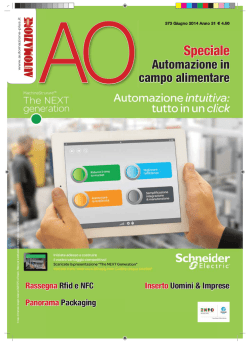
In caso di mancato recapito inviare al CMP/CPO di Roserio- Milano per la restituzione al mittente previo pagamento resi - ISSN:0392/8829 www.tech-plus.it AO 365 Luglio-Agosto 2013 Anno 30 7 4.50 Rassegna Soluzioni di tracciabilità Panorama Il mercato ICT Speciale Applicazione di nuove tecnologie ICT INDUS TRIAL D TECHNOLOGY A EFFICIENCY Y Motori, inverter, azionamenti, riduttori, motoriduttori, sistemi di trasmissione della potenza, sistemi di attuazione oleoidraulica e pneumatica, strumentazione di misura e controllo, sistemi di controllo e supervisione, software di analisi e dimensionamento, software per la gestione dei carichi, diagnostica, sistemi di alimentazione, sistemi per la generazione e distribuzione di aria compressa, trasmissioni meccaniche, elementi di accoppiamento meccanici ecc. MARTEDÌ 15 OTTOBRE 2013 AREA EX OFFICINE AERONAUTICHE CAPRONI 1910 SS 336 Superstrada per Malpensa, uscita Volandia. Case Nuove di Somma L.do (VA) Con il patrocinio di: PROCESSI PRODUTTIVI: EFFICIENZA TECNOLOGICA, TECNOLOGIE PER L’EFFICIENZA LA SESSIONE PLENARIA A CHI SI RIVOLGE Organizzata da Business International, traccerà il quadro di riferimento relativo all’efficienza energetica nel panorama dell’industria in Italia, facendo riferimento a strategie operative, opportunità, tecnologie disponibili anche in relazione a casi di successo. La giornata si rivolge ai protagonisti della filiera tecnologica che si occupano di progettare, realizzare, condurre, manutenere impianti produttivi in ambito manifatturiero e di processo: • Tecnici della manutenzione • Uffici tecnici • Buyer • Direttori tecnici • Ricercatori, tecnici e responsabili R&S • Progettisti • OEM • Tecnici e responsabili di produzione • System Integrator • Direttori di stabilimento • Utilizzatori finali • Manager aziendali • Energy Manager • Public utilities I SEMINARI LE SOLUZIONI L’agenda della giornata prevede una serie di seminari tecnici della durata di 30 minuti tenuti dai tecnici delle aziende partecipanti. Il programma degli incontri, i relatori e i titoli saranno aggiornati man mano che verranno confermati sul sito dell’evento. In uno spazio specifico sarà allestita un’esposizione a cura delle aziende partecipanti, in cui sarà possibile per il visitatore confrontarsi e approfondire tutti gli aspetti tecnici relativi a prodotti, tecnologie e sistemi attualmente disponibili. Per fare dell’efficienza una vera arma di innovazione tecnica ed economica non si può fare a meno di passare per tutta quella serie di competenze e tecnologie in ambito automazione, controllo e supervisione, sia che si tratti di un grande impianto siderurgico, di una linea di confezionamento, oppure di una singola macchina operatrice. L’utilizzo dell’energia negli impianti industriali è purtroppo ancora lontano da livelli ottimali di efficienza, non solo negli impianti “energivori” per antonomasia (siderurgia, cemento, chimica, carta, alimentare ecc.), ma anche nelle più svariate realtà manifatturiere (packaging, tessile, legno, assemblaggio, meccanica ecc.). Recenti studi hanno dimostrato che il fattore efficienza è visto dalla dirigenza aziendale come elemento fondamentale (business critical) nonché stimolo per l’innovazione tecnologica, anche se solamente una piccola percentuale di aziende dichiara di aver realmente investito in questo ambito negli ultimi anni: e sembrerebbe che la maggior causa di ciò sia la mancanza di informazione, in quanto solo una minima parte adduce come motivazione la mancanza di adeguati fondi per sostenere gli investimenti necessari. Questo è l’obiettivo di Industrial Technology Efficiency day 2013: offrire un quadro quanto più completo possibile in relazione all’offerta attualmente disponibile per la realizzazione di soluzioni ad elevata efficienza energetica in ambito di impiantistica e automazione industriale. ORGANIZZATO DA: PARTNER The Executive Network Per aderire on line all’indirizzo www.mostreconvegno.it/efficiency La partecipazione ai seminari e alla mostra è gratuita, così come la documentazione e il buffet Per informazioni: Tel 02 49976533 – 335 276990 – Fax 02 49976572 [email protected] – www.mostreconvegno.it/efficiency MEDIA PARTNER: INDUS TRIAL D TECHNOLOGY A EFFICIENCY Y Motori, inverter, azionamenti, riduttori, motoriduttori, sistemi di trasmissione della potenza, sistemi di attuazione oleoidraulica e pneumatica, strumentazione di misura e controllo, sistemi di controllo e supervisione, software di analisi e dimensionamento, software per la gestione dei carichi, diagnostica, sistemi di alimentazione, sistemi per la generazione e distribuzione di aria compressa, trasmissioni meccaniche, elementi di accoppiamento meccanici ecc. MARTEDÌ 15 OTTOBRE 2013 AREA EX OFFICINE AERONAUTICHE CAPRONI 1910 SS 336 Superstrada per Malpensa, uscita Volandia. Case Nuove di Somma L.do (VA) Con il patrocinio di: PROCESSI PRODUTTIVI: EFFICIENZA TECNOLOGICA, TECNOLOGIE PER L’EFFICIENZA LA SESSIONE PLENARIA A CHI SI RIVOLGE Organizzata da Business International, traccerà il quadro di riferimento relativo all’efficienza energetica nel panorama dell’industria in Italia, facendo riferimento a strategie operative, opportunità, tecnologie disponibili anche in relazione a casi di successo. La giornata si rivolge ai protagonisti della filiera tecnologica che si occupano di progettare, realizzare, condurre, manutenere impianti produttivi in ambito manifatturiero e di processo: • Tecnici della manutenzione • Uffici tecnici • Buyer • Direttori tecnici • Ricercatori, tecnici e responsabili R&S • Progettisti • OEM • Tecnici e responsabili di produzione • System Integrator • Direttori di stabilimento • Utilizzatori finali • Manager aziendali • Energy Manager • Public utilities I SEMINARI LE SOLUZIONI L’agenda della giornata prevede una serie di seminari tecnici della durata di 30 minuti tenuti dai tecnici delle aziende partecipanti. Il programma degli incontri, i relatori e i titoli saranno aggiornati man mano che verranno confermati sul sito dell’evento. In uno spazio specifico sarà allestita un’esposizione a cura delle aziende partecipanti, in cui sarà possibile per il visitatore confrontarsi e approfondire tutti gli aspetti tecnici relativi a prodotti, tecnologie e sistemi attualmente disponibili. Per fare dell’efficienza una vera arma di innovazione tecnica ed economica non si può fare a meno di passare per tutta quella serie di competenze e tecnologie in ambito automazione, controllo e supervisione, sia che si tratti di un grande impianto siderurgico, di una linea di confezionamento, oppure di una singola macchina operatrice. L’utilizzo dell’energia negli impianti industriali è purtroppo ancora lontano da livelli ottimali di efficienza, non solo negli impianti “energivori” per antonomasia (siderurgia, cemento, chimica, carta, alimentare ecc.), ma anche nelle più svariate realtà manifatturiere (packaging, tessile, legno, assemblaggio, meccanica ecc.). Recenti studi hanno dimostrato che il fattore efficienza è visto dalla dirigenza aziendale come elemento fondamentale (business critical) nonché stimolo per l’innovazione tecnologica, anche se solamente una piccola percentuale di aziende dichiara di aver realmente investito in questo ambito negli ultimi anni: e sembrerebbe che la maggior causa di ciò sia la mancanza di informazione, in quanto solo una minima parte adduce come motivazione la mancanza di adeguati fondi per sostenere gli investimenti necessari. Questo è l’obiettivo di Industrial Technology Efficiency day 2013: offrire un quadro quanto più completo possibile in relazione all’offerta attualmente disponibile per la realizzazione di soluzioni ad elevata efficienza energetica in ambito di impiantistica e automazione industriale. ORGANIZZATO DA: PARTNER The Executive Network Per aderire on line all’indirizzo www.mostreconvegno.it/efficiency La partecipazione ai seminari e alla mostra è gratuita, così come la documentazione e il buffet Per informazioni: Tel 02 49976533 – 335 276990 – Fax 02 49976572 [email protected] – www.mostreconvegno.it/efficiency MEDIA PARTNER: PROLINE MODULAR ENCLOSURES ™ PROLINE™ Industrial Packages non sono solamente una gamma completa e pronta all’uso di armadi industriali, ma vi aiutano anche nella progettazione delle vostre soluzioni individuali partendo da un insieme di componenti standard. I PROLINE™ possono inoltre essere modificati ed adattati alle vostre esigenze: il nostro esperto team di progettisti e la nostra organizzazione produttiva globale supportano questo servizio e renderanno il vostro prodotto disponibile in ogni parte del mondo. Attrezzate il vostro PROLINE™ con uno dei nostri condizionatori d’aria McLean e realizzate la vostra soluzione! DESIGN WITH CONFIDENCE ™ PROLINE™ PRO RO Consultate subito il nostro sito web per scaricare la tabella di configurazione e l’elenco dei colori www.hoffmanonline.biz/proline www.schroff-italia.it AO IN QUESTO NUMERO sommario / 17 IL PUNTO LA SFIDA