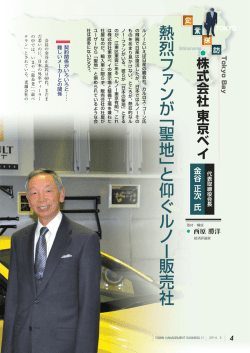
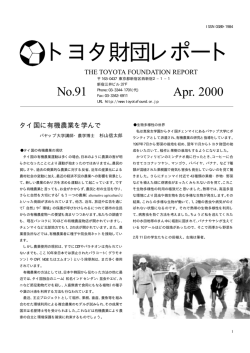
特集 世界トップクラスの高速加工、精度を求めて 革新的プレス工法の開発に挑む。 トヨタ紡織の社員が持つモノづくりへの熱い思いが結集、 これまでの常識を超える新たな加工技術が誕生した。それは板厚4.3ミリの鉄板のプレス加工で、 1分間に約100個の生産が可能、さらに良品率もほぼ100%というもの。 マ ネ ジ メ ン ト ・ 事 業 に つ い て この革新的プレス加工技術の開発に挑んだ社員の姿を追ってみた。 よりよいモノづくりのために います。通常は、この程度の板厚のものなら業界最速で1分間 自分たちの手による加工技術を実現しよう に30個程度と言われていましたから、世界トップクラスにある と思います」 と話すのは、 この新しい工法であるFHS(Fine Hold トヨタ紡織猿投工場の一角。あるプレス機から1分あたり 19 Stamping)工法の開発の中心的存在になった榊原正己だ。 100個近い部品がつくり出されていた。生産されているのは、 トヨタ紡織が、従来用いていたFB(Fine Blanking)工法は、 自動車シートの 角度を変えるラウンドリクライナーを構成 油圧式のプレス機を使用するものだが、 「生産速度が遅いこと、 する部品の一つだ。 気温の影響で油の温度が変わることから品質にバラツキが 「板厚4.3ミリの鉄板のプレスで1分間におよそ100個を 出ること、機械の構造が複雑で不具合が起きたときになかな 生産、しかも良品率が99.9%以上という高い数字を誇って か原因の究明ができないことなどの問題を抱えていました」 TOYOTA BOSHOKU REPORT 2008 Management / Business Activities 榊原 正己 山崎 新彦 藤村 志郎 さかきばら・まさみ やまざき・よしひこ ふじむら・しろう 第4生技部 主査 第4生技部第41技術室 副室長 第4生技部 第41技術室精密型G GL 中村 光邦 なかむら・みつくに 薮下 博史 やぶした・ひろし 牛田 耕平 渡辺 拓真 第4生技部 プレス工機室NC・機械加工G SX うしだ・こうへい わたなべ・たくま 第4生技部 第41技術室精密型G 第4生技部 第41技術室精密型G 第4生技部 第41技術室精密設備G GL と榊原と同じ部署の藤村志郎は語る。ラウンドリクライナーの が判明。その原因は従来のプレス機にあったため、 『プレス機 自動組み付けラインを担当している山崎新彦は、 「FB工法 も自分たちで開発するしかない』ということになったのです」 でつくられた部品の精度は悪く、自動組み付けラインが止まっ と語る。開発がスタートして1年。金型の開発とともに、プレ てしまう状態によくなりました。不良品として捨てる部品も ス機の開発という新たな課題が立ちはだかった。 マ ネ ジ メ ン ト ・ 事 業 に つ い て 多かったですね」と当時を振り返る。 もちろん、 こうした事態に対し手をこまねいていたわけでは きっかけはドイツの見本市 ない。 「カイゼンの取り組みを進めてきましたが、 このプレス 異業種の知恵を借り、プレス機の開発スタート 機はドイツのメーカーから購入したもの。我々が『この点を カイゼンしたい』とメーカーに言っても、メーカーが『不可能』 ドイツで行われていた工作機械の国際的な展示会を訪れて と言えば何もすること いた牛田耕平は、あるブースの前で足を止めた。 「それは家 ができない。ずいぶん 電や携帯電話用の部品など、板厚の薄い製品をつくるプレス 悔しい思いをしました。 機をつくっているメーカー のブースでした 。デモ機は非常 そんなことから、 『我々 に速く、しかも精度が高い 。思わず 釘付けになりました 」。 も ラ ウ ンド リク ラ イ そのメーカーの所在地は愛知県。食い入るようにデモ機の ナーをつくってきたノ 様子を見ていた牛田の姿を見て、その会社の役員が声をかけ ウハウがある。これを た。 「FHS工法の開発とは別の業務でドイツに出張していた 生 かし て 自 分 た ち で のですが、今から思えばこのときの出会いがプレス機開発へ 新しいプレス加工技術 のスタートでしたね」 (牛田)。 を開 発しよう』という 帰国した牛田は榊原を説得して、愛知県一宮市にあるプレ ことになったのです」 ス機メーカーの工場を訪問。榊原もその技術を目の当たりに (榊原)。 し、共同で新しいプレス機を開発する話をまとめた。 