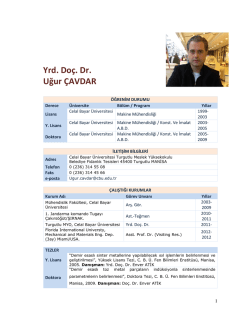
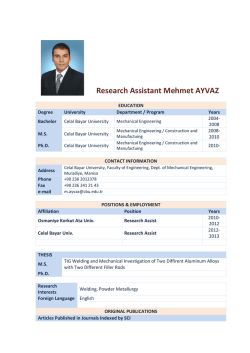
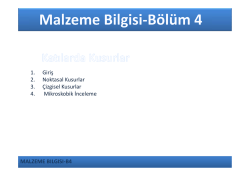
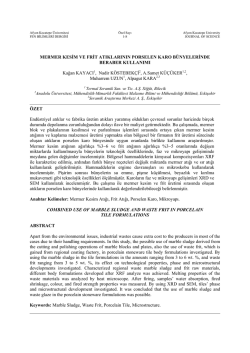
rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY FARKLI KAYNAK AKIMLARINDA KAYNAK EDİLMİŞ ALÜMİNYUM MATRİSLİ FONKSİYONEL DERECELENDİRİLMİŞ MALZEMENİN MİKROYAPI ve SERTLİK ÖZELLİKLERİNİN ANALİZİ Volkan Onar1,a, Arzum Uluköy*1,b, Hüseyin Açıkel2,c 1 Pamukkale University, Faculty of Technology, Manufacturing Engineering Department 2 Oerlikon Magma Mekatronik, Türkiye a [email protected] , *b [email protected], [email protected] Özet Metal matrisli ve seramik malzeme takviyeli kompozit malzemeler, birçok farklı mühendislik uygulamasında malzeme gereksinimini karşılamaktadır. Fakat iki farklı malzemenin birleştirilmesi, beraberinde termal ve artık gerilmelerin oluşumu gibi ciddi problemleri de beraberinde getirmektedir. Bu problemlerin üstesinden gelebilmek için özellik, mikroyapı ve kompozisyon olarak derecelendirilmiş malzemeler üretilmeye başlanmıştır. Bu çalışmada, alüminyum 2014 alaşımı ile güçlendirici olarak SiC partiküllerinden oluşan fonksiyonel derecelendirilmiş malzemenin kaynak edilebilirliği MIG kaynak yöntemi kullanılarak araştırılmıştır. İlave metal olarak AlSi5 alaşımı tel kullanılmıştır. Farklı kaynak akımlarında oluşan kaynak dikişlerinin mikroyapısı ve sertlik dağılımı incelenmiştir. Anahtar Kelimeler: Fonksiyonel derecelendirilmiş malzeme, mikroyapı, MIG, SiC, alüminyum THE MICROSTRUCTURE and HARDNESS ANALYSIS of WELDED ALUMINUM MATRIX FUNCTIONALLY GRADED MATERIAL USING DIFFERENT WELDING CURRENTS Abstract Reinforced metal matrix and ceramic matrix composites provide the requirements of many different engineering applications. However, combining the two different materials together brings about serious problems, such as the formation of thermal and residual stress. To overcome these problems; property, microstructure, and compositionally graded materials began to be produced. This study investigated that weldability of functionally graded material including aluminum 2014 alloy and SiC particles. This study investigated that weldability of functionally graded material including aluminum 2014 alloy and SiC particles by using MIG welding method. An AlSi5 wire was used as coupling material. The microstructure and hardness of welding seam were examined. Key Words: Functionally graded material, microstructure, MIG, SiC, aluminum. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY 1. Giriş Mühendislik uygulamalarının giderek artan bir kısmında tasarımın gereksinimi olan özellikler, seramiklerle metallerin veya seramiklerle seramiklerin birleştirilmesi ile elde edilmektedir. Seramik malzemeler düşük yoğunluk, iyi yüksek sıcaklık dayanımı ve iyi sürünme direncine sahip olmakla beraber, kırılma toklukları ve termal şok dirençleri zayıftır. Metalik malzemeler yüksek kırılma tokluğu ve seramiklere oranla daha iyi termal şok direncine sahip olmalarına rağmen, yüksek sıcaklıklarda düşük dayanım göstermektedir. Metal ve seramik malzemelerin kompoziti olan malzemeler ise pek çok mühendislik uygulamasında malzeme gereksinimini karşılamaktadır. Metal matrisli kompozit malzemeler (MMK) havacılık ve uzay endüstrisinin yüksek