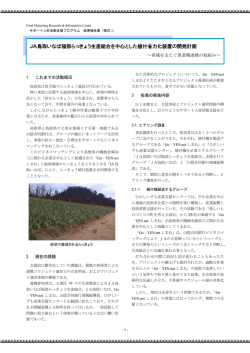
技術資料>雰囲気熱処理炉の変遷と改善に関する取り組み 149 技術資料 Technical Data 雰囲気熱処理炉の変遷と改善に関する取り組み 伊藤英樹* History and Progress of Atmosphere Heat-Treatment Furnace Hideki Ito Synopsis The oxidization of materials is the most important problem for heat-treatment. It needs a peeling process and decrease production yields. To solve the problems, atmosphere heat-treatment furnaces were developed. This paper will explain atomosphere furnaces, solutions for energy consumption improvements, and finally discuss a future atomosphere heat-treatment furnaces. 1.はじめに 2.鋼の雰囲気熱処理 雰囲気熱処理の歴史,適用の範囲は広い.当然のこと 熱処理される対象としては鋼が圧倒的に大きなウエー ながら古くは熱処理炉は大気炉であり,熱処理時に材料 トを占める.鋼の熱処理プロセスにおける最大の特徴 が酸化,あるいは脱炭することは自明の理であった. は「変態」であり,変態点を境にして結晶構造の変化が 現在でも長尺の棒材などは,密閉型の熱処理炉での処 見られ,あるいは熱処理温度,加熱-均熱後の冷却速度 理が不可能なため,必然的に大気状態で熱処理され,表層 を変化させることにより鋼の機械的性質は大きく変化す 部には厚い酸化スケール層が形成される.従って熱処理後 る.熱処理の種類も,焼入れ,焼戻し,焼準,焼鈍など のピーリング処理(皮むき処理)は必須の工程である. 多岐にわたり,焼鈍処理一つ取っても様々な処理に類別 熱処理後に規定の材料サイズを得るためには,ピーリ できる.また鋼は「炭素」の含有によってまさに「鋼」 ング処理による減少を見込んで,熱処理前の材料の径な たる機械的性質を得ているため,鉄の酸化ということ以 どサイズを決めておく必要がある.つまり熱処理という 外に,炭素が酸化されて材料から流出する,いわゆる 行為は,材料の無駄を必ず伴う行為であった. ここに解法を与えたのが雰囲気熱処理であり,真空熱 処理である.どちらも熱処理中の処理材の酸化反応をな くす,もしくは抑制することにより,この「材料の無 駄」をなくすアプローチであり,ピーリング処理という 手の掛る工程を省く試みである. 本論では,雰囲気熱処理の説明と改善の歴史について 述べることとする. 「脱炭」という現象も,雰囲気熱処理上無視できない重 要なポイントである. 2. 1 雰囲気熱処理の試み① 鋼を酸化させないために何をするかとなると,当然の ことながら O2,あるいは分子構成上酸素を持った水蒸 気,CO2 などの雰囲気を処理材の周りから除外すること である.もっとも簡単なものは,不活性ガスで充満した 2013 年 10 月 25 日受付 *大同特殊鋼㈱機械事業部(Machinery Division, Daido Steel Co., Ltd.) 150 電気製鋼 第 84 巻 2 号 2013 年 容器の中で熱処理を行うことにより,これらの雰囲気を 除外し,酸化を低減する方法である. しかしながら,酸素分圧,水蒸気分圧などを理論平衡 上酸化しないレベルに低減することは現実的に不可能で ある.従って材料の酸化,脱炭は避けられない. 一方 Fig. 1 に示すように,比較的低温であれば,熱処 理時間はせいぜい 20 h程度であるため酸化反応の進行 レベルは少ないといえ,歪取り,低温焼鈍などでは,不 活性ガス下での熱処理が現在でも行われている. もっとも真の不活性ガスである Ar などは非常に高価 なため,N2 が雰囲気ガスとして用いられることが多い. Fig. 2. Increasing amount of oxidization of various steels (1000 h). 