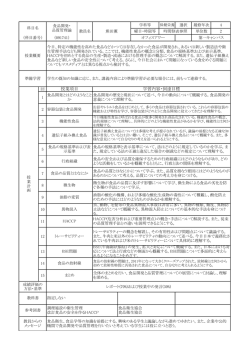
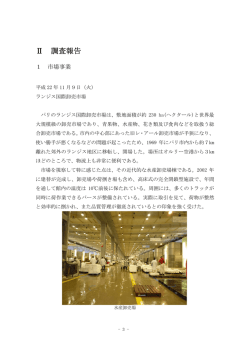
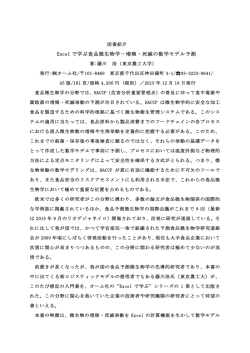
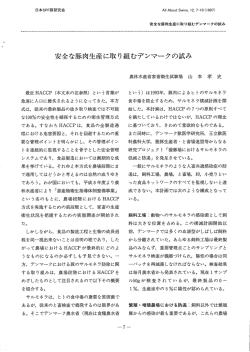
参考資料編 参考資料 1 HACCP 導入研修会 第 1 部配付資料(全会場共通) 参考資料 2 HACCP 導入研修会 第 2 部配付資料(各会場開催順) 三重会場、京都会場、栃木会場 群馬会場、愛媛会場、大阪会場 福井会場、鳥取会場、東京会場 参考資料 3 HACCP 導入研修会 第 3 部配付資料(全会場共通) 製造の流れ 原料入荷 非加熱 食品 生鮮, サラダ等 異物混入防止対策を強化し 認証まで視野に入れた 一般的衛生管理とHACCPの構築 加熱 食品 2011年 (株)フーズデザイン http://www.foodesign.net/ 社内、組織内以外への複写、配布禁止 製品出荷 下処理 組立 調理 冷却 包装 下処理 組立 加熱調理 (HACCP) とどめ 冷却 包装 結局 一般的衛生 管理 全てが 一般的衛 生管理 ここが汚 かったら ダメ ここで殺菌 しても 1 食品の品質と安全(考え方と対策) 製造の流れ 安全活動 の比率 80%が 一般的 衛生 管理 食品製造は 異物,細菌との 戦い まだ細菌,異 物が,残って いるかも …… とどめ を刺す 加熱殺菌 金属探知器 X線探知機 製造環境をきれいに すれば異物 (ゴミ,細菌,ウイルス,カビ,虫) が少なくなる 安全な原材料を購入する 3 導入手順1 導入手順2 そして 認証 HACCP 人 清掃 物 →の→ 洗浄 機 殺菌 器 一般的衛生管理 購買 トレーサ ビリティ PP=PRP= Prerequisite Programs = 一般的衛生管理、一般原則 2 4 1-3施設内の合理的な流れ(製造動線)と配置(衛生区域分け、ゾーニン グ)をし、微生物、アレルゲン、人、物の交差(相互接触)汚染の防止 ゾーニングされていないと、交差汚染が起る 1-1専門家チームを編成する 汚染ゾーン 凖清潔ゾーン 清潔ゾーン 原材料外箱の埃や虫が→ 下処理を汚染 下処理の汚水が→ 清潔ゾーン 製品を直接汚染 ← 段ボールの埃が 5 1-2環境,建物,装置の性能と汚染対策 調理場所を汚染 汚染ゾーン 凖清潔ゾーン 製品パック表 面を汚染 ← 倉庫の埃が 7 段階は、3段階と2段階 汚染 準清潔 清潔 準清潔 汚染 製造導線 小型工場やEU対応工場は、2段階での対応が出来る 汚染ゾーン 6 清潔ゾーン 汚染ゾーン 8 ゾーニングされ、製造動線が[合理的な流れ]に改善された例 3段階の方が防除効果は大きい 清潔 準清潔 汚染 コンベ ア オーブ ン 冷却 原材料 冷蔵庫 凖清潔 準清潔 清潔 入 荷 口 汚染 調理室 生地調合 虫の侵入度 内包装 原材料 常温庫 汚染 金属探 知器 フィル ム 汚染ゾーン 清潔ゾーン 出 荷 口 汚染ゾーン 9 改善例 原材料 冷蔵庫 原材料 常温庫 出 荷 口 キャスター 製造 従事者(2階から) 包材 11 コンベ ア オーブ ン 冷却 内包装 ハード隔壁にスライドドア 金属探 知器 包材庫 扉 扉 包材庫 調理室 ゾーニン グされて いない 製品庫 キャスター 梱包 仕切りの方法 改善前 生地調合 入 荷 口 段ボー ル 製品庫 製造 調理,梱包, 包材の動線 が交差,混乱 従事者(2階から) ハード隔壁にスゥイングドア 梱包 10 簡易衝立にビニールシート ビニールカーテン 12 ゾーニング方法の比較 ラインでゾー ニング 道路標示に 使うテープを 使える 工具の置き場所を、病室用吊 りカーテンで囲った チェーンで ゾーニング 調理室と盛り付け室の間を パススルーの冷蔵庫と棚で ゾーニングした 13 冷蔵倉庫内のコート置き場 をカーテンで囲った ビニールカーテンの裾が汚 れる場合、床から15センチ カット 仕切効果 見通し 変更の容易さ コスト ハード隔壁 ◎ △ × 高 スライドドア ◎ △ × 高 スゥイングドア ○ △ △ 高 ビニールカーテ ン ○ ◎ ○ 中 衝立 △ ◎ ◎ 低 チェーン △ ◎ ◎ 低 ライン △ ◎ ◎ 低 なし × 距離あれば△ ◎ ◎ なし 気流に注 意 15 ゾーニング計画中 移動制限とパスボックス 清潔ゾーン内にあった下処理場所を、 コンベア越しの区切り 囲って凖清潔ゾーンにした 14 16 食品施設デザイン作成 1-4食品と資材を衛生的に取り扱う 購入した資材(例えば、原料、材料、化学薬品、包装材)、供 給品(例えば、水、空気、蒸気、氷)、廃棄(例えば、廃棄物、 排水)及び製品の取扱い(例えば、保管、輸送)の管理 開封した袋はプラスチック コンテナに入れる 篭、まな板などの色分け 入荷時の温度チェック 賞味期限管理 特定原材料置き場 17 19 洗浄剤、殺菌剤の保管 入荷時の 検査確認 交差しない衛生的保管 18 20 アレルゲンの管理:物理的汚染:以下の汚染から守る 洗剤などを1ヶ所にまとめておき、各作業室には小さいボトルに入れて持っていく ・製造製品の交換時の交差汚染 ・洗浄の不備 ・隣接する加工場所からの汚染 ・製造順序による接触あるいは交差汚染 ・材料の接触 鍵のかかる柵内に置く 液垂れ受皿付きラック 清掃用具も含めて 専用倉庫に保管 小麦粉と蕎麦粉の 両方を使う攪拌機 保管温度基準を守る 食品機械用オイルを使う (NSFのH-1 規格) 冷気流出防止カーテン 21 23 1-5ユーティリティ(水,動力源,空調)の安全安定供給 保管方法 以下の4つのカテゴリーのものを、製造動線にあわせて置き場所を決め る。 