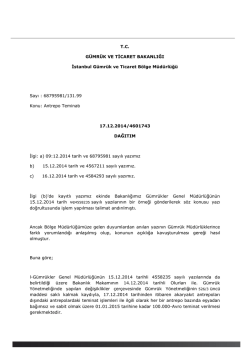
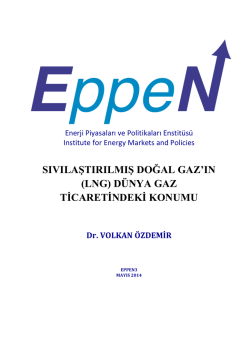
Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Antep Fıstığı Atık Kabuklarının Enerji, Kimyasal Madde ve Biyomalzeme Üretiminde Değerlendirilmesinde Kullanılabilecek Termokimyasal Yöntemlere Genel Bir Bakış Tufan Salana, M. Hakkı Almab Kahramanmaraş Sütçü İmam Üniversitesi, Malzeme Bilimi ve Mühendisliği Anabilim Dalı, Avşar Yerleşkesi, 46100, Onikişubat, Kahramanmaraş,e-mail: [email protected] b Kahramanmaraş Sütçü İmam Üniversitesi, Orman Fakültesi, Orman Endüstri Mühendisliği Bölümü, Avşar Yerleşkesi, 46100, Onikişubat, Kahramanmaraş a Özet Son yıllarda, enerji, katma değeri yüksek malzeme, milli kaynakların değerlendirilmesi gibi konuların önemi gittikçe artmaktadır. Bunun için ülkemizde bulunan yeni ve yenilenebilir kaynakların geri dönüşüm ile değerlendirilmesi gerekmektedir. Özellikle hammadde kaynaklarının sınırlı oluşu, maliyetlerin artması, gittikçe kirlenen çevreyi temiz tutmanın kazandığı önem, erişimi kolay ve maliyeti ucuz olan, önemli derecede enerji tasarrufu imkânı sağlayan atık maddelerin enerji ve çeşitli kimyasalların üretilmesinde hammadde olarak değerlendirilmesini zorunlu kılmaktadır. Günümüzde, lignoselülozik biyokütle kaynakları termokimyasal, biyokimyasal ve katalitik yöntemler ile değerli kimyasal maddelere, biyoyakıtlara ve çevreci polimerik malzemelere geniş bir yelpazede dönüştürülebilmektedir. Termokimyasal yöntemler biyo-kütleyi biyo-yağ, sentez gazı ve biyo-polyol gibi geçiş ürünlerine dönüştürmeyi hedeflemektedir. Bir biyokütle atığı olarak antep fıstığı kabukları ülkemizde yıllık tonlarca miktarlarda oluşmaktadır. Bu kabuklar piroliz, gazlaştırma vb. termokimyasal yöntemlerle çevreci bir şekilde değerlendirilebilirler. Bu çalışmada antep fıstığı kabuklarının değerlendirilmesinde kullanılabilecek çeşitli metotlar açıklanmaya çalışılmış ve bu metotlar ile üretilebilecek ürünlerin potansiyeline dikkat çekilmiştir. Anahtar kelimeler: Antep fıstığı, kabuk, termokimyasal dönüşüm, enerji, kimyasal, biyomalzeme 1 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep 1. Giriş Sanayide ve teknolojide gelişmelerin hızlı yaşanması, olumlu olarak yaşam kalitesini arttırırken olumsuz olarak ise oluşan atıklar nedeni ile yaşam kaynaklarının ve çevrenin kirlenmesine neden olmaktadır. Bu yüzden sürdürülebilir bir çevre yönetimi sağlamak büyük önem kazanmıştır. Sürdürülebilir çevre koruma bilincinin artmasıyla birlikte, işletmelerin çevreye bakış açılarında önemli bir değişim yaşanmaktadır. Bununla birlikte; öz kaynakların verimli kullanımı, atık miktarının azaltılması, geri dönüştürülmesi ve çevreye daha duyarlı tasarımlar gibi unsurlar ön plana çıkmaktadır. Son yıllarda Avrupa Birliği çıkardığı direktifler ile atık yönetimine çok önem vermiş ve Kaynağında Azaltma (Reduction), Tekrar Kullanım (Re-Use), Geri Dönüşüm (Recycling) ve Geri Kazanım (Recovery) konseptlerini çevre ve yenilenebilir enerji ile ilgili tüm alanlarda uygulamaya koymuştur. Ülkemizin Avrupa Birliği’ne giriş sürecinde hem AB kararlarını benimsemek adına hem de ulusal kaynakların kullanımına yönelmek adına bu direktiflere benzer akılcı kararlar almak durumundadır. Diğer taraftan dünyada gelişmekte olan ülkelerde nüfusun ve gelişen teknolojilerin artması dolayısıyla enerji ihtiyacının da artmasına yol açmaktadır. Ayrıca günümüzde birincil enerji kaynakları olan fosil türevli yakıtların kaynağının sınırlı olması ve dünya genelinde sadece belirli bölgelerde bulunması da ciddi bir problemdir. Türkiye de gelişmekte olan bir ülke olup enerji talebi her geçen yıl hızla artmaktadır. Ülkemizin enerjisinin yarıdan fazlasını ithal ettiğini düşünürsek yakın gelecekte gerekli önlemler alınmadığı takdirde önemli enerji krizleri ortaya çıkabilir. Bunun için ulusal nitelikteki yeni ve yenilenebilir enerji teknolojilerinin gelişmesine önem verilmelidir. Doğal kaynaklarımız oldukça sınırlıdır ve dikkatli kullanılmaz ise bu kaynakların hızla tükeneceği kesindir. Bu bağlamda atıkların enerji üretiminde değerlendirilmesi oldukça önemli bir yaklaşım olacaktır. Demir, çelik, bakır, kurşun, kağıt, plastik, cam gibi maddelerin geri kazanılması ve tekrar kullanılması, doğal kaynaklarımızın tükenmesini önlemenin yanı sıra, dışarıdan ithal ettiğimiz ham maddelere ödenen döviz miktarını azaltmakla birlikte, kullanılan enerjiden de önemli miktarda tasarruf edilecektir. Bununla birlikte özellikle ülkemizde fıstık, fındık, ceviz, badem, zeytin vb. kuru yemiş ve meyvelerin üretimini yapan tesislerde kabuk ve çekirdek gibi belli bir ısıl değeri olan atıkların oluşmaktadır. Ülkemizin bu gibi yiyeceklerin üretimi bakımından önemli bir konumda olması, hem iç piyasada hem de dış piyasada bu gibi ürünlerin büyük bir payının olması tesislerde tonlarca yararlı biyokütle atığının oluşmasına neden olmaktadır. Ayrıca ormancılığında önemli olduğu ülkemizde ağaç kesim artıkları bol miktarda bulunmaktadır. Kabuk ve çekirdek atıkları genellikle kalorifer kazan gibi sistemlerde düşük verimde ısı üretimi için kullanılırken, orman kesim artıkları ya ormanda bırakılmakta ya da köylüler tarafından çok düşük düzeyde kullanılmaktadır. Türkiye’de biyokütle enerjisi kaynağı olarak hasat artıkları, meyve ağacı artıkları ve fındıkkabuğu gibi çeşitli tarımsal atıklar mevcuttur. Biyokütle enerjisi kaynakları içinde, yakacak odun en ilginç olanıdır çünkü Türkiye’nin nihai enerji üretimindeki payı %21 ile yüksek bir orandadır ve odunu yararlı enerjiye dönüştürecek tekniklerin karmaşık olması zorunlu değildir. Belirli bir biyokütlenin enerji olarak seçimi için; mevcut durum, kaynak, taşıma ücreti, yaygın fosil yakıtların ücretleri ve kullanımı ile rekabet edebilmesi gibi ölçütler göz önüne alınmalıdır. Biyokütle kullanımı özellikle gelişmekte olan ülkelerde çok çekici bir enerji kaynağıdır. Birçok gelişmekte olan ülke gibi, Türkiye’de enerji gereksiniminin çoğunu karşılamak için biyokütleye bel bağlamış durumdadır. Hem elektrik hem ısı olarak enerji üretiminde biyokütlenin daha verimli kullanımı Türkiye’nin petrol ithalatını azaltmasına yardım edebilir. Türkiye daima dünyadaki büyük tarım ülkelerinden biri olmuştur. Tarımın önemi, biyokütle enerjisinin Türkiye’de önemli bir kaynak olmasından dolayı artmaktadır. 