2. 3 雰囲気熱処理の試み③ 鋼の熱処理をする場合,鉄の酸化よりも炭素が酸化す ること,すなわち脱炭を防ぐことが難しく,その対策が 肝要である.そこで登場したのが,理論的に脱炭しな い,かつ浸炭もしない平衡状態の雰囲気を作り出し,熱 処理を行うという試みである. Carbon・Potential・Factor (PF値)による雰囲気制御 Fig. 1. Increasing amout of oxidization of Carbon steel 鋼と CO-CO2 ガスの脱浸炭機構は and 5 % Cr-0.5 % Mo steel (600 (℃ )). 3Fe+2CO ⇔ Fe3C+CO2 すなわち Boudouard 反応 2. 2 雰囲気熱処理の試み② Fig. 2 に示すように,ステンレスでも酸化が無視でき ない温度になると,N2 などの雰囲気下での無酸化処理 2CO ⇔ (C)+CO2・・・・・・・・(1)による ((C) はγ中の固溶 C,遊離 Cementite:Fe3C の C) は難しくなる.よって材料が酸化しないよう,周囲の雰 囲気に H2 を添加し還元雰囲気を保つ手法が適用されて (1)式を平衡定数 K1 とガス分圧を用いて表すと いる. H2 をわずか雰囲気に添加するだけで,雰囲気中の O2 はほぼ 0 となる.これにより材料の酸化を防ぐことが できる.一方 Fig. 2 に示すように,H2 との反応により H2O が発生し,H2 と H2O の分圧により酸化,或いは強 脱炭雰囲気になるので注意を要する. H2 は極めて還元力が強いので,雰囲気中の O2 のみな らず,処理材の持ち込む酸化スケールをも強力に還元す る.これにより H2O が発生するため処理材の管理には …………………………………… (2) acは炭素の活量で ………… (3) (2) , (3)式より ……………………………… (4) 細心の注意を要する.酸化もしくは脱炭温度以下で還元 従って,炉内の CO2,CO 濃度の分析・制御をするこ 処理を行い,その後昇温する手法も考えられるが,還元 とにより脱浸炭なしの雰囲気にすることができる.弊社 に要する H2 量は膨大でコストは非現実的なものとなる. では雰囲気の管理指標として「PF」値を用いた方法を 採用している. 技術資料>雰囲気熱処理炉の変遷と改善に関する取り組み これは,吸熱形ガスと呼ばれる高 CO,高 H2 雰囲気 151 は,H2,CO が含まれる. ガスを用いて熱処理が行われる.鋼を無脱炭処理する方 この排ガスから,酸化性雰囲気である H2O,CO2 を吸 法としては理想的な処理方法といえ,現在でも最も代表 着,除去し精製してから炉内へ送ることで,炉内に還元 的な雰囲気熱処理手法である. 性のガスを構成することができるという装置である. 当社では,温度と雰囲気を同時に協調自動制御できる 吸着は専用の吸着材を内包した吸着塔で行われるが, バッチ炉を開発し,業界に広く使用され好評をいただい 一定量の吸着を行った後には吸着材を真空ポンプを用い ている.現在それは STC Ⓡ炉(ショートタイムサイクル て吸引することにより,吸着材から吸着ガスを分離し再 ですぐ次の処理に取り掛かれるバッチ炉)として広く認 生させる必要がある.よって連続的にこの装置を稼働さ 知され,弊社の代表機種の一つとなっている. せるためには吸着塔は必ず対にして,交互にバルブで系 また,この手法の利点の一つは,意識的に浸炭させた い場合にも雰囲気を調整して対応が可能なことである. 統の切換えを行い,吸着と再生を繰り返す必要がある. この方式では,炉内雰囲気ガス用の専用のガス発生装 そればかりでなく,素材の性状が悪く素材の時点でいく 置が要らなくなるばかりか,雰囲気ガスを生成するため らかの脱炭層が存在する場合でも,もちろん脱炭レベル の原料ガスさえ必要としないという点で画期的であり, にはよるが,脱炭をリカバリーするいわゆる復炭処理で 省エネへの貢献度は非常に高い.我々はこの装置を GG さえ可能である.他の雰囲気ではこのような浸炭,ある レスバーナ(ガス発生装置を不要とするバーナ)と呼ん いは復炭処理を行うことは不可能である. でいる. 