1)食品 原材料 半製品 製品 2)包材と関連するラベルなどの資材 3)化学物質 殺菌、洗剤、殺虫殺鼠剤などの危険物 4)廃棄物 水の安全確保 製造製品に合わせた検査頻度を決める 水が原材料になる製品(例えば氷)は毎日、清掃洗浄に使うだけの工 場→半年ごと、など 受水槽 水道水を受水槽に受けている場合、蛇口からの水質検査が必要 水の官能も含めた検査 冷蔵庫内置き場所 置き場所を決める マップを作る 塩素濃度測定 22 水質基準と検査 24 湿度:除湿、結露とカビ防止 使用水の検査シート タイマー付き扇風機で 洗浄後素早く乾燥 25 27 低温作業室の温度、3つのカテゴリー この刺身切り身室は15℃設定 厨房内の温度計測と記録 工場内の設定温度基準 26 28 照明の明るさと破損対応 29 1-6清掃洗浄メンテナンスをやりやすくする 異物混入の元を無くす 31 床からの高さ 清掃、洗浄を効率良く行えるようにする 清掃:清掃不要の場所を考える → 簡単に清掃できる方法を考える → 残った場所をしっかり清掃洗浄:食品が直接接触する面をしっかり 洗浄する 汚れが付きにくく、落ちやすく改善する キャスター、又はパレット 15センチ(カリフォルニアの衛生管理規制) 25センチ モップや箒を余裕を持って入れられ る高さ。 60センチ 床からのはね水汚染がない高さ。 作業台の高さ 壁からの距離 15センチ 清掃が出来る最低の長さ。 45センチ 倉庫の壁からの距離。(AIB参考/通路 幅やフォークリフトの作業スペースのために、 壁から45cmのスペースを確保できない場合には、 壁際にラックを設置することができること) 30 32 脱落、割れ、欠けなどの防止 ネジの落下事故防止のため、ネジを除去して、はめ込みに改造した 印をつければ、緩み検査を 目視で簡単に出来る 時々外すネジを 超ネジに変更した 33 ナットを固定した 脱落防止ネジ 35 箱の留め金が混入 糊付けに変更した 裏側を15センチ以上空ければ 装置の背面が壁に密着していて 清掃出来ない。 汚れが中に溜まり 清掃洗浄しやすい ブラシの破片が入らないように 使用限界を写真で示した 青色の手袋なら破れて 混入しても見付けやすい (ニトリルを使う) 洗浄出来ない 中央には位置すると清掃しにくい隅が無く なり、清掃洗浄のコストダウンにもなる 壁面に接着すれば清掃不要になる(オー 34 バーフロー無しのシンクが良い) 金属探知器の修理に 布テープを使った アルミテープ、ステンレステープは、恒久修理に便利 36 1-7頻度を決めて確実に 清掃洗浄メンテナンスを実施し効果を検証する 取っ手対策 取っ手が汚れている 肘開けにする メンテナンスの頻度も決める 清掃分担表 但し、製造機械は重要なので 出来る担当者がやる 37 清掃しやすく、使いやすい イレクターシステム 39 手順書(清掃洗浄マニュアル) 写真を使うと分かりやすい 変更も簡単 38 40 ふき取り検査 ゴミの扱いマニュアル 包材、副資材の廃棄物を 間違えて製品に入れない工夫 ゴミ置き場のシャッター 隙間をバーブラシで塞いだ 現場で常に捨てているゴミ入れは 蓋無し。 一時保管のゴミ入れは蓋付きにする 廃棄物動線 魚卸売市場のアラ保管庫 冷蔵、オゾン使用 41 43 1-9防虫防鼠(侵入と内部発生を防ぐ) 化学物質を使わない防虫 1-8廃棄物、排水で、汚染しないようにする 動線を正しく、廃棄物排出はためずに頻繁に、排水と廃棄物関係場所の清掃をする。 排水、廃棄物の動線を図面に書き込む 動線が正しいかどうか検討する 廃棄スケジュールが決まっているか 決まっていない場合、検討 方法、マニュアルの作成 ごみ箱に廃棄スケジュールを書き込む方法もある 改善案を検討する 42 44 隙間をバーブラシで塞いだ 防虫カーテンの色は グリーンが良い 搬入出口には強力捕虫機 専門業者によるモニタリングと改善レポート 45 47 1-10個人衛生の設備と方法、ルール 定期的、継続的な教育訓練を行い、維持させる 教育の時間を決める 毎週水曜日の昼休み後、13:00〜13:15 とか 毎日1分間 そして、一回の教育に一つだけを教える。 教えた内容を次の教育まで貼り出し、ファイルしていく。 食中毒はなぜ起こるか、それをどうしたら防げるか、工場は如何に大事 な仕事をしているかを全従業員に教える。 