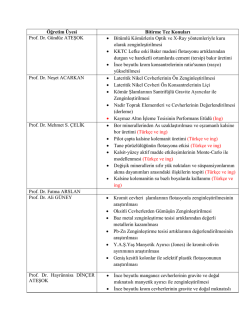
Kömür Flotasyonu Flotasyon katı maddelerin yüzey ıslanabilirlik farkından yararlanarak gerçekleştirilen katı-katı ayırımıdır. Air Bubble Kömürleşme ve flotasyon contact angle, degree 80 60 40 coal 20 0 80 82 84 86 88 90 92 carbon content in coal , % 94 Kömür Flotasyonu - Koklaşma özelliği olan orta uçuculu kömürler, en iyi flotasyon özelliğine sahiptir. - Yüksek uçucu madde içeren taşkömürleri, düşük uçucu madde içerenlere göre daha zor flote edilirler. - Antrasitler ise, yüksek uçuculu taşkömürlerine göre daha da zor flote edilirler. - En zor flote edilen kömürlerde linyitlerdir. - Kömür oksitlendikce flotasyonu zorlaştırmaktadır. Flotasyona etki eden faktörler şunlardır: - Kömür cinsi ve kömürleşme derecesi - Kömür tane iriliği - Pülp yoğunluğu - pH ve su karekteristiği - Reaktifler - Flotasyon ekipmanları Oksidasyon Etkisi Flotasyon Reaktifleri Köpürtücü kullanımı: •Köpüklerde yüzey gerilimini düşürerek; •Köpüklerin kırılmasını önler •Köpüklerin birleşmesini engeller •Mikro köpükler oluşmasını sağlar Toplayıcı kullanımı: •Hava kabarcığı ile kömür arasındaki temas açısını büyütür •Her bir tanenin güçlü bir adhezyon kuvveti ile köpüğe tutunması için gerekli hareketleri hızlandırır Flotasyon Yöntemleri Optimal flotasyon şartları: - Kömür tane iriliği = 0-0.75, en uygun 0.1-0.3 mm - Pülp yoğunluğu İyi flote edilir kömürlerde = 140-180 gr/litre Orta " " “ =120-140 “ Zor " " “ = 100-120 “ - pH değeri = 6-7.5 (piriti yüzdürmemek için pH yüksek tutulmamaktadır) - Reaktifler Toplayıcılar :Kömür ve petrol kökenli orta fraksiyon yağları (katran yağları, kerojen, fuel oil v.s.) İyi flote edilen kömürlerde = 600 gr/t Zor " " " = 2500 gr/t'a kadar Köpürtücüler : Terpenalkol, flotol, pentol, aynı zamanda katran yağları da köpürtücü görevi yapar. 50-250 gr/ton kömür Kili bastırmak için = Sodyum silikat Piriti " " = Kireç suyu kullanılmaktadır. Flotasyondan çıkan konsantre, filtrelerde filtrelenmekte ve kurutucularda nem oranı % 10-12 ye indirilmektedir. Selektif Aglomerasyon Kömür yüzeyi, kömür ve petrol kökenli yağlara karşı aktiftir. Kayaç yüzeyi ise suya karşı daha aktiftir. Kömür ve gangtan oluşan bir süspansiyon içine yağ ilave edilerek belirli şartlarda karıştırıldığı takdirde yağ kömür yüzeyine toplanmakta ve gang yüzeyi ise su ile ıslanmaktadır. Bunun sonucu olarak yağ, kömür tanelerini bir araya toplamaktadır. Ortada bir toplanmanın olması, olaya selektif aglomerasyon adının verilmesine neden olmaktadır. Selektif Aglomerasyon • • • • • • • • Bu metotta, şlam+yağ 3000 dev./dak. dönen bir rotor vasıtasıyla 1500 dev./dak. dönen bir diğer rotora (prallteller) çarptırılmakta ve yağ şlam içinde ince zerrecikler halinde dağıtılmaktadır. Yağ zerrecikleri kömür yüzeyine yapışarak, selektif aglomerasyon meydana gelmektedir. Bundan sonra süspansiyon siklonlara gönderilir. Yağlı kömür taneleri merkezkaç kuvveti vasıtasıyla burada da birbirlerine yapışırlar ve siklon eleğinde kalırlar. Gang ise, su ile elekten dışarı atılır. katı madde : 500 gr/litre Yağ sarfiyatı : % 6-8 Bu yöntemin iki olumsuz yanı bulunmuştur: - Fazla yağ harcanmaktadır, - Kül oranı, yeterli derecede indirilememektedir. Örneğin: % 23 külden, % 15 e indirilebilmektedir. Buna karşın, flotasyona göre, az su