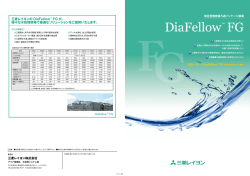
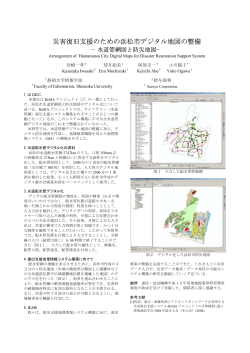
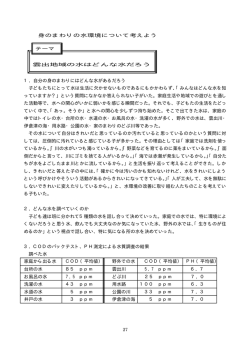
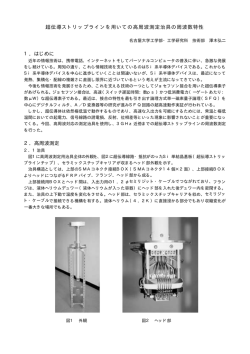
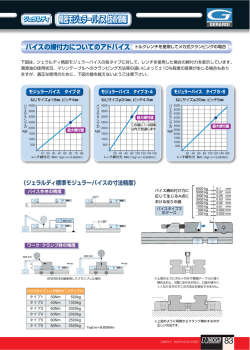
溶接トラブル 14 .チタンTIG溶接トーチシールドガス純度不良による曲げ割れ (P.1/3) ・事 例 厚み3mmの純チタン板(JIS H 4600 TP340C)を純度99.95%のArをシールドガスとして、TIG溶接で突合せ溶 接を実施した。溶接ビードの外観は図1に示すように金色を呈しており、良好であった。しかし、溶接継手の 曲げ試験では、図2に示すようにビード止端部に割れが生じた。 図1 溶接ビード外観 (A)余盛除去 (B)溶接まま 図2 曲げ試験後の割れの発生状況 溶接トラブル 14 .チタンTIG溶接トーチシールドガス純度不良による曲げ割れ (P.2/3) ・原 因 チタンは活性金属であるため、約400℃以上の温度にさらされると酸化が進行する。図3に示すように、 トーチシールドガスのAr純度が低下する(酸素濃度が増加する)と溶接金属の酸素量が上昇し、図4に示すよう に硬さが上昇した。アフターシールドガスの溶接金属の酸素量、硬さへの影響は、トーチシールドガスに比べ、 変化が少なく、表層のみ酸化が発生していることが伺えられる。また、トーチシールドガスの純度の低下はタ ングステン電極損傷を発生させ、図5に示すように溶接金属中にタングステン電極の巻込みがあることをX線 透過試験により確認した。従って、曲げ試験における割れの原因はトーチシールドガス純度不良による溶接金 属の硬さの上昇とタングステン電極の巻込みが考えられる。 アフターシールド トーチシールド 0.18 0.16 0.14 0.12 0.1 0.08 0.06 0.04 0.02 0 溶接金属の硬さ(HV,P=2.97) 溶接金属の酸素量(mass%) アフターシールド 0 500 1000 1500 2000 2500 シールドガス中の酸素濃度(ppm) 図3 溶接金属の酸素量に 及ぼすシールドガス中 の酸素濃度 トーチシールド 200 190 180 170 160 150 140 130 120 110 100 0 500 1000 1500 2000 2500 シールドガス中の酸素濃度(ppm) 図4 溶接金属の硬さに 及ぼすシールドガス 中の酸素濃度 タングステン電極の巻込み 図5 溶接金属におけるタングステン電極の巻込み (X線透過試験結果・印画紙) 溶接トラブル 14. チタンTIG溶接トーチシールドガス純度不良による曲げ割れ ・対 策 (P.3/3) トーチシールドガスにおいて、Arガスの純度は99.99%以上必要である。アフターシールドガスにおいても、 同様な純度のArガスを用いると、図6のような酸化色が無い溶接ビードが得られ、曲げ試験においても、図7に 示すように割れが無く、良好な結果が得られた。また、タングステン電極の巻込みも見られなかった。純度 99.99%以上のArガスは一般的に工業用Arボンベとして入手可能である。 図6 溶接ビード外観 (A)余盛除去 図7 (B)溶接まま 曲げ試験後のビード外観
© Copyright 2026 Paperzz