手洗い後の検査 規定、ルール 粘着ローラーマニュアル 46 48 入場と退場の手順 49 51 50 52 手洗いの徹底 導入手順2.HACCPの構築と実施の仕組み作り フローを検討中 CCPの測定温度計 原材料の 安全性情報 CCPの記録中 2-1,2対象製品を、まず、一つ決める 製品の仕様、使用法について確認する 食べ方、使用法について確認する 53 55 農薬使用記録 一般的 衛生 管理 HACCP 重要な 一般的 衛生 管理 HACCP 一般的 衛生管理 54 56 漬物の例 魚介類の産地証明 57 製品の安全性情報 59 製品に直接又は間接的に接触する物の安全確認 コンベア、コンテナ、サンテナ、容器、包材、手袋、食品機械の接触す る部分、ガス、蒸気 58 60 2-5重要管理点を決定する(CCP) 2-6オペレーション前提条件プログラムを設定する 2-3製造 工程をフ ローダイ アグラム として示 し、現場 で確認す る 加熱殺菌の 温度確認 金属探知器 清掃洗浄 重要な場所を 拭き取り検査 合格なら作業開始 清掃洗浄 目で見てきれいか 61 63 2-4危害分析を行なう 工程名を入れ その工程で、どのような危害(ハザード があるのか、予想されるのかを、最初 は1〜2件、入れていく 予防をする 62 64 2-7管理基 準を設定 する ATP検査 OPRP 65 67 2-8モニ タリン グ方法 を設定 する 66 モニタリング 方法 ↓ 監視、測定 方法 68 改 善 措 置 の 方 法 を 設 定 す る 加熱殺菌のCCP フライ後の中心温度測定 CCPの記録 スチームコンベクションオーブン 調理温度設定と温度測定 冷却工程の0PRP 69 71 2-9改善措置の方法を設定する 記 録 の 維 持 管 理 方 法 を 決 め る 70 72 フローチャートにCCPと0PRPを追加する 73 75 チェックリストのフォーマットを整える CCPと0PRPの詳細をまとめる 74 76 弁当 惣菜 など 製品 が 多い 場合 リテイル HACCP 77 79 2-10検証手順を設定する ドリップ検査 細菌検査の結果を発表する ATP検査器と検査結果 78 食品の指導規格基準 検査キット による検査 80 検査、測定、モニタリング機器の検証、校正(精度確認) 温度記録シート パソコンに記録 ファイル保管 温度計の精度検査 温度計の誤差検査記録 記録の規定 81 83 2-11記録の維持管理方法を決める 記録の注意、ポイント 多くなり過ぎないように コンピュータなどによる自動記録を最大限に活用する。 集めやすいようにする 関係者がすぐに見れるように 問題があったとき、短時間でその記録を取りだせるように。このためにシュミレーショ ンを常に 行う。 作った人、承認した人などを明確にする。 改訂した場合は、どの部分を改訂したか、わかるようにしておく。 関係する総ての業務の記録について、効果的な保存方法を決め、マニュアル化を図 る 82 ある工場の記録リスト 84 工場略図に記録事項を表示 85 導入手順3マネジメント 3-1回収になった場合の手順と訓練 87 3-2トレーサビリティの構築と取引先との連携 表示を間違えない 86 88 最近の回収事故の54%が表示ミス 取引先との連携 自分の工場内だけで安全は確保出来ない。取引先と一体になって安全を確保する仕組みを作 る 外部(フードチェーン)との連絡責任者を明確にする。 ・取引開始前のお互いの工場視察 ・主原材料のサプライヤーへの定期的訪問:例えば、2年に一度の工場視察 ・購買する原材料(包材などの副資材含む)の定期的検査、あるいは証明書 ・問題があった場合の対処評価 ・トレーサビリティシステムの定期的(例えば毎年)確認 ・販売先における使用又は小売り状態の定期的視察、製品の扱いの評価 ・倉庫、物流の安全性評価 ・コミュニケーションの記録と保管(商談レポートと、安全性に関する情報 の共有) ・行政(保健所など)との連携状況確認 89 91 3-3教育の仕組みを作って実施 90 92 93 95 3-5安全活動が正しく機能しているか 年に1〜2回監査する 3-4再発防止が出来るようにする 効果的な洗浄方法を確立 94 96 工場名( )チェック年月日( ) チェック者名( ) 監査 シート 例 1 2 3 4 5 6 7 8 運営・実施・チェック・点検 施設設備の衛生管理 施設設備の維持点検 従事者への衛生教育 従事者の個人衛生 防虫防鼠対策 原材料、半製品、製品の保管の衛生管理 CCP 製品の検査(内部、外部) 採点 以上の採点:各項目6点 5項目(内容・頻度・担当者・確認者・記録)を決めて実施されている→2点 記録を付けている→さらに2点プラス 記録を(例えば毎月工場長が)点検監査している→さらに2点プラス (※ある程度行なっている→1点 行なっていない→0点) 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 施設・設備・ルール・マニュアル・製造・検証・監査 製造作業動線が、汚染→準清潔→清潔→準清潔→汚染、となっているか 食品材料、製品を直接床に置かない設備と方法になっているか? 清掃しやすい対策がされているか?清掃洗浄の資材は適切か? 食品が直接接触する面の洗浄に特に注意を払っているか? 食品がむき出しになっている上や周りに異物混入元など危険なものが無いか? 結露、結霜、結氷などの問題がないか 使用水の水質検査は使用する水にあわせて行われているか? 排水、廃棄物が製品を汚染する危険が無いか?収容場所と容量は適正か? 