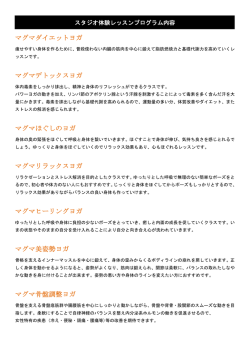
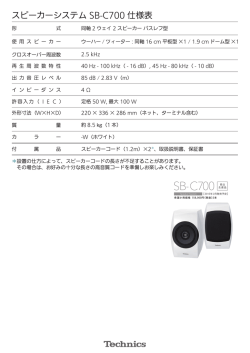
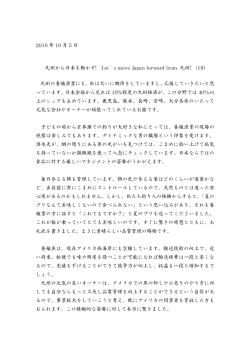
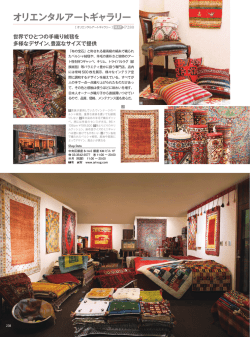
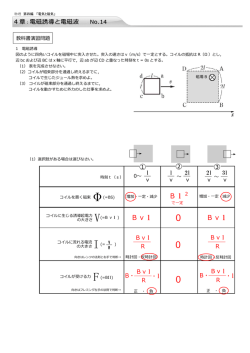
「o1 ヽ 36 No 3 情 報 理 処 NIar 1995 │││││││││││││││││││││││││││││││││││││││││││││││││ 解 音響 と情報 説 │││││││││││││││││││││││││││││││││││││││││││││││││ 4.音 に よ る 機 械 診 断│ 鈴 英 木 † 男† 徴 と診 断 の実例 を紹 介 す る。 1.は じ め に 診 断 とい う言葉 を辞 書 で 引 くと,「 医者 が患者 を診 察 して病状 を判 断 す る こ とJと あ る。 医者 の 診 断 には間診 や打診 が あ る。素人 で も,電 話 を通 した相 手 の声 の ぐあ いで ,風 邪 をひ いて い るか ど 2.振 動法 と音響 法 振 動 法 と音 響 法 は機器 の診 断 にお いて対比 され るが ,現 場 で診 断 に用 い られ る方法 は振 動法 が 圧 倒 的 に多 いの。 その 最 大 の理 由 は一般 的 に振 動 法 うか の診 断程度 は可能 で あ る。世 の 中 に機械 な る ものが生 まれ てか らは,機 械 の診 断 とい う新 しい の ほ うが使 い や す い し,効 果 も大 き い こ とで あ 業務 が発生 した。 機械 は話 さな い ので 問診 とい う 分 か りに くい た めの不安 感 も音 響 法 を敬遠 す る一 わ けに はいか な いが ,機 械 の場 合 で も打診 や聴診 因 の よ うに思 われ る。 た だ し,音 響 法 には振 動法 にな い特徴 が あ るので , ここで はそれ に重 点 をお 器 に よる診 断 は結構 行 われ る。 ここで,診 断 (対 象 を機械 として)に 関連 す る る。 それ と機械 系 の一 部 の人 に とって は音放射 が いて説 明 す る。 diagnosisと な る。 これ と類 似 す る言 葉 が main_ 図 -1は 振 動 法 と音 響 法 の違 い を説 明 した もの で あ る。振 動法 で は,種 々 の加振 力 (不 つ りあ い tenance(保 全 )で あ る。 plant maintenance(設 軸 受 異常 ,歯 車 の傷 ,ピ ス トンス ラ ップ な どの 異 備診 断 ,保 全 )は よ く使 われ る。診 断 と関連 して 常 要 因 )に よ り生 じる機械 系 の応 答振 動 をセ ンシ monitoring(監 視 )と い う言 葉 もよ く使 わ れ る。 ング して診 断 を行 う。音 響 法 で は振 動 系 に さ らに この場 合 は condition monitoring(状 態監視 )と 続 く場 合 が 多 い。 言葉 の 関係 か らい え ば一 般 に 音響 系 が加 わ り,結 果 として生 じる音圧 を測 定 し 監視 → 診 断 → 保 全 とい う順 序 にな る とい え よ う。 定 の箇 所 にお け る振 動 (変 位 ,速 度 ,ま た は加速 診 断技 術 の歴 史 か らい う と,1950年 代 か ら始 ま 度 )の 大 きさを直 接測 定 す るので ,そ の意 味 が 明 ら,現 確 に理解 で きる。 また,異 常要 因 に よ りど この部 在 は予知保 全 (predictive maintenance)の 時代 に 入 って い る.定 期 的 な (dme‐ based)オ ー バ ホー 位 の振動 が 大 き くな るか の判 断 が比 較 的容 易 にで ル に よる故 障 の予 防 (preventiOn)と 上ヒ較 して,状 の もの を表 す ので はな く,音 放 射 とい う現 象 (音 態 の 監 視 (condition‐ based)に よ り故 障 が 予 想 (prediction)さ れ る ときにのみ,オ ー バ ホール な 響 系 )が 間 に介 在 す るので ,間 接 的 な測 定法 にな 用 語 に つ い て 見 直 して み る。