kullanılmaktadır. Son zamanlarda selektif aglomerasyon kömür için tekrar gündeme gelmiştir. Bu konuda yoğun çalışmalar yapılmaktadır. Kuru Yöntemler Havalı jig ve masalarda ayırmanın avantajları: - Yaş jig ve masalarda su arıtma tesisleri vardır. - İlk yatırım azdır. - İşletme masrafları, yaş ayırmadan daha fazla değildir. Dezavantajları - Yaş ayırmaya göre, ayırma derecesi kötüdür. - Kömürün daha dar tane iriliğinde sınıflandırılması gerekir. -Kömürün kuru olması gerekmektedir(Max. %9). -- Ara ürün sorun yaratmaktadır: Havalı ayırmada kömür, ara ürün içermemelidir. - Besleme malı miktarı ve özellik değişimlerine çok hassastır. Bilhassa az zenginleştirme istenen hallerde (termik santrala verilen kömür), su problemi olan yerlerde,suda dağılan ve parçalanan kömürlerde havalı masa ve jig kullanılması söz konusu olabilir. Havalı masalar çıtalı ve düz olmak üzere ikiye ayrılır. Çıtalı masalar konstürüksiyon ve çalışma prensibi olarak yaş masalara benzemektedir. Masa hafif eğimli ve yüzeyi ince gözlü elekle kaplanmış yapıdadır. Masa yüzeyi, farklı ayırma kuvetlerini sağlamak için kompartımanlara ayrılmıştır. Havalı Masa Compound dry cleaner Accelator 250x25 mm kömürü uniform –25 mm kömür haline getirir. Havalı ağır ortam ayırıcısına ait şematik görünüm. Ayıklama • Parça olarak kullanılan ve renk farkı ile kolay ayrılabilen tüm cevherlerde olduğu gibi kömürde de ayıklama ile zengileştirme uygulanmıştır. Ayıklama elle ve otomatik olmak üzere iki yolla yapılabilmektedir. Elle ayıklama günümüzde, düşük yatırım gideri nedeniyle, bazı işletmelerde hala uygulanmaktadır. Otomatik ayıklamada ise bu amaçla geliştirilmiş çeşitli aygıtlar mevcuttur. • Otomatik ayıklama 20. yüzyıl başlarından sonra araştırılmaya başlanmış bir yöntemdir. Çalışmalar, elektrik, x-ışını, optik tanımlama, elektromanyetik tanımlama gibi yöntemler üzerine olmuştur. Geliştirilmiş ve patent alınmış bir çok yöntem vardır. KÖMÜRLERİN SUSUZLANDIRILMASI Susuzlandırma, kömürün ısı değerini yükseltmek, homojenasyonunu kolaylaştırmak, nakliyat giderlerini azaltmak, manüpülasyonunu kolaylaştırmak, gerekli yerlerde yığın yoğunluğunu ayarlamak açısından önemlidir. Susuzlandırma işlemlerinin gerçekleştirilmesinde kömür boyutuna bağlı olarak farklı yöntemler kullanılmaktadır. Bu yöntemleri dört ana grupta toplamak mümkündür. •Sınıflandırma •Sedimantasyon •Filtrasyon •Termik kurutma Sınıflandırma ile susuzlandırma: Sınıflandırma işlemleri yüksek oranda su içeren malzemelerin koyulaştırılması amacıyla uygulanan bir işlemdir. Bu amaçla, elekler, siklonlar, mekanik klasifikatörler ve diğer sınıflandırma aygıtları kullanılabilmektedir. Elekler iri boyutlu malzemelerin susuzlandırılmasında kullanılmaktadır. Uygulama boyutu genelde 0.5 mm’nin üzerindedir. Çok iri boyutlarda susuzlandırmada statik elekler kullanılabilmektedir. Ancak genelde titreşimli eleklerle susuzlandırma yapılmaktadır. Susuzlandırılacak malzeme boyutu küçüldükçe, elek titreşim oranı arttırılmaktadır. -6.3 mm (1/4") den iri kömürler, sallantılı eleklerle, piyasaya verilebilecek nem oranına kadar, sudan arındırılabilinir. - Sudan ayırma eleklerinin tek katlı olmaları daha uygundur. Çok katlı eleklerde, ince kömürün alt katı tıkaması ve suyun eleği geçme olasılığı vardır. BANANA SCREENS Type BHG