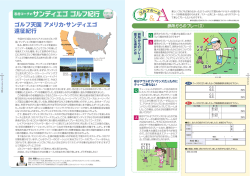
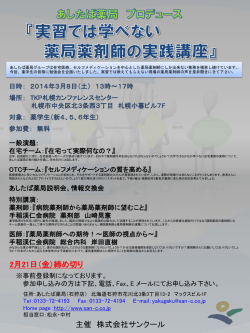
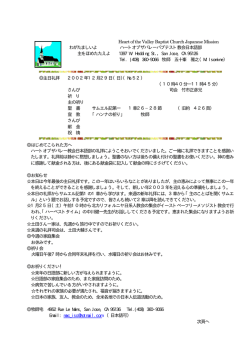
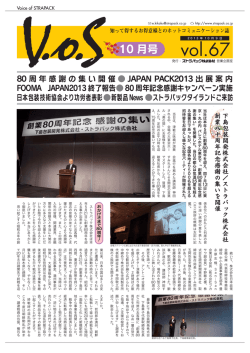
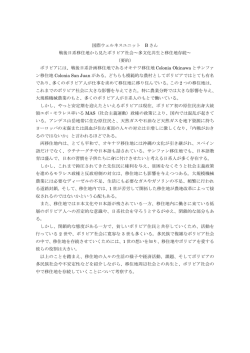
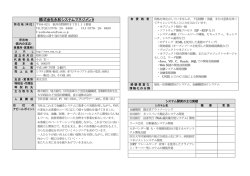
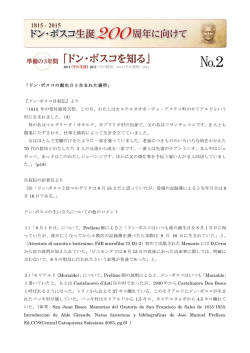
告 報 術 技 成形加工時の材料置換の挙動に関する一考察 脇 田 直 樹* 1.緒 言 射出成形や押出成形などプラスチックの成形加工におい て,色替えや材料の切り替えは,生産コストや成形品の品 質に大きな影響を与えるため,非常に重要なプロセスであ る.迅速な色替え,材料替えを可能にするプラスチック, いわゆる成形加工機用洗浄剤あるいはパージ剤は,1 9 8 0 年頃に登場し1),2),1 9 9 0年頃には国産品も数多く上市され, その後,材料ロスの削減効果や不良率の低減効果などが市 場で認められ,成形加工業者の間で広く普及した.パージ 剤のメーカーの数も増え続け,現在インターネット上に日 本語のホームページを持ち広告宣伝を行っているメーカー は,2 0をはるかに超えている. しかし,そのように普及したパージ剤だが,その作用機 構に関しては,一部のメーカーが広告記事を商業誌に掲載 しているだけで,専門誌に論文,技術報告の形でまとめら れたものはほとんどない. Botros3)は,市販のパージ剤の性能を評価した結果をま とめ,またパージ剤の作用機構を,flushing(洗い流し) , scouring(こすり落とし) ,penetration(浸透) ,chemical reaction(化学反応)などに分類して説明しているが,何 らの実験データも科学的な論拠も提示していない.Schmiederer ら4)は,パージの条件を変えた場合の洗浄結果への 影響をまとめ,その原因としてモルフォロジーの変化や発 泡の影響を指摘しているが,推測にとどまり,やはり根拠 となるデータは示されていない.パージ剤ではなく,通常 の成形用樹脂による色替えでは,岩脇ら5)が,円管内で同 種の樹脂が置き換わる様子を実験的に観察し,内壁に接す る樹脂はスティックスリップ的にすべって置換されるのだ と推測している.Rauwendaal6)は,同種の樹脂の置換のさ れ方に対する粘度特性の影響などを計算で求めている.一 般に,射出成形における色替え,材料替えでは,パージの 対象となる樹脂(前材)よりも高粘度の樹脂でパージする * 18 Wakita, Naoki ダイセルポリマー 技術開発センター 1 2 3) 姫路市広畑区富士町12(〒67 1―1 [email protected] 2 01 1. 8. 8受理 と効率的であることが知られている7)が,粘度差と低減で きる樹脂量の関係など,定量的な比較が紹介されることは ない. 伊藤は,パージ剤メーカーの立場から,成形機内の「洗 浄」の考え方をまとめており8),その中で,パージする樹 脂とパージされる樹脂の組み合わせによって,置換速度に 大きな差異があることを指摘し,その原因を,樹脂の成形 温度の違いや「金属接着性」に求めている.しかし,本来 固体に対して用いる「接着」という用語を,液体である溶 融樹脂に対して用いるなど,経験的な理解の範囲にとど まっている. 液体と固体の界面においては,「ぬれ」の考え方を適用 することが一般的であり,洗浄,あるいは界面活性剤を取 り扱う専門分野においては,界面活性剤により界面張力が 変化し,対象物のぬれやすさが変化する,といった考え方 が広く受け入れられている9)が,成形加工機用洗浄剤に関 しては,「洗浄」という言葉が使用されているにもかかわ らず,何故かぬれの考え方で議論されることはなかった. そこで本稿では,プラスチック成形加工時の材料置換の 挙動をより工学的に理解することを目的として,このぬれ の考え方を導入することを提案する.