özgül dayanım ve rijitliğe sahip malzeme ihtiyacını karşılayan malzeme grubudur. Partikül takviyeli metal matrisli kompozit malzemeler, sürekli fiber takviyeli kompozit malzemelerle kıyaslandığında maliyetinin daha düşük olması, yüksek aşınma direncine sahip olması ve ısıya karşı gösterdiği yüksek kararlılık direnci özellikleriyle bir adım öne geçmektedirler [1,2]. İki farklı malzemenin birleştirilmesi, beraberinde termal ve artık gerilmelerin oluşumu gibi ciddi problemleri beraberinde getirmektedir. Termal gerilmeler özellikle keskin ara yüzeylerin çevresinde oluşmakta ve özellikle ara yüzeyde çatlak oluşma ihtimalini yükseltmektedir. Bu problemlerin üstesinden gelebilmek için özellik, mikroyapı ve kompozisyon olarak derecelendirilmiş çok tabakalı yapılar üretilmeye başlanmıştır [3]. Böylece derecelendirilmiş seramik-metal ara yüzeyinde termal gerilmeler ve süreksizlikler azalmaktadır [4]. Sistemin ısıl verimliliğini arttırarak çalışma sıcaklığını yükseltmek, korozyon, oksitlenme ve aşınmayı önlemek amacıyla kullanılan kaplamaların, altlık malzeme ile termal ve mekanik özelliklerinin uyumsuzluğunu ortadan kaldırmak amacı ile fonksiyonel derecelendirilmiş malzemeler (FDM) kullanılmaktadır. Alüminyum, metal matrisli kompozitlerde ve metal matrisli FDMlerde matris malzemesi olarak; SiC ise güçlendirici seramik malzeme olarak en fazla tercih edilen malzemelerdir [5]. Kaynaklı birleştirme yöntemleri, alüminyum matrisli kompozitlerin birleştirilmesinde kullanılan tekniklerden bir tanesidir. Alüminyum esaslı metal matrisli kompozitlerin birleştirilmesinde optimum özelliklerin ve kaliteli bir kaynak yapısının elde edilebilmesi için kaynak tekniğinin ve kaynak parametrelerinin doğru seçilmesi çok önemlidir. Bu malzemelerde kaynak işleminin verimli olabilmesi için yeni nesil kaynak makinalarına ihtiyaç vardır. İleri teknolojik kaynak makinaları kullanılarak bu malzemelerin kaynaklı birleştirilmelerinde kalite, düşük maliyet ve seri üretim planlaması gerçekleşebilmektedir [6]. Alüminyum alaşımları, geleneksel kaynak teknikleri (TIG, MIG, lazer, difüzyon vb.) ile birleştirilebilir. SiC partikülleri eklenmiş alüminyum matrisli kompozitlerin geleneksel kaynak yöntemleri ile birleştirilmesinde ise istenmeyen mikroyapı hataları meydana gelmektedir. Bu mikroyapısal değişiklikler ergimiş haldeki alüminyum malzemenin SiC ile reaksiyona girmesinden kaynaklanmaktadır. Matris malzemesi olan alüminyumun SiC ile reaksiyona girmesi sonucunda ITAB’da bulunan SiC partiküllerinin dağılımına ve oluşan mikroyapı şekillerine etki ettiği, bu durumun sonucunda da malzemede sertlik değişikliklerine ve yapıda gözenekli kırılgan bölgelerin oluşmasına neden olduğu bilinmektedir. Bu ve benzeri nedenlerden dolayı günümüzde yapılan birçok çalışma, katı faz kaynak teknikleri ile (difüzyon kaynağı, sürtünme kaynağı vb.) MMKlerin kaynağı ve bu yöntemlerin kullanılmasıyla meydana gelen sorunların ortadan kaldırılabilmesi için yapılmaktadır. Yapılan çalışmalar sonucu, rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Kaynak ekipmanlarının kurulum maliyetlerinin fazla olması, Seri üretime uygun olmaması, Sıvı faz kaynak yöntemlerinden daha zor uygulanabilir olması, Düşük verime sahip olması gibi nedenlerden dolayı katı faz kaynak