危険物(潤滑材、燃油、殺鼠剤、洗剤、消毒剤)などの混入の危険性はないか? 製造施設の、原材料、容器、製品の各保管施設は明確に区分されているか 各製造室は製造物の危害にならないように温度管理がされているか 清掃終了後、湿度低減対策がとられているか?清掃道具の置き場所は適切か? 製造管理記録(原材料、製造、出荷、品温、時間、各工程の担当者など)はあるか? 細菌検査、汚染状況検査(ふき取り検査など)、定期的な検査を行なっているか? 施設内に、ネズミ、昆虫、塵埃が侵入しない構造、対策になっているか? 製品の目視観察を容易にする照明になっているか? 入場のためのサニタリールームなどの設備はされているか?作業衣・帽子は適切か? 原材料、特に生鮮など危害の元になりそうなものの検収は厳しく行われているか? トレーサビリティー:原材料の追跡、製品に使用した原材料の照合が出来るか? 製造工程と危害分析(HA)、対策(総括表)は出来ていて、検討されているか? HACCPとPP(一般的衛生管理)の見直しは、最低年1回されているか? 全ての記録の保管は誰でもすぐに見れるようにされているか? 製造と衛生管理作業のマニュアルは整備され、活用されているか? クレームと回収対策が準備され、将来の運営に活かされるようになっているか? 輸送車、配送車の衛生管理と温度管理は出来ているか? 外注の場合要請しているか? 正常に運営されているかの、内部・外部監査のシステムが出来ているか 以下の採点:各項目2点 採点 HACCP手法支援法による 高度化認定 自治体HACCPと ISO22000の認証 合計100点満点→ 備考・特に気のついた点 管理者・監査者名( )日付( ) 97 各種認証の解説と選定の考え方 規格 ISO22000 ISO22002 PAS220 FSSC22000 AIBフードセーフティ 概要 窓口 世界レベルの食品安全マネジ ISO審査機関 メント規格 米国パン協会の国際基準 異物混入対策に強力 乳・乳製品、食肉製品、容器 総合衛生管理製造過程 包装詰加圧加熱殺菌食品、魚 肉練り製品、清涼飲料水 農林水産省と厚生労働省の基 HACCP手法支援法高度化基 準 準 2013年までの時限立法 県、市での独自の食品安全管 自治体HACCP 理認証 99 惣菜工場の取り組み事例 何故、HACCP合同研修に参加したか? レベル 日本国内全域 と海外輸出出 の販売製品 上と同じだが、 日本パン技術 特に異物混入、 研究所 防虫を強化し た基準 保健所、厚生 日本国内全域 労働省 での販売製品 ある程度の施 関係二十数協 設整備が伴う 会 場合 自治体範囲内 各自治体 での製品販売 ◎動機は・・・・・・ *商品クレームを減らしたい! 夏場には月に9回の商品クレームの時もあった。 *衛生についての知識を得たい! 衛生強化について頭では理解していても、手法が知らなかった。 輸出の場合:米国、EUとも、保健所経由で各自治体の担当窓口 98 100 従事者の衛生教育 取り組みにあたっての不安は? *1ヶ月1回 全員学習会 クレームから学ぶ! • 研修期間2年間、継 続できるだろうか? *年2回 依頼学習会を 開催! • テキストのぶ厚さにビックリ! *新入者への 衛生マニュアル 指導! • 現状よりも一歩でも良く なればいいや!の開き直 り!! グリッターバグ 2002年10月24日講師 加藤さん テーマ 『手洗いと爪ブラシ』 101 この間の取り組みと改善(1) はじめに取り組んだこと *取り組みが進めやすくするため、 工場を6グループに分けたこと! 103 異物・髪の毛混入防止のために 1.寿司ブロック -その1- *作業従事の服装 2.盛付ブロック 株式会社 協同食品 工場基礎図 2002年度現在 原材料納品口 資材置場 原材料室 倉庫 ごみ室 洗米室 チーム編成 3.調理ブロック ボイラー室 冷凍庫 冷凍庫 A B 4.配送ブロック 商品排出口 調理室 寿司作業室 ピッキン グ室 商品排出口 冷蔵庫 盛り付室 配送員出入り口 5.事務・仕入ブ ロック 伝票入 伝票 手洗場 事務所入り口 *寿司調理に すぐ発見できる ように使い捨て 手袋を青色にする。 他は、赤色使用!! 休憩室 事務所 トイレ ロッカー 6.店舗ブロック 従業員出入り口 102 104 この間の取り組みと改善(2) この間の取り組みと改善(4) 異物・髪の毛混入防止のために -その2- 拭き掃除をし易くするために -1- *髪の毛落下防止のため、ローラを2箇所に設置した。 *作業台の下に物 を置かない。 棚板の上げ床を検 討中(モップが入 る高さ25cmに) + 25cm 『手洗い後』 『着替えてすぐに』 105 この間の取り組みと改善(3) この間の取り組みと改善(5) 目視点検強化のために 掃き掃除をし易くするために -2- 品 *作業場の照度を 測定してもらう。 200ルクス以下 4箇所改善必要! 107 作業場照度 単位ルクス 倉庫 納品口 資材置場 原材料室 ごみ室 洗米室 ボイラー室 冷凍庫 A 220 160 冷凍庫 250 B 430 調理室 200 *簡易作業台(納品バット)をラック棚に変え、 掃除がし易いように改善した。 