診 断 は英 語 で は , , った予 防保 全 (preventive maintenance)か , て診 断 を行 う。 この よ うに,振 動 法 で は機器 の特 きる。一 方 ,音 響 法 で用 い る音 圧 は機器 の振 動 そ どの対 策 を実施 す るほ うが,経 済 的 に安上 が りと る。 その分 ,セ ンシ ングの最適位 置 を決 め るのが 多 少 や っか い で あ る。 しか しなが ら,図 1で も な り, トー タル の生産 効 率 も上 が る と考 え られ る 分 か る よ うにセ ンシ ング後 の処 理 は基 本 的 には同 か らで あ る じで あ る。 これ は異 常 が 発 生 す る周波数 は振 動 で 1)。 機 械 の 診 断手 法 に は振 動 法 ,音 響 法 ,超 音 波 法 ,AE法 ,物 理 化 学 分 析 法 その 他種 々 の方法 が あ るが ,こ こで は特 に音 響 法 を取 り上 げて その特 I Fault Diagnosis From Machine Radiated Noise by Hideo SUZUKI(Ontek R&D Co,Ltd) ††オ ンテ ック R&D株 式会社 も音 響 で も同 じ こ とに よ る。 FFTア ナ ラ イザ に よるスペ ク トル 分析 ,エ ンベ ロー プ処理 な どの振 動 法 の手 法 は音 響 法 で も有効 で あ る。 ここで音響 法 の特徴 を振動 系 に対 す る長所 とし て あ げて み る。 「o1 ヽ 36 Mar 1995 No 3 バ ン ドパ ス スペクトル 分析 セ ンシ ング センシング 図-2 診断によ く用 いられる信号処理 プ ロセス③ はバ ン ドパ スフ ィル タを通 してエ ン ベ ロー プを求 めた後 ,あ る特定 の時 間帯域 の レベ ルに注 目す る方法である。た とえばエ ンジンの異 常 の場 合 には 1サ イクル (720度 )の 回転 のある特 図-1 振動法 と音響法 の比較 (1)原 理的 に非接触 (リ 定 の時間帯域 に現象が発生する場合 が多 い。特定 の周波数 および時間帯域 の レベル と全体の平均 レ ベ ル,ま たは同 じ特定帯域 の正常値 との相対比較 モー ト)セ ンシング であ り,回 転体 や高速 で移動す る物体 ,高 温 の対 象物 な どセ ンサ を取 り付 けに くい ものの診断に有 効 である。逆 に コンベ アのように長 い対象物 を診 により正 常,異 常 の判定 が可能 になる。 プ ロセス ① ,② とプ ロセ ス③ の違 い は前者 は信号 の周波数 断す るときに,診 断装置 自身が移動 す る場 合 もあ る。 また,生 産 ラインでの製品 の検査 の場 合,セ ンサ を固定す ることが作業上困難 な場合 な どにも 分析 が基本 であるが,後 者 は信号 を周波数 と時間 の 2軸 か らなる平面上で分析す るい わ ゆる時間/ 周波数 (″ )分 析 となることである。特定の狭い 周波数帯域を決めるには振動系の共振がどこにあ るかの情報が不可欠である。 有効 である。 (2)1個 のセ ンサで一つの機器 の異 なる複数 の部分,ま た は複数 の機器 の監 視 が 可能 である。 ただ し,複 数 の機器 の異 なる現象 を同時 に分離す 4.診 断 の 実例 るには,高 度な信号処理 が必要 となる。 (3)感 性 に対応 した診断が可能 である。聴感 (1)エ で異常 と判断 された現象 の大 きさと対比 して,音 圧 レベル を診断の基準値 とす る こともで きる。 ンジ ン異打音 の診 断 (音 響 法 ) エ ンジ ンの よ うな多 くの部 品 と複雑 な機構 を も ち,し か も爆 発音 の よ うな そのつ ど変化 す る機械 系 の診 断 はや っか いで あ る。 η個 の気筒 を もつ エ 3.