DEL PRODURRE ‘POCO’ 28 di David Corsini / 18 COPERTINA IL MONDO HEIDENHAIN… di Gabriele Edoardini LINEA DIRETTA / 24 a cura della redazione / 28 PANORAMA LA MODALITÀ ITALIANA ATTINGE VIGORE DALL’EXPORT Heidenhain supporta fortemente la tecnologia per la trasmissione dei segnali dell’encoder nel cavo di alimentazione del motore con il progetto HMC 6 (Hybrid Motor Cable 6 wires measuring systems). Si tratta di una soluzione d’avanguardia: integrare le linee del sistema di misura nel cavo di alimentazione in modo da poter utilizzare un unico cavo di collegamento tra il motore e l’armadio elettrico. Heidenhain è riuscita in questa sfida grazie anche alla sua consolidata presenza in molteplici settori applicativi (quali ad esempio: macchine utensili, robot industriali, macchine per la stampa, macchinari per la misura e la prova di materiali) di cui ha saputo cogliere con attenzione le necessità e le criticità. Heidenhain Italiana Via Asiago, 14 20128 Milano Tel 02 270751 Fax 02 27075210 [email protected] www.heidenhain.it 8 di Silvia Beraudo / 34 ATTUALITÀ SPS SI CONFERMA UN SUCCESSO di Antonella Pellegrini IL MADE IN ITALY VINCE di Lù Corradini SVILUPPO GLOBALE DEL SOFTWARE / 36 di Anna Rossi PROGETTAZIONE ‘BEST-IN-CLASS’ di Paola Redili STRUMENTI FLESSIBILI PER INNOVATIVI PROTOTIPI DI BUSINESS / 38 di Simone Giusti / 40 IL CASO BRETON GIL 2013, TUTTE LE OPPORTUNITÀ PER CRESCERE Tiziano Lotti di Antonella Pellegrini / 45 SPECIALE APPLICAZIONE DI NUOVE TECNOLOGIE ICT 45 a cura di Antonella Cattaneo I COLLETTIVI ONLINE RISOLVONO LE SFIDE CREATIVE / 46 di Cathy Salibian MOBILITÀ VS STATICITÀ di Simona Del Grande / 48 LO STATO DELL’ARTE DELL’IOT SECONDO ADVANTECH / 51 / 50 di Marco Zampolli 38 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 / 56 / 52 AO IN QUESTO NUMERO sommario · Speciale Soluzioni di motion control e meccatronica: standard ed efficienza · Rassegna PLC e oltre: PAC, PC industriali... · Panorama Industria meccanica e della costruzione di macchine · Inserto Soluzioni software per l’industria Mail e web di Automazione Oggi [email protected] www.automazione-plus.it www.tech-plus.it www.fieramilanomedia.it www.mostreconvegno.it 60 64 / 60 RASSEGNA SOLUZIONI DI TRACCIABILITÀ di Carlo Marchisio, Alessandra Pelliconi / 64 RISPARMIO ENERGETICO L’AUDIT ENERGETICO ENTRA IN AZIENDA di Cristina Paveri / 68 PNEUMATICA AUTOMATISMI PER L’ALBUM FOTOGRAFICO di Laura Galli Gruppo Automazione Oggi su / 70 FRIZIONI FRIZIONI LIMITATRICI DI COPPIA PERFETTE PER BANCHI PROVA di Alberto Surace LE AZIENDE DI QUESTO NUMERO / 72 TUTORIAL LE OPPORTUNITÀ OFFERTE DALLA RETE ELETTRICA INSERZIONISTI di Alessandra Flammini, Angelo Vezzoli AUTOMAZIONE DOMANI ROUTE VERSO LA CLOUD AUTOMATION / 76 72 di Micaela Caserza Magro / 78 AUTOMAZIONE USA E SE LE COSE PARLASSERO DAVVERO? di Gary Mintchell / 80 AVVOCATO AZIENDE E PRIVACY: SANZIONI E MISURE MINIME DI SICUREZZA di Anna Minichiello, Cristiano Cominotto NEWS / 82 a cura della redazione 10 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 / 12 / 12 La soluzione decentralizzata per il controllo assi Creiamo spazio a nuove possibilità ` ACOPOSmotor i motori con azionamento integrato per architetture di macchina modulari. ` Eliminazione del quadro elettrico. ` Classi di potenza da 500 W a 4 kW. ` Tecnologia safety SIL3 completamente integrata su bus e basata su standard openSAFETY: STO, SOS, SS1, SS2, SLS, SMS, SLI e SDI. ` Un’unica soluzione per CNC, robotica e movimentazione, per massimizzare la produttività del sistema. Perfection in Automation www.br-automation.com AO Le aziende di questo numero PROMETEO www.prometeoweb.it 34 25 PTC www.ptc.com 51 www.advantech.it 50 RITTAL www.rittal.it 34 ALSTOM GRID www.alstom.com 26 ROCKWELL AUTOMATION www.rockwellautomation.com 34 ANIE AUTOMAZIONE www.anie.it 36 SCHNEIDER ELECTRIC www.schneider-electric.it 63 API www.api-automation.it 26 SERVITECNO www.servitecno.it 26 ASEM www.asem.it 56 SICK www.sick.it 63 AUTODESK www.autodesk.it 52 SIEMENS www.siemens.it BALLUFF AUTOMATION www.balluff.com 34 SIGMA INGEGNERIA www.sigmaingegneria.com 52 BECKHOFF AUTOMATION www.beckhoff.it 24 SOFTLAYER TECHNOLOGIES www.softlayer.com 26 BRADY ITALIA www.bradycorp.it 60 SOFTWORK www.rf-id.it 63 BRETON www.breton.it 56 UNIVERSITÀ DI GENOVA www.unige.it 34 COGNEX INTERNATIONAL www.cognex.com 82 WAGO ELETTRONICA www.wago.com 82 DASSAULT SYSTÈMES www.3ds.com 46 DATALOGIC www.datalogic.com 61 ELECTREX www.electrex.it 64 EMVA www.emva.org 26 FESTO www.festo.it 34 FROST & SULLIVAN www.frost.com 24-25-40 GE INTELLIGENT PLATFORMS www.ge-ip.com 48 ASEM GRUPPO AMADORI www.amadori.it 64 B&R AUTOMAZIONE INDUSTRIALE HEIDENHAIN ITALIANA www.heidenhain.it 18 BECKHOFF AUTOMATION 5 HMS INDUSTRIAL NETWORKS www.anybus.it 25 COGNEX INTERNATIONAL 57 IBM ITALIA www.ibm.com 26 EUROTECH 55 IFM ELECTRONIC www.ifm.com 61 FANUC AUTOMATION ITALIA 75 INDUSTRIE UNIBIND www.industrieunibind.it 68 HEIDENHAIN ITALIANA I° COPERTINA INTEL CORPORATION ITALIA www.intel.it 26 IMAGE S III° COPERTINA INTELLISYSTEM TECHNOLOGIES www.intellisystem.it 61 KEB ITALIA INTERMEC TECHNOLOGIES www.intermec.it 62 MESSE FRANKFURT ITALIA JATCO www.jatco.co.jp 51 MOTEK/BONDEXPO 2013 MAN AND MACHINE www.mum.it 52 NATIONAL INSTRUMETS ITALY IV° COPERTINA MAYR ITALIA www.mayr-italia.it 70 PANASONIC ELECTRIC WORKS 15 MCAFEE www.mcafee.com 26 PROGEA 44 MESSE FRANKFURT ITALIA www.messefrankfurt.com 34 RS COMPONENTS 16 MURRELEKTRONIK www.murrelektronik.it 24 SCHMERSAL ITALIA 14 NATIONAL INSTRUMENTS ITALY www.ni.com OMRON ELECTRONICS www.industrial.omron.it 34 SYSTEM 33 PANASONIC ELECTRIC WORKS IT. www.panasonic-electric-works.it 62 VDW VEREIN – EMO 2013 69 PILZ ITALIA www.pilz.it 82 VIPA ITALIA 27 PNEUMAX www.pneumaxspa.com 68 WAGO ELETTRONICA 13 PROGEA www.progea.com 62 ZUKEN 31 AZIENDE TEL./HTTP PAG. ACIMALL www.acimall.com ADVANTECH ITALY 34-38 25-64 AO Inserzionisti AZIENDE SCHROFF PAG. 9 11 59 6/7/67 29 II° COPERTINA www.schmersal.it www.automazione-plus.it Sede legale - Piazzale Carlo Magno, 1 - 20149 Milano Sede operativa ed amministrativa: SS. del Sempione 28 - 20017 Rho (MI) tel: +39 02 4997.1 - fax +39 02 49976573 Direzione Aldo Brandirali Presidente Antonio Greco Amministratore Delegato Comitato Tecnico Antonio Capparelli (Gartner Group), David Corsini (Polo della Robotica), Alessandra Flammini (Università di Brescia), Alessandro Gasparetto (Università di Udine), Stefano Maggi (Politecnico di Milano), Roberto Maietti (Asso Automazione/Anie), Carlo Marchisio (Anipla) Redazione Antonio Greco Direttore Responsabile Antonella Cattaneo Caporedattore antonella.cattaneo@fieramilanomedia.it - tel: 02 49976.503 Ilaria De Poli Coordinamento Fieldbus & Networks ilaria.depoli@fieramilanomedia.it - tel: 02 49976.504 Antonella Pellegrini antonella.pellegrini@fieramilanomedia.it - tel: 02 49976.508 Alessandra Pelliconi Segreteria alessandra.pelliconi@fieramilanomedia.it - tel: 02 49976.509 ± 3,5 mm ± 2 mm Collaboratori: Silvia Beraudo, Micaela Caserza Magro, Cristiano Cominotto, Lù Corradini, Simona Del Grande, Gabriele Edoardini, Laura Galli, Simone Giusti, Tiziano Lotti, Anna Minichiello, Gary Mintchell, Cristina Paveri, Paola Redili, Anna Rossi, Cathy Salibian, Alberto Surace, Angelo Vezzoli, Marco Zampolli Semplice. Resistente. Sicuro. AZM 300. Grafica e produzione Mauro Spolaore Progetto grafico - Impaginazione mauro.spolaore@fieramilanomedia.it - tel: 02 49976.568 Franco Tedeschi Coordinamento grafici franco.tedeschi@fieramilanomedia.it - tel: 02 49976.569 Alberto Decari Coordinamento DTP alberto.decari@fieramilanomedia.it - tel: 02 49976.561 Prontostampa srl Uninominale Zingonia (BG) - Stampa Nadia Zappa Ufficio Traffico - nadia.zappa@fieramilanomedia.it - tel: 02 49976.534 Pubblicità Giuseppe De Gasperis Sales Manager giuseppe.degasperis@fieramilanomedia.it - tel: 02 49976.527 - Fax: 02 49976.570 International Sales U.K. – SCANDINAVIA – NETHERLAND – BELGIUM Huson European Media Tel. +44 1932 564999 • Fax +44 1932 564998 • Website: www.husonmedia.com SWITZERLAND - IFF Media ag Tel. +41 52 6330884 • Fax +41 52 6330899 • Website: www.iff-media.com GERMANY – AUSTRIA - Map Mediaagentur Adela Ploner Tel. +49 8192 9337822 • Fax +49 8192 9337829 • Website: www.ploner.de USA - Huson International Media Tel. +1 408 8796666 • Fax +1 408 8796669 • Website: www.husonmedia.com TAIWAN - Worldwide Service Co. Ltd Tel. +886 4 23251784 • Fax +886 4 23252967 • Website: www.acw.com.tw Più di una semplice elettroserratura. Q Q Q Q Q Ampio gioco dell‘azionatore Forza di ritenuta regolabile Utilizzabile come blocco porta Codifica individuale tramite tecnologia RFID Design igienicamente idoneo (Classe di protezione IP69K) Abbonamenti N. di conto corrente postale per sottoscrizione abbonamenti: 48199749 - IBAN: IT 61 A 07601 01600 000048199749 intestato a: Fiera Milano Media SpA, Piazzale Carlo Magno,1, 20149 Milano. Si accettano pagamenti con Carta Sì, Visa, Mastercard, Eurocard (www.ilb2b.it) Tel. 02 252007200 Fax 02 49976.572 E-mail: abbonamenti@fieramilanomedia.it Abbonamento annuale E 49,50 Abbonamento per l’estero E 99,00 Prezzo della rivista: E 4,50 - Arretrati: E 9,00 Spedizione in abbonamento postale art. 2 comma 20/B legge 662/96 Testata associata • Associazione Nazionale Editoria Periodica Specializzata Fiera Milano Media è iscritta al Registro Operatori della Comunicazione n° 11125 del 25/07/2003. Registrazione del tribunale di Milano n° 71 del 20/02/1982. Tutti i diritti di riproduzione degli articoli pubblicati sono riservati. Manoscritti, disegni e non si restituiscono. Automazione Oggi ha frequenza mensile. Tiratura: 11.000 copie. Diffusione 10.630 14 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Tu sei qui. Il Servizio Panasonic: persone vicine a te, per passione. Una Rete di specialisti Automazione che lavora per i tuoi risultati. Networking WEB AUTOMATION, l’integrazione Macchina-Rete Soluzioni di networking locale e/o remoto per impianti e macchine; affidabilità e flessibilità a garanzia di efficienza e valore aggiunto delle funzioni di automazione integrate. ¬ Connessioni cablata o wireless internet (GSM, GPRS, UMTS). ¬ Funzionalità Web Server (Html, Ajax, Java), Tecnologie e protocolli standard (ModbusTCP, IEC60870, SNMP). ¬ Data logging e acceso dati (SD Card, FTP, email). ¬ Design in “su misura” supportato dai nostri specialisti networking. Industrial Automation and More... Panasonic Electric Works Italia srl www.panasonic-electric-works.it Oltre 200.000 Soluzioni per l’Automazione pronte per te. Fai la tua scelta! rswww.it IT_AutomationVending_offline.indd 1 04/12/12 15.29 AO IL PUNTO di David Corsini La sfida del produrre ‘poco’ S i è molto parlato - già in passato relativamente lontano - di ‘fabbrica intelligente’, ‘factory of the future’, ‘smart factory’ e tanti altre definizioni accattivanti. Si è molto parlato - si parlava e si ipotizzava - della cosiddetta ‘fabbrica al buio’, in grado di offrire, grazie a una cooperazione uomo-macchina sempre più sviluppata, la possibilità di configurare e riconfigurare il sistema in modo da fornire risposte in maniera integrata, monitorata e supervisionata a bisogni (industriali) ogni volta nuovi e complessi. Al di là di qualche interessante e avveniristica ‘demo’ in ambito accademico, la realtà industriale dimostra che il sogno di modellare e ‘digitalizzare’ ambienti e requisiti analogici si scontra per definizione con una dura e implacabile realtà. Nell’automazione industriale, che ci piaccia o no, ‘Asia’ e ‘automotive’ sono i due concetti che dominano e condizionano scenari e scelte conseguenti. Il mercato chiede prodotti con costi che sarebbero supportabili solo se le produzioni fossero infinite e al contempo con una configurabilità tipica dei prodotti artigianali: sembra quasi una battuta ma questa è la realtà. Quest’affannosa corsa verso il low-cost mette in competizione aspetti, come costi di produzione, costi di distribuzione, costi di logistica, che una volta erano appannaggio di soggetti appartenenti alla stessa catena, mentre oggi sono diventati... dei concorrenti! Oggi non si delocalizza quasi più per cercare competitività su costi che ormai tendono a uniformarsi dappertutto; si delocalizza per essere vicini ai clienti, per essere più presenti, flessibili e reattivi a mercati la cui mutevolezza e variabilità hanno smesso di essere problemi per essere condizioni: così è la realtà, con questa si devono fare i conti. Rethink Robotics, una società canadese, ha fatto Baxter, un robot che costa poco perché produce poco: in realtà è una definizione impropria ma il senso è più o meno questo. Baxter è un doppio braccio con un ‘busto’ (che ruota solamente) e un ‘viso’ (telecamera in aggiunta a quelle sul terminale delle braccia) e può quindi essere impiegato come asservimento fuori linea, come palletizzatore, come manipolatore per piccoli e semplici assemblaggi: è una macchina tuttofare che potrebbe in effetti assolvere a svariati compiti; quel complemento che - teoricamente - dovrebbe rendere automatico il tipico banco di assemblaggio manuale, ancora così diffuso negli stabilimenti di produzione quantomeno in campo automotive e bianco. Va da sé che basso costo significa basse prestazioni, ma è anche vero che compiti banali e ripetitivi - presenti in molteplici applicazioni industriali - non hanno bisogno di performance sofisticate. Sarà il mercato, come sempre, a promuovere o a bocciare Baxter e i suoi simili. A questo punto, fatto salvo che il costo del dispositivo è e sarà sempre più l’elemento predominante (con buona pace di chi ancora si indigna nel constatare come questo sia l’elemento di scelta predominante nel mercato dell’automazione), autonomia, facilità di apprendere nuovi compiti, riusabilità (termine più fruibile di riconfigurabilità) potrebbero essere gli elementi che premiano la ricerca di macchine che costano poco non perché aiutano a produrre ‘tanto’: costano poco perché aiutano a produrre ‘poco’ ma… di tante cose diverse. Comitato tecnico di Automazione Oggi LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 17 AO Il mondo Heidenhain… COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDENHAIN ITALIANA … è un mondo di misura. Un mondo in cui la tecnologia di misura e controllo per funzioni di posizionamento è sempre più evoluta È La soluzione HMC 6 a cavo singolo La soluzione HMC 6 a cavo singolo è stata progettata specificatamente per l’ultima generazione dell’interfaccia dati Heidenhain EnDat 2.2 di tipo assoluto per i sistemi di misura variante EnDat22 che hanno unicamente la trasmissione dei dati puramente seriale e sincrona su solo 4 fili. Tuttavia, è anche aperta all’utilizzo con qualunque sistema di misura che basi la propria interfaccia sulla porta seriale standard RS 18 Encoder connections Connections for the brake Connections for the motor Heidenhain supporta la tecnologia per la trasmissione dei segnali dell’encoder nel cavo di alimentazione del motore con il progetto HMC 6 (Hybrid Motor Cable 6 wires measuring systems) 485. La soluzione HMC 6 a cavo singolo offre una serie di interessanti miglioramenti, in termini di costo e di qualità, apprezzati dai costruttori di motori, dai costruttori di macchinari e anche dai designer, sempre attenti a combinare la tecnologia con un’estetica accattivante. Riassumiamo qui di seguito le innovazioni più interessanti e apprezzate: • non è richiesta la sostituzione delle interfacce esistenti nelle elettroniche di gestione dati; • consente di utilizzare un minor numero e anche più piccoli sistemi di catenarie per la movimentazione cavi; • il numero inferiore di cavi migliora sensibilmente la flessibilità d’utilizzo della catenaria riducendo le problematiche di usura dei cavi a sezione diversa o con caratteristiche di flessibilità non omogenea; • rende l’installazione ancora più facile e veloce, riducendo LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Iniziativa realizzata in collaborazione con la direzione marketing noto che i motori necessitano comunemente di due cavi separati ognuno dei quali aventi specifiche caratteristiche elettriche e meccaniche: uno serve per la connessione dati dell’encoder feedback motore e per l’alimentazione dello stesso, l’altro per l’alimentazione di potenza del motore ed eventualmente del servofreno. Per le cosiddette soluzioni a drive decentralizzati, che hanno dei loro propri inverter fissati direttamente sul motore, sono in commercio cavi e connettori definiti ibridi nei quali l’alimentazione per il motore e le linee di comunicazione per gli inverter sono combinati in un’unica soluzione. È risultato evidente che la riduzione nel numero di componenti coinvolti nella trasmissione sia in grado di portare un sensibile risparmio e miglioramenti di comportamenti meccanici nelle catenarie per la movimentazione cavi, per cui si è deciso di investire nello sviluppo di soluzioni con medesime caratteristiche estendendo questa tecnologia di collegamento anche ai servo motori, ove non è possibile raggiungere le performance necessarie con le soluzioni decentralizzate. Heidenhain supporta fortemente questa tecnologia per la trasmissione dei segnali dell’encoder nel cavo di alimentazione del motore con il progetto HMC 6 (Hybrid Motor Cable 6 wires measuring systems). Si tratta di una soluzione d’avanguardia: integrare le linee del sistema di misura nel cavo di alimentazione in modo da poter utilizzare un unico cavo di collegamento tra il motore e l’armadio elettrico. Heidenhain è riuscita in questa sfida grazie anche alla sua consolidata presenza in molteplici settori applicativi (quali ad esempio: macchine utensili, robot industriali, macchine per la stampa, macchinari per la misura e la prova di materiali) di cui ha saputo cogliere con attenzione le necessità e le criticità. LIANA COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDEN • permette una riduzione dei costi di documentazione; • riduce il numero dei componenti in caso di assistenza; • la combinazione di cavo di