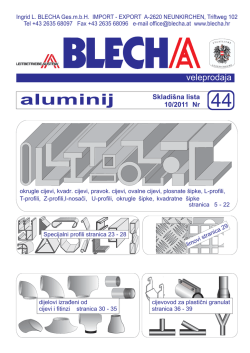
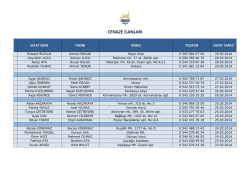
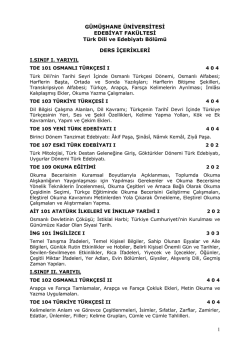
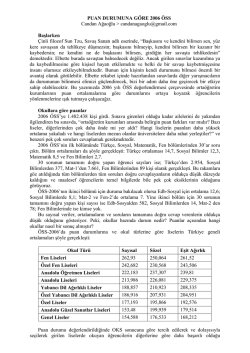
3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY SÜRTÜNME KARIġTIRMA NOKTA KAYNAĞI ĠLE BĠRLEġTĠRĠLEN AA6061 ALÜMĠNYUM ALAġIMLARININ ÇEKME DAYANIMININ ÇOKLU REGRESYON ANALĠZĠ ĠLE TAHMĠNĠ Mustafa Sudağ1,a ,Adnan Akkurt2,b 1 Ahi 2 Gazi Evran Üniversitesi, Mucur Meslek Yüksek Okulu, Teknik Programlar, Kırşehir Üniversitesi, Teknoloji Fakültesi, Endüstriyel Tasarım Mühendisliği Bölümü, Ankara a [email protected], b [email protected] Özet Bu çalışmada, 2 mm kalınlıktaki AA 6061 T6 levhaların sürtünme karıştırma nokta kaynağı ile birleştirilmesinde farklı takım geometrilerinin ve farklı takım devirlerinin çekme dayanımı üzerindeki etkisi incelenerek elde edilen veriler ile çapraz doğrulama yönteminin kullanıldığı çoklu regresyon analizi gerçekleştirilmiş ve çekme dayanımı değerlerini tahmin edebilecek matematiksel model oluşturulmuştur. Anahtar kelimeler: Sürtünme karıştırma Nokta kaynağı; Takım Geometrisi; Çoklu Regresyon Analizi ESTIMATION OF FRICTION STIR SPOT WELDED ALUMINIUM ALLOY’S TENSILE STRENGTH WITH THE METHOD OF MULTIPLE REGRESSION ANALYSIS Abstract In this study, effects of different tool geometries on tensile strength of friction stir spot welded AA 6061 T6 sheets were investigated. Experimental results are used in Multiple Regression Analysis which is applied with the method of Cross-Sectional Data Analysis for realising a mathematical model which is going to be able to estimate of tensile strength. Key words: Friction Stir Spot Welding, Tool Geometry, Multiple Regression Analysis 1.GiriĢ Otomotiv endüstrisinde yakıt ekonomisi ve araç performansının geliştirilmesi için ağırlık azaltımı kritik öneme sahiptir. Bu uygulamanın başarılması için çelik yerine düşük ağırlıklı Al ve Mg alaşımlarının kullanımı umut verici bir strateji olarak düşünülmektedir [1,2]. Sürtünme Karıştırma Nokta Kaynağı(SKNK), Sürtünme Karıştırma Kaynağının(SKK) bir türevidir ve son on yılın başından bu yana önem kazanmıştır. SKK’nın aksine SKNK devir süresine bağlı olarak(genellikle birkaç saniye) kısa süreli bir işlemdir. SKNK sırasında, takımın dalması ve malzeme içinde kalma süresi temel olarak ısı enerjisi üretimi, pim etrafında malzemenin plastik şekillenmesi, kaynak geometrisi ve buna bağlı olarak kaynaklı birleşmenin mekanik özelliklerini belirlemektedir [2,3]. Şekil 1’de SKNK işlemi şematik olarak 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY gösterilmektedir. SKNK ile birleştirilmiş levhalarda oluşan bölgeler Şekil 2’de şematik olarak gösterilmiştir. Daha önceki birçok çalışma göstermiştir ki, sürtünme karıştırma nokta kaynaklarının dayanımı takım geometrisi, işlem şartları gibi kaynak bölgesinin mekanik özelliklerini etkileyen unsurlar ile yakından ilgilidir. Örneğin takım dalma derinliği birleşme dayanımını arttırmaktadır [3,4]. Takım devir hızı ve takımın malzeme içerisinde kalma süresi arttırıldığında çekme kesme mukavemeti artarken çapraz kırılma dayanımı azalmaktadır [4,5]. ġekil 1. Sürtünme Karıştırma Nokta kaynağının (SKNK) şematik gösterimi [6]. ġekil 2. Sürtünme karıştırma nokta kaynağı ile birleştirilmiş numuneye ait şematik gösterim [6]. Literatür çalışmaları incelendiğinde, AA 6061 T6 parçaların sürtünme karıştırma kaynağı ile birleştirilmesinde çekme dayanımı değerlerinin tahmin edilebilmesi için takım geometrisinin ve pim yüzey alanının kullanılarak