yöntemleri yerine sıvı faz kaynak yöntemlerine (TIG, MIG vb) doğru tekrar bir yönelme başlamıştır [7,8,9,10]. SiC ile güçlendirilmiş alüminyum matrisli kompozitlerin sıvı faz kaynak yöntemleriyle birleştirilmesi sırasında ergiyen alüminyumun SiC partikülleri ile reaksiyon oluşturması, kaynak banyosu içerisinde SiC partiküllerinin çözünerek birbirinden ayrılmasına, aglomerasyona ve dolayısıyla da çekme dayanımında düşüklüğe sebep olur (Denklem 1.1). Bu reaksiyon sonucunda oluşan Al4C3 bileşiği kaynaklı birleştirmenin kalitesinde düşüş meydana getirir. 4Al + 3SiC Al4C3 + 3Si (1.1) Meydana gelen bu mikro yapı, kaynaklanabilirliği olumsuz yönde etkilemektedir. Kaynaklanabilirliğin düşmesini engellemek için önce oluşan Al4C3 fazını ortadan kaldırmak veya oluşumunu en aza indirgemek gerekmektedir [7,9,11,12]. Şekil 1’de görüldüğü gibi, kaynak sırasında ITAB’da ısının etkisiyle SiC partiküllerinin dağılımı ve ergimiş matris fazında oluşan farklı ısıl bölgeler katılaşma esnasında mikroyapıyı değiştirmektedir [14]. ITAB’da geçiş bölgesinde SiC partiküllerinin çözünmesiyle ince Al4C3 plakaları, kısmen dönüşmüş bölgede kısa ve ince Al4C3 plakaları ve kaynak merkezinde SiC partikülleri etrafında çekirdeklenmiş Al4C3 kristalleri oluşmaktadır. Oluşan çekirdekler SiC partiküllerinin de büyümesine neden olmaktadır [7,9]. Şekil 1. Isı girdisine bağlı olarak mikroyapıdaki değişiklikler [9] Al4C3 fazının oluşumu, boyutu ve şekli ısı girdisiyle doğru orantılıdır. Düşük ısı girdisinde SiC partikülleri çözünemediği için yapıda Al4C3 fazı oluşmazken, yüksek ısı girdisiyle birlikte SiC partiküllerinin çözünme oranı ve dolayısıyla Al4C3 fazı oluşumu artmaktadır. Ancak düşük ısı girdilerinde kaynakta yeterli nüfuziyet oluşmayacağından beklenen kaynak kalitesi de elde edilememektedir [9]. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Bu çalışmada, savurma döküm yöntemiyle üretilmiş olan alüminyum 2014 matrisli ve SiC partikül takviyeli kompozit malzemenin kaynağında, ısı girdisinin etkisini görmek için, farklı kaynak akımı türlerinde ve farklı akım değerlerinde birleştirmeler yapılmıştır. Kaynaklı birleştirmelerin üzerinde farklı ısı girdilerinin etkisinin mikroyapı ve sertliğe olan etkisi araştırılmıştır. 2. Deneysel Çalışmalar 2014 alüminyum alaşımı ile 9 μm boyutundaki SiC tanecikleri karıştırılarak savurma döküm yöntemi ile dökülmüştür. Alüminyum 2014 alaşımının kimyasal kompozisyonu Tablo 1’de görülmektedir. Savurma dökümde oluşan santrifüj kuvvet etkisiyle ve alüminyum ile SiC arasındaki yoğunluk farkından dolayı, SiC tanecikleri malzemenin daha çok dış kısmında bir toplanma göstermiştir. Daha önceki çalışmalarda da görülebileceği gibi, böylece SiC takviyeli alüminyum matrisli FDM üretilmiştir [13,14]. Tablo 1. Alüminyum 2014 alaşımının kimyasal kompozisyonu Si Fe Cu Mn Mg Cr Zn Ti Al 1,18 0,48 4,9 1,04 0,57 0,009 0,30 0,03 Bal. Elde edilen silindir şeklindeki FDMden 5 mm kalınlığında dikdörtgen bir levha çıkarılmıştır (Şekil 2). Lamanın silindirin iç çapına yakın olan kısmında SiC oranı daha az iken, dış çapa yakın kısmında SiC oranı daha fazladır. Şekil 3’de et kalınlığı boyunca SiC dağılımı görülmektedir. Şekil 2. FDMden kaynak numunesi eldesi rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY 14 