脱浸炭を制御する手法としては理想的と言える一方, 鋼中の炭素の平衡状態を保持する考え方であるため,他 の金属,例えばクロム鋼などの合金鋼を処理する場合に は,より酸素と反応しやすいクロムに対しては酸化性雰 囲気となる.この場合にはクロムが選択的に酸化される ため,熱処理後の酸洗ではクロム酸化物の除去を考慮す る必要がある. この点においては,H2 などの還元力の強い雰囲気で の処理を選ぶことが適切であり,クロムの酸化物発生を 抑制した熱処理に努めることにより酸洗処理の負荷が軽 減されるといわれている. 3. 雰囲気熱処理炉の省エネルギー 省エネおよび環境対策は,工業炉に常に付いて回る永 遠の命題といえる.どちらの命題も時代の移り変わりに 伴い要求は強くなっていくばかりである. ここでは,雰囲気熱処理炉に関する省エネの試みを紹 介する. Fig. 3. Flow sheet of gas generator. 一方,この装置は発熱型ガス発生装置であるため,発 生する H2,CO 量は多くはない.従って脱炭平衡レベル 3. 1 雰囲気熱処理炉の省エネの試み① の高い熱処理をする場合には GG レスバーナを N2 の代 Fig. 3 に示すのは,炉内蔵形バーナ燃焼式ガス発生装 替雰囲気としての目的にとどめ,別途吸熱形ガス発生装 置の系統図である.この方式では,バーナ燃焼熱はまず 置を準備して,雰囲気ガスとして併用して使用する.N2 は炉内に放散され,熱処理材の昇温に寄与する.その意 の代替雰囲気としてもランニングコスト削減効果は非常 味では熱処理材加熱用のバーナという役割の一つを担っ に大きい.(Table 1) ている. 一方,炉内ガス生成の目的のため,空気を理論燃焼空 気量より少なく設定して燃焼させるため,排ガス中に 152 電気製鋼 第 84 巻 2 号 2013 年 Table 1. Energy saving estimation of gas generator. Electric power Consumption Gas generator 150 m3 (N)/h N2 bonb 150 m3 (N)/h Cost N2 gas Consumption Cost Total cost Gain : 34.4×106 yen/y 13 kVA 195 yen/h 0m3 (N)/h 0 yen/h 1.56×106 yen/y 0 kVA 0 yen/h 150 m3 (N)/h 4500 yen/h 36×106 yen/y 雰囲気ガスを用いてパージ,置換することにより大気の 侵入を抑制してきた.しかし,室内の O2 濃度を 1 % に 置換するために室容積のおよそ 3 倍,0.1 % に下げるた めには 5.3 倍もの無酸化雰囲気ガスを必要とした. これに代わって登場したのが真空パージ方式である. (Fig. 5)前室,後室を真空に耐えうる構造としなければ ならないが,室内を真空に引くことで簡単に室内の雰囲 3. 2 雰囲気熱処理炉の省エネの試み② 従来の設備は,無酸化雰囲気ガスが充満した加熱室と 気置換ができ,必要な雰囲気ガス量も室容積と同じです むため,雰囲気ガスの使用量が大幅に削減される.また この方式の優れた所は,高性能な真空ポンプを用いるこ 外部を遮断するために,加熱室の前後に前室,後室を設 とにより,前室,後室の置換レベルを追求できるため, 置し,熱処理材はこの部屋を経由して外部と炉内を行き 外部からの大気侵入をほぼ完全にシャットアウトした高 来する. (Fig. 4)この室内を事前に加熱室と同じ無酸化 純度な雰囲気を形成できる点にある.これは,後述する 極低酸素,極低露点窒素オンリー炉の実現のためには無 くてはならない方式である. Fig. 4. Outline of continuous heat treatment furnace with front / rear chamber. Fig. 5. Outline of continuous heat treatment furnace with vacuum chamber. 技術資料>雰囲気熱処理炉の変遷と改善に関する取り組み 4.