Effective Width Effective Length Inclination Speed min^-1 Amplitude Angle of Throw From Up To 1,000 mm [39.4"] 5,000 mm [196.9"] 4,000 mm [157.5"] 11,000 mm [433.1"] 40° 10° 700 rpm 1,000 rpm 6 mm [.2"] 16 mm [.6"] 35° 60° Yüksek oranda su içeren ince taneli malzemelerde ise (200 mikrona kadar) sieve bends denilen kavisli elekler kullanılmaktadır. Bu elekler, susuzlandırma elekleri ve santrifüjler önünde, katı oranının arttırılması gayesiyle kullanılmaktadır. Bunlar, bir daire yayı (60o lik açının yayı) şeklindedir. Çapları, 500-1500 mm ve enleri ise 250-1200 mm arasındadır. Besleme yukarıdan, eleğe teğetsel olarak yapılmakta ve elek üzerindeki mal hızı 1-6 m/s arasında değişmektedir. Bu elekler genellikle 0.3-1 mm ızgara açıklığında yapılırlar ve 40-500 µm arasında ayırma yapabilirler. Hidrosiklonlar, Etkili olan parametreler: -Siklon çapı, -Siklon koniklik açısı, -Besleme, alt ve üst çıkış miktar ve oranları, -Silindirik kısım uzunluğu, -Besleme basıncı, -Besleme konsantrasyonu (katı oranı), -Tane iriliği. .Değişik çaptaki siklonların kapasiteleri ve bunlar için uygun tane irilikleri Siklon çapı (mm) 50.8 – 102 152 – 254 356 – 508 610 Katı tane iriliği (mm) Siklon kapasitesi (m3/h) -0.60 -1.70 -3.15 -25 1.8 – 3.4 8.3 – 41.5 45 – 102 170 - 568 Mekanik Klasifikatörler: Mekanik klasifikatörler sedimentasyon prensibine göre çalışan sınıflandırma aygıtlarıdır. Susuzlandırmada kullanılanların tank derinliği daha fazla olur. Mekanik klasifikatörlerde engelli veya serbest çökme şartlarında tanecikler dibe çöktürülür, daha sonra dibe çöken malzeme, bir spiral iletici vasıtasıyla ortamdan çıkarılarak alınır. Tane boyutu düştükçe kapasitesi düşer. Sedimentasyonla susuzlandırma (Tikinerler) Sedimantasyon metodu ile kıvamlaştırma işlemi daha çok tikiner denilen çöktürme makinalarında yapılmaktadır. Burada katı-sıvı karışımı içerisinde bulunan partiküller çöküp bir tabaka oluştururken, temiz su üstten taşarak alınmaktadır. Dibe çöken malzemede özel pompalarla çekilip eğer gerekiyorsa ileri kademe susuzlandırma için filtrelere gönderilir. Pülp tikinere yüzeyin yaklaşık 1m kadar altında bulunan merkezi bir besleme havuzundan yapılır. Temiz sıvı çevre boyunca yerleştirilmiş bir taşma kanalından tikineri terk eder, çökelen kısım ise taraklı bir karıştırıcı yardımıyla hafifçe meyilli olan tank tabanı ortasındaki çıkış noktasından tikineri terk eder. Taraklı karıştırıcı çökelen malzemenin belirli bir derecede akışkan kalmasını ve dolayısıyla kolay hareketini sağlamak dışında kompresyon zonunda tortu içerisinde kanallar meydana getirerek suyun kaçmasını ve bu sayede katı konsantrasyonunun artmasını temin eder. Santrifüjler Santrifüjler sedimantasyon ve filtrasyon prensiplerini santrifüj kuvvet uygulayarak yerine getiren bir susuzlandırma ekipmanıdır. Halen üretilmiş bir çok santrifüj tipi mevcuttur. Ancak bunlardan bir kaç tanesi kömür susuzlandırmada geniş kullanım şansı bulmuştur. Santrifüjler 37.5 mm’den (1.5 inç) bir kaç mikrona kadar tanecikleri susuzlandırabilmektedir. Ancak tek başına hiç bir ünite bu kadar geniş tane iriliğinde çalışamaz. Santrifüjlerde dönüş hızı genelde 300-400 dev/dak civarındadır. 