具体的には,ポリプ ロピレンとアクリロニトリル・スチレン共重合体を用いた 材料替えにおいて,材料を入れ替えた場合にパージの挙動 が異なるという実験結果を示し,ぬれの考え方を適用する ことで,この実験結果を説明できることを示す. 2.実 験 方 法 2. 1 材料 樹脂としては,ポリプロピレン(サンアロマー株式会社 製 PL4 0 0A,以下 PP と略す)とスチレン―アクリロニ トリル共重合体(ダイセルポリマー株式会社製0 5 0SF, 以下 SAN と略す)を使用した.図 1,2 に,東洋精機 製キャピログラフ1B を用いて,L/D=4 0/1のキャピラ リーで測定したみかけのせん断粘度を示す.PP は SAN と比べて温度依存性が小さいが,2 3 0℃ での粘度曲線はほ ぼ一致した. パージの対象となる樹脂,いわゆる前材として使用する 場合にはカーボンブラック0. 5% で黒に着色し,パージす 成形加工 第 24 巻 第 1 号 2012 表1 樹脂/界面活性剤ブレンドの配合 SAN/界面活性剤 SAN PP 界面活性剤 PP/界面活性剤 9 7 9 7 3 3 表2 TEM 観察に使用したブレンドの配合比 サンプル 1 SAN PP 界面活性剤 9 0 9 0 1 0 1 0 1 0 1 0 9 0 9 0 3 3 2 3 4 図1 SAN のみかけのせん断粘度 3.実験結果および考察 図2 PP のみかけのせん断粘度 る樹脂として使用する場合には無着色で使用した. 界面活性剤の効果を検証する実験においては,界面活性 剤としては,α―オレフィン(C1 4―C1 8)スルホン酸ナト 1 0) リウム(ライオン株式会社製リポラン PB―8 0 0) を使用し, 東芝機械製同方向回転型二軸スクリュー押出機 TEM―3 5 B を用いて,表1の比率,シリンダー温度2 3 0℃ の設定で これらを溶融混合したものを使用した. 2. 2 パージ実験 パージ(材料替え)の実験には,三菱重工業製射出成形 機 IS―1 0 0を用いた.黒に着色した前材で1 2 0×1 2 0×2mm の平板を1 0枚成形し,ノズルを金型から離して前材を十 分に排出した後,パージ用の樹脂を投入して,ノズルを金 型から離したまま樹脂を排出する,いわゆるエアショット の方法で,計量と射出の操作を繰り返した.パージ(エア ショット)の際の機械の条件は,シリンダー温度2 3 0℃, スクリュー回転数6 0%,背圧1 0%,計量3 0mm,射出圧, 射出速度は共に9 9% に設定した.前材の黒色が出なくなっ た時点を目視で判断し,それをパージの終了点とした. 2. 3 混合実験とブレンド中の分散性の評価 界面活性剤による界面張力の低下効果を確認する目的で, SAN と PP を溶融混合したブレンドと,これに界面活性 剤を添加したものの分散粒径を比較した.溶融混合は,表 2に示した混合比で,東芝機械製同方向回転型二軸スク リュー押出機 TEM―3 5B を用いて,設定温度2 3 0℃ で行っ た.得られた溶融混合物を2 3 0℃ でプレス成形し,超薄切 片を切り出して,JEOL 社製 JEM―1 2 0 0EX を用いて無染 色での TEM 画像を得,各ブレンドの分散状態を観察した. Seikei―Kakou Vol. 24 No. 1 2012 3. 1 SANによるPPのパージ,PPによるSANのパージ まず,SAN による PP のパージと,PP による SAN の パージを行った. SAN で PP をパージする場合は,1 6ショットでパージ が終了し,排出された樹脂量は48 0g であった.図3に, 排出された SAN の様子を示す(左上から右へ順番に,排 出された樹脂を並べた様子,1塊は2ショット分) . これに対し,PP で SAN をパージする場合には,排出 される PP は6 0ショット程度でほぼ透明になったが,中 央 部 に 黒 ス ジ が 残 る と い う 結 果 を 得 た.