Hacimce SiC oranı, % 12 10 8 6 4 2 0 Al zengini bölge Orta kısım SiC zengini bölge Şekil 3. FDMnin et kalınlığı boyunca SiC dağılımı MIG ve MIG Pulse kaynak yöntemlerinin kullanıldığı bu çalışmada, MMK levhalar 150x50x5 mm ebatlarında hazırlandıktan sonra yüzeyleri temizlenmiş ve 160 oC’de ön ısıtmaya tabi tutulmuştur. Kaynak yapılacak alüminyum levhalar farklı akım değerlerinde ve farklı akım türlerinde birleştirilmiştir (Şekil 4). Et kalınlığı boyunca birleştirilen levhaların, özellikle orta kısımları incelenmiştir. Bu kısımdaki SiC oranı hacimce %6’dır. Şekil 4. Kaynaklı birleştirmelerin yapılması Levhalar paslanmaz çelik altlık kullanılarak, SG-AlSi5 kaynak teli ile kaynatılmış ve açık havada soğumaya bırakılmışlardır. SG-AlSi5 kaynak telinin kimyasal analizi Tablo 2’de verilmiştir. Kaynak işlemi paslanmaz çelik ve alüminyum için sıçrantısız kaynak dikişi elde etmek üzere tasarlanmış yeni nesil dijital invertör teknolojisine sahip sinerjik, programlanabilir, pulse özellikli MIG/MAG kaynak makinesi ile argon koruyucu gazı atmosferi altında yapılmış olup deneyler esnasında kullanılan kaynak parametreleri Tablo 3’de verilmiştir. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Tablo 2. Kaynak işleminde kullanılan SG-AlSi5 kaynak telinin kimyasal analizi Kimyasal Analiz (%, ağırlıkça) Si Al 4,50-6,00 Kalan Tablo 3. Kaynak işlemi parametreleri Parametre 1 Manuel Amper (A) Pulse Kaynak Teli (mm) SG-AlSi5 2 70 Voltaj (V) 3 160 15,7 70 4 20 Voltaj (V) 23,4 160 24,4 1 Kaynak Hızı (mm/dk.) 150 Argon Gaz Akış Oranı (l/min.) 10 Farklı akım türleri ve akımlarda yapılan kaynaklı birleştirmelerden kaynak metali ve ITAB bölgesindeki sertlik değişimlerini incelemek için kaynaklanan parçalardan mikrosertlik numuneleri hazırlanmıştır. Hazırlanan numuneler standart metalografik numune hazırlama işlemine tabi tutulmuşlardır. Bu numuneler daha sonra 5ml HF-10ml H2SO4-85 ml H2O çözeltisinden oluşan dağlayıcı ile dağlanmış ve mikrosertlik incelemesi için hazır hale getirilmişlerdir. Hazırlanan numunelerden dijital kamera bağlantılı optik mikroskop kullanılarak mikroyapı fotoğrafları alınmıştır. Sertlik ölçümleri, Shimadzu HMV-2 marka vickers mikrosertlik ölçme cihazı ile yapılmış ve ağırlık olarak 0,1 kg yük kullanılmıştır. Kaynak bölgesinin sertlik ölçümleri kaynak dikişinin ortasından ana malzemeye doğru 1 mm aralıklarla 5s bekletme süresi şartlarında yapılmış ve 3 ölçümün ortalaması alınmıştır. 3. Sonuçlar ve Tartışma 3.1. Mikroyapı Analizi Farklı akım türlerinde ve farklı akımlarda birleştirilmiş kaynaklı numunelere ait kısmen dönüşmüş bölge (Tablo 4, Tablo 7), geçiş bölgeleri (Tablo 5, Tablo 8) ve kaynak bölgesi (Tablo 6, Tablo 9) optik mikroskop yardımıyla incelenmiştir. Yapılan incelemeler sonucunda ana malzeme, kısmen dönüşmüş bölge, geçiş bölgesi ve kaynak metali net olarak görülmekle birlikte ısıl farklılıklardan dolayı ana malzemeden kaynak metaline doğru SiC partiküllerinin iğnemsi bir şekil alıp kaynak metaline doğru yönlenmelerin olduğu ve kısmen dönüşmüş bölgede SiC partiküllerinin çözünerek iğnemsi bir yapı şeklinde bir ağ oluşturduğu, geçiş bölgesinde bu iğnemsi yapının kaynak metaline doğru yönlendiği ve kaynak metalinde akım türü ve yüksekliğine göre çözünmeden küçük küresel bir yapıda bulunduğu