240 600 340 寿司作業室 180 400 ピッキン グ室 460 500 120 盛り付室 配送員出入り口 冷蔵庫 180 420 伝票 手洗場 事務所入り口 休憩室 事務所 トイレ ロッカー 従業員出入り口 盛り付け室 寿司作業室 106 振り分け室 108 この間の取り組みと改善(6) この間の取り組みと改善(10) 排水溝の水溜りをなくするために 拭き掃除がし易いようにするために -3- *調理室の排水溝改修工事する。 *モップが入りやすく するために、 ブロックを半分に カットし、シンク の上げ床をした。 109 この間の取り組みと改善(9) シリカル塗装 111 この間の取り組みと改善(7) 外冷蔵庫内の掃除をし易くするために -4- 換気扇内部の掃除を楽にするために *調理室の天井換気扇にフィルターを取り付 け、交換頻度を1ヶ月1回とした。 *ラッツク棚が乗ら ないように、スノ コを切り、はずし 易いようにした。 2001年2月16日 研修時を 参考 110 112 この間の取り組みと改善(8) *冷蔵庫の棚を洗浄し易くするために *庫内保管を直置きしないために この間の取り組みと改善(12) 防虫・防鼠対策 • キャンブロ製のカムシェルビングとダネッジラックに 改善する。 -その1- *ゴキブリ対策 ○伝票置場の床穴を 塞ぐ *飛来虫対策 ○作業場入室ドアの隙間 を塞ぐ 113 この間の取り組みと改善(11) 115 この間の取り組みと改善(13) 専門業者委託による清掃 防虫・防鼠対策-その2- *フードのひどく汚れた 時は、専門業者委託し た。 *フライキャッチャー 3箇所設置 ○盛り付け室 ○原材料室 ○振り分け室 *グリストラップの 洗浄。 月2回 114 (11月~3月まで電源カット) 116 この間の取り組みと改善(16) この間の取り組みと改善(14) 2次汚染対策のために 防虫・防鼠対策-その3- -その2- *調理室のシンク とラック棚の パーティーショ ンをシートで区 分けし、水の飛 び跳ねを防止し た。 *ボイラー室に鼠の 痕跡あり! 隙間をセメントで塞ぐ。 以後、痕跡みられず。 シートは週1回交換 (セメントで塞ぐ) 117 この間の取り組みと改善(15) 2次汚染対策のために 119 この間の取り組みと改善(17) 2次汚染対策のために -その1- *寿司作業室 -その3- *冷蔵庫への保管はポリ袋からタッパーへ改善 水道蛇口栓をレバー式に交換し 包丁はステンレスナイフに する。 118 120 この間の取り組みと改善(18) 2次汚染対策のために この間の取り組みと改善(20) 2次汚染対策のために -その4- *外のごみ捨て場前に砕石を敷きつめた。 これで泥跳ねと水はけが改善された。 -その6- *寿司作業室の シンクからの 水漏れ。排水 パイプが短い ので蛇腹ホース で改善する。 121 この間の取り組みと改善(19) 2次汚染対策のために -その5- 123 この間の取り組みと改善(21) 湿気・騒音対策のために -その1- *一番ウェット の調理室に 除湿器設置 する。 *原材料室から掃 除用具を撤退! 掃除用具保管専用 BOXを設置する。 除湿効果抜群!! 122 124 *監査チェックを受けて この間の取り組みと改善(23) 湿気・騒音対策のために -その3- ○ ゾーニング区分(振り分け室と盛付室の堺付近) (株)協同食品 *調理・盛付・寿司の各 作業場へ温度・湿度計 を取り付け、記録する。 2002年5月17日 研修時を参考 ゾーニ ング 倉庫 納品口 資材置場 原材料室 ごみ室 洗米室 ボイラー室 冷凍庫 冷凍庫 A B 汚染ゾーン 準清潔ゾーン 清潔ゾーン 換気扇 調理室 寿司作業室 ピッキン グ室 冷蔵庫 盛り付室 配送員出入り口 伝票 手洗場 事務所入り口 トイレ ロッカー 従業員出入り口 準清潔ゾーン 125 この間の取り組みと改善(24) 湿気対策のために 休憩室 事務所 ◎ 大きくて見易いデジタル 温度・湿度計を使用!! ○ 127 規定しているチェックリストの記入がされていない物が多い!! (株)協同食品 H13.10.18 -その4- 倉庫 資材置場 *消火器を直置から 壁掛けにする。 ごみ室 洗米室 チェックリスト一覧 ボイラー室 冷凍庫 1 清掃個所当番表 2 従事者の自己衛生チェック表 3 従事者の衛生管理点検表 4 流水 温度管理表 5 始業前点検記録 冷凍庫 原材料室 調理室 寿司作業室 (直置の場合、水による 消火器の腐食が問題) ピッキン グ室 冷蔵庫 盛り付室 伝票 消防法では、壁掛け の場合は高さ1.5㍍ 以下に設置する。 手洗場 休憩室 6 終業時点検記録 7 冷凍庫 温度管理表 8 冷蔵庫 温度管理表 9 危険物管理表 事務所 トイレ ロッカー 未記入のチェックリスト 126 128 ○ 過去のクレームの内容から金属探知機をCCPに加えたほうが良 い!! *製品の外部検査は継続 *工場の器具・備品拭き取り 細菌検査結果報告書 異物混入過去3年間の発生件数比較 件数 1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月 10 9 *商品の細菌検査 1回3品抜き取り 細菌検査結果報告書 8 7 6 5 4 3 2 1 2002年度 20件 2001年度 29件 2000年度 30件 月度 3年間に於ける金属片混入は4件発生!! *抜き取り検査 129 *検討中の項目について! 