2 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Biyokütle atık maddeleri Türkiye’de elektrik üretimi için kullanılabilir. Biyokütleden elektrik üretimi Türkiye’nin yakın geleceğinde umut verici bir metot olarak görülmektedir. Türkiye’de enerji üretiminde alternatif olarak kullanılabilecek biyokütle kaynakları çeşitleri ve potansiyelleri Çizelge 1’de sıralanmıştır (Demirbaş, 2008). Çizelge 1. Türkiye’nin yıllık biyokütle enerji potansiyeli (Demirbaş, 2008) Biyokütle Türü Hayvan Atıkları Yıllık Bitkiler Orman Atıkları Çok Yıllık Bitkiler Tarım Endüstrisi Atıkları Odun Endüstrisi Atıkları Diğer Toplam Yıllık Potansiyeli (Milyon ton) 7 55 18 16 10 6 5 117 Enerji Potansiyeli (Mtoe) 1.5 14.9 5.4 4.1 3.0 1.8 1.3 32 Ülkemizde bulunan önemli bir tarım ürünü de antep fıstığıdır. Özellikle Güneydoğu Anadolu Bölgesi antep fıstığı yetiştiriciliğinde önemli bir konumdadır ve ağaç sayıları her yıl artış göstermektedir. Antep fıstığının kabuksuz yemiş şeklinde ticari olarak hazırlanması sırasında ise bir biyokütle hammaddesi olan atık kabuklar fabrika vb. işletmelerde yıllık büyük miktarlarda açığa çıkmaktadır. Türkiye dünya genelinde Iran, Suriye ve Amerika gibi ülkelerle birlikte antep fıstığı üretiminde başı çekmektedir. Özellikle Şanlıurfa ve Gaziantep illeri ülkemizdeki üretimin yaklaşık %75’lik kısmını karşılamaktadır. Çizelge 2’de Türkiye’de yetiştirilen antep fıstığının yıllara göre değişim miktarları verilmiştir (TÜİK, 2014). Antep fıstığı meyvesi fındık, badem ve yer fıstığı gibi yağlı meyvelerle mukayese edildiğinde; protein bakımından %22,6 karbonhidrat bakımından %15,6 ve kalori değeri bakımından 3250 ile birinci, %54,5 yağ oranı bakımından fındıktan sonra ikinci sırayı almaktadır. Bu kadar yüksek besin değeri ve Antep fıstığı (Pistacia vera L.) çerez olarak her yerde aranılan bir meyve, ayrıca dünya kültürünün yayıldığı yerlerin sınırlı olusu nedeniyle antep fıstığı, iç ve dış pazarlarda hep alıcı bulabilir duruma gelmiştir (Altuntaş ve Mutlu, 2007). Çizelge 2. Türkiye’de üretilen antep fıstığı miktarlarının yıllara göre değişimi Ağaç Toplu Meyve başına Meyve veren meyveliklerin Üretim vermeyen Toplam Yıl ortalama yaşta ağaç alanı (ton) yaşta ağaç ağaç sayısı verim sayısı (dekar) sayısı (kg) 2009 2.144.897 81.795 3 30.143.997 11.461.604 41.605.601 2010 2.212.229 128.000 4 29.617.102 10.562.487 40.179.589 2011 2.338.368 112.000 4 30.868.412 10.419.574 41.287.986 2012 2.835.517 150.000 4 37.150.045 12.428.352 49.578.397 2013 2.813.553 88.600 2 38.116.209 12.006.181 50.122.390 Not: 2013 verileri geçicidir. 3 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Antep fıstığı ağaçlarından toplanan meyvelerin dışında iki tür kabuk bulunmaktadır. Bunlar kırmızı renkli yumuşak bir dış kabuk ve bunun altında meyveyi koruyan oldukça sert olan bir iç kabuktan oluşmaktadır. Yumuşak dış kabuk meyvenin %18’lik bölümünü oluşturmaktadır ve Türkiye’de yaklaşık yıllık 13.000 ton kırımızı dış kabuk atık olarak üretilmektedir (Demiral ve diğ., 2008). Diğer yandan sert iç kabuk ise meyvenin yaklaşık olarak %45’lik kısmını oluşturmaktadır (Açıkalın ve diğ., 2012). Özellikle son yıllarda Güneydoğu Anadolu Projesi (GAP) ile bölgedeki sulanabilir ekili alanların artışı ile antep fıstığı yetiştiriciliğinde de bir artış görülmüş buda atık olarak üretilen atık kabuklarında artmasını sağlamıştır.Bu kabukların değerlendirilmesi için içeriklerinin belirlenmesi oldukça önemlidir. Çizelge 3 ve 4’de antep fıstığının işlenmesi sırasında açığa çıkan bu iki tür kabuğun çeşitli analiz sonuçları sıralanmıştır. Yüksek bir üretim potansiyele sahip bu atık kabuklar yeni teknoloji termokimyasal yöntemler ile enerji, çeşitli kimyasal maddelerin üretiminde ve doğa dostu biyomalzemelerin üretiminde değerlendirilebilirler. Halihazırda bu atık kabuklar oldukça düşük enerji verimliliğine ve çevreye zararlı etkileri olan yakma ile veya çöp alanlarına serme/depolama vb. yöntemler ile bertaraf edilmektedir. Çizelge 3. Antep fıstığının yumuşak kabuğunun temel özellikleri (Demiral ve diğ., 2008) Özellik Değer Nem içeriği (%) 9.25 a Proximate analizi (%) Uçucular 67.85 b Sabit karbon 8.69 Kül 14.21 Ultimate analizia (%) Karbon 45.53 Hidrojen 5.56 Oksijenb 47.17 Azot 1.74 Ampirik formülü CH1.46O0.78N0.03 H/C mol oranı 1.46 O/C mol oranı 0.78 Brüt ısıl değeri, (MJ/kg) 18.57 a Kuru bazda ağırlık yüzdesi, bFarktan Fakat bu güne kadar araştırmacılar yakmanın dışında, biyokütlesel hammaddeler başta olmak üzere, artıma çamurları ve plastikler gibi çeşitli atıkların da termokimyasal olarak dönüşümü için birçok yöntem geliştirmişlerdir. Bu yöntemlerden en önemlileri yakma, gazlaştırma, sıvılaştırma ve piroliz metotlarıdır (Goyal ve ark., 2008). Bu çalışmanın amacı bu yöntemlerin genel hatları ile açıklanması ve antep fıstığı kabuklarının enerji üretiminde değerlendirilmesi konusuna kullanılabilirlikleri ile ilgili bir farkındalık yaratılmaya çalışılmasıdır. 4 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Çizelge 4. Antep fıstığının sert kabuğunun temel özellikleri (Okutucu ve diğ., 2011) Özellik Proximate analizi (ağırlıkça %) Nem Uçucu madde Sabit karbon Kül Ultimate analizi (kuru, ağırlıkça %) C H N S Oa HHVb (MJ/kg) Bileşen analizi (kuru, ağırlıkça %) Selüloz Hemiselüloz Lignin Ekstraktifleric a Farktan,bYüksek ısıl değer, cToluen/Alkol (2/1) (v/v). Değer 6.99 80.01 12.08 0.09 42.41 5.64 0.07 0.01 51.87 17.88 53.98 20.10 25.25 0.67 2. Piroliz Piroliz, biyokütle veya polimer gibi maddelerin oksijensiz ortamda genellikle 300-650 ˚C aralığında belirli bekleme sürelerinde termokimyasal olarak bozundurulması işlemidir. Bu süreç sırasında büyük kompleks hidrokarbon zincirleri kısmen küçük ve basit yapılara kırılarak gaz, sıvı ve char olmak üzere üç temel ürüne dönüşür. Sıvı ürün genelde biyo-yağ olarak adlandırılır ve katran, ağır hidrokarbonlar ve sudan oluşur. Bu ürünlerin miktarları operasyon koşullarına göre belirlenir ve sıvı ürünün amaçlandığı durumlarda yüksek ısıtma hızları ve kısa buhar bekletme süreleri tercih edilir (Basu, 2010). Piroliz yöntemi piroliz sıcaklığı, ısıtma hızı, parçacık boyutu, piroliz ortamı, reaksiyon suresi, basınç, reaktör tipi ve katalizör gibi birçok farklı parametre tarafından kontrol edilebilen bir süreçtir ve gerçekleşme koşullarına göre katı, sıvı ve gaz ürünlerden hangisinin üretileceği belirlenebilir. Farklı piroliz parametrelerine göre belirlenen bazı piroliz teknolojileri ve şartları Çizelge 5’de verilmiştir. Şekil 1 ise piroliz işlemini genel hatlarıyla şematik olarak özetlemektedir. Her koşulda üç farklı ürünü de üretmek mümkündür ve oranlar ile verimleri sıcaklık, ısıtma hızı, süre gibi proses koşullarına göre ayarlanabilmektedir. Piroliz işlemi bu koşullara göre farklı şekilde sınıflandırılabilir. Karbonizasyon günleri bulan bekleme sürelerinde çok düşük ısıtma hızında gerçekleşen ve genellikle odun kömürü üretimi için kullanılan piroliz işlemidir. Geleneksel piroliz olarak da adlandırılan yavaş piroliz tekniği ucuz ve verimli bir yöntemdir. Piroliz ürünleri olarak katı, sıvı ve gaz ürünler meydana gelmektedir. Gaz ürün verimini artırmak için yüksek sıcaklıklar istenirken, sıvı ürün için daha düşük sıcaklıklar kullanılır. Diğer taraftan hızlı piroliz işlemi çok yüksek sıcaklıklarda çok kısa reaksiyon süresinde sıvı ürün elde etmek için kullanılan ileri bir teknolojidir (Bulushev ve Ross, 2011). 