alimentazione e cavo del trasduttore di misura è validato con i restrittivi requisiti imposti dal sistema qualità di Heidenhain. Design universale Per i costruttori di motori come per quelli di macchinari, il design universale di HMC 6 consente la massima flessibilità perché è possibile utilizzare componenti industriali standard, sia dalla parte del motore sia dalla parte dell’elettronica di gestione quali azionamenti PLC o controlli numerici. Dalla parte del controllo numerico i benefici sono evidenti: non è necessario sostituire i sistemi di inverter e le unità di controllo. Il cavo HMC 6 è stato progettato per agevolare la connessione ai sistemi mantenendo le garanzie all’immunità ai disturbi imposte dalla Comunità Europea. La soluzione HMC 6 integra in un unico cavo i fili per i sistemi di misura, mo- HMC 6 è una soluzione d’avanguardia: permette di integrare le linee del sistema di misura nel cavo di alimentazione in modo da utilizzare un unico cavo di collegamento tra il motore e l’armadio elettrico anche i tempi allestimento/attrezzaggio per lo svolgimento di test in azienda per macchinari di grosse dimensioni che necessitano di essere smontate per la spedizione; • il profilo del cavo è più compatto, facilitando l’integrazione del motore nella macchina; • consente una sensibile riduzione dei costi di spedizione e stoccaggio per cavo e connettore; Tastatori di misura Acanto A lla fiera Control di Stoccarda, Heidenhain ha presentato il tastatore di misura AT 30 della serie Acanto con corsa di misura fino a 30 mm. Questo tastatore è caratterizzato dalla generazione assoluta del valore di posizione nel protocollo EnDat22 full digital ed è adatto per l’impiego nella metrologia in ambiti di stazioni di misura multiple e dispositivi di test automatici. Il principio di funzionamento a scansione ottica delle graduazioni assolute consente l’utilizzo dell’intera corsa misurabile senza necessità di correzioni sul segnale all’approssimarsi dell’estremità della corsa e garantendo l’accuratezza di misura in modo omogeneo e preciso. Per la metrologia in ambiti produttivi una buona classe di protezione da contaminazioni è un’ulteriore conferma di affidabilità; Acanto si propone con classi fino a IP67 e possibilità di pressurizzazione della camera di lettura. Il cavo è rimovibile dal corpo encoder e l’integrazione nei diversi dispositivi risulta alle lunghezze standard disponibili dando ulteriore modularità nell’applicazione. L’innoI tastatori Heidenhain Acanto sono caratterizzati dalla generazione vativa tecnologia del cuscinetto per il mantenimento della assoluta del valore di posizione nel protocollo EnDat22 full digital e sono linearità dello stelo consente al tastatore di funzionare con adatti per l’impiego nella metrologia in ambiti di stazioni di misura limitato attrito a beneficio della durabilità d’utilizzo e delle multiple e dispositivi di test automatici velocità di traslazione. L’interfaccia EnDat bidirezionale utilizzata su sistemi di misura assoluti Heidenhain supporta utili funzioni di monitoraggio e diagnosi, oltre che una rapida messa in funzione dell’impianto e elevate frequenze di Clock. Alla messa in funzione, tramite l’interfaccia EnDat 2.2 possono essere letti i dati dell’apparecchiatura per l’autoconfigurazione, mentre durante il funzionamento informazioni di valutazione del sistema consentono il monitoraggio della qualità del segnale. In aggiunta, informazioni specifiche del costruttore possono essere salvate nelle aree di memoria riservate. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 19 AO COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDENHAIN ITALIANA tori e servo freni. Si collega al motore tramite un connettore ibrido industrializzato. Per il collegamento all’inverter, il cavo è suddiviso in connessioni di potenza per alimentazione del motore ed eventuale freno e connessioni per la parte encoder. Questo lo rende compatibile con gli stessi componenti come nel caso dei cavi convenzionali. Come già accennato, la soluzione a cavo singolo HMC 6 è utilizzabile dai sistemi di misura Heidenhain EnDat22 a trasmissione del segnale puramente seriale con velocità di trasmissione fino a 16 MHz oppure tramite RS 485. La gamma di questi encoder è in grado di coprire molteplici applicazioni d’automazione industriale includendo così encoder motore per servo drive nelle varie taglie e classi di accuratezza, i sistemi di misura lineari (nella versione aperta e in quella incapsulata) e sistemi di misura angolari per applicazioni di precisione, offrendo una soluzione ottimale per la retroazione di motori diretti e ovviando al problema della fasatura iniziale e alla rigidità delle cinematiche con problemi di risonanza. EnDat: sicurezza e performance Da anni ormai affermatasi come standard presso costruttori e gli utilizzatori, l’interfaccia EnDat di Heidenhain è un’inter- I motori necessitano comunemente di due cavi separati, ognuno con specifiche caratteristiche elettriche e meccaniche: uno serve per la connessione dati dell’encoder feedback motore e per l’alimentazione dello stesso, l’altro per l’alimentazione di potenza del motore ed eventualmente del servofreno La soluzione HMC 6 a cavo singolo è progettata per l’ultima generazione dell’interfaccia dati Heidenhain EnDat 2.2 di tipo assoluto per i sistemi di misura variante EnDat22 con trasmissione dei dati puramente seriale e sincrona su solo 4 fili. È anche aperta all’utilizzo con sistemi di misura che basano la propria interfaccia sulla porta seriale standard RS 485 Nuove varianti encoder per l’automazione H eidenhain ha ulteriormente ampliato la sua offerta di trasduttori rotativi della serie ENC/EQN 400 con interfaccia Profibus, Profinet e Drive-CLiQ e diametro della carcassa di 58 mm. La novità riguarda l’albero dell’encoder: infatti, accanto alle già note versioni con albero pieno, è stata presentata la versione con albero cavo robusto, con diametro 12 mm. Si tratta di un albero cavo con anello di fissaggio. Il collegamento all’albero cavo è stato progettato per un max di 6.000 posizioni/giro al minuto. La resistenza agli shock (6 ms) secondo DIN è pari a 1.000 m/s2 mentre alle vibrazioni è fino a 100 m/s2. L’encoder appartiene alla classe di protezioni IP64. Secondo DIN, la temperatura ambiente consentita è tra -40 °C e 70 °C. I trasduttori rotativi con interfaccia Profibus sono in grado di supportare il profilo encoder DP-V2 e quindi rispondono ai requisiti per il controllo dei robot e per le tecnologie di produzione. Gli encoder assoluti con PROFIBUS possono essere configurati e parametrizzati secondo le esigenze specifiche delle diverse applicazioni. Le versioni con interfaccia Profinet supportano le funzioni della classe di conformità 4 (funzioni di full scaling and preset) e consentono il collegamento real-time Ethernet e IT. Il loro impiego ideale è negli impianti di produzione, come anche per l’automatizzazione dei processi e nelle applicazioni su drive. 20 Heidenhain ha ulteriormente ampliato la sua offerta di trasduttori rotativi della serie ENC/EQN 400 con interfaccia Profibus, Profinet e Drive-CLiQ e diametro della carcassa di 58 mm LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 LIANA COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDEN faccia bidirezionale digitale in grado di emettere sia valori di posizione di sistemi di misura incrementali e assoluti sia di verificare e aggiornare le informazioni memorizzate nel sistema di misura o di impostarne di nuove, utilizzando appena 4 linee del segnale grazie alla trasmissione seriale dei dati. La trasmissione dei dati è sincrona al segnale di clock predefinito dall’elettronica successiva. Il tipo di trasmissione (valori di posizione, parametri, diagnosi ecc.) viene selezionato con comandi Mode, che l’elettronica successiva invia al sistema di misura. La messa in funzione di un asse può essere automatizzata grazie alla capacità di EnDat di memorizzare tutte le informazioni rilevanti nel sistema di misura e alla presenza di diagnosi con allarmi ed eventuali warning analizzata dall’elettronica successiva. Caratteristiche che, unite al Cyclic Redundancy Check, garantiscono la massima sicurezza in fase di trasmissione dei dati e rendono così l’impiego di EnDat la scelta ottimale su macchinari con elevati requisiti di sicurezza. I sistemi di misura Heidenhain per applicazioni orientate alla sicurezza sono certificati secondo la norma ISO 13 849-1 e IEC 61 508. In tali norme la valutazione dei sistemi viene eseguita tra l’altro sulla base di probabilità di guasto di elementi integrati o sottosistemi. Questa concezione mo- Encoder assoluti induttivi Heidenhain serie ECI/EQI 1300 G montaggio Lunghezze di montagg gio ridotte, elevata rigidezza giunti torsionale dei gi iunti e risoluzioni elevate risoluzio oni sono oi degli encoder punti di forza de egli enc coderr induttivi assoluti induttiv vi della Heidenhain dell la serie ECI/ EQI 1300 li encoder assoluti induttivi Heidenhain della