診 断 の信号処理 ンジ ンで は注 目す る気 筒 に関係 す る特 定 の現 象 は 図 -2は 振動法,音 響法 に共通 な信号処 理 の プ ロセス を示 した ものである。プ ロセス① は信号 を η κの割合 で しか 発生 しな い ので,エ ンベ ロー プの周波数分析 を行 った として も,注 目す る気筒 その まま周波数分析 す る最 も一般 的 な方法で あ の現象 の大 きさが 1れ に低下 して しまう。 このよ うな場合 には特定 の時間帯 (ま たは回転 角度 )に 注 目 した分析法 (プ ロセス③ )が 有効 となる。 る。 これ に よ り,卓 越 した振動 が どこにあ るか (異 常要因 の判定 ),そ の大 きさが正常限界値以下 図 -3に 測定系 のブ ロ ック図 を示 す。 この装置 の特徴 は帯域制限 (フ ィル タ リング),エ ンベロー プ処理 ,時 間軸 上 の選 択 な どをす べ て DSP上 で か どうかの判定 がで きる (正 常 か異常 か)。 プロセス② は信号 を帯域制限 した後 に包絡線 を 求め,そ れを周波教分析する方法である。現象が 高 い周波数領域 で存在 し,し か も低 い周波数 の周 期性 をもつ場合 に有効 である。 た とえば転 が り軸 受の診断 において外輪 に傷 がある場合 ,ボ ールが 振する。 当たる ごとに支持部 (ま たはケース)を 力日 支持部 の共振 は比 較的高 い周波数 にあるので,そ れ を含むバ ン ドパ スフ ィル タを通す。 その後 エ ン 行 う ことで,ハ ー ド上の負担 を軽減す るとともに 多様 な要因に対応で きるようにして い ることであ る。 また,指 向性 マ イクロホンを用 い る ことで気 筒 ごとの診断が可能 となってい る。音響法 を用 い ている理 由 は,ラ イ ンで本方式 を使用する場合 に は振動セ ンサ よ りも非接触のマ イクロホンのほう が便利 であるか らである.こ の装置 では点火パル スを用いてそれを時間軸 の基準 としているが,同 ベ ロー プを求 めその周波数分析 をす るとボールが 外輪 を叩 く周波数成分 が明確 に現れ る。 232 │ ヽZo1 36 No 3 音 に よ る機 械 診 断 ′ 価目 指向 性) マイクロホン Ⅳ【 ar アナログ出力 アナログ出力 プ リフィルタ マイクア ンプ 1995 マイク系 VME バス (点 火信号検出器など) タイ ミング検出器 ア ンプ 波形整形器 異常音検出装置 タイ ミング検出系 ホス ト・ コン ピュー タ エンジン異打音の計演1・ 解析 システム 21国 □G00叱_鵬 曰選望妥≧ “ 吼 図-5 機関室 ク リア ラ ン ス 大 に評価対象が大 きいシス テムの場合 には,エ ンジ ンの個 々の故障要因 (た とえば弁隙間異常な ど) 0 180 360 回転 角度 (度 540 に関す る診断 と,突 発的 に発生 しその まま運転 を 継続す ると大 きな トラブルに至 るような異常診断 の二つのタイプが ある。 ここで は,後 者 の方法 に 720 ) 図 -4 バ ル ブ ク リア ラ ンスの診 断結果 関す る研究 を紹介する。木村 らは船舶 のディーゼ ルエ ンジンを用 いて,イ ンジケータバル ブを開 く 一気筒 の連続す る 4個 の点火パ ルス間隔 に 3次 曲 線 を用 いた補間法 を適用 し,注 目す る 1周 期 (0° 720° ことによって発生す るガス噴射音 と,ボ ル ト類 の 緩みな どで往復運動す る物体が周囲の固定物 に当 )内 の回転変動 による回転角度推定 の誤差 を 補 正 す る機能 も備 えて い る。図 -4は バ ル ブク リ アラ ンス を正常値 か ら増 した ときのタペ ッ ト音 の 大 きさを検出 した ものである。バ ン ドパ スフ ィル 能 か どうか を,図 -5に 示す船 舶 の機関室 内で実 験的 に検討 した。.打 撃音 は実際 に鉄板 を叩 い て タは 4kHzを 中心 とす る 1/3オ クターブである。 異常 の度合 に対応 して注 目す る周 波数・ 時間領域 での成分 が大 き くなってい ることが分 かる。 発 生 させ て い る。