5 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep 1 Çizelge 5. Bazı piroliz teknolojileri ve proses şartları (Basu, 2010) Süre Sıcaklık artış hızı (°C/dk) Sıcaklık (°C) Ürünler Karbonizasyon Günler Çok düşük 400 Kömür Geleneksel (Yavaş) 5-30 dk. Düşük 550 Biyo-yağ, Kömür, Gaz Hızlı < 2s Çok yüksek 500 Biyo-yağ Flash <1s Yüksek < 650 Biyo-yağ, Kimyasallar, Gaz Ultra-rapid < 0.5 Çok yüksek 1000 Kimyasallar, Gaz Vakum 2-30s Orta 400 Biyo-yağ Teknoloji Piroliz işlemi biyokütlenin havasız ortamda yüksek sıcaklıklarda bozundurulması işlemidir. Piroliz işlemi ile hammadde katı char, yanıcı gaz ve biyo-yağdan oluşan üç farklı değerli ürüne dönüşür. Piroliz sonucu üretilen sıvı biyo-yağın yakıt kalitesini düşüren yüksek oksijen içeriği, su içeriği, yüksek yoğunluğu ve viskozitesi, asitliği, düşük ısıl değeri ve petrol kaynaklı yakıtlarla uyumsuzluğu piroliz sonrası ekstra iyileştirme prosesi gerektirmektedir (Qi ve ark. 2007, Hong-yu ve ark. 2008). Şekil 1. Piroliz işleminin aşamalarının şematik gösterimi Bu nedenle katalitik piroliz ile ilgili çalışmalar son yıllarda önem kazanmıştır. Katalitik pirolizde hammadde tek bir proses ile biyo-yağdan daha iyi özellikte benzin ve mazot kalitesine yakın sıvı hidrokarbonlara dönüştürülebilmektedir. Katalizör olarak asidik ve bazik karbonatlar ve hidroksitler kullanılmıştır. Homojen katalizör olarak Lewis asitleri, metal oksitler vb., heterojen katalizör olarak ise alimüna-silika zeolitler, FCC katalizörleri, alüminyumlu killer ve çok güncel olan Al-MCM-41 ve sentetik zeolit ZSM-5, Zeolit Y, Zeolit β bir çok çalışmada kullanılmıştır (Marco ve ark., 2009, Zhou ve ark., 2011, Taarning ve ark., 2011). 6 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep 2.1. Piroliz Sıvısı (Biyo-yağ) ve Özellikleri Genel anlamda biyo-yağ biyokütlesel kaynakların pirolizi ile üretilen polimerik karbonhidrat ve lignin parçacıkları ile birlikte 400’den fazla yüksek derecede oksijenlenmiş bileşik içeren siyah renkli sıvı bir ürünü temsil etmektedir. Biyo-yağın içerisinde en çok bulunan kimyasallar su, asetik asit, metanol, siklopentanon, metoksifenol, aseton, furfural, fenol, formik asit, levoglikosan, guaiakoldur (Goyal ve ark., 2008). Biyo-yağ kimyasal, enerji ve yakıt üretimi için potansiyel bir kaynaktır. Kazan, fırın, türbin ve motorlarda doğrudan yakıt katkısı olarak kullanılabilir, gazlaştırma sonrası Fischer-Tropsch ile benzin, mazot ve olefinlere, Cu/ZnO katalizör sistemleri ile metanole ve katalitik yöntemler ile sıvı hidrokarbonlara dönüştürülebilir (Bulushev ve Ross, 2011). Biyo-yağ elde edildiği kaynağa göre değişmekle birlikte yaklaşık olarak 13-18 MJ/kg bir enerji değerine, %15-30 arasında değişen su içeriğine ve 2-3.7 arasında değişen bir pH değerine sahiptir. Ayrıca petrol kaynaklı yakıtların aksine %45-60 arasında değişen önemli derecede yüksek oksijen içeriğine sahiptir. Biyo-yağ önemli bir yakıt potansiyeline sahip olmasına karşın ısıl değeri hidrokarbon yakıtların sadece %40-50’si kadardır. Bu yüzden bu potansiyelinin açığa çıkarılması için katalitik süreçler kullanılmıştır (Oasmaa ve Czernik, 1999). Biyo-yağın enerji ve yakıt alanında kullanımının yanı sıra değerli birçok kimyasal içeriği nedeniyle çeşitli maddelerin ekstrakte edilmesi ve üretilmesinde de kullanılmaktadır. Gıda aromaları ve esansları, ilaçlar, sintonlar, reçineler, çevre alanında kullanılan çeşitli kimyasallar, gübre ve emisyon kontrol ajanları biyo-yağdan üretilebilen maddelerdir (Bridgwater ve Peacocke, 2000). Çizelge 6 piroliz yağından elde edilebilecek önemli kimyasalların bazılarını ve market uygulamalarını biyokütle bileşenine göre göstermektedir. Çizelgede görülen kimyasallar biyoyağın potansiyelinin çok küçük bir kısmına ışık tutmaktadır. Özellikle furfural ve levoglukosan ticari öneme sahip birçok önemli kimyasalın başlangıç bileşiğidir. Fakat bu kimyasalların biyo-yağdan ekstrakte edilerek saflaştırılması ve maliyetleri göz önünde bulundurulması gereken bir durumdur. 2.2. Antep Fıstığı Kabuğunun Pirolizi İle İlgili Çalışmalar Demiral ve diğ. (2009) yaptıkları çalışmada antep fıstığının yumşak dış kabuğunun pirolizini sabit yataklı bir reaktörde 350-500 °C sıcaklık aralığında farklı sıcaklıklarda 15 ve 50 °C/dk sıcaklık artış hızlarında gerçekleştirmiştir. En yüksek sıvı biyo-yağ verimi %33.18 ile 450 °C sıcaklıkta 50 °C/dk sıcaklık artış hızı ve 150 cm3/dk azot gazı akış hızında elde edilmiştir. Elde edilen biyo-yağın analizi için çeşitli analitik ve spektroskopik teknikler kullanılmıştır. Biyo-yağın ısıl değeri 33.78 MJ/kg bulunmuştur ayrıca diğer bir ürün olan charın ise ısıl değeri 17.81 olarak bulunmuştur. Bu durum piroliz işlemi sonrası atık kabukların enerji değerinin oldukça fazla arttırıldığını göstermiştir. Elde edilen biyo-yağın alifatik, aromatik ve polar hidrokarbon bileşiklerinden oluşan bir karışım olduğu tespit edilmiştir. Yüksek verimlerde oldukça düşük bir oksijen içeriğine sahip olmuştur. Biyo-yağın ısıl değeri ve 1.43 bulunan H/C oranı ile mevcut petrol ürünlerine oldukça yakın özellikte olduğu ve doğrudan yakıt olarak kullanılabileceği önerilmiştir. Ayrıca çeşitli katalitik iyileştirme işlemleri ile daha yüksek kalitede ürünlere dönüştürülebilecek bir biyo-yakıt adayı olarak görülmüştür. 7 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Çizelge 6. Biyokütleden piroliz sonrası elde edilen kimyasallar ve uygulamalar (Wild, 2011) Biyokütle Bileşeni Hemiselüloz (150-300 °C) Selüloz (200-400 °C) Lignin (150-600 °C) Tüm Biyokütle (100-600 °C) Piroliz Kimyasalları Asetik asit Furfural Furan Furanon Metanol Diğer C1-C4 oksijenatlar (ör. Hidroksiasetaldehit, Asetol, Laktonlar) C5 ve C6-Anhydrosugars humik maddeler Levoglukosan Hydroxyacetaldehyde 1,6 anhidro-β-Dglucofuranose furfural Hidroksimetilfurfural furan Diğer C1-C4 oksijenatlar 2-methoxyphenols (ör. guaiakol) 2,6-dimethoxyphenols (ör. syringol) Katekolaminler Fenol Alkil-fenoller Metanol Diğer oksijenli aromatikler (ör. Coumaran) Furfural Asetik asit Diğer C1-C4 oksijenatlar (ör. Formaldehit, formik asit, aseton) Pirolitik lignin Özütler (ör. Terpenler) Kömür (Char) Piroliz-Yağı Gazlar (örneğin H2, CO, CO2, CH4) Market Uygulamaları Sirke (gıda) Vinil asetat Asetik anhidrit Esterler Çözücü Yol buz çözücüsü (Kalsiyum Asetat) Reçineler, yapıştırıcılar, Gıda lezzet ajanları Glikoz, polimerler, antibiyotikler 'Sıvı duman' gıda ajanı (gıda koruma ve lezzet) Kimyasallar İlaç 'Sıvı duman' gıda ajanı (gıda koruma ve lezzet) Parfüm sanayi, Ahşap yapıştırıcılar, Reçineler Plastik maddeler Yakıt katkıları Antifriz Etanol Nötrleştirici Bio-dizel Kimyasallar İlaçlar Terebentin Yakıt Toprak İyileştirici Aktif Karbon Metalurji Köpükleştirme Ajanı Apaydın-Varol ve diğ., (2007) sabit yataklı bir reaktörde 300, 400, 500, 550, 700 °C sıcaklıkta antep fıstığı sert dış kabuklarını piroliz ederek sıcaklığın ürün özellikleri üzerindeki etkisini araştırmışlardır. En yüksek biyo-yağ verimini %20.5 ile yaklaşık 500-550 °C sıcaklıkta elde etmişlerdir. Bu verim 550-700 °C sıcaklık aralığında düşmüştür. Elde edilen biyo-yağ sütun kromatografisi kullanılarak çeşitli kimyasal gruplara fraksiyonlanmış ve analizi gerçekleştirilmiştir. Sonuçta bu fraksiyonların geleneksel yakıtlara yakın benzerlik 8 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep gösterdiği ve taşıt yakıtı veya kimyasal hammaddesi olarak kullanılabileceği önerilmiştir. Biyoyağın ısıl değeri yaklaşık 30 MJ/kg ile 18 MJ/kg bulunan antep fıstığı kabuklarından oldukça fazla bulunmuştur. Biyo-yağın n-pentan alt fraksiyonundan elde edilen alifatik yapılar incelendiğinde ise normal alkanlar, alkenler ve dallanmış hidrokarbonlardan oluşan üç tür bileşiğe rastlanmıştır. Alkan ve alkenlerin zincir uzunluğu C10-C29 aralığında değişmiştir. Bu bileşikler dizel yakıt ile karşılaştırıldığında oldukça yakın bir benzerlik göstermişlerdir. Açıkalın ve diğ. (2012) ise antep fıstığı kabuklarını 350–650 ºC, 10–50 min ve 50–450 ml/dk aralıklarında değişen sıcaklık, reaksiyon zamanı ve azot gazı akış hızlarında gerçekleştirmişlerdir. Sonuçlar sıcaklığın ürün verimini etkileyen en etkili parametrenin sıcaklık olduğunu göstermiştir. Elde edilen sıvı ürünün 18 tane tanımlanan bileşikten olaşan yüksek derecede oksijenlenmiş komleks bir karışım olduğu ve 4645 kcal/kg olan bir yüksek ısıl değere (HHV) sahip olduğu belirlenmiştir. GC-MS ve FT-IR analizlerine göre biyo-yağ içinde temel olarak karboksilik asitler, fenoller, ketonlar ve aldehidler bulunmuştur. Ayrıca bazı amit ve ester grupları da belirlenmiştir. Ayrıca belirlenen bileşiklerin karbon zinciri C2C8 aralığında değişmiştir. 