oluşturulduğu matematiksel model üzerine yapılan çalışma sayısı oldukça sınırlı olduğu görülmektedir. Bu çalışma ile literatürdeki bu boşluğun doldurulması hedeflenmektedir. Bu çalışmanın amacı, kaynak bölgesinin şekillendirilmesinde, dolayısı ile kaynak dayanımı üzerinde önemli etkiye sahip takım pim geometrilerinin ve farklı takım devirlerinin çekme dayanımı üzerine etkisinin Çoklu Regresyon Analizi ile araştırılması ve bu numunelere ait verilerden yararlanarak Çekme Dayanımı değerlerini tahmin edebilecek bir matematiksel model oluşturulmasıdır. 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY 2. Malzeme ve Yöntem 2.1.Malzeme Bu çalışmada, deney malzemesi olarak 2 mm kalınlığında Tablo 1’de kimyasal kompozisyonu verilen 40 mm x 150 mm boyutlarında AA 6061 T6 alüminyum levhalar giyotin tezgâhında hazırlanarak kullanılmıştır. Tablo 1. AA 6061 T6 (ISO AlMg1SiCu )) Al Cr Cu Fe Mg Mn Si Ti Zn Kalan 0.22 0.3 0.51 1.00 0.05 0.59 0.02 0.01 2.2. Sürtünme KarıĢtırma Nokta Kaynağının uygulanması SKNK işlemi uygulanacak levhaların freze tezgâhına bağlanma düzeni Şekil 3’te gösterilmiştir. Sürtünme karıştırma nokta kaynağı ile birleştirilecek numunelerin boyutları ve konumları 40 mm x 150 mm x 2 mm’ lik levhaların 40 mm x 40 mm bindirme pozisyonunda birleştirilmesi ile elde edilmiştir (Şekil 4). ġekil 3. Sürtünme karıştırma nokta kaynağı için hazırlanılan deney numunelerinin freze tezgahına bağlanması ġekil 4. Sürtünme karıştırma nokta kaynağı için hazırlanılan deney numunelerinin şematik gösterimi 2.1. Sürtünme KarıĢtırma Nokta Kaynağı Takım Özellikleri ve Kaynak Parametreleri Bu çalışmada kullanılan takımlar, 2714 sıcak iş takım çeliğinden imal edilmiştir. Isıl işlem uygulamasından sonra takımlara 52 HRC sertlik kazandırılmıştır. 2 mm kalınlıktaki AA6061 T6 levhaların sürtünme karıştırma nokta kaynaklı birleştirilmelerinde 2 sn takım bekleme süresi, 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY takımın üstteki levhaya daldırılması ile taşma eğiliminde olan hacmin muhafaza edilebilmesi için konkav geometrili omuz yapısı, 14 mm omuz çapı, 5 mm dairesel pim çapı, konik pimli takımda alt çap 3 mm üst çap 5 mm, 3.7 mm pim boyu sabit parametreleri ve 2525, 3000, 3552, 4214 dev/dak takım dönüş hızları ve koni geometrili pimli takım, üçgen geometrili pimli takım ve kare geometrili pimli takım (Şekil 5) değişken parametreleri kullanılmıştır (Tablo 2). Tablo2. Takım özellikleri ve kaynak parametreleri Pim profili Parametreler Pim boyu (mm) Pim çapı /Pim köşegeni (mm) Omuz çapı (mm) Pim yüzey alanı (mm2 ) Takım dalma derinliği (mm) Takım bekleme süresi (sn) Takım dönüş hızı (dev/dak) Takım sertliği (HRC) Takım malzemesi Koni 3,7 Üçgen 3,7 Kare 3,7 3-5 14 5 14 5 14 55,21 56,18 64,92 3,7 2 2525 3000 3552 52 2714 sıcak iş takım çeliği 4214 ġekil 5. SKNK takım geometrilerinin şematik gösterimi (a) konik pim biçimi (b)üçgen pim biçimi (c)kare pim biçimi 3. Bulgular ve Değerlendirme 3.1. Çekme Deneyleri Çekme testleri Instron 8503 model 500 kN çekme ve basma kapasitesine sahip üniversal test cihazında oda sıcaklığında yapılmıştır. Her bir çekme deney verisi için, 3 çekme deneyi 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY gerçekleştirilerek ortalamaları alınmıştır. Şekil 6’ da gösterilmektedir. çekme deneylerine ait veriler 9000 Çekme dayanım (N / mm2) 8000 7000 6000 5000 Koni 4000 Üçgen 3000 Kare 2000 1000 0 2525 3000 3552 Takım Dönüş hızı ġekil 6. Takım profillerinin takım dönüş hızına göre karşılaştırmalı çekme