131 衛生強化に取り組んでの感想 ①調理室の床補修! • HACCPの取り組みを継続するには、最低でも 2名はHACCPの知識を持った人が必要! ②納品バット アルミカートン洗浄機 • リーダーは常に衛生に関する問題意識を持ち 続けて行動する必要! ③金属探知機 • みんなに衛生強化をさせるには、動機付けが 必要!(○○日、工場の衛生検査に来 130 る!!) 132 異物混入防止対策を強化し認証まで視野に入れた 一般的衛生管理と HACCP の構築 食品安全規格の統合相関 食品安全システムの構築には、多くの規格、ガイドラインがありますが、このセミナーでは、これらにおおむね対応 させ、短時間で概要を把握出来るように考慮しました。安全対応構築を進めながら、認証の方向が決まったら、その 規格基準について詳細を決めていって下さい。 ・ISO22000 食品安全マネジメントシステム。食品安全規格の国際規格。 ・ISO22002 ISO22000(食品安全マネジメントシステム)の PRP(前提条件、一般的衛生管理)についての具体的な「技術仕様書」 で「(ISO22000 を)支援するのに用いられることを目的として」とあり、 「22000 と共に使用されることを目的」 http://www.webstore.jsa.or.jp/webstore/Com/FlowControl.jsp?bunsyoId=ISO%2FTS+22002-1%3A2009&dantaiCd=ISO &status=1&pageNo=0 ・PAS220 PAS 220:PAS は[Publicly Available Specification]で、一般仕様書。BSI(英国規格協会)が中心になって策定 < http://blog.isovocabulary.com/11_iso22000/pas_2202008/> ・FSSC22000 食品安全規格である ISO 22000:2005 と一般的に利用可能な仕様 PAS220:2008 との統合に基づいて作成された食品製 造業者のための新規の認証< http://www.fssc22000.com/en/> ・自治体 HACCP 2010 年末で約 30 以上の地方自治体(県、市、等)で、独自の食品衛生管理、HACCP の認証を行っている。 <http://www.shokusan.or.jp/haccp/basis/QA/qa_d_01.html#d11> ・HACCP 手法支援法高度化基準 農林水産省と厚生労働省の「食品の製造過程の管理の高度化に関する臨時措置法」HACCP 手法の導入を推進するため、 必要となる施設整備に対する長期低利融資等の措置を講ずるもの。平成 10 年 5 月(7 月 1 日施行)に 5 年間の時限法 として制定されてから延長されており、2010 年現在で 2013 年までの延長になっている。 21 の業種協会が認定を行っている。<http://www.maff.go.jp/j/soushoku/sanki/haccp/index.html> ・総合衛生管理製造過程 厚生労働省が HACCP の考え方を取り入れてつくった食品の安全管理の認証制度。 対象となる食品は、乳・乳製品、食肉製品、容器包装詰加圧加熱殺菌食品、魚肉練り製品、清涼飲料水。 < http://www.shokusan.or.jp/haccp/guide/1_4_sogo_eisei.html> ・AIB フードセーフティ(GMP) GMP(適正製造規範)および各種食品関連法規をベースとした AIB 国際検査統合基準(AIB Consolidated Standard for Food Safety)< http://www.jibt.com/food_safety.html> ・CODEX Codex は、国際的な食品安全管理の検討機関。 ここで世界の食品の安全管理を提唱している。 ここのガイドラインを元に、世界各国が、自国の食品安全基準を作成している。 日本の厚生労働省の規制、基準の元。 そして、ISO22000 の元にもなっている。 <http://www.n-shokuei.jp/food_safety_information_shokuei2/food_hygienic/codex/sec01.html> (株)フーズデザイン http://www.foodesign.net/ 社内、組織内以外への複写、配布禁止 導入手順 1.