20 kHzま で の周 波 数 帯 域 を 100 Hzご とにスペ ク トル分析す るが,さ らにそ れ ら の ス ペ ク トル を 20個 束 ね て 最 終 的 に 周波数帯域 は正 常,異 常 の差 が最 も大 き く現れ 20 kHzを 10分 割 して い る。時 間軸 は, 1サ イ たるな どして発生するであろう打撃音の検出が可 るように選ぶが,場 合 によってはそれで も安定 し クル た診断が困難 な場合 もある。 その ような ときには 二つ の異なる帯域 を選 び判定 を 2次 元平面で行 う 領域 に分 け,そ れ ぞれのセ クシ ョンについて正 ようにすることも可能 である。二つ の周 波数帯域 を 自動的 に決める方法 も提案 されているの。 常/異 常 の判定 を行 う。ただ し,爆 発音 は常時変 動 して い るので,セ ク シ ョンご との値 の平均値 ランク角度 で 720° )を 40分 割す る。 この ようにして時間周波数平面 を計 400セ クションの (2)デ ィーゼルエ ンジンの診断 (ク (正 常値 )か らの差 が統計的 にみて異常 と判定 され て も,必 ず しも異常 が あ るわ けで はな い。図 -6 船舶 用や発電 用 デ ィーゼル エ ンジ ンな どの よ う 233 Vo1 36 No 3 情 Mar 1995 処 0 10 (kHz) 20 0 10 (kHz) 20 5 (a)正 常運転時 X ” 韓 中 鼎 ﹄ 螺 蜘 (kHz) XO躍 XX 組 10 X X X ▼ ︰ 0 20 O X , ︼菌 ︻ 細 取 一 一 ﹃ 中 中 寵 I Ж ェ X X 漱 (kHz) X︰ 1l 鋼 ● X 10 メ 瀬細潮菫燎菫 X 0 XX X : X X x X XX 20 5 (b)打 撃音発生時 図 6 放射音 に対する異常判定結果 (計 測点② ) (a)は 正 常運転 条件 下 で 6サ イ クル にわ た って各 セ ク シ ョンご とに異常 と診 断 され た箇所 を ×印 で 表 した もので あ る。打 撃音 を加 えた ときの それ を 図 -6(b)に 示 す。 ×印 の数 が は るか に増 えて い る こ とが 明瞭 で あ る。実 際 に は正 常 時 の ×印 に対 し, どの よ うな増加 を示 した ら異常 と判 定 す るか の 問題 が あ るが ,そ れ について も検 討 して い る。 本研 究 は突 発 的 に発生 す る異常 を音 で判 定 す る こ とを 目的 としてい るので,リ ア ル タイムで半」 定 を行 う必要 が あ る。 それ は今後 の課題 として残 さ れ て い る。 (3)コ ンベ アの診 断 (音 響 法 ) オ ー ス トラ リア には鉱石 の長距 離 コ ンベ ア に よ る運 び だ し (数 十 キ ロ),列 車 に よ る長 距 離 運 搬 (数 千 キ ロ)が 珍 し くな い, とい う特 殊 事 情 が あ る。 オ ー ス トラ リアのバ イパ ック社 で は この よ う な場 合 に有効 な音響 法 に よる診 断技術 を一 部 実用 化 し,現 在 も開発 を進 めてい る。特 に走 行 中 の列 図-7 パ ラボラ とダイナ ミックマ イクロホンの組合 せ による収 音装置 (オ ース トラ リア バ イパ ック社製) 車 か らの音 を陸上の固定 マ イクロホンアレイで集 音 し,特 殊 な信号処理 によ り車輪の フラ ッ トと車 軸 の傷 の診断 を行 う装置 を開発中である。 ここで は コンベ アの ロー ラの診断 に関 して述 べ F I 日 日 日 日 F I I ヽro1 36 No, 3 音 に よ る機 械 診 断 NIar 1995 I 0030 > ︶ヽ分く ヽ ︵ 1000 時間 (msec) (a)正 常品 咄 ︵ > ︶ヽヽクヽゝ -0001 1000 時間 (msec) (b)異 常品 図-8 自動車用回転部品の診断例 る。 コンベ アの診 断 で は ロー ラの診 断 が 最 も重 要 で あ る。長距 離 の コ ンベ アの場 合 は数 多 くの ロー 5.ま ラが あ り,診 断装 置 自身 が 移 動 す る必 要 が あ る。 そのた め には音響 法 に よる非接触 方式 が 有効 で あ る。