dayanımı değerleri 3.2. Çoklu Regresyon Analizi ile Çekme Dayanımı Değerlerinin Ġncelenmesi 3.1. Çapraz Doğrulama Yöntemi Model oluşturma sürecinde 12 yani 30’dan az veri bulunduğundan, basit doğrulamadaki kadar veri almak yerine tüm veriyi kullanmayı sağlayan çapraz doğrulama yöntemi kullanılmıştır. Öncelikle veri setinin tamamı, JMP programına ait rastgele seçim algoritması kullanılarak 9 denemenin ardından rastgele 2 eşit parçaya ayrıldı. Veri setinin tamamı ve ikiye ayrılan veri setleri Tablo 3’ de görülmektedir. Daha sonra ilk veri seti ile ilk model kuruldu. Kurulan model ikinci veri seti ile test edildi. Sonraki işlemde ikinci veri seti ile model kuruldu ve bu model ile de birinci veri seti test edildi. Son olarak tüm veri ile model kuruldu ve test edildi. 3.2. Çoklu Regresyon Analizi Rastgele ayrılan veri setleri olan Veri Seti 1 ve Veri Seti 2 ve tüm verileri içeren Veri Seti 3 ile JMP programında çoklu regresyon analiz modelleri oluşturuldu. Oluşturulan modeller ile elde edilen test verileri sistemin hiç görmediği veri setindeki gerçek veriler ile test edilmiştir. Modellerin yeterliliği, determinasyon katsayısı ve karekök ortlama hata değerlerine göre belirlenmiştir. 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY Tablo 3. Model oluşturmak için kullanılan veriler ve rastgele belirlenen veri seti 1 ve veri seti 2 grupları Deneysel Veriler Veri Seti Devir dev /dak Pim Alanı mm2 Çekme Dayanımı N/mm2 1 2525 55,21 3430,2 2 2525 56,18 3769,8 1 2525 64,92 6529,8 2 3000 55,21 3628,8 2 3000 56,18 4177,8 1 3000 64,92 7924,26 2 3552 55,21 4111,8 1 3552 56,18 4330,8 2 3552 64,92 4525,2 2 4214 55,21 2954,4 1 4214 56,18 4527,6 1 4214 64,92 8277 Tablo 4. Çoklu regresyon analizi ile oluşturulan model 1ve bu modele ait determinasyon katsayısı( R2) ve karekök ortalama hata (KOH) değeri Algoritma Model 1 Intercept -20289,89 Pim Alanı 2 396,01169 Devir 0,6626104 Çoklu Regresyon R2 KOH 0,267155 1542,817 Tablo 5. Çoklu regresyon analizi ile oluşturulan model 2 ve bu modele ait determinasyon katsayısı( R2) ve karekök ortalama hata (KOH) değeri Algoritma Model 2 Intercept -425,5648 Pim Alanı 97,644963 Devir -0,391183 Çoklu Regresyon R2 KOH 0,474839 481,5757 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY Tablo 6. Çoklu regresyon analizi ile oluşturulan model 2 ve bu modele ait determinasyon katsayısı( R2) ve karekök ortalama hata (KOH) değeri Algoritma Çoklu Regresyon Model 3 Intercept R2 KOH 0,711364 987,137 -14798,67 Pim Alanı 322,58447 Devir 0,2074587 Geliştirilen modellerin test sonuçlarına ait determinasyon katsayısı (R2) ve karekök ortalama hata (KOH) değerleri Tablo 4, Tablo 5 ve Tablo 6’da verilmiştir. ġekil 7.Model 3 ile oluşturulan teorik ve gerçek deney sonuçlarına ait saçılma diyagramı Tablo 7. Deneysel ve Model ile elde edilen veriler arasındaki hata yüzdeleri Sonuçlar Deneysel Teorik % Hata 3430,2 3535,052 -3,05673 3769,8 3847,959 -2,07329 6529,8 6667,347 -2,10645 3628,8 3633,595 -0,13213 4177,8 3946,502 5,536368 7924,26 6765,89 -3,05673 4111,8 3748,112 8,844985 4330,8 4061,019 6,229361 4525,2 6880,407 -52,0465 2954,4 3885,45 -31,514 4527,6 4198,356 7,271921 8277 7017,745 15,21391 Ortalama Hata -4,24077 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY Bu modeller arasında en iyi determinasyon katsayısı (R2) değerini veren model, tüm verilerin kullanılarak oluşturulduğu 3. Model olmuştur. Çoklu regresyon analizi algoritması ile geliştirilen modelin performansını incelemek için model sonuçları ve gerçek veriler arasındaki ilişki Şekil 7’de verilen saçılma diyagramında gösterilmiştir. Deneysel veriler ve geliştirilen model ile elde edilen veriler arasındaki hata yüzde oranları Tablo 7’de görülmektedir. 