3. Karbonizasyon ve Aktif Karbon Üretimi 3.1. Aktif Karbon ve Özellikleri Aktif karbon, herhangi bir şekilde yapısal formül veya kimyasal analiz ile karakterize edilemeyen, oldukça yüksek gözenek veya yüzey alanına sahip karbonlu malzeme şeklinde tanımlanabilmektedir. Aktif karbonların gözenek hacmi genellikle 0.2 ml/g’dan daha büyük ve iç yüzey alanı ise 400 m2’den (azot gazı kullanılarak BET yöntemine göre ölçülen yüzey alanı) daha yüksektir. Gözenek çapı ise 3 Å ile birkaç 1000 Å arasında değişmektedir (Mc Dougall, 1991). Organik esaslı aktif karbon; bileşim olarak % 87–97 oranlarında karbon içermekte olup geri kalan oranlarda ise hidrojen, oksijen, kükürt ve azot içerebilir. Öte yandan kullanılan hammaddeye ve süreçte katılan diğer kimyasal maddelerin içeriğine bağlı olarak daha farklı elementleri de içerebilmektedir (Küçükgül, 2004). Aktif karbonun yapısındaki grafit kristallerinin kenar bölgelerinde, oksijen içerikli doymamış karbon grupları vardır. Bu gruplar hem önemli reaksiyon merkezleri görevi yapmakta ve hem de aktif karbona polar bir takım özellikler kazandırmaktadır. Bu yüzey oksitleri arasında en sık rastlananlar karboksil grupları, fenolik gruplar, lakton halkaları, kinon türünden yapılar, siklik peroksitler ve karboksilik asit anhidritleridir (Strelko ve diğ., 1999). Ticari aktif karbonlar 400-1600 m2/g oranında tipik bir yüzey alanına, >30 m3/100g gözenek hacmine ve 0,3 nm-1000 nm gözenek genişliğine sahiptirler. Bununla beraber çok daha büyük yüzey alanlı ve sentetik orijinli aktif karbonlar ise yüksek adsorpsiyon kapasiteleri nedeniyle özel amaçlı kullanılmaktadır. Su arıtımında kullanılan aktif karbon taneciklerinin iç yüzey alanının yaklaşık 1000 m2/g olması istenmektedir. Kirlilik oluşturan maddeler, aktif karbonun yüzeyinde tutulacağından, yüzey alanının büyüklüğü kirliliklerin giderilmesinde oldukça etkili bir faktördür. Prensip olarak, yüzey alanı ne kadar büyükse, adsorpsiyon merkezlerinin sayısının da o kadar büyük olduğu düşünülür (Kroschwitz, 1992). Aktif karbon gaz ve sıvı çözeltilerden zararlı bileşenleri saflaştırmak, renklerini ve kokularını gidermek, aşırı klordan arındırmak, kantitatif geri kazanım amacıyla ayırmak ve deriştirmek, süzmek, uzaklaştırmak ya da modifiye etmek için aktif karbonlardan oldukça fazla 9 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep yararlanılmaktadır. Sonuç olarak aktif karbon adsorpsiyonu, içme suyu, endüstriyel ve kentsel atık sular ile endüstriyel baca gazlarının işlenmesinin yanı sıra, besin, eczacılık, kimyasal, petrol, nükleer, otomobil ve vakum endüstrisi gibi ilgili pek çok alanın ve ekonomik sektörün ilgisini çekmektedir (Bansal ve Goyal, 2005). 3.2. Aktif Karbon Üretimi Yapısında karbon içeren başlangıç maddeleri, ısıl olarak kararsız olduklarından, oksijenin bulunmadığı bir gaz atmosferinde yüksek sıcaklıklara ısıtıldıklarında, ısıl bozunma ile gaz, sıvı ve katı ürünlere ayrılırlar. Düşük ısıtma hızı ile piroliz sonucunda, düşük uçucu madde giderme ve yüksek katı ürün (char) verimi elde edilebilmektedir. Çünkü dehidrasyon artmakta ve polimerik bileşenler daha kararlı olmaktadır. Char’ın mikro gözenekliliğinin, piroliz işlemindeki ısıtma hızından ve hammaddenin bileşiminden bağımsız olduğu görülmüştür (Uzun, 2008). Karbonizasyon hammadde içerisindeki nemin ve uçucu maddenin inert ortamda giderilmesi sonucunda, daha sonraki aktivasyon işlemi için temel gözenek yapısının oluştuğu bir işlemdir. Bu işlem 350 ºC ile 1000 ºC arasında gerçekleştirilebilir. Karbonizasyon işlemi tek başına pratik uygulamalarda kullanılabilecek aktif karbon üretimi için yeterli olmasa da gözeneklilik artışı için yeterlidir. Karbonizasyon sırasında karbon içeren hammaddenin pirolitik ayrışmasıyla H, N, O ve S gibi karbon dışı elementlerden birçoğunun da ayrılması birlikte olur. Düşük moleküler ağırlıklı uçucular ilk olarak salıverilirler. Bunu takiben hafif aromatikler ve en sonunda da hidrojen gazı salıverilir (Hucknall, 1985). Aktif karbon üretimi, karbonlu ham malzemelerin havasız ortamda karbonizasyonu (veya piroliz) ve karbonize ürünün aktivasyonu olmak üzere iki temel adımı kapsar. Böylece tüm karbon içeren malzemeler, kullanılan hammaddenin yapısına, aktivasyon ajanının özelliğine ve aktivasyon işleminin şartlarına bağlı olarak farklı özelliklerde hedef ürünlere çevrilirler. Hammaddeye ve kullanılan farklı aktivasyon yöntemlerine bağlı olarak hidrofilik, elektriksel ve katalitik özellikleri iyileştirilebilir. Bu sayede, hem sıvı hem de gaz ortamlardaki adsorplama özellikleri geliştirilmektedir. Genel olarak aktif karbon üretimi aşağıdaki aşamaları içermektedir (Cheremisinoff ve Ellerbusch, 1978). Şekil 2’de ise aktif karbon üretiminin genel şeması görülmektedir (Gündoğdu, 2010). 1. Bünyedeki fazla suyun uzaklaştırılması (dehidratasyon), 2. Organik maddelerin elementel karbona dönüşümü, karbon olmayan taneciklerin uzaklaştırılması (karbonizasyon), 3. Aktivasyon yöntemleri kullanılarak gözeneklerin genişletilmesi ve yüzey fonksiyonel gruplarının iyileştirilmesi. Aktif karbonun en önemli özelliği olan gözenekliliğinin oluşumu karbonizasyonu takip eden aktivasyon işlemleriyle sağlanır. Aktivasyon işleminde, karbonizasyon sürecinde oluşmuş olan gözeneklerin hacmi ve yarıçapı artar ve yeni gözenekler oluşur. Gözeneklerin yapısını ve gözeneklerin boyut dağılımını karbonizasyonun koşulları ve hammaddenin yapısı belirler. Gözenekli ve yüksek yüzey alanlı aktif karbonlar elde edebilmek için iki çeşit aktivasyon metodu vardır: fiziksel aktivasyon ve kimyasal aktivasyon. Fiziksel aktivasyonda karbonizasyon işlemi aktivasyondan önce, kimyasal aktivasyonda ise aktivasyonla beraber gerçekleşir (Gergova ve Eser, 1996). 10 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Hammadde Şeçimi Hammaddeyi Boyutlandırma ve Kurutma Kül Giderme KİMYASAL AKTİVASYON Kuru Karıştırma Yoğurma Emdirme Süzme FİZİKSEL AKTİVASYON Buharlaştırma KARBONİZASYON KARBONİZASYON Asitle Yıkama Aktivasyon Suyla Yıkama Kurutma AKTİF KARBON Şekil 2. Aktif karbon üretim aşamalarının şematik gösterimi 11 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep 3.3. Antep Fıstığından Aktif Kabon Üretimi İlgili Çalışmalar Attia ve diğ., (2003) çalışmalarında antep fıstığı kabuklarını H3PO4 ile %50 oranında karıştırarak 500 ºC’de 2 sa karbonizasyona tutarak kimyasal aktivasyon işlemi ile aktif karbon üretmişlerdir.