serie ECI/EQI 1300 sono presenti sul mercato da oltre 10 anni. Grazie all’affidabilità della scansione induttiva unita al design senza cuscinetto, hanno trovato ampia applicazione in un crescente numero di mercati come ad esempio: servo motori, automazione industriale e packaging. Lunghezze di montaggio ridotte, elevata rigidezza torsionale dei giunti e elevate risoluzioni sono i loro punti di forza. La massima modularità è garantita dall’interfaccia intelligente EnDat 2.2 che può trasmettere valori di posizione assoluti, informazioni supplementari (come temperatura, valori diagnostici), e parametri utili come la messa in funzione automatizzata. La Generazione e 2.5 è meccanicamente meccanicament te modelli compatibile con n i mode elli attuali, mantien ne segna ali mantiene segnali EnDat01 con interfaccia E nDat01 e migliorie implementa le m iglioriie della meccatroniche d ella Genenerazione 3 La nuove generazioni Heidenhain da tempo offre soluzioni conformi alla direttiva macchine in applicazioni safety e presenterà, a breve, due nuove generazioni di encoder della serie ECI/EQI 1300: Generazione 2.5 e Generazione 3. La Generazione 3 (Gen.3) di ECI/EQI 1300, con interfaccia digitale pura EnDat22 e design meccanico completamente rinnovato per garantire ‘fault exclusion’, rappresenta il punto di partenza per le applicazioni future. La Generazione 2.5 (Gen. 2.5) è meccanicamente compatibile con i modelli attuali (Gen.2.2), mantiene segnali con interfaccia EnDat01 e implementa le migliorie meccatroniche della Gen 3. Generazione 2.5 Gli encoder induttivi Heidenhain della generazione 2.5 presentano la nuova scansione Asic (Hydra II) e sono disponibili nelle versioni con EnDat01 ed EnDat21 digitale puro. L’accuratezza è ± 180”; è stato ampliato il range della tensione di alimentazione (ora da 4,75 V a 10 V) con unificazione delle precedenti varianti elettriche. È stato ridotto il tempo di calcolo del valore di posizione assoluto (Tcal) ed è stato migliorato il comportamento allo startup. Viene utilizzata una nuova soluzione di riduttori meccanici per segnali multigiro, più silenziosi e dinamici. Il montaggio è compatibile con l’attuale Generazione 2.2 con regolazione dello scanning gap e software ATS con PWM 20. La tolleranza dello scanning gap rimane 0,5 mm con -0,2/+0,4 mm di tolleranza assiale; la resistenza alle vibrazioni è stata migliorata a 200 m/s2. Generazione 3 Anche nella Generazione 3 è stata implementata la scansione Asic (Hydra II) con Functional Safety per applicazioni SIL 3 categoria 4 PL e; è disponibile l’interfaccia EnDat22 con frequenza di clock 16 MHz. L’accuratezza è stata migliorata passando a ± 65”. La tensione di alimentazione varia da 3,6 V a 14 V. Il segnale della temperatura encoder-motore è stato digitalizzato. La Generazione e 3 di ECI/EQII interfaccia 1300, con interf faccia EnDat22 digitale pura En nDat22 e design meccanico rinnovato per garantire e ‘fault exclusion’ exclusion’,’, punto rappresenta il p unto dii applicazioni partenza per le applica azioni future Le funzioni safety implementate possono essere verificate tramite il codice ‘15=OEM’. La release software ATS 2.6.03 del sistema diagnostico PWM 20 consente la visualizzazione dello scanning gap tramite diagnosi e facilita la verifica del montaggio con visualizzazione in percentuale. Il nuovo design non necessita del processo di regolazione dello scanning gap. La tolleranza assiale scanning gap è migliorata (± 0,5 mm), diventando, quindi, adatta anche per motori di maggiori dimensioni. Vengono presentati riduttori meccanici per segnali multigiro, più silenziosi e dinamici, con una resistenza alle vibrazioni migliorata garantendo un funzionamento fino a 40 g per statore e 60 g per rotore. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 21 AO COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDENHAIN ITALIANA dulare facilita il costruttore di impianti di sicurezza nella realizzazione di propri sistemi completi, in quanto possono far affidamento su sottosistemi già qualificati. I sistemi di misura di posizione di sicurezza con trasmissione puramente seriale dei dati tramite EnDat 2.2 soddisfano pienamente tale esigenza. In un motore sicuro il sistema di misura di posizione di sicurezza determina un sottosistema di questo tipo. Il sistema è composto da: encoder con modulo di trasmissione EnDat 2.2, linea di trasmissione dati con comunicazione EnDat 2.2 e cavo Heidenhain, modulo di ricezione EnDat 2.2 con funzione di sorveglianza (master EnDat). Il sistema globale ‘azionamento sicuro’ è composto nell’impiego pratico da: un sistema di misura di posizione di sicurezza, un sistema di controllo orientato alla sicurezza (con master EnDat con funzioni di sorveglianza), modulo di potenza con cavo di potenza del motore e il motore, connessione meccanica sicura tra sistema di misura e motore. L’offerta Heidenhain per Safety La Direttiva macchine europea ha ulteriormente regolamentato le applicazioni in ambienti Safety portando cambiamenti fondamentali nella qualificazione dei componenti utilizzati nelle macchine. Heidenhain continua la stretta collaborazione con gli istituti specializzati per la certificazione dei componenti e dei processi di sicurezza; grazie alla propria competenza nella tecnologia di controllo e nella metrologia Nuovo sistema di misura assoluto lineare Heidenhain LIC 2100 con ampie tolleranze di montaggio I l successo riportato dal sistema di misura assoluto lineare LIC 4000 Heidenhain, con risoluzioni nell’ordine del nanometro e in tre varianti meccaniche di montaggio e livelli di accuratezza (± 5 μm), ha confermato la crescente richiesta di sistemi di misura lineari aperti con posizionamento assoluto e interfaccia seriale. Infatti, questi sistemi consentono un sensibile aumento della produttività e dell’affidabilità della macchina grazie alle loro innovative caratteristiche: il posizionamento di zero non è necessario alla partenza o in caso di fermo macchina come non sono necessari spostamenti della macchina in caso di mancata tensione, evitando così danni alla macchina e al prodotto finito; la migliore qualità del segnale assoluto, il maggior numero di informazioni aggiuntive rispetto a quello incrementale e la disponibilità on line della diagnostica consentono di prevenire il rischio di fermo macchina; se utilizzati sui motori lineari, non necessitano di più spinte; il grado di protezione IP67 della testina facilita la manutenzione preventiva del nastro. Il range di alimentazione ampliato, da 3.6 V… a 14 V, ha portato benefici in termini di tolleranza su eventuali cadute di tensione e sezione di fili utilizzati per la realizzazione dei cavi di prolunga. La gestione e l’interpolazione del segnale risultano superflue con possibile riduzione dei costi delle elettroniche e delle dimensioni geometriche. Lo short range error molto contenuto ha un impatto positivo sulla prontezza del sistema retroazionato a elevate dinamiche e del consumo di corrente che ha come conseguenza diretta la rumorosità di marcia e il surriscaldamento in caso di motori diretti di tipo lineare. Le ampie tolleranze di montaggio portano sensibili benefici in termini di riduzione del tempo di montaggio o di manutenzione, e dei costi di finitura delle Per le applicazioni che richiedono accuratezza relativamente bassa pur necessitando di elevate affidabilità e tolleranze di montaggio, Heidenhain ha ampliato la propria gamma di sistemi di misura aperti presentando la nuova LIC 2100 particolari funzioni per la fasatura alla partenza o in caso di fermo macchina. Per le applicazioni che richiedono accuratezza relativamente bassa pur necessitando di elevate affidabilità e tolleranze di montaggio, Heidenhain ha ampliato la propria gamma di sistemi di misura aperti presentando la nuova LIC 2100. Sintetizziamo qui le caratteristiche tecniche: lo standard di misura è un nastro in acciaio con graduazione assoluta basata sul solo PRC (Pseudo Random Code) mentre è assente la graduazione incrementale; l’accuratezza di posizionamento ± 15 μm e la risoluzione 0,1 μm ottenibile senza rielaborazione del segnale dalle elettroniche di acquisizione dati che sono anche causa di disturbi al segnale; le corse utili standard arrivano fino 6.020 mm. Per corse fino a 28.000 mm è possibile utilizzare il modello LIC 4000. Anche i fine corsa non sono più necessari, contribuendo alla riduzione dei costi diretti d’acquisto e indiretti, come il tempo di montaggio e la gestione logistica. L’estrema leggerezza della testina di lettura la rende idonea a dinamiche 22 superfici di fissaggio o anche in caso di adattamento su soluzioni meccaniche presistenti (scanning gap: 0,75 mm ± 0,5 mm, roll/pitch/Moiré: ± 17 mrad (1 grado), linearità: ± 1 mm). Il montaggio risulta particolarmente agevole, per cui tendenzialmente non è necessario ottimizzare la regolazione fine del segnale tramite software; in caso di necessità si può utilizzare il kit diagnostico PWM 20 collegabile tramite USB a PC con software ATS 2.8.0. Il cablaggio è stato ulteriormente semplificato grazie al segnale EnDat22 digitale puro che necessita di soli 6 fili (Data-Data, Clock-Clock e alimentazione) con diametri Ø 3,7 mm e ai cavi più flessibili grazie alla schermatura singola sufficiente a garantirne l’immunità ai disturbi. La diagnostica on line del segnale con warning prima di un eventuale fermo macchina è un utile supporto per una rapida soluzione di anomalie o come precauzione in sicurezza in caso di condizioni di lavoro che potrebbero danneggiare l’encoder stesso o l’intero macchinario. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 LIANA COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDENHAIN ITALIANA COPERTINA HEIDEN la gamma encoder per applicazioni ha completato la gamma encoder EnDat22 full digital con certificazione Safety: sistemi di misura lineari incapsulati LC 400 e LC 100 dove sono necessari ingombri ridotti o robustezza con lunghezze fino a 4.040 mm, oppure LC 200 per lunghezze fino a 28.000 mm. Passando alle soluzioni rotative la gamma comprende due tecnologie di funzionamento: quella ottica è presente sugli encoder assoluti multigiro EQI 1125 e EQN 1337 a elevata accuratezza e qualità del segnale generato da una speciale codifica PRC (Pseudo Random Code) realizzata con gradua- zione di cromo su dischi di vetro; con il principio di generazione del segnale per induzione Heidenhain propone i recentissimi encoder assoluti multigiro EQI 1131 e EQI 1331 (SIL 3 categoria 4 PL e) per applicazioni con gravose sollecitazioni meccaniche (fino a 60 g). Saranno disponibili nei prossimi mesi anche i sistemi di misura angolari assoluti RCN 5000 e RCN 8000, basati sul principio di funzionamento ottico e con accuratezze di posizionamento fino a 1” garantite da un certificato di calibrazione rilasciato per ogni prodotto. Sistemi di misura Heidenhain per funzioni di posizionamento evolute I I sistemi di misura Heidenhain offrono sempre la miglior soluzione per le più diversificate applicazioni. La varietà di interfacce offerte consente ai costruttori di macchine una progettazione standard, indipendentemente dall’elettronica successiva. Anche le funzioni di diagnostica delle interfacce digitali si rivelano decisive perché permettono agli utilizzatori e ai costruttori di verificare le loro macchine in caso di funzionamento non corretto. Le esigenze delle varie applicazioni sono molteplici come anche le varianti dei sistemi di misura. Alcuni aspetti però accomunano tutti i sistemi di misura Heidenhain: accuratezza, qualità ed affidabilità, caratteristiche decisive per il successo nelle applicazioni nei sistemi di produzione. Il sistema di misura lineare aperto LIP 200 con interfaccia EnDat raggiunge una risoluzione di 31,25 pm Massima precisione per l’industria elettronica Oltre alle tradizionali applicazioni nel settore delle macchine utensili, negli ultimi anni l’industria elettronica ha offerto grandi spunti all’innovazione. Questo fenomeno è tutt’altro che sorprendente se si considera l’impressionante sviluppo della scala di integrazione dei componenti elettronici. Questo settore è destinato al successo con l’assoluta priorità di precisione e qualità. Il sistema di misura LIP 200 con interfaccia EnDat raggiunge una risoluzione di 31,25 pm. Il limite della riproducibilità è determinato dal rumore elettrico che tendenzialmente è intorno 150 pm (RMS). In ogni caso, Heidenhain è in grado di coprire un ampio range di esigenze accanto a queste particolarmente spinte. I più recenti sviluppi per quanto riguarda i sistemi a nastro graduato con protocollo assoluto EnDat22, LIC 4000 e la nuova arrivata LIC 2100 con principio di scansione assoluto a una traccia completano l’offerta Heidenhain nell’ambito delle soluzioni tecnologiche entry-level. Se l’accuratezza è sensibilmente inferiore a quella di LIP 200, l’affidabilità è fuori discussione. Le geometrie contenute mantenendo un ampio campo di lettura della posizione e l’elevata automatizzazione della produzione sono la garanzia dell’elevato standard della robustezza e delle riserve funzionali. Principi di misura universali nell’automazione La robustezza a sollecitazioni meccaniche è uno dei principali trend di sviluppo dei trasduttori rotativi basati sul principio di funzionamento per induzione con generazione di segnali assoluti EnDat22 full digital; vengono utilizzati come feedback nei servo motori e anche per applicazioni di encoder stand alone con grado di protezione IP elevati. Se da un parte si può soprassedere sull’accuratezza/risoluzione, la tecnologia di misura induttiva diventa un must nel caso di applicazioni che richiedono una particolare robustezza meccanica e dimensioni applicative assiali contenute. La serie più recente presentata da Heidenhain, EQI 1300 Generazione 3, è risultata idonea persino per applica- Alcuni aspetti accomunano tutti i sistemi di misura Heidenhain: accuratezza, qualità ed affidabilità, caratteristiche decisive per il successo nelle applicazioni nei sistemi di produzione zioni Safety con livello SIL3 categoria 4 Pl e in ottemperanza all’ente certificatore TÜV. Per i trasduttori magnetici o induttivi che per natura applicativa non necessitano di cuscinetti meccanici dedicati (sono sufficienti quelli integrati nella macchina), la variazione della distanza di allineamento tra parte rotorica e statorica durante l’operatività risulta essere molto importante; a supporto dell’utilizzatore, è stata introdotta un’informazione aggiuntiva nella word di posizione assoluta per l‘utilizzo diagnostico con il kit PWM 20 e software ATS 2.8.0; è così possibile monitorare durante il funzionamento (on line) la variazione della distanza con il comportamento termico del motore elettrico. Diversamente, quando l’applicazione richiede anche accuratezza e ottima qualità di segnale, i trasduttori ottici sono la soluzione ideale con il giusto rapporto di precisione e robustezza operativa. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 di Gabriele Edoardini 23 AO LINEA DIRETTA In breve 20° anniversario di Murrelektronik Grande successo per la celebrazione del 20° anniversario di Murrelektronik Italia che ha festeggiato questo importante traguardo in occasione della fiera SPS IPC Drives di Parma, appena conclusa. Il brindisi celebrativo che si è svolto il 22 maggio presso lo stand, ha visto la presenza di numerosi collaboratori e clienti che hanno contribuito al raggiungimento degli obiettivi di questi primi 20 anni. Confermato l’interesse già annunciato per la grande torta realizzata con materiali ecologici ed eco-compatibili, che i visitatori hanno potuto ammirare per tutta la durata della manifestazione, scoprendo i prodotti, gli eventi e i passaggi significativi che hanno fatto la storia dell’azienda. L’installazione, realizzata da una designer contemporanea per esprimere l’anima ‘green’ dell’azienda, al termine dell’evento è stata trasferita nella nuova sede presso l’Energy Park di Vimercate. Beckhoff Automation cambia sede La filiale italiana di Beckhoff Automation compie quest’anno 10 anni di attività. Per supportare al meglio il proprio sviluppo e le relazioni con la clientela, l’azienda ha cambiato sede e dallo scorso mese di giugno si è trasferita a Limbiate, nella provincia di Monza e Brianza. Beckhoff Automation ha iniziato la propria attività nel 2003 sotto la direzione di Pierluigi Olivari, con un piccolo team di 4 persone dotate di grande entusiasmo e voglia di fare. Oggi l’azienda dispone di uno staff di ben 24 unità che operano, oltre che nella sede centrale di Limbiate, anche nelle due filiali dislocate a Bologna e Padova. L’azienda, basata sull’innovazione e la qualità dell’offerta, è cresciuta in maniera dinamica, significativa ed armonica, di pari passo con i servizi di supporto e assistenza pre e post vendita e adeguando costantemente il personale. La scelta di Limbiate (MB), città situata a nord di Milano, è stata dettata dall’esigenza di stare vicino ai principali centri urbani e logistici. Questo è l’indirizzo completo della nuova sede: Beckhoff Automation S.r.l. Via L. Manara, 2 20812 Limbiate (MB) Telefono: + 39-02.9945311- Fax: + 39-02.99682082 - [email protected] 24 Europa Centrale e Orientale, Regno Unito e Scandinavia offrono un enorme potenziale di crescita nell’ambito dei macchinari per imballaggio In crescita il mercato europeo dei macchinari per imballaggio di Federica Andreini L’ elevato tenore di vita in Europa ha reso popolari i beni confezionati, tra cui alimenti, bevande, articoli da toilette e cosmetici, facendo aumentare la domanda di macchinari per imballaggio nella regione. L’esigenza di soluzioni di imballaggio per prodotti di diverse forme e dimensioni, insieme all’attenzione particolare dei produttori all’automazione per migliorare l’efficienza dei processi in tutti i settori, sosterrà gli investimenti nel mercato. Una nuova analisi di Frost & Sullivan, intitolata ‘Analysis of the European packaging machinery