4. Sonuçlar ve TartıĢma Bu çalışmada 2 mm kalınlığındaki AA 6061 T6 levhalar 3 farklı takım geometrisinin ve 4 farklı takım dönüş hızının kullanıldığı sürtünme karıştırma nokta kaynağı ile ile başarılı bir şekilde birleştirilmiştir. En iyi çekme dayanımı değeri yüzey alanı en geniş takım olan kare pimli takım ve en yüksek devir olan 4214 dev/dak takım dönüş hızı ile elde edilmiştir. Model oluşturma sürecinde yapılan analizlerde takım dönüş hızı değerinin çekme dayanımı değerlerine, pim alanın çekme testi değerlerine olan etkisinden daha az olduğu görülmüştür. Oluşturulan basit regresyon ve çoklu regresyon modelleri arasında çekme dayanımını tahmin edebilecek en iyi modelin takım dönüş hızı ve takım pim alanı değerlerinin tümünün kullanılarak oluşturulduğu çoklu regresyon modeli olduğu görülmüştür. 5. TeĢekkür Bu çalışmanın finansal desteğini sağlayan Gazi Üniversitesi Bilimsel Araştırma Projelerine (GÜBAP 25/2010-03) teşekkür ederiz. 6. Kaynakça [1] Badarinarayan H., Yang Q., Zhu S., Effect of tool geometry on static strength of friction stir spot-welded aluminum alloy, Int. J. of Machine Tools & Manufacture 49 (2009) 142–148 [2] Uematsu Y., Tokaji K., Tozaki Y., Nakashima Y., Fatigue behaviour of dissimilar friction stir spot weld between A6061 and SPCC welded by a scrolled groove shoulder tool, Procedia Engineering 2 (2010) 193–201 [3] Malafaia, A. M. S, Milan, M.T., Oliveira, M. F., Spinelli, D., Fatigue behavior of friction stir spot welding and riveted joints in an Al alloy Procedia Engineering 2 (2010) 1815–1821 [4] Buffa G., Fratini L., Piacentini M., On the influence of tool path in friction stir spot welding of aluminum alloys, J. of Materials Processing Technology 208 (2008) 309–317 [5] Schilling C, Von Strombeck A, dos Santos JF, Von Hessen N. In: Second international symposium on friction stir welding (session 10). Gothenburg, Sweden; 26–28 June 2000. 3rd International Conference on Welding Technologies and Exhibition 3.Uluslararası Kaynak Teknolojileri Konferansı ve Sergisi 21-23 May 2014, Manisa-TURKEY [6] Kawasaki Heavy Industries Ltd., (2006). A new method for light alloy joining - friction spot joining - kawasaki robot, Japan, www.kawasakirobot.com, visit date: 20 April 2013. [7] Thoppul S. D., Gibson R. F., Materials Characterization 60 (2009) 1342–1351 [8] Merzoug M., Mazari M., Berrahal L., Imad A., Materials and Design 31 (2010) 3023–3028 [9] Bozzi S., Helbert-Etter A.L., Baudin T., Klosek V., Kerbiguet J.G., Criqui B., J. of Materials Processing Technology 210 (2010) 1429–1435 [10] Rodrigues D.M., Loureiro A., Leitao C., Leal R.M., Chaparro B.M., Vilaça P., Materials and Design 30 (2009) 1913–1921 [11] Tran V. X., Pan J., Pan T., International Journal of Fatigue 30 (2008) 2175–2190 [12] Mitlin D., Radmilovic V., Pan T., Chen J., Feng Z., M.L. Santella Int. J. of Fatigue 30 (2008) 2175–219. [13] Tozaki Y., Uematsu Y., Tokaji K., Int. J. of Machine Tools & Manufacture 47 (2007) 2230– 2236 [14] Awang M., Mucino V. H., Materials and Manufacturing Processes, 25 (2010) 167–174 [15] Zhang Y. N., Cao X., Larose S., Wanjara P., Canadian Metallurgical Quarterly 51 (2012) 250-261 [16] Malafaia, A. M. S, Milan, M.T., Oliveira, M. F., Spinelli, D., Procedia Engineering 2 (2010) 1823–1828.
© Copyright 2026 Paperzz