異物混入を無くすための一般的衛生管理の構築 1-1 1-2 1-3 1-4 1-5 1-6 1-7 1-8 1-9 1-10 専門家チームを編成する 環境,建物,装置の性能と汚染対策 施設内の合理的な流れ(製造動線)と配置(衛生区域分け、ゾーニング)をし、微生物、アレルゲン、人、物 の交差(相互接触)汚染の防止 食品と資材を衛生的に取り扱う ユーティリティ(水,動力源,空調)の安全安定供給 清掃洗浄メンテナンスをやりやすくする 頻度を決めて確実に清掃洗浄メンテナンスを実施し効果を検証する 廃棄物、排水で、汚染しないようにする 防虫防鼠(侵入と内部発生を防ぐ) 個人衛生の設備と方法、ルール 導入手順 2.HACCP の構築と実施の仕組み作り 2-1 2-2 2-3 2-4 2-5 2-6 2-7 2-8 2-9 2-10 2-11 製品の仕様、使用法について確認する 食べ方、使用法について確認する 製造工程をフローダイアグラムとして示し現場で確認する 危害分析を行なう 重要管理点を決定する(CCP) オペレーション前提条件プログラムを設定する 管理基準を設定する モニタリング方法を設定する 改善措置の方法を設定する 検証手順を設定する 記録の維持管理方法を決める マネジメント 3-1 回収になった場合の手順と訓練 3-2 トレーサビリティの構築と取引先との連携 3-3 教育の仕組みを作って実施 3-4 再発防止が出来るようにする 3-5 安全活動が正しく機能して実施しているか、年に 1〜2回監査する 導入手順 3.各種認証の解説と選定の考え方 この資料の PDF ファイルをダウンロード出来ます ブラウザ〔ホームページを見るソフト〕の上のアドレス窓に http://www.foodesign.net/2011.pdf と入れて、リターン「retuen」キーを押すと、ファイルがパソコンのディスクトップかダウンロードフォルダに 出て来ます〔現われます〕 ダブルクリックすると「パスワード」を入れるようになっていますから kirei と入れると、開けます 分からない場合、操作が分かる方に聞いてください お願い:社内以外にコピーしないでください 食品安全規格概要統合と要約:フーズデザイン2012/1月作成 ISO22002-1:2009 自治体HACCP(統合概 ISO22000:2005 PAS220:2008 要) FSSC22000 HACCP手法支援法 高度化基準 AIB 国際検査統合基準 総合衛生管理製造過程 4) 建物の構造と配置,または a) 建物及び関連設備の構造並びに配置 第4部 食品安全のため (ウ)施設設備及び機械 5) 施設及び作業区域の配置,または b) 作業空間及び従業員施設を含む構 区画の分離(動線とゾー のメンテナンス 器具の保守点検 内の配置 ニングの整備) Codex 4.施設:設計及び設備 4.2 施設の構内及び部 屋 対米輸出水産食品 実施内容要約 (フーズデザイン記述) 対EU輸出水産食品 1 環境,建物,装置 2 施設及びその周囲 2 「実際の作業」→交差汚 染の対策 10) 交差汚染の予防手段,または g) 交差汚染の予防手段 9) 購入材料の管理(マネジメント),または f) 購入した資材(例えば、原料、材料、化学薬品、包装材)、 供給品(例えば、水、空気、蒸気、氷)、廃棄(例えば、廃棄物、排水)及び製品の取扱い(例えば、保管、 第3部 作業方法と従業 (ク)食品等の衛生的取 輸送)の管理 員規範 扱い ISO22002関連の 16) 倉庫保管 8.輸送 6) ユーティリティ、空気、水、エネルギー,または c) 空気、水、エネルギー及びその他のユーティリティ の供給源 (オ)使用水の衛生管理 「マスタークリーニングス 8) 装置の適切性、清掃・洗浄、及び保守,または e) 設備の適切性並びに、清掃・洗浄、保守及び予防 ケジュール」「清掃手順 保全のしやすさ 書」「修理依頼システム」 「予防保全システム」 (ウ)施設設備及び機械 器具の保守点検 6.1 保守管理及び洗浄 (コ)製品等の試験検査に 用いる機械器具の保守 11) 清掃・洗浄及び殺菌・消毒,または h) 清掃・洗浄及び殺菌・消毒 (ア)施設設備の衛生管 理 6.2 洗浄プログラム 6.5 モニタリングの効果 (カ)排水及び廃棄物の 衛生管理 (エ)そ族昆虫の防除 第5部 清掃活動 7) 廃棄物処理,または d) 廃棄物及び排水処理を含めた支援業務 12) 有害生物の防除(ペストコントロール),または i) そ族及び昆虫の防除 第2部 有害生物駆除 第2 食品事業者(第1で 規定されている一次生 産及びその関連作業を 除く。)におけ る構造設 備及び衛生管理等に関 する基準 第3 陸揚げ時及びその 後の水産物を取り扱う施 設に関する個別基準 第4 水産物を取り扱う施 設(漁船を含む。)に関す る個別基準 第5 加工水産物に関す る個別基準 第6 水産物の衛生基準 原材料と資材及 一 3 び製品の管理 般 的 衛 生 管 理 4 ユーティリティ 5 清掃洗浄保守 の環境整備 (5) 洗浄済みの可動機 械器具の保管及び取扱 い 6 清掃洗浄保守 の実施と検証 6.4 廃棄物の取り扱い 5 設備及び機械器具 7 廃棄物 6.3 鼠属・昆虫管理 3(3) 有害動物の防除 8 防虫防鼠 1 従事者 4(4) 便所(5) 手洗い設備 9 個人衛生 第3部 作業方法と従業 (キ)従事者の衛生管理 7.