market’, rileva che il mercato ha prodotto entrate per oltre 12,62 miliardi di dollari nel 2012 e stima che questa cifra raggiungerà quota 14,63 miliardi di dollari nel 2016. La ricerca riguarda: macchinari per il riempimento, la chiusura e il riempimento e la chiusura; macchinari per formare, riempire e sigillare; macchinari per l’avvolgimento; gruppi di macchinari per imballaggio; macchinari per la produzione di pallet. I segmenti degli utenti finali comprendono: prodotti chimici e petrolchimici, food & beverage, prodotti farmaceutici, prodotti dolciari e tabacco, prodotti da toilette e cosmetici. I cambiamenti demografici come l’invecchiamento della popolazione e la crescita del numero dei piccoli nuclei familiari in Europa aumentano la necessità di confezioni monodose, portando gli utenti finali dei diversi settori a interessarsi a linee di produzione e macchinari per imballaggio specializzati. “L’intensa competizione e la congiun- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 tura economica sfavorevole hanno costretto le industrie in tutta Europa a ottimizzare i propri processi produttivi e diminuire i costi operativi” afferma Sivakumar Narayanaswamy, industrial automation and process control research manager di Frost & Sullivan. “I macchinari per l’automazione dell’imballaggio che eliminano la manodopera, producono meno rifiuti e aumentano la produttività, pertanto, stanno diventando ampiamente accettati”. I volumi di vendita sono saliti ulteriormente con l’avvento di apparecchiature di imballaggio multifunzionali che riducono i costi e offrono una migliore gestione dello spazio. I sistemi integrati hanno anche una maggiore flessibilità operativa e possono adattarsi a nuove specifiche della produzione. Tuttavia, i mercati maturi come Italia, Germania e Francia sono già ben equipaggiati ed è probabile che effettuino ordini limitati di questi macchinari per imballaggio avanzati. Più in generale nell’Europa del Sud, la crisi ha colpito le industrie discrete e di processo. Gli utenti finali stanno cercando dei modi per ridurre i costi operativi e di manutenzione, pertanto non sono intenzionati a investire in processi di automazione di importanza non fondamentale. “I fornitori di macchinari devono concentrarsi sulle regioni che non sono state colpite dalla crisi economica” conclude Narayanaswamy. “I mercati di Scandinavia, Europa centrale e orientale e Regno Unito offriranno il più alto potenziale di adozione grazie alla stabilità dell’economia e della crescita degli utenti finali”. Siemens fornirà le soluzioni di compressione per un impianto LNG in Malesia In Malesia con Siemens I l Settore Energy di Siemens si è aggiudicato un contratto per la fornitura di turbo compressori e turbine a gas per azionamento meccanico per il maggiore progetto LNG (Liquefied Natural Gas) in Malesia. Il progetto contribuirà a migliorare l’efficienza complessiva e a ridurre le emissioni di gas serra dell’impianto Petronas Bintulu LNG situato a Sarawak, nella parte occidentale della Malesia. L’obiettivo del progetto LNG è ri-liquefare il BOG (Boil-Off Gas) delle presente nelle cisterne di stoccaggio LNG che attualmente viene bruciato. Sarà il primo turbo compressore BOG a temperatura criogenica azionato da una turbina a gas Siemens. “Quest’ordine rappresenta una pietra miliare per Siemens e l’industria LNG” afferma Adil Toubia, CEO della divisione oil & gas di Siemens. “Anziché essere bruciato, il boil-off gas sarà nuovamente liquefatto, convertito in LNG e re-immesso nelle cisterne di stoccaggio LNG. I benefici del progetto sono immensi non solo perché aumenterà il livello di produzione di LNG migliorando così l’efficienza complessiva dell’impianto ma anche perché saranno ridotti significativamente le emissioni di gas serra.” Il progetto LNG a Sarawak è implementato da Mlng (Malesia LNG), una sussidiaria di Petronas. L’ingegneria, la fornitura e la gestione della costruzione (EPC) sono affidati a Linde Engineering, azienda con sede a Monaco. Queste società si occupano pioneristicamente della riqualificazione su scala mondiale del Boil-Off Gas all’interno degli impianti LNG implementando la tecnologia Siemens per migliorare l’efficienza e aiutare, nel contempo, a rispettare gli standard internazionali ambientali relativi all’emissione di gas serra. “Continueremo a implementare soluzioni innovative e le più moderne tecnologie per creare valore nell’intera industria LNG” prosegue Adil Toubia. “Quest’ordine ancora una volta conferma Siemens quale protagonista nell’ambito dei di Laura Galli servizi di compressione di Boil-Off Gas a temperatura criogenica, conferma la nostra forte presenza nel settore della liquefazione di medie dimensioni e la nostra flessibilità nel fornire soluzioni intelligenti nei nuovi mercati”. La fornitura copre l’ingegneria, la produzione e relativi test di un turbo compressore per BOG a temperatura criogenica BOG, doppia cassa, e di un altro compressore a cassa singola per LNG refrigerant. Entrambi i compressori saranno azionati dalle turbine a gas SGT-700 di Siemens. Il completamento dei lavori è previsto per aprile 2014 mentre l’impianto entrerà in funzione nell’ottobre successivo. LNG è un’industria dinamica con esigenze specifiche quali flessibilità di processo, efficienza energetica e installazioni di sempre minore dimensioni. Il compressore è equipaggiato con la tecnologia di controllo IGV (Variable Inlet Guide Vane) che fornisce la flessibilità massima così da gestire le fluttuazioni di flusso nel BOG recuperato. Il bilanciamento del carico tra il compressore BOG e il compressore LNG Mixed Refrigerant consente l’utilizzo delle medesime turbine a gas per azionamento meccanico. La SGT-700 può utilizzare combustibili a elevato contenuto di azoto, arrivando a bruciare il gas naturale contenente fino al 40% di N2 (azoto). Inoltre, la soluzione Siemens consente di ridurre in modo significativo lo spazio necessario all’installazione dell’equipaggiamento rotante. Il complesso Bintulu LNG è uno dei più grandi al mondo. L’impianto LNG di Petronas consiste di tre centrali, con una capacità combinata di 24 milioni di tonnellate annue (Mtpa). LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 AO LINEA DIRETTA In breve Un premio a Anybus NP40 di HMS La società di ricerca Frost & Sullivan ha conferito a HMS Industrial Networks il ‘Premio europeo 2013 come miglior prodotto innovativo nei processori per la comunicazione industriale’. Il premio riconosce il nuovo processore di rete, Anybus NP40 di HMS, come il miglior prodotto di categoria a livello globale. Massima funzionalità, flessibilità e facilità di integrazione sono alcune delle caratteristiche riconosciute dal gruppo di ricerca Frost & Sullivan. Anybus NP40, il nuovo processore di rete di HMS Industrial Networks, è il componente principale della nuova gamma Anybus La nuova serie Anybus CompactCom è composta da famiglie di interfacce di comunicazione pronte all’uso, disponibili nei formati chip, brick e module in grado di gestire la comunicazione tra un dispositivo industriale e una qualsiasi rete industriale. Tecnologie per il legno: stabile il primo trimestre 2013 Si chiude all’insegna della stabilità il primo trimestre 2013 per le tecnologie per il legno e i suoi derivati made in Italy, un dato da considerare positivamente, alla luce delle significative difficoltà registrate dalle imprese nell’ultimo scorcio del 2012. La consueta indagine trimestrale curata dall’Ufficio studi Acimall rivela comunque una contrazione degli ordini del 2,7% rispetto al gennaio-marzo 2012, a cui concorrono il decremento del 2,8% degli ordini dall’estero e del 2,4 dal mercato interno. Il carnet ordini rimane attorno ai due mesi; dall’inizio dell’anno l’aumento dei prezzi è stimato attorno allo 0,4%. In leggero calo il fatturato: meno 0,7% rispetto allo stesso trimestre 2012. Per quanto riguarda l’indagine qualitativa relativa al periodo gennaio-marzo il 19% degli intervistati ha indicato un trend della produzione positivo, il 35% parla di stabilità, il 46% dichiara una produzione in calo. L’occupazione viene considerata stazionaria dal 73% del campione, in diminuzione dal 23% e in aumento dal 4%. Le giacenze risultano stabili nel 54% dei casi, in diminuzione nel 31 e in crescita nel rimanente 15%. Da segnalare che la forte differenziazione fra l’andamento del mercato nazionale e l’esportazione prosegue. 