「我々が 100分の1ミリ単位の精度を得るのに四苦八苦しているのに、 基本方針は「脱油圧」。 家電や携帯電話の世界では1000分の何ミクロンという精度 金型の開発をとおして生まれた新たな課題 の製品を高速でつくることは当たり前。高速で高精度という 当社が求めるキーワードがここにあったのです。ただ、先方は 2003年、 「 油圧を使わないで高速・高精度のプレス加工 板厚の厚いものを加工するトン数の大きなプレス機をつくっ 技術をつくる」をモットーに開発がスタート。 「『脱油圧』とい たことはありませんでした。当社にとっても、先方にとっても う観点からメカ的な機構を用いるしかない。どういう工法に FHS工法用のプレス機開発は、新たな挑戦であったわけです」 するのかを考えるために、現場が何で苦しんでいるのかを と榊原は語る。まさに「異業種の知恵を借りる」カタチで、と 聞くことから始めました。まさに現場の『御用聞き』のような もに新たなプレス機の開発に取り組むことになったのだった。 活動でした」と藤村は話す。 当初は既存のモーター式のプレス機を使用、金型を変更 金型メンテナンスの標準作業化長寿命化に取り組む することで対応する計画だった。金型の開発担当である渡辺 拓真は「最初は200個以上の問題点がありましたが、それを 高速・高性能のプレス機、それに適した金型の開発を進める 一つずつ丹念につぶしていき、何とか生産できるレベ ルに 中で、次の課題になったのが金型のメンテナンス。安定した まで高めることができました。しかし、何千ショットかプレスを 品質・生産を確保するために、金型のメンテナンスは不可欠な した後に、できあがる製品の精度にバラツキが出てしまうこと 作業。従来のFB工法は、熟練したマイスター(職人)が手加工 TOYOTA BOSHOKU REPORT 2008 Management / Business Activities 20 特集 処理も、 凹凸をつくることで摩擦を減らしているというわけです」 (渡辺)。吹きつける微粒子の大きさ、材質は協力メーカーと ともに独自に開 発 。この 取り組 みによって 型 の 寿命は5倍 に延長することができた。この表面処理技術はWPC(Wide Peening Cleaning)処理と名づけられ、 「 幅広く, 打ちつ けて, 清掃する」という意味である。 山積する課題を解決し、 2005年7月から製品の生産を開始 マ ネ ジ メ ン ト ・ 事 業 に つ い て ラウンドリクライナーを構成する8つの部品のうち、6つが FHS工法でつくられる。その中の一つにラチェットがある。 これはシートの角度を決めるもので、ギザギザ状の歯がつい によって行うものだった。これを誰もができるように作業を た部品だ。その強度を増すために、プレス加工で生産した後、 標準化することが、プレス工機室に所属する藪下博史に与え 高周波で焼入れを行う。 「焼入れ後、冷却を行うわけですが、 られた使命だった。 「家電系の金型メーカーに、私を含めた3人 冷やし方を間違えると寸法が変わってしまいます。せっかく の社員が出向き、研修を受けました。1000分の5ミクロン 精度の高い製品をプレス加工でつくっても、これでは意味が の世界で精度を追求している姿を目の当たりにして、こんな ありません」と中村光邦は話す。中村は冷却水をかける角度 緻密なことができるのかと感じましたね」と藪下は話す。こう を100分の1ミリ単位で調整、試行錯誤の上、焼入れ後も同じ してノウハウを吸収した藪下たちは、 これまでメンテナンスに 寸法が得られる方法を突き止めた。 用いていた工作機械の見直しからスタート。FHS工法に適した 金型の開発からスタートし、 プレス機(600トンメカプレス機) 加工機を選択、作業する人によって仕上がりの バラツキが の開発、よりよいメンテナンスのあり方の追求、組み付け工程 大きい 面付けまでを機械化するなど、手作業によるメンテ での問題点解決などが終わり、2005年7月からFHS工法に ナンスの廃止に取り組んだ。 よる製品生産がスタートした。 高速で精密な製品が生産できると言っても、すぐに金型の メンテナンスが必要になるようではそのたびに生産を止めな ければならず、生産性は上がらない。そこで金型の寿命延長 にも取り組んだ。これは材料に金属やセラミックの微粒子を 噴射し、そ の表面に5∼7ミクロンのディンプルを形成して 表面の硬度を上げ、さらに表面にできたくぼみが摩擦を低減 する。プレス加工時に発生する材料と金型との摩擦を極力 抑え、金型への影響を最小限に留めようとするものだ。 