図 -7は トラ ックの荷 台 に積 ん で 持 ち運 び可 能 に した パ ラ ボ ラ式 の 指 向性 マ イ ク ロ ホ ンで あ と め 振 動 と音響 法 に よる診 断 の例 を示 した 。診 断 と い って も日常 的 に行 われ る一般 的 な回転 体 の診 断 と,大 きな構 造物 の振 動診 断 の場合 で はアプ ロー チ の仕 方 がか な り異 な る。 特 に後者 の場 合 には間 るつ。信号処理はプロセス③である。この場合で 題 とな る現象 の振 動 モー ドを理 解 す る こ とが不 可 もバ ン ドパ スフ ィル タの周波数の決定 は,振 動系 と音響系 の特性 を調 べ暗騒音の影響 を最 も受 けに 欠 で あ り,こ の点 にモー ド解析 と診 断 との共通 点 くく,S/Ⅳ 比 の高 い帯域 を選ぶ必要がある。 情報 を最 も含 む観 測 点 と周 波数 の選 定 が重 要 とな が存在 す る。 また,音 響 法 で は捕 まえた い現 象 の (4)生 産 ラインでの検査 る。 ここで示 した例 で も分 か る よ うに,振 動 法 で 機械 の診断 とは多少異なるが,振 動や騒音が間 題 となる製品 の製造 ラインでは製品 の検査 を官能 も音響 法 で も対 象物 の振 動 お よび音放射現 象 を十 分理解 して い る こ とが重 要 で あ る。 検査 に頼 る場 合 が多 い。 しか しなが ら,工 場内の うるさい環境で聴感 に頼 って製品 の検査 を行 う こ 参 考 文 献 1)メ ンテナ ンス便 覧,日 本 プラン トメ ンテナ ン ス協会編 (1992)。 2)設 備診断技術 に関す る調査 報告書,社 団法人 日本 プラン トメンテナンス協会 (1993年 7月 )。 3)今 井他 :異 な る周波数帯域成分 間 の定量 的計 測法,日 本音響学会誌,Vo1 49,No 6,pp.389 とは判定 の信頼性 が少 な く,き つい作業 であ り 慣れ た作業者 を育成す ることが 困難 であるとい う , 問題 もある。 そこで,検 査 を自動化することが行 われ る。図 -8は 自動車 に使 われ る回転 部 品 が 発 生する音 を小型無響室内で記録 し,プ ロセス③ の 処理 を行 い良否判定 を行 っている一例 である。 エ 396(1993)。 4)木 村,水 谷 :異 常音検 査 による機 関室 内 のデ ィーゼル機関 の監視 システム,船 用機関学会誌 ンベ ロー プ処理 をすることによ り,ク リック的 に 発生する異音 ,フ ロアノイズな どの良否 が明確 に , Vo1 25,No ll,pp 712-721(1990). 5) Vipac Engineering&Scientists Ltd:Acous‐ tic Wheel lmpact and Bearing Fault Detection 判定 で きる。官能検査 を自動判定化す る際の難 し System,Report Doc.No VIPAC― AMS-2692- さは,基 準 となるべ き主観的な判定 その もの もか 01(1993) な り不安定 な ものであ り,整 合性 の確認 が容易 で ない ことで ある。 (平 成 235 6年 9月 26日 受付 ) 「o1 ヽ 36 No 3 処 情 鈴木 英男 1967年 三 菱 電 機 入 社 ,1979年 まで ス ピー カの研 究 開発 に従事 . 1972年 ∼ 1974年 お よ び 1979年 1鱗 │■ ■ ■ ∼ 1981年 の 2回 ペ ン シル バ ニ ア 州立大学 に留学 ,音 響 工 学 を専攻。 1981年 よ り1985 年 まで アメ リカの CBS研 究所 に勤務 ,主 に ピア ノの 研究 を行 った。 1985年 か ら 1994年 3月 まで (株 )小 野 測器 に在籍 (現 在 は理 事 ),音 響計 測装置 の研 究開発 を担 当。 1992年 10月 か ら音響・ 振動 に関す る コンサ ル テ ィ ング を主業務 とす るオ ンテ ック R&D(株 )の 経営 に携わ り現在 に至 る。 理 ⅣIar 1995
© Copyright 2026 Paperzz