) を ウ ォ ー タ ー オ ー ブ ン ( シ ャ ー プ 製 ヘ ル シ オ AX-2000, 定 格 消 費 電 力 1410W) に て 過 熱 水 蒸 気 加 熱 2-4) し た (第 1 図 )。 そ の条件は,次のとおり。 1 ) 加 熱 の 種 類 : 蒸 し 物 加 熱 ( 蒸 し 物 ( 強 ) モ ー ド , 加 熱 時 の 材 温 140~ 160℃ ) (温度測定には赤外放射温度計を使用) 2 ) 加 熱 時 間 : 10~ 30分 ( 加 熱 時 間 の 目 安 は , 初 期 含 水 率 15% 程 度 の 乾 燥 材 で あ れ ば 10分 , 含 水 率 50% 程 度 の 生 材 で あ れ ば 30分 ) ウォーターオーブンでの加熱後,トドマツ材にラップを巻き,材温の低下を防ぎつつ, 曲 げ 加 工 を 行 う (第 2 図 )。 繰 り 返 し ウ ォ ー タ ー オ ー ブ ン に よ る 加 熱 と 曲 げ 加 工 を 行 う こ と で , 木 材 表 面 に 「 し わ 」( 細 胞 が 破 壊 せ ず , 滑 ら か に 屈 曲 変 形 し て い る 圧 縮 ひ ず み ) が で き,少しずつ曲がりやすくなる。 加 熱 後 , 曲 げ 加 工 → 「 し わ 」( 圧 縮 ひ ず み ) を 作 る を一つのサイクルとし,これを繰り返すことによって,徐々に目的の形状に変形させる。 これを計3回繰り返した後, 1)多角形に成形される 2)材が折れる,もしくは割れ・裂けが生じる などの大きな欠点が認められなかった場合の曲率を最小曲率半径とした。 第1図 ウォーターオーブンとトドマツ材 第2図 曲げ加工(曲げ型枠使用) 3.結果と考察 曲 げ や す さ に お い て , ト ド マ ツ は 曲 げ に く い 部 類 に 入 る 樹 種 で あ る (第 1 表 )。 第1表 材 厚 10mmで の 最 小 曲 率 半 径 5) しかし,一度の曲げ加工では難しくても,ウォーターオーブンによる加熱の場合は前述 のとおり,必ずしも曲げようとする材を吸水させておく必要がない。つまり,曲げる材の 内 側 に 曲 げ グ セ を 付 け て お き (第 3 図 ), ウ ォ ー タ ー オ ー ブ ン に よ る 加 熱 と 曲 げ 加 工 を 反 復 することで,少しずつ曲がりやすくなる。概ね2~3回の反復で曲げやすさは改善された (第 2 表 )。 反復時の加熱を行うときには,2回目,3回目に要する加熱時間を短縮することができ た 。 概 ね 1 回 目 の 加 熱 時 間 の 3/4の 時 間 で 「 し わ 」( 圧 縮 ひ ず み ) を 作 り だ し て い く こ と が 可能であった。 曲げと加熱の反復によって 生 ず る 「 し わ 」( 細 胞 が 破 壊 せ ず , 滑らかに屈曲変形している圧縮ひずみ) 第3図 トドマツ材表面に生じた「しわ」 第2表 材 厚 10mmで の 最 小 曲 率 半 径 ( 改 善 後 ) 曲げやすい← →曲げにくい 注 1 ) 反 復 は , 加 熱 後 , 曲 げ 加 工 → 「 し わ 」( 圧 縮 ひ ず み ) を 作 る 工程を一つのサイクルとする。 注 2 ) 反 復 時 の 加 熱 時 間 は , 最 初 の 加 熱 時 間 の 3/4の 時 間 に 減 じ る ことができる 4.おわりに 本 研 究 で は ,ウ ォ ー タ ー オ ー ブ ン を 使 用 し た ト ド マ ツ 材 の 曲 げ 加 工 方 法 の 改 善 を 試 み た 。 そして,市販の加工治具等を使用することで、容易に曲げ加工することができた。なお、 同様の方法でカラマツ材についても検討したが,曲げ加工時に多角形に成形されることが 多く,今回は改善が見られなかった。樹種による材質の影響が認められ、今後さらに検討 す る 必 要 が あ っ た 。例えば 、 曲 げ 加 工 時 に 金 属 板 に 添 わ せ る と 共 に , 何 ら か の 方 法 で 側 面 から強く押さえるか,締め付ける等の工夫ができれば,成功例が増える可能性はあると思 われた。 以上の結果から、ウォーターオーブンの機能を適切に利用することで,少額の設備投資 で曲げ加工を取り入れた木製品の開発が期待された。 文献 1)伊 藤 洋 一 : 林 産 試 だ よ り 1997年 6月 号 , 7-9 (1997) 2)( 独 ) 科 学 技 術 振 興 機 構 : 産 学 官 連 携 ジ ャ ー ナ ル Vol.2, No.2, 10-13 (2006) 3)門 間 哲 也 , 岸 本 卓 士 , 田 中 源 基 , 高 見 星 司 : シ ャ ー プ 技 報 , 第 91号 , 40-44 (2005) 4)門 間 哲 也 , 安 藤 有 司 : 電 機 , 6月 号 , 63-65 (2005) 5)伊 藤 洋 一 : 林 産 試 だ よ り 1999年 7月 号 , 11-12 (1999)
© Copyright 2026 Paperzz