1 m çapında bir santrifüjde 300 dev/dak hızında yaklaşık yerçekimi ivmesinin 50 katı değerinde santrifüj kuvvet oluşur. Titreşimli sepetli: Titreşim susuzlandırılmış kömürü çıkarmak için taşıma görevini yerine getirir. Çift motor gerektirir. Kömür tane iriliği arttıkça kapasitesi artar. Dikey ve yatay tipleri mevcuttur. Küreyici kanat gerektirmez. Sepetin koniklik açısı genelde 13-15o civarındadır. Elek açıklığı genelde 0.4 mm alınır. Yüksek frekanslı titreşim, elek açıklığına yakın boyuttaki malzemenin yüzeyi bloke etmesini engeller. H900 Coal Conturbex Centrifuge Pozitif boşaltımlı(positive discharge- scroll type): Daha fazla kullanılan tiptir. Dış elekli sepetin iç kısmında spiral yapılı kanatlar içeren konik bir kafa vardır. İç koni ile sepet arasında küçük bir hız farkı vardır. Bu hız farkı sayesinde malzeme taşınmaktadır.Küreyici kanatçık aşınmasının fazla oluşu dezavantajıdır. 0.5 mm -0.1 mm arası ideal çalışma boyutudur. Son yıllarda özellikle spiral ürünlerinin susuzlandırılması için çok tercih edilmektedir. Genelde sepetin koniklik açısı 13o civarında ve elek açıklığı 0.375 mm’dir. İtmeli tip (pusher type): Bu tipte itmeli sepetin ortasına gelecek şekilde besleme yapılmaktadır. Ters huni şeklindeki dönen besleyiciden beslenen malzeme hızlandırılarak uniform bir şekilde dönen elek tabanına dağıtılmaktadır. Huni yapılı dağıtıcı itme plakası ile bağıntılıdır. İtme plakası geri pozisyona çekildiği zaman ortaya çıkan elek yüzeyinde susuzlanma ile bir kek tabakası oluşmaktadır. Bu aşamadan sonra itme plakası öne doğru hareket ederek meydana gelen bu kek tabakasını çıkışa doğru itmektedir. Bu süre içerisinde yeni gelen besleme huni yapılı besleme bölgesi içerisinde bir süre kalır. İtme plakası geri çekildiğide ise ortaya çıkan temiz elek yüzeyinde yeni bir kek tabakası oluşturmak için, malzeme bu bölgeye ilerler. İtme plakasının ileri geri hareketi ile kek tabakası çıkışa doğru ilerletilir. Bu tabakanın frekansı 25-40 strok/dak’dır. Strok uzunluğu ise sepet uzunluğunun %5-15’i kadardır. Çanaklı tip (Şlam) santrifüleri Bu tür santrifüjler daima yatay yerleştirilmektedir. Bunların kömür endüstrisinde kullanımı 1960’lı yıllarda başlamıştır. Gövdesi elekli olan (screen bowl) ve eleksiz olan (solid bowl) olmak üzere iki tipi mevcuttur. İki ayrı dönen kısım mevcuttur. Birisi dış konik gövde, diğeri taşıyıcı kanatların olduğu ana mile bağlı kısım. Bu dönen kısımlar görece olarak çok az bir farkla değişik hızlara sahiptir. Eleksiz tipte, beslenen malzeme dönen dış konik kısım içerisinde oluşan yüksek santrifüj hıza bağlı olarak ayrışır ve katı konik kısım iç gövdesine yerleşir. Katı içteki taşıyıcı kanatlar tarafından sıyrılarak çıkışa doğru taşınırken, daha iç kısımda toplanan su da ters taraftan sistemi terkeder. Elekli tiptede benzer çalışma söz konusudur ancak, suyun bir kısmı da elekli bölgede uzaklaştırılır. Screen Bowl Solid Bowl Filtrasyon Katı malzemede bulunan nem oranının fiziksel olarak en alt seviyelere düşürülebilmesi için kullanılan metodlar filtrasyon metodlarıdır. Filtrasyon geçirgen bir yüzey üzerine zorlanan katı-sıvı karışımında, suyun yüzeyi geçmesi, katı maddeninde yüzey üzerinde kalması ile oluşan ayırma işlemidir. Filtrasyon işlemi ya basınç altında suyun partiküllerin arasından uzaklaştırılması, ya da basınçlı hava ile nemin tanelerin arasından itilmesi şeklinde yapılmaktadır. Kömürlerde