そ の ま ま1 2 1 ショットまでパージを継続しても,この黒スジは消えな かったので,ここでパージ作業を中止した.1 2 0ショット までに排出された樹脂量は2 8 8 0g であった.図4に,12 1 ショット目に排出された PP 樹脂の中央部に黒スジが残っ ている様子を,図5に,1 2 0ショットまでの排出された PP を示す(図3と同様に左上から右へ順番に,排出された樹 脂を並べた様子,ただし一塊は3ショット分) . 図5で,PP で1 2 0ショットまでパージした後,SAN に 切り替えてパージを継続すると,排出される SAN が黒く なったことから,黒色の SAN が成形機内に残留している ことが確認された.また,図5と全く同じ手順で,PP で SAN をパージした後にスクリューを抜いて様子を観察し たところ,スクリューのメータリング・ゾーンに黒い樹脂 が残留していること,また,ホッパー下や圧縮ゾーンなど には残留はないことが確認された.一方,同様に,PP を SAN でパージした後に PP に切り替えてパージを継続し ても黒色は排出されず,またスクリューを抜いても黒色樹 脂の残留は観察されなかった. 以上の結果,PP と SAN とでは,互いにパージする場 合の排出力に大きな差があることがわかった.すなわち, PP を SAN でパージする場合には,少量の SAN でパージ が終了したのに対し,SAN を PP でパージする場合は, 多量の PP を使用しても SAN を完全に排出することがで きなかった. ここでの,樹脂による排出性の違いは,2種の樹脂の粘 度特性が2 3 0℃ を中心にしてほぼ同等であることから,流 動性に起因するものでないといえる. あるいは,SAN と金属間に共有結合などの化学結合が 生じるために PP で SAN が排出できないという可能性が 考えられる.樹脂と金属間に生じる強固な化学結合につい 19 ては,酸塩基反応に基づいたメカニズムなどが研究されて いるが11),それらは特殊な環境下で発生する化学反応であ り,溶融状態の SAN が金属に接触しただけで強固な化学 結合が生じるとは考えにくい.SAN―金属間に化学結合が 生じて,PP が SAN を排出できない,という可能性は排 除してよいと考える. 3. 2 ぬれの考え方の適用 そこで,スクリューやバレルを構成している金属と, 2種 の樹脂との間に存在する界面張力に着目して説明を試みる. 固体 表面上に液体 を置き,その周囲に液体 が存在 する場合の界面張力において,固体表面に平行な成分のバ ランスは,式 の Young の式で表現されることが知られ ている12).図6に,この Young の式を図で表現した模式 図を示す. γ2,3 cosθ = γ3,1− γ1,2 ここで, γ i,j は,固体または液体(i) ―(j) 間の界面張力, θ は接触角(1―2界面と2―3界面とが形成する角度)である. 液体 が空気の場合, γ2,3 は液体 の表面張力と呼ばれ, 接触角が小さいほど固体 と液体 はぬれやすい,接触角 が大きいほどぬれにくいと判断される. PP および SAN のパージ実験においても,両樹脂が十 分に溶融している状態であれば,シリンダーやバレル表面 近傍では,式 の関係は成立するはずである.PP で SAN をパージする場合は,初めは SAN がスクリューやバレル に接触しているので,液体 を SAN,液体 を PP と置 くことができる.SAN で PP をパージする場合には,こ れが逆になる. ここで,式 を cosθ に関して整理しなおすと,式 を 得る. 図3 SAN でパージした PP の樹脂塊(1塊は2ショット 分) / γ2,3 cosθ =( γ3,1− γ1,2) 式 において, γ i,j= γ j,i であるので, γ3,1≠ γ1,2 であれば, 液体 , を入れ替えると,左辺の cosθ の正負が逆転す 図4 排出された PP 塊中の黒スジ 図6 Young の式の模式図 図5 PP でパージした SAN の樹脂塊(1塊は3ショット分) 20 成形加工 第 24 巻 第 1 号 2012 ることがわかる.