施設:ヒトの衛生 員規範 HACCP(7原則12手順) 手順1:専門家チームを編成する 手順2:製品の仕様、使用法について確認する 手順3:食べ方、使用法について確認する 手順4:製造工程をフローダイアグラムとして示す 手順5:フローダイアグラムを現場で確認する 手順6:危害分析(ハザード分析(原則1) 手順7:重要管理点を決定する(CCP)(原則2) 13) 要員の衛生及び従業員のための施設,または j) 要員の衛生 3(2) 洗剤、殺菌に用いる 化学薬剤等有害物質の 保管 4(1) 給水設備(2) 排水設 備(6) 廃棄物の管理 6 製造工程の管理(食品 等の衛生的取扱い) 別添3 輸入水産食品を 用いる場合の手続き 動線とゾーニ ング 3(1) 保守点検全般 H A C C P 7.5 オペレーション前提 条件プログラム(OPRP 手順8:管理基準を設定する(原則3) 手順9:モニタリング方法を設定する(原則4) 手順10:改善措置の方法を設定する(原則5) 手順11:検証手順を設定する(原則6) 手順12:記録の維持管理方法を決める(原則7) 環境,建物,装置の性能と 汚染対策 施設内の合理的な流れ (製造動線)と配置(衛生 区域分け、ゾーニング)を し、微生物、アレルゲン、 人、物の交差(相互接触) 汚染の防止 食品と資材を衛生的に 取り扱う ユーティリティ(水,動力 源,空調)の安全安定供 給 清掃洗浄メンテナンスを やりやすくする 頻度を決めて確実に清 掃洗浄メンテナンスを実 施し効果を検証する 廃棄物、排水で、汚染し ないようにする 防虫防鼠(侵入と内部発 生を防ぐ) 個人衛生の設備と方 法、ルール HACCPの構築と製品の検証 ISO22000においてはOPRPを入れる (加熱殺菌、金属探知器など、食品から食中 毒や異物混入によるケガなどを無くす場所を 探して、集中して管理する) 4 燻製及び燻煙風味 付け魚介類加工品に 関する個別要件 14) 手直し(再加工) 7.10.3 安全でない可能 性がある製品の取扱い 15) 製品リコール手順 7.10.4 回収 1.6 再加工品の管理 1 手直し品の扱い 5.8 回収手順 回収手順 17) 製品情報及び消費 者の認識 18) 食品防御、バイオビ ジランス及びバイオテロ リズム (ケ)製品の回収方法 消費者等への情報提供 のための取組 2 9.製品の情報及び消費 者の意識 第7 表示基準 3 広報 4 7.9 トレーサビリティシス トレーサビリティの構築 テム 3.原材料の生産 マ ネ ジ メ ン ト 5.6 コミュニケーション (フードチェーン) 6 資源の運用管理 マネジメントシステムの 確立 8 食品安全マネジメント システムの検証と妥当 性確認及び改善 5.8 マネジメントレビュー 従業員教育 専門的知識を有する人 材の育成又は確保 (イ)従事者の衛生教育 第1部食品安全プログラ ムの妥当性: 経営者のコミットメント、 食品安全委員会・自主 検査・内部監査、 HACCPの構築と実施 10.教育・訓練 5.6 管理及び監督 別添2 HACCPに基づく 衛生管理基準-2 教育訓 第8 都道府県知事等 による監視等の基準 回収とクレーム 対応 不正の監視と防 御 5 トレーサビリティ 6 取引先との連携 7 教育訓練力量 8 運営と改善の仕 組み 9 全体計画と運営 の検証監査 10 トップ検討会 不安な製品の手直しや 隔離を安全にする 回収になった場合の手 順と訓練、クレームへの 消費者に製品内容を分 かりやすく伝える いたずら、サボター ジュ、破壊、テロなどか ら施設と製品を保護する トレーサビリティ(造った 履歴が判るように)の構 自分の工場内だけで安 全は確保出来ない。取 引先と一体になって安全 を確保する仕組みを作 教育の仕組みを作って 実施 間違いなく出来るための 仕組みを作る。問題を見 付けて改善あるいは再 発防止が出来るようにす 安全活動が正しく機能 し、実施しているか、年 に1〜2回監査する 重要事項をトップに報告 して指示を仰ぐ 食品工場の技術仕様への対応項目(FSSC22000、ISO22002対応) 一般的衛生管理 1.環境,建物装置 施設の立地 植栽の撤去 施設外の有害生物 構内と駐車場の水溜り防止 床、壁、天井 洗浄可能 幅木 床の傾斜 床の漏れ止め 天井と頭上からの落下防止 窓,屋根,換気扇の捕虫網 装置の洗浄しやすい配置 検査室 工事用施設 清掃洗浄剤の扱い 装置の洗浄性 配管の洗浄性 装置操作盤からの汚染対応 装置の製品接触面の安全性 装置のモニタリング 2.動線とゾーニング 動線とゾーニング 入出口の閉鎖構造 3.原材料と資材及び製品の管理 倉庫保管 保管区域の設計と配置及び床と壁からの距離確保 保管方法 温度管理が必要な物資の保管 輸送車 4.ユーティリティ 水の供給と安全確保 洗浄水 塩素消毒の水 飲用不適の水の扱い 原材料の水又は製品と接触する水 ボイラー用化学薬剤 危険物、化学薬剤の保管 清浄な空気の供給 空気圧差 フィルター交換のしやすさ ガス、油 照明の明るさ 照明の破損対応 5.清掃洗浄保守の環境整備 仮修理 応急修理からの復帰 6.清掃洗浄保守の実施と検証 洗剤、化学薬剤の保管と使用 CIPシステム 食品工場の技術仕様への対応項目(FSSC22000、ISO22002対応) 7.廃棄物 廃棄物容器 排水管の設計 8.防虫防鼠 侵入の予防と棲みかの除去 モニタリングの設計 9.個人衛生 従業員の衛生設備 手洗い トイレ 更衣室、ロッカー 社員食堂 作業衣の性能 手袋の選定 靴の性能
© Copyright 2026 Paperzz