Üretim öncesinde H3PO4 katlizörünün antep fıstığı kabuklarına emdirme zamanı olarak 24 sa ve 72 sa olmak üzere iki farklı zaman kullanılmıştır. Elde edilen aktif karbonların adsorpsiyon özelliklerinin belirlenmesi için metilen mavisi (MB), rodamin B (RB), fenol (P) ve p-nitrofenol (PNP) bileşiklerinin sulu çözeltileri kullanılmıştır. Elde edilen aktif karbon örneklerinin gözenekliliği emdirme zamanı belirli biçimde etkilemiştir. Buna göre 24 sa emdirme sonrası elde edilen aktif karbon örneklerinin yüzey alanı 1190 m2/g olurken 72 sa olan örneklerin yüzey alanı 1436 m2/g olmuştur. Ayrıca gözenek hacmi ve mezogözeneklilik özelliklerinde de iyileşme sağlanmıştır. Adsorpsiyon deneyleri sonrasında Langmuir and Freundlich model izotermleri deneysel veriler ile oldukça iyi uyum göstermişlerdir. En iyi asdorpsiyon PNP ile gerçekleştirilmiş onu sırasıyla MB, RB ve P izlemiştir. Yang ve Lua (2003) antep fıstığı kabuklarından iki aşamalı bir proses kullanarak fiziksel aktivasyon işlemi ile aktif karbon üretimi gerçekleştirmişlerdir. İlk aşamada antep fıstığı kabukları 500 ºC sıcaklıkta 10 ºC/dk sıcaklık artış hızında 2 sa boyunca karbonize edilmişlerdir. Daha sonra elde edilen ürünler CO2 kullanılarak 725, 750, 775, 800, 825 ºC sıcaklıklarda farklı reaksyion sürelerinde 100 cm3/dk CO2 akış hızlarında aktive edilmişlerdir. Sıcaklık ve reaksiyon süresinin artışı CO2 ve karbon arasındaki reaksiyonların artmasını ve dolayısıyla var olan porların iyileşmesini ve yeni porların oluşmasını sağlamıştır. Elde edilen örneklerin BET yüzey alanı genellikle 800 m2/g’dan yüksek olmuş ve en yüksek yüzey alanına 1064.2 ile 800 ºC, 2.5 sa, 100 cm3/dk ve 10 ºC/dk şartlarında ulaşılmıştır. Sonuç olarak üretilen aktif karbonun özelliklerinin aktivasyon sıcaklığından ve reaksiyon süresinden önemli ölçüde etkilendiği bulunmuştur. Hu ve diğ. (2007) ise yaptıkları çalışmada KOH ve CO2 kombinasyonunu kullanarak kimyasal ve fiziksel aktivasyonu birlikte kullanılarak antep fıstığı kabuklarından çift katmanlı elektrik kapasitörlerinde kullanılabilecek aktif karbon üretmişlerdir. Bunun için kabuklar öncelikle 450 ºC’de 5 ºC/dk sıcaklık artış hızında karbonize edilmişlerdir. Daha sonra üretilen char örnekleri toz haline getirilip 2:1:1 oranında su: KOH: char olcak şekilde karıştırılmıştır. Elde edilen karışım azot ortamında 780 ºC’de 10 ºC/dk sıcaklık artışında farklı sürelerde tutulmuştur. Bu süreler sonunda azot kapatılmış ve ortama 780 ºC’de 1 sa boyunca CO2 beslenmiştir. Sonuçlar bu aktifleştirme işleminin yapıdaki mezogözenek sayısının arttırılarak yüzey oksijen fonksiyonel gruplarının uzaklaştırılması için kullanılabileceğini göstermiştir. Elde edilen aktif karbonların kapasitansları sadece çift tabakalı şarj/deşarjdan gelmemiş ayrıca yüzeydeki elektroaktif gruplardan da kaynaklanmıştır. Antep fıstığından elde edilen aktif karbonlardan KOH ile 1 sa aktifleştirilip ve 30 dk boyunca CO2 aktivasyonuna tabi tutulan aktif karbon örneğinin en iyi kapasitif performansa sahip olduğu belirlenmiştir. 4. Yakma Atıkların yakma teknolojisinde fuel-oil ve doğal gaz gibi yakıtların kullanım miktarını azaltmak için ek ısı kaynağı sağlamak amacı ile tek başına yakma (monocombustion/incineration) ve birlikte yakma (co-combustion/incineration) en çok kullanılan teknolojilerdir. Çok katlı ve akışkan yataklı fırınlar ise bu tekniklerde en çok başvurulan ve gittikçe kullanım alanı artan fırınlardır (Werther ve Ogada, 1999). Çok katlı fırınlarda genellikle mekanik olarak kurutulmuş belli oranda içeriğinde su bulunduran arıtma çamuru 12 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep gibi atıklar yakılırken, akışkan yataklı fırınlarda %41-65 arasında kuru madde oranına sahip hem yaş hem de yarı kurutulmuş çamurlar yakılabilmektedir (Hein ve Bemtgen, 1998). Yatırım ve işletim maliyeti açısından geleneksel çok katlı fırınlardan daha verimli olan akışkan yataklı fırınlar daha düşük sıcaklıklarda çok daha fazla yanma gerçekleştirmesinin yanında bu tür sistemleri aralıklarla işletmek mümkündür ve akışkan yatak materyalinin miktarı fırında meydana gelebilecek ani sıcaklık değişimlerini önlemektedir (Minimi ve ark., 1997). Yakma prosesi hava kirliliğine sebep olacak halk sağlığı için son derece tehlikeli olan toz ve kül partikülleri, asitler, dioksin ve furanlar (NOx, N2O, SO2, HCl, HF, and CxHy) gibi sera gazlarının emisyonuna sebep olmaktadır. Bundan dolayı atık yakma işlemi son derece kontrollü bir şekilde sürdürülebilir bir yolla kaliteli arıtma sistemleri varlığında yapılmalıdır (Przewrocki ve ark., 2004). 5. Gazlaştırma Gazlaştırma yanabilen maddelerin hava veya oksijen ile gaz ve inert kalıntılara dönüştürülmesini sağlayan termal bir prosestir. Gazlaştırma işleminde karbon içeren bileşikler buharla heterojen reaksiyona girer ve atıklardan sentez gazı adı verilen buhar, hidrojen, karbondioksit, oksijen, az miktarda metan ve arker kısa zincirli hidrokarbonların karışımından oluşan tümüyle gaz halindeki ürünler elde edilir (Higman ve Burght, 2003). Gazlaştırıcıakışkanlaştırıcı madde olarak hava kullanılır. Havanın bir bölümü gazlaştırıcıya alt kısımdan bir bölümü ise tepeden verilir. Oluşan gaz fırın/kazan kısmına gönderilmeden önce iki aşamalı katı ayırma bölümünden geçer. Bu gaz ana bileşeni olan metandan hidrojen ve metanol üretilebilir ya da elektrik enerjisine dönüştürülebilir. Artan gaz ise üç kademeli kuru işlemle temizlenerek atmosfere verilir (Rensfelt, 1997). Biyokütlenin gazlaştırılması sonucu oluşan sentez gazı yakıt ve değerli kimyasalların üretiminde kulanılan önemli bir hammaddedir. Bu yakıt ve kimysallardan en önemlileri hidrojen, mazot, benzin, gübre olarak amonyak, kimya endüstrisinin önemli hammaddesi metanol, kazanlarda direk yakma ile elektrik enerjisi şeklinde sıralanabilir. Şekil 3’de sentez gazının genel kullanım alanları görülmektedir (Wang ve diğ., 2008). Şekil 3. Sentez gazının genel kullanım alanları 13 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Teorik olarak %5-30 arası nem içeriğine sahip olan bütün organik atıklar gazlaştırılabilir fakat hepsi başarılı bir gazlaşmaya uğrayamaz. Gazlaştırılan atığın nem içeriği, uçucu madde oranı ve karbon içeriğinin yanında yüzey, boyut ve şekil özellikleri de gazlaştırmada etkilidir. Gazlaştırmada üretilen gazların enerji içeriği atığın türü, reaktör tipi gibi birçok faktöre bağlı olarak değişmektedir (Aznar, 1998).Gazlaştırma işleminin önemli avantajlarını şu şekilde sıralanabilir; dioksinler oluşmaz, elde edilen ürün karbon çevirimi yüksek kaliteli bir üründür, azot konsantrasyonu 30 mg/Nm3’ün altına düşer, gazlaştırıcının atmosferik basınç koşullarına göre kuruluş maliyeti düşüktür, kontrol edilmesi kolaydır, katıların türbülanslı hareketi sıcaklığın sabit olmasını sağlar, ürün iyileştirilmesine fazla ihtiyaç olmaz (Tolay, 2007). Katı atıkların ve katı yakıtların gazlaştırılmasında genellikle büyük güç üretimlerinde optimum kapasite için akışkan ve entegre yataklı gazlaştırıcılar gazlaştırma için güçlü ve işlevseldirler. Çevre kriterlerine uygun bir teknoloji olarak karışım halindeki atıkların (biyokütle, evsel katı atıklar, artıma çamurları vb.) kullanımında bize enerji üretimi için uygun teknolojiler sunmaktadır (Higman ve Burght, 2003). 