en çok kullanılan yöntem vakum filtrasyonudur. Disk tipi filtreler başlıca tercih edilen tiptir. Yine bunun yanında bantlı vakum filtre kullanımının da arttığı görülmektedir. Verimli bir operasyon için filtreye beslenen çamura reagensler ilave edilmektedir. Kömür endüstrisinde uzun yıllardır anyonik flokülantlar ve katyonik koagülantlar kullanılmaktadır. Bu reagensler çamurun kıvamlaşması açısından gerekli olmaktadır. Bu reagensler çok ince taneleri iri taneler üzerine bağlayarak çok uniform bir tane dağılımı olmasını sağlamaktadır. Bunun sonucunda da filtre kekinde en iyi geçirgenlik sağlanmakta, çok ince tanelerin filtre kumaşı yüzeyini tıkamasını engellemektedir. Anyonik flokülantlar (genelde yüksek molekül ağırlığına sahip acrylamide/acrylate ko polimerler) ve katyonik koagülantlar (genelde düşük moleküler ağırlığa sahip poliaminler) birlikte ya da tek tek kullanılabilmektedirler. Bunlara ilaveten surfaktantlarla ilgili çalışmalarda yapılmakta ve bunların flokulant ve koagulantlarla birlikte kullanımları denenmektedir. Tambur tipi filtre: Yüzeyi filtre malzemesi ile kaplı bir tamburdan oluşmaktadır. Değişik tipleri mevcuttur. Yüksek maliyeti dezavantajıdır. 12 ft çap 10 ft uzunluğa kadar yapılabilmektedir. Kapasitesi 1000 kg/m2 kadar ulaşabilmektedir. Disk filtre: Tambur tip filtre ile benzer prensipte çalışmaktadır. Yüzey alanını artırmak için disklerden oluşturulmuştur. Disk süspansiyon içindeyken vakumla malzeme emilmekte, yüzeyde kek tabakası oluştuktan sonr disk dönüşü ile susuzlandırma devam etmektedir. Susuzlandırma tamamlandıktan sonra da emiş kesilmekte üfleme ile disk üzerindeki kek tabakası uzaklaştırılmaktadır. Pres filtre: Pres filtreler özellikle çok ince malzemelerin susuzlandırılması için çok uygundur. Firmalarca değişik tipte pres filtreler üretilmiştir.. Çelik bantlı filtre: Bu filtrelerde 2 adet özel örgülü delikli yüzeye sahip çelik bant birbirine baskı yapacak şekilde ve üstteki saat yönünün tersi, alttaki de saat yönünde olmak üzere aynı hızda dönmektedir. Çamur iki bant arasında sıkışmadan önce birinci bant üzerinde vakumla ön susuzlandırmaya tabi tutulmaktadır Kurutma Susuzlandırma yöntemlerinin en pahalısı kurutmadır. Kurutma işleminde konsantrenin içerdiği nem oranının tamamına yakınının uzaklaştırılması hedeflenir. Bu amaçla geliştirilmiş özel kurutma fırınlarında cevherin içerisinde bulunan su buharlaştırılarak uzaklaştırılır. Kurutma işlemi üç farklı şekilde olabilmektedir. Bunlar direk, endirek ve her ikisinin kombinasyonlarıdır. Direkt kurutma, sıcak kurutma gazları ile kurutulacak malzemenin aynı ortam içerisinde direk karşılaştığı sistemlerde gerçekleşir. Endirek kurutmada ise malzeme ile ısıtıcı gazlar arasında bir duvar bulunur. Endirek kurutma kimyasal olarak kurutma gazları ile tepkime verme riski olan malzemelerde uygulanır. Her iki metodun uygulandığı karışımının uygulandığı sistemlerde ise sıcak gazlar önce endirek malzemeyi ısıtmakta ve bu ön ısıtmadan sonra malzeme ile direk temasa geçerek kurutmayı gerçekleştirmektedir. Döner Kurutucu Akışkan yataklı kurutucu Pnömatik kurutucu(Flash) Akışkan Yataklı kurutucu Flash Dryers Diğer Kurutma Yöntemleri • • • • • • Mikrowave Solar Spouted Bed (Püskürtmeli) Conveyor Infrared Superheated
© Copyright 2026 Paperzz