一見すると表面に凹凸のない方が、摩擦を生じにくいよう に思われる。しかし、現実はくぼみをつけた方が摩擦は少ない のだ。 「注射器を見ていただくと、この表面処理の原理がわ かっていただけると思います。注射器のピストンの表面には、 細かな凹凸がついており、この 凹凸がスムーズな動き を支えています。 つまり今 回 の表面 精度の高い製品を生む理由、 それは金型で材料拘束する機構 ここでFHS工法とFB工法の製品の差を見てみよう。写真 ラチェット 21 TOYOTA BOSHOKU REPORT 2008 Management / Business Activities でわかるように、FHS工法でつくられた部品の断面は非常に つ並べるだけなのだから、簡単そうに思えるが、同じ品質の製 品ができなければ意味がないし、片一方の型が壊れてしまう FHS工法 とプレス機の稼動も止まってしまう。実は非常に困難な課題 だった。 1個取りのときは鉄板の真ん中をプレスするため問題は ないが、2個取りのときは中心を境に二つの製品をつくること FB工法 になる。隣の工程の影響を受けてしまい、力のバランスが狂っ て仕上がりにバラツキが出てしまうのだ。 「 2個取り用に金型を セットして稼動させ、プレスする途中の段階でそれぞれどの ような力が加わっているか、求めている寸法を確保している かどうかを測定しました。材料をひたすら測りつづけましたね」 (渡辺)。こうした渡辺の地道な努力が実を結び、FHS工法 FHS工法(型構造拘束) FB工法 における2個取り化が実現した。 また、今年の11月にはタイの生産拠点でFHS工法を導入 する予定で、藪下と渡辺は現地 の 教育にもあたっている。 上型パッド 上型パンチ 上型パッド 上型 パンチ このほか、別のプレス加工品にもFHS工法を横展(よい事例 材料 組みが始まっているところだ。 材料 下型 ダイ 下型 下型エジェクタ ダイ マ ネ ジ メ ン ト ・ 事 業 に つ い て を他にも応用していくこと)していく考えで、さまざまな取り 伝えたいのは「FHS工法の心」。 必ずカタチにするという思い 「 猿投工場では月200万個つくっています。99.9% の 美しい。それがこの工法の大きな特長だ。 油圧を使わないプレス加工の場合、材料が型にあたると「逃 良品率でも、月2千個は不良品ですから、まだまだカイゼンの 余地はあります。これからもレベルアップを目指したい」 (山崎) 、 げ」が発生する。例えば食材を切るとき、包丁に力を入れると 「 今回 の 開発はよい 結果を残すことができました 。今後も その力によって食材がわずかにずれてしまう。しかも切れ味 プレス技術をリードしていく存在として、他社に追い抜かれな の悪い包丁では、切り口がちぎれたような形になってしまう いように努力していきたい」 (藤村)と現状に満足せず、さら ことがある。実はFB工法でも同じことが起きているのだ。 なる向上を目指している。 そこでFHS工法では、 この材料の「逃げ」を防止するために、 「FHS工法をどうやって他に応用していくか、あるいはどう 型の形を変更、型で材料を押さえて「逃げ」が発生しないよう 生かしていくかということも大切ですが、私自身は『FHS工法 にしたのだ。この機構を取り入れたことで、型と材料がずれる の心』を横展していくことも重要だと思います。困難な課題 ことがなく、精密な加工をすることが可能になった。FHS工 にチャレンジし、やり遂げたということを忘れずに、その精神 法でつくられた製品の断面の美しさはその証と言えるだろう。 を広めていきたいし、若い社員にも引き継いで欲しいですね」 「ここまでの間には、試作の金型をいくつも壊しましたし、 (榊原) 。メンバーたちの挑戦は終わらない。 部品の試作を何度も行いました。共同開発先の企業に当社の 役員が出向き、協力をお願いしに行ったことも数多くあります。 この工法はスタッフの努力によるところも大きいですが、経営 陣が我々の背中を押してくれたからこそ、完成することがで きた技術だと思います」 (榊原)。 第二のステージを迎えたFHS工法 2008年11月にはタイで生産開始 完成したFHS工法は、第二のステージを迎えた。まず実用 化された のは製品の2個取りだ。これは一つ の金型で同じ 製品を2個つくるもので、通常の倍の生産を実現しようとす るもの。この課題に挑戦したのが渡辺だった。製品を2個ず TOYOTA BOSHOKU REPORT 2008 Management / Business Activities 22
© Copyright 2026 Paperzz