6. Yaş Oksidasyon Yaş oksidasyon işlemi, atıkların yüksek sıcaklık ve basınç altında organik kısmı çoğunlukta olmakla beraber anorganik kısımlarının da sulu bir çözeltide veya dispersiyon halinde, oksijen veya hava gibi oksijen kaynakları ile alevsiz olarak oksitlenmesidir. Atıkların organik içeriği yaş oksidasyon işlemi ideal durumda ısıl olarak bozunur, hidroliz ve okside olarak karbondioksit, su ve amonyak ve azot gibi azotlu bileşiklere dönüşmektedir. Kükürt, fosfor ve klor gibi elementlerden ise mineral asitler meydana gelmektedir. Yaş oksidasyon prosesi genellikle 150-330 ˚C sıcaklık ve 1-22 MPa basınç aralığında uygulanmaktadır. Bu işlem sırasında yüksek basınç gerekli sıcaklıklarda kaynama olayının gerçekleşmesini önlemektedir. Proseste direkt olarak bir kimyasal oksidasyon uygulandığından dolayı biyolojik sistemlerde görülen zehirle ilgili problemler meydana gelmez. Oksidasyon işlemi organik maddeler ve oksitlenebilen bileşikler ile reaksiyona giren çözülmüş oksijenin bulunduğu sulu bir ortamda meydana gelir. Su hem bir katalizör hem de bir hidroliz reaktifi gibi davranarak prosesin tamamlayıcı bir parçası olmaktadır (Hall, 1995). 7. Hidrotermal Oksidasyon (Süper Kritik Su Oksidasyonu) Süper kritik su oksidasyonu suyun kritik sıcaklık ve basınç noktası olan 374°C ve 221 bar’ın üzerinde 400-600 °C ve 250 bar basınçta fiziksel özelliklerinin, organik maddeler ile sınırsız biçimde karışabilecek şekilde değişmesine dayanmaktadır. Bu özelliğinden dolayı kritik nokta üzerindeki su, halojenli organik bileşikler içeren arıtma çamurları gibi organik maddelerin oksidasyonu için ideal bir ortam oluşturur. Gaz fazındaki oksidasyona benzer biçimde, kritik basınç ve sıcaklık noktası üzerindeki suyun içinde organik moleküllerin CO2 ve H2O’ya dönüşümü gerçekleşmektedir. Proses sonucunda organik bağlı azottan NH3 ve CO2, N2, O2 gibi halojenlerden ve kükürtten asitler meydana gelmektedir. Bu bileşikler nötralizasyon işlemi sonrasında anorganik tuzlara dönüştürülmektedir. Basınç ve sıcaklığın arttırılmasıyla parçalanma prosesi hızlanır ve reaksiyona giren organik maddelerin bozunması en iyi olacak şekilde ayarlanmaktadır (Ayvaz, 2000). 14 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Proseste genellikle kriyojenik hava ayrışmasından üretilen saf oksijen kullanılır. Süper kritik su oksidasyonunda reaktörden atık olarak atılan madde su fazındaki bir inorganik kül bulamacıdır. Bu külden %6.3-18.4 oranında bulunan fosfat ve/veya koagülantlar geri kazanılabilir. Proses sırasında enerji direk ısı olarak, rektör içinde değişimle veya atık gazlardan geri kazanılabilir. Atık gazlardaki ısı bir ısı değiştirici yardımı ile bir su buharından transfer olur. Böylece giren enerjilerden daha fazla bir termal enerji sıcak su olarak geri kazanılır (Kalogo ve Monteith, 2008). 8. Hidrotermal (Direkt) Sıvılaştırma Yüksek basınçlı ortamda sıvılaştırma işlemi olan bu yöntem ile yüksek moleküler ağırlığına sahip atıklar (ör. biyokütle atıkları) daha küçük molekül ağırlıklı bileşiklere dönüşürler. Reaksiyon ortamı olarak genellikle sıcak basınçlı su, alkol (ör. metanol, etanol, praponal), aseton ve alkol-su, fenol-su ve dioksan-su gibi karışım halindeki çözücüler kullanılmaktadır. Reaksiyonlar genellikle sızdırmazlığı sağlanmış kapalı bir tüp reaktör içinde 280-370 °C sıcaklık ve 10-25 MPa basınç aralığında genellikle kullanılan alkalin katalizörler olan sodyum karbonat, sodyum hidroksit veya Raney nikeli, demir(II) sülfat ve hidroklorik asit varlığında veya katalizör olmaksızın gerçekleştirilebilir. Ayrıca H2 ve CO gibi indirgen gazlarda reaksiyon sırasında kullanılabilmektedir (Behrendt ve ark., 2008; Toor ve ark., 2011). Direk sıvılaştırma işlemi hedef ürünü (bio-crude) açısından piroliz işlemi ile benzerlik göstermektedir. Direk sıvılaştırma bir çeşit basınçlı sıcak çözücü ortamında gerçekleşen piroliz işlemidir. Fakat çok farklı uygulama koşullarına sahiptirler. Özellikle hidrotermal sıvılaştırma pirolize (350-550 ˚C) göre daha düşük sıcaklıklarda ve daha yüksek basınçta (piroliz için: 0.1-0.5 MPa) meydana gelmektedir. Ayrıca sıvılaştırma işleminde hammadde için işlem öncesi herhangi bir kurutma işlemine gerek yoktur. Genellikle %80 su içeriğine sahip hammaddeler sıvılaştırma işlemi ile hammaddeye göre daha az oksijen içeriğine sahip hidrofobik bio-yağ (bio-crude)’a dönüştürülebilmektedir. Oysaki hammadde kurutma işlemi piroliz için en önemli basamaklardan biridir. Hidrotermal sıvılaştırma işlemi için pirolize göre eksi bir yön kabul edilebilecek bir özellik ise karmaşık ve pahalı reaktör ve yakıt besleme sistemlerine ihtiyaç duyulmasıdır. Katalitik olmayan piroliz işlemine göre iyi işletim koşullarında sıvılaştırma ile daha iyi kalitede ve verimde sıvı ürün üretilir, daha yüksek enerji verimi elde edilir ve son olarak proses sonrasında daha az gaz ve char geriye kalır (Demirbaş, 2000, 2001; Zhang, 2010). 9. Sıvılaştırma Günümüzde bir çok malzemenin üretiminde kullanılan sentetik polimerlerin hammaddesi olan ham petrol fiyatlarının artışı, bu polimerlerin sentezinin yüksek enerji gerekliliği ve maliyeti odun, ağaç kabuğu, meyve kabukları ve diğer lignoselülozik biyo-kütle atıklarının enerji üretiminde olduğu kadar çeşitli malzemelerin sentezinde de kullanımını teşvik etmektedir. Bir termokimyasal metot olan sıvılaştırma işlemi biyo-kütleyi asidik veya bazik bir katalizörün varlığında orta dereceli sıcaklıklarda (80-150 ˚C) veya katalizör olmadan yüksek sıcaklıklarda atmosferik basınç altında organik bir çözücüde sıvı hale getirmektedir (Alma 1996, Alma ve Basturk 2001). Biyo-kütle veya bileşenlerinin sıvılaştırması için fenol (Li ve diğ., 1994), polihidrik alkoller (ör. etilen glikol, gliserol, polietilen glikol) (Nui ve diğ., 2001), 15 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep etilen karbonat (Xie ve Chen, 2005), dioksan (Mun ve diğ., 2004a), etanol (Mun ve diğ., 2004b) gibi bir çok farklı organik çözücü kullanılmıştır. Biyo-kütlesel hammaddeler doğal olarak selüloz, hemiselüloz ve lignin gibi zengin hidroksil gruplarına sahip polimerlerden oluşmaktadır. Hidroksil grupları sıvılaştırılmış biyokütlenin biyo-polimerik malzemelere dönüşümünü mümkün kılmaktadır. Biyo-kütle asidik bir ortamda yukarıda bahsedilen çözücülerin varlığında biyo-polyolların üretimi için sıvılaştırılabilir. Sıvılaştırma lignoselülozik hammaddeleri geçiş ürünü polyolara dönüştürmek için etkili bir yöntemdir. Hidroksil grupları açısından zengin bu polyollar ile çeşitli biyopolimerik materyaller üretilmiştir (Yu et al. 2006, Liang et al. 2006). Bu güne kadar biyokütlenin sıvılaştırması ile elde edilen sıvı polyol açısından zengin ürünler novolak ve rezol tipi fenolik reçinelerin (Alma ve Basturk, 2006), poliüretan köpüklerin (Alma ve Shiraishi, 1998), rezol tipi fenolik reçine köpüklerin (Lee ve diğ., 2002), döküm malzemelerinin (Alma, 1997), karbon elyafların (Xiaojun ve Guangjie, 2010), poliesterlerin (Kunaver ve diğ., 2010) ve epoksi reçinelerin (Kishi ve Fujita, 2008) üretiminde kullanılmıştır. Bahsedilen bu malzemelerin üretimi için biyokütlenin fenol varlığında sıvılaştırma işleminde hidroklorik (Alma ve diğ., 1994), sülfürik (Alma ve Shiraishi, 1997), oksalik asit (Alma ve diğ., 1996) ve fosforik asit (Lin ve diğ., 1994) gibi çeşitli asitler ile NaH , MgSO 4 vb. alkali ve metal tuzları (Alma ve diğ., 1997) katalizörler olarak kullanılmıştır. 