ve/veya kaynak metalinin tane yapısının küçük ve homojen bir yapıya dönüşmesi ve SiC partiküllerinin bu homojenliğe uyup küçüldüğü gözlenmektedir. Yapılan birleştirmelerde ortak rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY olan akım türü ve değeri ne olursa olsun SiC partiküllerinin kaynak metaline doğru yönlendiği ve topaklanarak çökeldiği gözlenmiştir. Çökelmenin en fazla olduğu ve SiC partiküllerinin en büyük boyuta ulaştığı numune ısı girdisinin en yüksek olduğu ve manuel akım türünde, 160 A 23,4 V’da yapılan kaynaklı birleştirmede olduğu görülmektedir. Sonuç olarak ısı girdisindeki artış SiC partiküllerinin yüzeye doğru yönlenmesine ve bu partiküllerin çözünüp Al4C3 fazına dönüşüp çözünmeyen SiC kristallerin etrafında topaklanıp çökelmesine neden olduğu gözlenmiştir. Bulunan bu sonuçlar literatürle uyumludur [7]. Büyütme Oranı Bölge Kısmen dönüşmüş bölge X50 X100 Akım (A) 70A Pulse Akım Manuel Akım Akım Türü Tablo 4. Farklı büyütme oranlarında akım türünün kısmen dönüşmüş bölgeye etkisi (70A) Tablo 4’de görüldüğü üzere farklı akım türlerinde, aynı amper (70A) değerinde yapılmış kaynaklı birleştirmelerin kısmen dönüşmüş bölgelerinden alınmış faklı büyütmedeki (X50,X100) görüntüleri verilmiştir. Manuel akım ile yapılmış kaynaklı birleştirmelerin kısmen dönüşmüş bölgesinde SiC partiküllerinin bölgesel olarak bir ağ yapısı şeklini almaya başladığı ve kaynak bölgesine doğru yönlendiği gözlenmektedir. Pulse akım türünde ise SiC partiküllerinden oluşmaya başlayan ağ yapısının daha fazla olduğu ancak daha homojen biçimde yayıldığı gözlenmektedir. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Akım Türü Tablo 5. Farklı büyütme oranlarında akım türünün kısmen geçiş bölgesine etkisi (70A) Büyütme Oranı Bölge X100 70A Pulse Akım Geçiş Bölgesi Manuel Akım X50 Akım (A) Tablo 5’de görüldüğü üzere farklı akım türlerinde, aynı amper (70A) değerinde yapılmış kaynaklı birleştirmelerin geçiş bölgelerinden alınmış faklı büyütmedeki (X50,X100) görüntüleri verilmiştir. Manuel akım türünde yapılmış kaynaklı birleştirmenin geçiş bölgesinde SiC partiküllerinin oluşturduğu homojen olarak dağılmayan ağ yapı kaynak metaline doğru yönlenmiş, kaynak metaline doğru tane aralarında iğnemsi yapılara dönüşmeye başlamıştır. Pulse akımda ise SiC partiküllerinin oluşturduğu ağ yapısı miktarı artmış, kısmen topaklanmalar başlamış ve kaynak metali içerine yönlenmiş küçük SiC partikülleri gözlenmektedir. İğnemsi heterojen yapıdan daha ziyade, homojen dağılmış küresel bir yapı oluşturma eğilimi gözlenmiştir. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Akım Türü Tablo 6. Farklı büyütme oranlarında akım türünün kısmen kaynak metaline etkisi (70A) Büyütme Oranı Bölge X100 70A Pulse Akım Kaynak Metali Manuel Akım X50 Akım (A) Tablo 6’da görüldüğü üzere farklı akım türlerinde, aynı amper (70A) değerinde yapılmış kaynaklı birleştirmelerin kaynak metalinden alınmış faklı büyütmedeki (X50,X100) görüntüleri verilmiştir. Manuel akım kullanılarak yapılan kaynaklı birleştirmenin kaynak metali bölgesinde SiC partiküllerinin oluşturduğu ağ yapısının ortadan kalktığı ve SiC partiküllerinin küresel bir yapı oluşturup kaynak metali içerisinde çözünmeden kaldığı, bu küreselliğin heterojen olarak dağılım gösterdiği gözlemlenmiştir. Pulse akımda SiC partiküllerinin kaynak metali içinde homojen olarak çözündüğü, çözünmeden kalan SiC partiküllerinin manuel akımdaki gibi küresel olduğu ancak daha küçük ve çok az bir oranda bulunduğu gözlenmiştir. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Akım Türü Tablo 7. Farklı büyütme oranlarında akım türünün kısmen dönüşmüş bölgeye etkisi (160A) Büyütme Oranı Bölge X100 160A Pulse Akım Kısmen Dönüşmüş Bölge Manuel Akım X50 Akım (A) Tablo 7’de görüldüğü üzere farklı akım türlerinde, aynı amper (160A) değerinde yapılmış kaynaklı birleştirmelerin kısmen dönüşmüş bölgesinden alınmış faklı büyütmedeki (X50,X100) görüntüleri verilmiştir. Manuel akım ile yapılan kaynaklı birleştirmenin kısmen dönüşmüş bölgesinde SiC partiküllerinin küresellikten uzak köşeli bir yapıda olduğu, ve bu yapı etrafında SiC partiküllerinin topaklanma oluşturarak bir ağ yapısı oluşturduğu gözlenmektedir. Bunun yanı sıra Pulse akımda ise ana malzemenin daha büyük tanelerden oluştuğu ve bu taneler arasında çözünen SiC partiküllerinin çok az miktarda ve daha küresel şekle yakın olduğu gözlemlenmektedir. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Akım Türü Tablo 8. Farklı büyütme oranlarında akım türünün geçiş bölgesine etkisi (160A) Büyütme Oranı Bölge X100 160A Pulse Akım Geçiş Bölgesi Manuel Akım X50 Akım (A) Tablo 8’de görüldüğü üzere farklı akım türlerinde, aynı amper (160A) değerinde yapılmış kaynaklı birleştirmelerin geçiş bölgelerinden alınmış faklı büyütmedeki (X50,X100) görüntüleri verilmiştir. Manuel akım kullanılarak elde edilen kaynaklı birleştirmede geçiş bölgesinde SiC partiküllerinin homojen olamayan bir düzen içerisinde küresel olarak çökeldiği ve topaklanmaların olduğu gözlenirken, Pulse akım kullanılarak yapılan kaynaklı birleştirmenin geçiş bölgesinde SiC partikülleri homojen dağılım göstermiş ve topaklanmaya rastlanmamıştır. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Akım Türü Tablo 9. Farklı büyütme oranlarında akım türünün kaynak metaline etkisi (160A) Büyütme Oranı Bölge X100 160A Pulse Akım Kaynak Metali Manuel Akım X50 Akım (A) Tablo 9’da görüldüğü üzere farklı akım türlerinde, aynı amper (160A) değerinde yapılmış kaynaklı birleştirmelerin kaynak metalinden alınmış faklı büyütmedeki (X50,X100) görüntüleri verilmiştir. Bu görüntülere göre manuel akım kullanılarak elde edilen kaynaklı birleştirmelerin kaynak metali bölgesinde farklı büyüklüklerde heterojen dağılım gösteren küresel olarak çökelmiş SiC partiküllerine rastlanmış ve bu partiküller arasında iğnemsi olarak çökelmiş yapılar gözlemlenmiştir. Pulse akımda yapılan kaynaklı bağlantının kaynak metalinde ise homojen olarak dağılmış bir tane yapısı gözlenmiş topaklanmaya ve çökelmeye rastlanmamıştır. 3.2. Sertlik Analizi Sertlik ölçüm deneyleri sonucunda elde edilen değerler Şekil 5’de görülmektedir. Manuel 70A akımla kaynatılmış olan numunede (Şekil 5a) neredeyse doğrusal bir sertlik değişimi görülmektedir. Manuel 160A akımla kaynatılmış olan numunede ise ana malzemeye gidildikçe sertlik değerlerinde azalma-artma şeklinde değerler elde edilmiştir (Şekil 5b). Pulse akım kullanılarak kaynak yapılmış olan numunelerde, kaynak bölgesinden ana malzemeye doğru sertlik değerleri artmaktadır (Şekil 