今後の雰囲気熱処理 Table 2. Gas saving merit of GG less system. Endothermic gas 現在の熱処理炉に求められる要求として,更なる高 品質処理への対応がある一方,環境対策,省エネルギー, ランニングコストの低減などがあるが,今後さらにこ れらの要求が強くなっていくことは想像に難くない. 153 Consumption N2 only heat treatment furmace Conventional Cost Total cost 0m3 (N)/h 0 yen/h 0 yen/y 150 m3 (N)/h 3300 yen/h 26.4×106 yen/y Gain: 26.4×106 yen/y 本論では,今後の雰囲気熱処理への取り組みについ て述べることとする. 4. 1 極低酸素,極低露点窒素オンリー 熱処理炉 4. 2 高性能雰囲気熱処理炉 前述の,理論的に脱浸炭の平衡状態の雰囲気を形成 する時に,高 CO,高 H2 ガスを持つ吸熱形ガスの他に, 2.1 でも述べたように N2 雰囲気だけでは脱炭を防ぐ ベースガスとして N2 を使用する.雰囲気の管理指標で ことは困難である.それは理論的な平衡状態にするこ ある「PF」値を上昇させたい時は吸熱形ガスを炉内へ投 とが極めて困難であるからである.しかし一般に許容 入し,逆に「PF」値を下げたい時は N2 を投入している. 脱炭レベルという指標があり,JIS でも許容脱炭レベル 「PF」値の上げ下げの制御を容易に行うためには,吸 を規定している. すなわち完全な無脱炭で無くとも熱処理として受け 入れられる,あるいは微量に脱炭していることが熱処 理条件であるというケースもある. 熱形ガスおよび N2 のそれぞれの量のバランスは重要で ある. 一方吸熱形ガス中に含まれる H2 は,直接は熱処理の脱 浸炭の制御に寄与していないが,H2 の持つ高い熱伝導率, 極低酸素,極低露点窒素オンリー熱処理炉とは,炉 高い熱伝達率などは熱処理材の効率的昇温,熱処理材の均 内 O2 量,H2O 量を極低レベルに管理することにより, 等な温度分布などに寄与する.H2 が 100 % の熱処理炉は N2 以外のガスを用いることなく脱炭レベルを制御する 強い還元性のみならず,この様な H2 の物理的な特性を利 試みである.熱処理対象が線材コイルだとすると,線 用している.しかし前述の如く,水素炉は熱処理材の酸化 材径と処理材の重量から材料の表面積が分かる.処理 スケールなどの表面性状管理に細心の配慮を要する. 材表面が一様に脱炭するとして,脱炭深さ×処理材表 そこで,脱浸炭の制御を吸熱形ガスを用いて行うこと 面積から許容 O2 量,許容 H2O 量の目安を付け,脱炭が を基本としながら,「PF」の制御性を確保するための N2 許容できるレベルに制御する手法である.この方法で に替えて H2 を導入することで,両者の良い特徴を両立 は前述の真空パージ室の設置が必須であり,加熱室内 できないかという試みを模索している. への外気侵入をシャットアウトしている.また,投入 ランニングコストの増加,設備費用の増加など問題は N2 の純度も厳しいレベル(露点< -80 ℃)が要求され あるが,熱処理時間短縮により吸熱形ガスの使用量を削減 る. できる可能性もあり,今後のテーマとして期待がかかる. この思想によって提案される熱処理炉は以下の様な 優れた特長を持つ. ① 可燃性のガスを使用しないため,理論的に炉内で異 常燃焼がおこらない. 5. 終わりに 雰囲気熱処理炉についての変遷と改善への取組みにつ ② 炉内に COガスが存在しないため,環境に優れる. いて記述してきた.最後に,ランニングコスト削減,環 ③ 吸熱形ガス発生装置が不要なため,ガス発生装置の 境への雰囲気炉の提案と,一方その対極にあるといえ イニシャルコストのみならず,ガス生成に関わるラ る,より高品質な熱処理を行うための雰囲気炉という 2 ンニングコストを要しない. (Table 2) つの提案を行った. ④ 脱浸炭レベルの異なる材料を処理する時に,炉内の 雰囲気炉に対する顧客および環境保護の観点からの要 必要「PF」を変更するための時間,コストがかから 求は,これからも変化を続けると思われる.それを踏ま ない.つまりチャンスフリーの熱処理炉である . えて常に新しい取り組みを継続して行きたい.
© Copyright 2026 Paperzz