10. Sonuçlar Dünyada özellikle gelişmekte olan ülkelerde nüfusun ve gelişen teknolojilerin artması dolayısıyla enerji ihtiyacının da artmasına yol açmaktadır. Türkiye’de gelişmekte olan bir ülke olup enerji talebi her geçen yıl hızla artmaktadır. Ülkemizin enerjisinin yarıdan fazlasını ithal ettiğini düşünürsek yakın gelecekte gerekli önlemler alınmadığı takdirde önemli enerji krizleri ortaya çıkabilir. Bunun için ulusal nitelikteki yeni ve yenilenebilir enerji teknolojilerinin gelişmesine önem verilmelidir. Ayrıca tüm dünyada artan sera gazı etkisinden kaynaklanan küresel ısınma, doğal güzelliklerin ve farklı türde endemik bitkilerin bulunduğu ülkemizi de önemli ölçüde tehdit etmektedir. Bu yüzden hem temiz hem de çevreye yararlı olan biyogaz teknolojisinin irdelenmesi çok yerinde olacaktır. Ülkemizde özellikle biyokütlesel atık potansiyeli çok yüksektir ve bu atıkların çoğu bilinçsizce, tarlalarda ve çöp alanlarında boşa gitmektedir. Antep fıstığı kabukları da bunlardan biri olup bu atıklar enerji açığımızı kapatmak için kullanılabilir. Bu bağlamda enerjisinin %70’ine yakınını dışarıdan ithal eden ülkemiz ulusal kaynakların kullanımına yönelmek adına radikal kararlar almak durumundadır. Bunun için gelişimi hızlı ve kullanımı kolay yukarıda bahsedilen temiz enerji teknolojilerine yönelmek en mantıklı karar olacaktır. Özellikle bu işlemler sonucu oluşan sıvı ürünler günümüzde kullanılan mevcut petrol bazlı yakıtlara benzer özellikte bir yakıt olup doğrudan motorlarda, kazanlarda ve jeneratörlerde kullanılarak elektrik ve enerji üretiminde değerlendirilebilecektir. Sonuçta üretilen bu ürün doymuş hidrokarbonlardan (parafinler), aromatik hidrokarbonlardan (nafta, alkin benzenler), olefinlerden (alkenler) oluşan içeriği ile dizel yakıt, gazyağı (karosen), benzin gibi yakıtlara çok iyi bir alternatif olacaktır. Üretilen hidrokarbonların karbon atom sayısı ısıl pirolizde C516 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep C28 kadar geniş bir aralıkta değişirken, katalitik pirolizde ürünler C5-C12 arasında değişen benzin eşdeğerinde olmaktadır. Üretilen biyo-yağ yakıt özelliğinin yanından değerli bir çok kimyasal içeriği nedeniyle ayrıca çeşitli kimyasalların ekstrakte edilmesi ve sentezlenmesinde de kullanılabilecektir. Bunun yanında piroliz ve gazlaştırma gibi süreçler sırasında açığa çıkan yoğunlaşmayan gaz ürünler CO, H2, CH4 gibi enerji değeri yüksek gazlar içermektedir. Bu gazlarda yine çeşitli enerji uygulamalarında ve metanol, dizel yakıt vb. kimyasal ürünlerin sentezlenmesinde hammadde olarak kullanılabilir. Kaynaklar Açıkalın, K., Karaca, F., Bolat, E., 2012, Pyrolysis of pistachio shell: Effects of pyrolysis conditions and analysis of products, Fuel, 95 169–177. Alma, M.H., Shiraishi. N., 1997, Preparation of sulfuric acid-catalyzed phenolated wood resin. Journal of Polymer Engineering, 18:179-196. Alma, M.H., Shiraishi, N., 1998, Preparation of polyurethane-like foams from NaOH catalyzed liquefied wood. HolzRohWerkstoff, 56:245-246. Alma, M.H., Basturk, M.A, 2001, Co-condensation of NaOH catalyzed liquefied wood wastes, phenol, and formaldehyde for production of resol type adhesives. Ind Eng Chem Res,. 40:5036-5039. Alma, M.H., Maldas, D., Shiraishi, N., 1997, Liquefaction of Several Biomass Wastes into Phenol in the Presence of Various Alkalis and Metallic Salts as Catalysts, Journal of Polymer Engineering, 18:161-178. Alma, M.H., Basturk, M.A., 2006, Liquefaction of grapevine cane (VitisviniseraL.) waste and its application to phenol–formaldehyde type adhesive. Industrial Crops and Products, 24:71176. Alma, M.H., Yoshioka, M., Shiraishi, N., 1994, New novolak-resin type molding materials from phenolated wood using hydrochloric acid. HolzalsRoh- und Werkstoff., 52(1):38. Alma, M.H., Yoshioka, M., Yao, Y., Shiraishi, N., 1996, Phenolation of wood using oxalic acid as a catalyst. Effects of temperature and hydrochloric acid addition. J. Appl. Polym. Sci. 61:675-683. Alma, M.H., M. Yoshioka, Y. Yao and Shiraishi, N., 1999, Phenolation of wood using oxalic acid as a catalyst. Effects of temperature and hydrochloric acid addition. J. Appl. Polym. Sci. 61:675-683. Alma, M.H., 1997, The use of wheat straw-phenol condensation products as molded materials. J. Polym. Eng. 17:311–322. Altuntas, E., Mutlu, A., 2007, Antepfıstığı (Pistacia vera L.) Kabuklu ve İç Meyvesinin Bazı Fiziksel Özelliklerinin Belirlenmesi, GOÜ Ziraat Fakültesi Dergisi, 24 (1), 19-25. Apaydin-Varol, E., Pütün, E., Pütün, A.E., 2007, Slow pyrolysis of pistachio shell, Fuel, 86 1892–1899. 17 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Attia, A.A., Girgis B.S., Khedr, S.A., 2003, Capacity of activated carbon derived from pistachio shells by H3PO4 in the removal of dyes and phenolics, J Chem Technol Biotechnol, 78:611–619. Ayvaz, Z., 2000. Atıksu arıtma çamurlarının değerlendirilmesi. Ekoloji Çevre Dergisi,9 (35) : 3-12. Aznar, M.P., Caballero, M.A., Gil, J., Martin, J.A., Corella, J., 1998. Commercial Steam Reforming Catalysts to Improve Biomass Gasification with Steam Oxygen Mixtures 2. Catalytic Tar Removal. Ind Eng Chem Res,37 : 2668–2680. Bansal, R.C., Goyal, M., 2005, Activated Carbon Adsorption, CRC Press Taylor & Francis Group, USA. Basu, P., 2010, Biomass Gasification and Pyrolysis: Practical Design and Theory. Elsevier Inc., USA, 376s. Behrendt, F., Neubauer, Y., Oevermann, M., Wilmes, B., Zobel, N., 2008. Direct Liquefaction of Biomass: A Review. Chemical Engineering Technology,31 : 667-677. Bridgwater, A.V., Peacocke, G.V.C., 2000. Fast Pyrolysis Processes for Biomass. Renewable and Sustainable Energy Reviews, 4 : 1-73. Bulushev, D.A.,Ross, J.R.H., 2011. Catalysis for Conversion of Biomass to Fuels via Pyrolysis and Gasification: A Review. Catalysis Today, 171 : 1-13. Cheremisinoff, P.N. and Ellerbusch F., (1978). Carbon adsortion Handbook, Ann Arbor Science Publisher, Inc., New York. Demiral, I., Gülmezoğlu-Atilgan G., Şensöz S., 2008, Production of Biofuel From Soft Shell of Pistachio (Pistacia vera L.), Chemical Engineering Communications, 196:1-2, 104-115. Demirbas, A., 2000. Mechanisms of Liquefaction and Pyrolysis Reactions of Biomass. Energy Conversion & Management, 41: 633-646. Demirbas, A., 2001. Biomass Resource Fascilities and Biomass Conversion Processing for Fuels and Chemicals. Energy Convers Manage, 42 : 1357–1378. Demirbaş, A., 2008, Importance of Biomass Energy Sources for Turkey, Energy Policy, 36, 834–842. Gergova, K. ve Eser, S., (1996). “Effects of Activation Method the Pore Structure of Activated Carbons From Apricot Stone”, Carbon, 34 (1996) 879–888 Goyal, H.B., Seal, D., Saxena, R.C., 2008. Bio-Fuels from Thermochemical Conversion of Renewable Resources: A Review. Renewable and Sustainable Energy Reviews 12: 504–517. Goyal, H.B., Seal, D., Saxena, R.C., 2008. Bio-Fuels from Thermochemical Conversion of 18 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Renewable Resources: A Review. Renewable and Sustainable