つまり,パージする樹脂とパージされる 樹脂とで,樹脂が入れ替わるとぬれやすさが逆転すること になる. PP は極性基を全く持たない非極性の樹脂であり,SAN はアクリロニトリル基を有し極性を持つ樹脂である13).金 属と樹脂との間の界面張力を正確に求めることは非常に困 難だが,金属表面は親水的(hydrophilic)に振舞うため14), 定性的には, γ SAN,1< γ PP,1 であることはあきらかである. 以上より,固体表面に存在する SAN と PP の関係は, 図7に示すように,PP の周りに SAN が存在する場合に は cosθ <0 ( θ >9 0° ) ,SAN の周りに PP が存在する場合 には cosθ >0 ( θ <9 0° ) ,となる. θ >9 0°は付着ぬれの状 態であり,SAN に取り囲まれた PP は金属表面に広がる ことはなく,容易に除去できるが, θ <9 0°の場合は浸透 ぬれの状態であり,PP に取り囲まれた SAN は容易に除 去できない.この結果として,SAN は PP を排出しやす く PP は SAN を排出しにくい,という排出性の違いが生 じたものと考えられる. 3. 3 界面活性剤の作用 次に,パージする樹脂に界面活性剤が配合された場合, パージの性能がどのように変化するかについて検討した. まず,界面活性剤の界面活性効果を確認するため,SAN /PP ブレンドと,これに界面活性剤を加えたものの,分散 状態を比較した.図8には,SAN/PP ブレンドの分散状 態を,図9には,それに界面活性剤を 3% 添加したもの の分散状態を示す.図8と図9とを比較すると,図9の方 が分散が細かくなっていることがわかる. (a) SAN で PP をパージする場合 ポリマーブレンドの分散粒径は,界面張力,構成する各 樹脂の粘度,系に加えられるせん断力で決定される.もし 分散粒径の変化が粘度の変化によるものであるなら,構成 樹脂のドメイン/マトリクスを逆転させれば,一方では分 散は細かくなり,一方では分散は粗くなるはずである.図 8,9 では,PP,SAN いずれがマトリクスの場合におい ても,分散が細かくなっているので,界面活性剤が SAN と PP の間の界面張力を小さくしたために分散も細かく なったと判断できる. SAN および PP に,界面活性剤をそれぞれ 3% 添加し た樹脂を用いてパージの実験を行った.SAN/界面活性剤 ブレンドで PP をパージする場合は,1 2ショットでパージ が終了し,排出された樹脂量は3 6 0g だった.PP/界面活 性剤ブレンドで SAN をパージする場合は,4 5ショットで パージした樹脂は白くなり,それまでに排出された樹脂量 は1 1 6 0g だった.ただし,PP/界面活性剤ブレンドは,PP 単体とは異なり白色で不透明だったため,これで SAN を パージした場合,中央部に黒スジが残っているかどうかは 目視では確認できなかった.また,PP でのパージ終了後 に SAN を,SAN でのパージ終了後に PP を流したところ, 界面活性剤無添加の場合と同様,PP でのパージ終了後に SAN を流した場合は黒色が排出され,SAN でのパージ終 了後に PP を流した場合には黒色は出てこなかった.排出 した樹脂の様子を図1 0,1 1に示す(図 3,5 と同様に左 上から右へ順番に,排出された樹脂を並べた様子,ただし 図1 0は一塊は2ショット分で図1 1は3ショット分) . パージ終了までに必要としたショット数と排出した樹脂 (b) PP で SAN をパージする場合 図7 SAN,PP,金属間の界面張力のバランスを示した模式図 (a) SAN/PP=9 0/1 0 (b) SAN/PP=1 0/9 0 図8 SAN/PP ブレンドの TEM 観察像 Seikei―Kakou Vol. 24 No. 1 2012 21 (a) SAN/PP/界面活性剤=9 0/1 0/3 (b) SAN/PP/界面活性剤=1 0/9 0/3 図9 SAN/PP/界面活性剤ブレンドの TEM 観察像 の重量,パージ後の残留の有無を表3にまとめる.SAN に界面活性剤を添加すると,添加しない場合よりも,少な いショット数,樹脂量でパージが終了し,PP に界面活性 剤を添加すると,添加しない場合より少ない量で全体が白 くはなったが,添加する場合,しない場合,いずれも完全 に SAN を排出することができない,という結果を得た. この結果も,ぬれの考え方を適用することで説明できる. 図7 SAN で PP をパージする場合に対し,SAN に界面 活性剤を添加すると,γ metal,SAN,γ PP,SAN が小さくなるが,γ metal,pp は変化しない.このため,3つの力がバランスを保つため には,接触角 θ が大きくならなければならず,この結果 として,PP は,界面活性剤を添加しない場合よりも金属 から取れやすくなることになる. 一方,図7 PP で SAN をパージする場合,PP に界面 活性剤を添加すると,同様に, γ metal,PP と γ PP,SAN が小さくな り, γ metal,SAN は変化しない.接 触 角 θ は, γ metal,PP と γ PP,SAN の変化の仕方により大きくも小さくもなりうるが,少なく とも,金属―PP 間の界面張力が γ metal,SAN よりも小さくな らないと,9 0°を超えることはないことがわかる.今回使 用した界面活性剤では,金属―PP 間の界面張力をそこま で低下させる力はなかったため,界面活性剤を添加しない 場合と変わらず,金属表面に SAN が残っている,という 結果が得られたと考えられる. 3. 4 考察 以上,SAN と PP,およびそれらに界面活性剤を加えた もので相互にパージ実験を行い,PP を SAN でパージす る場合と SAN を PP でパージする場合とで,パージの性 能が大きく異なるという結果を得,その原因を Young の 式を用いて説明できることを示した.定性的な解釈にとど まっており,パージという作業の中で発生する複雑な現象 をこれだけですべて説明できるものではないが,それでも, これまでうまく説明できなかった現象の理解に大きく役立 つと考える. 大事なことは,パージされる樹脂(前材)の排出されや すさが,これまで考えられてきたように,パージする樹脂 の粘性や排出される樹脂の「接着性」など,樹脂の個別の 22 図1 0 SAN/界面活性剤ブレンドでパージした PP の樹脂 塊(1塊は2ショット分) 図1 1 PP/界面活性剤ブレンドでパージした SAN の樹脂 塊(1塊は3ショット分) 成形加工 第 24 巻 第 1 号 2012 表3 パージ実験まとめ パージ用樹脂 SAN SAN/ 界面活性剤 PP PP/ 界面活性剤 1 2 3 6 0 無 〉 1 2 0 〉 2 8 8 0 有 4 5 1 1 6 0 有 必要としたショット数 1 6 排出した樹脂量 (g) 4 8 0 黒色残りの有無 無 特性だけで決定されるものではなく,固体(シリンダーや バレルなどの金属表面) ,排出される樹脂(前材) ,排出す る樹脂(パージ剤)の三者のバランスで決まる相対的なも のであるということである. そして,三者のバランスにおいては,樹脂の極性が重要 である.樹脂の色替えや材料替えには,一般に,安価なポ リプロピレンやポリスチレンなどの樹脂が使用されること も多いが,たとえ高粘度の樹脂を選択しても,非常に多量 の樹脂を必要とすることが多い.これは,これらの樹脂は 極性が低く,極性の高い樹脂を完全に排出するのが困難で あるためと説明することができる.今回実験的に示した PP と SAN のパージ能力の非対称性は,実際の成形現場では しばしば経験されているものである. また,日常的に接している「洗浄」では水を使用するた め,洗剤の設計に際しては,溶媒は水に固定し,対象とな る汚れの特性だけに着眼すればよい.