5c-d). rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY Şekil 5. Sertlik ölçüm sonuçları (a: M 70A, b: M 160A, c: P 70A, d: P 160A) Kaynak bölgesindeki en düşük sertlik değeri Pulse 70A şartlarında (Şekil 5c) 71 HV0,1, en yüksek sertlik değeri ise Manuel 160 A şartlarında 86 HV0,1 olarak elde edilmiştir. Bölüm 3.1’de görüldüğü üzere, Pulse akım türü kullanılarak yapılmış olan kaynaklı birleştirmelerde, SiC partiküllerinin kaynak metali içerisinde homojen bir şekilde dağılım gösterdiği için sertlik değerlerinde Manuel akım türüne göre düşme tespit edilmiştir. Artan akım değerleriyle birlikte hem Manuel (78 HV0,1-86 HV0,1) hem de Pulse akımda (71 HV0,1-76 HV0,1) kaynak bölgesinin sertliği daha yüksek olmuştur. Kaynak bölgesinden ana malzemeye doğru en doğrusal artım Pulse 160A şartlarında elde edilmiştir (Şekil 5c). 4. Sonuç Mikro yapılarda görüldüğü gibi pulse akım metal matrisli kompozitlerin kaynağında manuel akım ile yapılan birleştirmelere göre daha az ısı girdisi oluşturmasından dolayı mikroyapının homojen dağılımına izin vermiştir. Pulse akımda kaynak bölgesinde SiC partiküllerinin çözünmesi sağlanmış topaklanma ve küresel SiC partikülü çökelmesi gözlemlenmemiştir. Isı girdisine bağlı olarak manuel akımda düşük akım değerinde yapılan kaynaklı birleştirmelerde SiC partikülleri bir ağ yapısı şeklinde topaklanmış, buna rağmen yüksek akım değerinde yapılan kaynaklı birleştirmede ağ yapısı ortadan kalkıp küresel tane olarak çökelmiş ve bu küresel tanelerin etrafında toz bulutunu andıran bir topaklanma meydana gelmiştir. Pulse akımda kullanılan kaynak akımı ısı girdisini azaltarak, yapıda bulunan SiC partiküllerinin çözünüp yeniden tane oluşturmasını ortadan kaldırmıştır. Manuel akımda yapı içinde çözünmüş ergiyik halinde bulunan SiC partikülleri yapı içerisinde interdentritik porozite [7] şeklinde kendini göstermiştir. rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY 5. Referanslar [1] Torralba, J. M., da Costa, C. E., Velasco, F. 2003. “P/M Aluminum Matrix Composites: An Overview,” Journal of Materials Processing Technology, vol. 133, no. 1-2, p.203-206 [2] Ozan, S., Karaoğlu, S., İpek, R. 2012. “Partikül Takviyeli Alüminyum Esaslı Metal Matris Kompozitlerin Difüzyon Kaynak Kabiliyetlerinin İncelenmesi,” TMMOB MMO Mühendis ve Makina Dergisi, cilt 53, sayı 630, s. 45-53. [3] Cirakoglu, M., “Processing and Characterization of Functionally Graded Titanium/Titanium Boride/Titanium Diboride Composites by Combustion Synthesis/Compaction and Microwaves”, Ph.D. Thesis, University of Idaho, 2001. [4] Tilbrook, M.T., Moon, R.J., Hoffman, M., “Crack Propagation in Graded Composites”, Composites Science and Technology, 65 (2005), 201–220. [5] Chawla, N., Chawla, K.K., “Metal Matrix Composites”, Springer, 2006, pp. 33–55. [6] Kurşun T. Gazaltı Kaynak tekniğinde Kullanılan koruyucu Gaz ve Gaz Karışımlarının 19Mn6 kalite Çeliğinin Kaynatılmasında Mekanik Özelliklere Etkisi ve Tozaltı Kaynağı ile Karşılaştırılması, Doktora Tezi, Erciyes Üniversitesi, Fen Bilimleri Enstitüsü, Kayseri, 1998. [7] Lean P.P, Gil L, Urena A. Dissimilar welds between unreinforced AA682 and AA6092/SiC/25p Composite by Pulsed-MIG Arc Welding Using Unreinforced Filler Alloys(Al5Mg andAl-5Si), Journal of Materials Processing Technology 