Energy Reviews 12: 504–517. Gündoğdu, A., (2010). Fabrika Çay Atıklarından Aktif Karbon Üretimi, Karakterizasyonu Ve Adsorpsiyon Özelliklerinin İncelenmesi, Doktora Tezi, Karadeniz Teknik Üniversitesi Fen Bilimleri Enstitüsü, Trabzon. Hall, JE., 1995. Sewage Sludge Production, Treatment and Disposal in the European Union. Water and Environment Journal, 9 (4) : 335–343. Hein, K.R.G., Bemtgen, JM., 1998. EU Clean Technology-Co-combustion of Coal and Biomass. Fuel Process Technol., 54 : 159–169. Higman, C., Burght, M., (2003). Gasification. GPP, Elsevier, New York, USA, 456s. Higman, C., Burght, M., (2003). Gasification. GPP, Elsevier, New York, USA, 456s. Hong-Yu, L. Yong-jie, Y., Zheng-wei, R., 2008. Online Upgrading of Organic Vapors from the Fast Pyrolysis of Biomass. J Fuel Chem Technol, 36 (6) : 666-671. Hu, C-C., Wang, C-C., Wu, F-C., Tseng, R-L., 2007, Characterization of pistachio shellderived carbons activated by a combination of KOH and CO2 for electric double-layer capacitors, Electrochimica Acta, 52:2498–2505. Hucknall, D.J., 1985, Chemistry of Hydrocarbon Combastion, Chapman and Hall, New York. Kalogo, Y.,Monteith, H., 2008. Energy And Resource Recovery From Sludge. State Of Scıence Report, Global Water Research Coalition, London, 238s. Kishi, H. and A. Fujita 2008. Wood-based epoxy resins and the ramie fiber reinforced composites, Environmental Engineering and Management Journal. 7(5):517-523. Kroschwitz, J.I. (Ed.), 1992. Kirk-Othmer Enycylopedia of Chemical Technology, John Wiley & Sons, 4th Ed., 4:1015-1035. Kunaver, M., E.Jasiukaityte,N.Cukand J.T. Guthrie. 2010. Liquefaction of wood; synthesis and characterization of liquefied wood polyester derivatives. J. Appl. Polym. Sci. 115:12651271. Küçükgül, E.Y., (2004). “Ticari aktif karbon üretimi ve özelliklerinin belirlenmesi”, DEÜ Mühendislik Fakültesi Fen ve Mühendislik Dergisi, 6, 41-56. Lee, S.-H.,Y. Teramoto and N. Shiraishi. 2002. Resol-type phenolic resin from liquefied phenolated wood and its application to phenolic foam. Journal of Applied Polymer Science. 84:468-472. Liang,L., Z. Mao, Y. Li, C. Wan, T. Wang, Li. Zhang and L. Zhang. 2006. Liquefaction of crop residues for polyol production. BioResources. 1(6): 248-256. 19 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Lin, L., M. Yoshioka, Y. Yao and N. Shiraishi. 1994. Liquefaction of wood in the presence of phenol using phosphoric acid as a catalyst and the flow properties of the liquefied wood. J. Appl. Polym. Sci., 52:1629-1636. Lin, L.,M. H. Alma, M. Yoshioka, Y. Yao, N. Shiraishi. 1994. Abstracts of the Kyoto Conferences on Cellulose. Kyoto. Japan. pp.121. Marco, I., Caballero, B.M., Lopez, A., Laresgoiti, M.F., Torres, A., Chomon, M.J., 2009. Pyrolysis of the Rejects of a Waste Packaging Separation and Classification Plant. J. Anal. Appl. Pyrolysis,85 : 384–391. Mc Dougall, G.J., 1991. The physical nature and manufacture of activated carbon, Journal of South African Institute Mining and Metallurgy., 91-4, 109–120. Minimi, G., Bartolo, Zuccarello, RDI., Lotito, V., Spinosa L., Di Pinto A.C., 1997. A Design Model of Sewage Sludge Incineration Plants with Energy Recovery. Water Sci Technol., 36 : 211–218. Mun, S. P., E. M. Hassan, and M. Hassan. 2004a. Liquefaction of lignocellulosic biomass with dioxane/polar solvent mixtures in the presence of an acid catalyst. J. Ind. Eng. Chem. 10(3):473-477. Mun, S. P., E. M. Hassan, and M. Hassan. 2004b. Liquefaction of lignocellulosic biomass with mixtures of ethanol and small amout of phenol in the presence of methanesulfonic acid catalyst. J. Ind. Eng. Chem. 10(5):722-727. Nui, M., G. Zhao, M.H. Alma. 2001. Thermogravimetric studies on condensed wood residues in polyhydric alcohols liquefaction, BioResources 5(1): 615-630. Oasmaa,A., and Czernik, S., 1999. Fuel Oil Quality of Biomass Pyrolysis Oils-State of Theart for the End Users. Energy & Fuels, 13 : 914-921. Okutucu, Ç., Duman, G., Ucar, S., Yasa, I., Yanik, J., Production of fungicidal oil and activated carbon from pistachio shell, Journal of Analytical and Applied Pyrolysis, 91 (2011) 140–146. Przewrocki, P., Kulczycka. J., Wzorek, Z., Kowalski, Z., Goranza, K., Jodko, M., 2004. Risk Analysis of Sewage Sludge- Poland and EU Comparative Approach. Polish Journal of Environmental Studies,13 (2) : 237-244. Qi, Z., Jie, C., Tiejun, W., Ying, X., 2007. Review of Biomass Pyrolysis Oil Properties and Upgrading Research. Energy Conversion and Management, 48 : 87–92. Rensfelt, E.K.W., 1997. Atmospheric CFB Gasification-The Greve Plant and Beyond. Int. Conference on Gasification and Pyrolysis of Biomass, 9-11 April 1997. Stuttgart. Strelko, V.J., Streat, M., Kozynchenko, O., (1999). Preparation,Characterisation and Sorptive Properties of Polymer Based Phosphorous- Containing Carbon, Reactive and Functional Polymers, 41, 1-3,245-253. 20 Yeşil Altın Antepfıstığı Zirvesi, Yeşil Altın Antepfıstığı Çalıştayı, 19 Eylül 2014, Gaziantep Taarning, E., Osmundsen, C.M., Yang, X., Voss, B., Andersen, S.I., Chrıstensen, C.H., 2011. Zeolite-Catalyzed Biomass Conversion To Fuels and Chemicals. Energy Environ. Sci., 4 : 793–804. Tolay, M., 2007. Tarım ve Orman Sanayii Atıklarını Değerlendirme Yöntemleri: Gazlaştırma. Geri Dönüşüm, 3 : 34-38. Toor, S.S., Rosendahl, L., Rudolf, A., 2011. Hydrothermal Liquefaction of Biomass: A Review of Subcritical Water Technologies. Energy, 36 : 2328-2342. Türkiye İstatistik Kurumu (TÜİK), 2014, Bitkisel Üretim İstatistikleri Veri Tabanı, Meyveler, İçecek ve Baharat Bitkiler Uzun, I., (2008). Kavak Ağacı Artıklarından Aktif Karbon Üretimi, Yüksek Lisans Tezi, Eskişehir Osmangazi Üniversitesi Fen Bilimleri Enstitüsü, Eskişehir. Wang, L., Weller, C.L., Jones, D.D., Hanna, MA., 2008, Contemporary issues in thermal gasification of biomass and its application to electricity and fuel production, Biomass & Bioenergy, 32 573 – 581. Werther, J., Ogada, T., 1999. Progress in Energy and Combustion. Science, 25 : 55–116. Wild, P.,2011. Biomass Pyrolysis for Chemicals. Doktora Tezi. Groningen Üniversitesi, Matematik ve Doğal Bilimler Bölümü. Hollanda. 163s. Xiaojun, M. and Z.Guangjie. 2010. Preparation of carbon fibers from liquefied wood. Wood Science and Technology. 44:3-11. Xie, T., and F.Chen. 2005. Fast liquefaction of bagasse in ethylene carbonate and preparation of epoxy resin from the liquefied product. J. Appl. Polym. Sci. 98:1961-1968. Yang, T., Lua, A.C., 2003, Characteristics of activated carbons prepared from pistachio-nut shells by physical activation, Journal of Colloid and Interface Science, 267:408–417. Yu, F., Y.Liu, X.Pan, X. Lin, C.Liu, P.Chen, and Y. Ruan. 2006. Liquefaction of corn stover and preparationof polyester from the liquefied polyol. Applied Biochemistry and Biotechnology, 129(132):574-585. Zhang, L., Xu, C.C., Champagne, P., 2010. Overview of Recent Advances in Thermo Chemical Conversion of Biomass. Energy Conversion and Management, 51: 969–982. Zhou, C-H., Xia, X., Lin, C-X., Tong, D-S., Beltramini, J., 2011. Catalytic Conversion of Lignocellulosic Biomass to Fine Chemicals and Fuels. Chem. Soc. Rev., 40 : 5588–5617. 21
© Copyright 2026 Paperzz