しかし,樹脂の色替 え,材料替えにおいては樹脂が水の役割を果たすため, パー ジ剤の設計の際には,溶媒の役割を果たすパージする樹脂 と,パージされる樹脂の両方の特性を考慮する必要がある. 界面活性剤の効果を図7を用いて説明したが,界面活性 剤は,パージの対象となる樹脂と金属表面の界面に直接作 用するのではなく,パージする樹脂と金属との界面および パージする樹脂とパージされる樹脂との界面に作用する. パージする樹脂と金属との間の界面張力が,パージされる 樹脂と金属表面との間の界面張力よりも低くならないと, パージされる樹脂は効率的に排出されない. 例えば PP と SAN の場合では,極性が大きく異なるの で,共に同じ界面活性剤で γ metal,PP と γ metal,SAN の両方を低下 させるのは難しい.つまり,パージ剤の設計に際しては, まずベース樹脂を選択した後,その系の特性に合わせて, 最適な界面活性剤を選択する必要がある,ということがわ かる. 4.結 形機を用いて,SAN と PP の相互のパージの実験を行い, SAN は PP を容易に排出できるが,PP は SAN を排出でき ないことを示し,ヤングの式を用いてその原因を説明した. 材料置換のしやすさは,粘性など排出する材料の特性だ けで決まるものではなく,パージされる材料とパージする 材料,シリンダーやバレルなどの金属表面の三者間の界面 張力のバランスにより決定されるものであり,重要な因子 は樹脂の極性であることを示した. また,パージする樹脂に界面活性剤を添加した場合, パー ジする樹脂と金属間の界面張力が,パージされる樹脂と金 属間の界面張力よりも低くなると,パージされる樹脂が効 率的に排出されることを説明した. 成形現場ではしばしば経験されてきた樹脂のパージ性能 の非対称性を,ぬれの考え方の導入することで説明できた が,パージというプロセスは非常に複雑であり,まだまだ 説明できないことが多い.今後,多くの研究者が本分野を 研究対象とし,さらに現象の理解が進み,成形現場での材 料置換や色替え作業の効率化が進むことを期待する. 参 考 文 献 1)Brockscmidt, A.:Plast. Technol .,2 8 (5) ,3 5 (1 9 8 2) 2)鈴木七郎:ポリマーの友,2 0 (1 1) ,7 4 4 (1 9 8 3) 3)Botros, M. G.:J. Plastic Film & Sheeting, 1 2 (3) ,2 1 2 (1 9 9 6) 4)Schmiederer, D., Sriseubsai, W., and Schott N. R.:J. Macromol. Sci. A,4 3 (1 2) ,2 0 1 9 (2 0 0 6) 5)岩脇章,新谷定彦,川端浩太郎,深瀬久彦,野村昭博: 石川島播磨技報,2 1 (4) ,3 1 4 (1 9 8 1) 6)Rauwendaal, C.:Plast. Technol .,5 6 (9) ,3 4 (2 0 1 0) 7)坂本一郎,佐藤雄司:成形加工,7 (1 1) ,6 8 3 (1 9 9 5) 8)伊藤幹彦:成形加工,7 (1 1) ,6 9 8 (1 9 9 5) 9)大和田薫,角田光雄:成形加工,1 8 (4) ,2 5 3 (2 0 0 6) 1 0)片山昌広,辻岡邦夫,特許第3 9 8 8 0 5 7 1 1)前田重義:色材,7 0 (8) ,5 2 6 (1 9 9 7) 1 2)藤本武彦:界面活性剤入門,2 2 (2 0 0 7) ,三洋化成工業 株式会社 1 3)中村元一,井上隆:高分子論文集,4 7 (5) ,4 0 9 (1 9 9 0) 1 4)Wu, S.:Polymer Interface and Adhesion, Marcel Dekker, Inc.2 1 5 (1 9 8 2) , 言 成形加工時の材料置換の挙動を理解する目的で,射出成 Seikei―Kakou Vol. 24 No. 1 2012 23
© Copyright 2026 Paperzz