2003; 144: 846-850. [8] Chidambaram A, Bhole S.D. Particle Denuded Zones in Alumina Reinforced Aluminum Matrix Composite Weldments, Scripta Materialia1996 35: 373-378. [9] Urena A, Escalera M.D, Gil L.2000. Infulunce of Interface Reactions on Fracture Mechanisms in TIG Arc-Welded Aluminium Matrix Copmosites, Composites Science and Technology 2000; 60: 613-622. [10] Middling O. T, Grong O. Joining of Particle Reinforced AI-Sic MMCs, Key Engineering Materials 1995; 104-107: 355-372. [11] Chen M, Wu C.S, Zou Z. Electron Beam Welding of SiC/LD2 Composite, Transactions of Nonferrous Metals Society of China2006; 12: 818-823. [12] LeiY, Yuan W, Chen X, Zhu F, Cheng X. In-Stu Weld-Alloying Plasma Arc Welding of SiCp/Al MMC, Trans. Nonferrous Met. Soc. China 2007; 17: 313-317. [13] Ulukoy, A., Topcu, M. and Tasgetiren, S. (2011), The effect of aging treatments on wear behavior of aluminum matrix functionally graded material under wet and dry sliding conditions. Mat.-wiss. u. Werkstofftech., 42: 806–811. [14] Topçu M., Taşgetiren S., Uluköy A., “Alüminyum Matrisli Fonksiyonel Derecelendirilmiş Malzemenin Aşınma Davranışına Yaşlandırma İşleminin Etkisi”, 13. Uluslararası Malzeme Sempozyumu (IMSP’2010), 13-15 Ekim 2010, Pamukkale Üniversitesi, Denizli. , 2010 rd 3 International Conference on Welding Technologies and Exhibition (ICWET’14), 21-23 May 2014, Manisa-TURKEY CORRESPONDENCE ADDRESS: Arzum ULUKÖY, Pamukkale Üniversitesi Teknoloji Fakültesi İmalat Mühendisliği Bölümü 20070 Kınıklı/ DENİZLİ, Tel:+902582963094, [email protected] SHORT BIOGRAPHIES Volkan ONAR – 1984 yılında Üsküdar / İstanbul’ da doğdu. İlköğretimini tamamladıktan sonra 1998 yılında Kocaeli Sabancı Anadolu Teknik Lisesi’ nde Bilgisayar/ Yazılım bölümünü okuyarak orta öğretimini Kocaeli’ nde tamamlamıştır. Lisans eğitimini Gazi Üniversitesi, Teknik Eğitim Fakültesi, Metal Eğitimi Bölümü’nde bitirmiş ve ardından Yüksek Lisans eğitimine Gazi Üniversitesi Fen Bilimleri Enstitüsü, Metal Eğitimi Anabilim Dalı’ nda tamamlamıştır. Doktora eğitimine 2010-2011 öğretim yılında Sakarya Üniversitesi, Fen Bilimleri Enstitüsü, Metalurji ve Malzeme Mühendisliği Bölümü’ nde başlamış ve halen devam etmektedir. 2009–2011 yılları arasında Gazi Üniversitesi, Atatürk Meslek Yüksek Okulu’nda ücretli olarak Öğretim Görevliği yapmıştır. 2011–2012 öğretim yılında Pamukkale Üniversitesi, Teknoloji Fakültesi, İmalat Mühendisliği Bölümü’nde Araştırma Görevlisi olarak çalışmaya başlamış ve halen bu bölümde akademik yaşantısına devam etmektedir. Arş. Gör. ONAR, Kaynak metalurjisi, Gazaltı kaynağı, Koruyucu bakım ve onarım teknikleri, Kalite kontrol, Kaynaklı birleştirme, İmalat, Kaynak muayene ve kontrol gibi konular üzerinde çalışmaktadır. Arzum ULUKÖY – Arzum ULUKÖY has a B.S. degree in Mechanical Engineering from Yildiz Technical University, a M.S. degree and a PhD degree in Mechanical Engineering from Pamukkale University. She has worked in Pamukkale University since 2002. She is married and she has got two children. Uluköy’s working area is about to boronizing, fatigue, fretting, functionally graded material, mechanical design. Hüseyin AÇIKEL – Oerlikon Kaynak Elektrodları A.Ş.’de Ege Bölgesi Teknik Sorumlusu olarak çalışmaktadır.
© Copyright 2026 Paperzz