25 AO LINEA DIRETTA In breve Servitecno e API: accordo di partnership ServiTecno, azienda specializzata nella fornitura di software e sistemi per applicazioni in ambito industriale e distributore italiano dei prodotti software della famiglia Proficy per l’automazione, il controllo e la business intelligence, ha recentemente siglato un accordo di partnership con la divisione Industrial Automation di API, società che vanta un’esperienza trentennale come solution provider nel settore aeronautico e spaziale, per la fornitura di soluzioni di telecontrollo dedicate al settore delle acque in Italia. Le due aziende inizieranno a breve una serie di incontri/workshop congiunti in diverse città italiane per illustrare le loro proposte in termini di tecnologie e prodotti. IBM si rafforza nel cloud computing IBM ha stretto un accordo per l’acquisizione di SoftLayer Technologies, società a capitale privato fornitrice di infrastrutture di cloud computing fra le maggiori al mondo. I termini economici dell’accordo non sono stati comunicati. L’acquisizione rafforzerà la presenza di IBM nel cloud computing e contribuirà ad accelerare l’adozione di soluzioni cloud pubbliche e private da parte delle aziende. IBM rende ora possibile l’acquisto di servizi cloud di livello enterprise su server dedicati o condivisi e offre la possibilità di scegliere dove effettuare il deployment delle applicazioni, con le caratteristiche di affidabilità, sicurezza e interoperabilità a livello enterprise tipiche del portafoglio IBM SmartCloud. La società ha poi annunciato la costituzione di una nuova divisione di servizi per il cloud. Facendo seguito alla conclusione dell’acquisizione di SoftLayer, prevista per il terzo trimestre 2013, questa divisione riunirà SoftLayer e IBM SmartCloud sotto un’unica piattaforma globale e offrirà una vasta gamma di opzioni sia ai clienti SoftLayer che a quelli IBM, agli ISV, ai partner di canale e ai partner tecnologici. I servizi di SoftLayer completeranno il portafoglio esistente grazie alle loro caratteristiche di focalizzazione, semplicità e velocità. La conferenza 2013 di Emva Oltre 100 partecipanti hanno animato la Business Conference 2013 di Emva – European Machine Vision Association, che si è tenuta quest’anno dal 6 all’8 giugno a Barcellona, in Spagna. Quest’anno cadeva tra l’altro anche il decimo anniversario della fondazione della società, che nacque nel 2003 proprio a Barcellona. Emva, che nei giorni della conferenza ha tenuto anche la propria assemblea, ha deciso che presenterà a Norimberga, in occasione della priossima edizione della SPS IPC Drives (26-28 novembre), gli standard relativi alla visione artificiale. Un segno in più di come visione e automazione siano intimamente legate. L’edizione 2014 della conferenza si terrà a Vienna, in Austria. 26 Alstom Grid e Intel hanno firmato un accordo globale per l’integrazione delle competenze e la collaborazione su soluzioni e tecnologie per le reti e le città intelligenti Insieme per le smart grid del futuro di Elena Castello L’ attenzione di due aziende come Alstom Grid e Intel sarà concentrata sull’intelligenza embedded e sulla sicurezza dei sistemi IT, per agevolare il rapido roll-out di nuove architetture per le reti future. Le due società hanno infatti firmato un accordo che è frutto di tre anni di stretta collaborazione sui progetti. Le reti elettriche di oggi si stanno evolvendo verso le smart grid, complete di architetture IT aggiunte, in grado di creare intelligenza con informazioni in tempo reale per gestire l’elettricità in modo efficiente e affidabile. Ciò consente sia ai gestori che ai consumatori di ottimizzare l’utilizzo di elettricità: dalla produzione di energia elettrica fino ai consumatori finali. Questa condivisione di informazioni - in tempo reale – apre la strada all’integrazione delle energie rinnovabili, che sono di natura intermittenti e richiedono un monitoraggio in tempo reale per sfruttare l’energia dove e quando viene creata. Patrick Plas, senior vice president per power electronics & automation di Alstom Grid, commenta: “Siamo entusiasti di collaborare con Intel per affrontare le sfide poste dall’intelligenza ‘embedded’ e dalla sicurezza delle smart grid, due degli elementi rivoluzionari per l’implementazione delle reti del futuro. McAfee, una società controllata da Intel, ci aiuterà a compiere il prossimo passo nella sfida delle smart grid, con un know-how specialistico nelle soluzioni software per la gestione delle cybersicurezza e delle tecnologie ‘embedded’”. Martin Curley, vice president e director Intel Labs Europe, Intel Corporation aggiunge: “Questa partnership con Alstom Grid ci aiuterà LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 a integrare in modo perfetto la tecnologia operativa (OT) e le tecnologie dell’informazione (IT), allo scopo di affrontare le opportunità e le sfide attuali e future di questo settore entusiasmante”. Secondo Lorie Wigle, vice president security fabric program McAfee “La collaborazione tra Alstom e Intel fornirà al settore gli strumenti giusti per accelerare l’adozione e l’implementazione di una smart grid sicura. Alstom Grid vanta un’affermata credibilità in questo mercato emergente e siamo felici di contribuire ai loro prodotti e prototipi”. Embix (una joint venture creata da Alstom e Bouygues) e Intel Labs Europe hanno già unito le forze in un progetto di ricerca incentrato sui distretti di ‘energia positiva’, intitolato ‘Cooperate’ (Control and Optimization for Energy Positive Neighbourhoods) e finanziato nell’ambito del settimo programma quadro per la ricerca dell’UE. Alstom Grid partecipa a oltre 30 progetti dimostrativi pilota di smart grid a livello globale. Le informazioni acquisite grazie a questi progetti hanno già portato a modifiche concrete nella progettazione delle architetture di controllo e monitoraggio. Le architetture di nuova concezione sono derivate dai più recenti standard di interoperabilità internazionali in Europa (CEN-Cenelec-ESI) e Nist negli Stati Uniti. AO PANORAMA di Silvia Beraudo Il 2012 è stato un anno molto difficile per il comparto tessile-abbigliamento. Cala drasticamente la domanda del mercato interno. Tiene l’export verso i paesi extra-UE grazie soprattutto ai prodotti di alta gamma F iore all’occhiello del made in Italy la moda italiana rappresenta una delle eccellenze del nostro Bel Paese. Fin dagli esordi nei primi anni 50 con i primi pionieri del pret-à-porter quali Krizia e Missoni, per arrivare ai grandi stilisti dei giorni nostri, da Armani a Valentino, la moda italiana si è imposta in tutto il mondo quale simbolo di creatività, stile ed eleganza. I suoi prodotti, in cui convergono tecnologia, ricerca e innovazione, sono esempi inarrivabili di qualità e originalità, espressione di uno stile che rispecchia lo spirito di un paese storicamente patria del bello e del senso estetico. Il sistema moda Italia, che comprende tessile, vestiario, pelle, pelletteria, calzature, costituisce una parte molto importante della nostra economia. Uno dei suoi punti di forza è la completezza di una filiera produttiva rappresentata da imprese presenti in tutte le fasi del ciclo tessile, operanti su tutto il territorio nazionale, con una concentrazione maggiore in distretti industriali, come quello di Biella, Carpi, Castel Goffredo, Como, Prato e Vicenza, caratterizzati da economie esterne e sinergie inter-aziendali. Essa è completa non sono solo in termini di processi (dalla filatura alla tessitura passando per i nobilitatori, fino alle fasi del confezionamento, finissaggio, abbigliamento e biancheria per la casa) ma anche sotto il profilo delle fibre lavorate, poiché nel nostro territorio coesistono imprese cotoniere e liniere, seriche, laniere, così come imprese attive nella lavorazione di fibre artificiali e sintetiche. La moda ita l vigore dall’ e gico. L’eredità lasciata dalle crisi finanziarie che hanno interessato i paesi Europei e non solo, ha inciso profondamente sullo stato di salute di tutta l’economia mondiale lasciandola ancora molto debole. Le imprese della moda stanno facendo grandi sforzi per cercare di restare competitive e di garantire un futuro al settore. “Lo scenario che si delineerà per il 2013, a livello mondiale, sarà di una moderata ripresa trainata da paesi quali gli Stati Uniti, le economie asiatiche e i paesi Opec, mentre in Europa prevarranno ancora spinte recessive destinate a essere superate soltanto dopo la seconda metà dell’anno”. È questo il quadro descritto da Gregorio De Felice, chief economist Intesa San Paolo durante il convegno organizzato a Milano con Pambianco illustrando la situazione del sistema moda e lusso nell’attuale scenario economico. La situazione è quindi ancora molto difficile e le incertezze non mancano. Le previsioni per il 2013 relative al tasso di crescita del PIL a livello Lo spettro della crisi Il settore, a causa delle ripercussioni della difficile congiuntura economica, sta oggi soffrendo di un considerevole calo fisiolo- 28 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 mondiale vedono una situazione molto simile a quella dello scorso anno registrando una lieve flessione del tasso di crescita per gli USA (-1,7) e Giappone (-1,4), una forte rimonta per i paesi asiatici (6,7), mentre si prevede una lieve ripresa per paesi dell’eurozona che passano da -0,4 del 2012 a un +3. Si tratta di un risultato positivo per la nostra area geografica, che cela però un andamento a doppia velocità con una domanda interna molto debole e un export che rimane molto favorevole. “Le politiche fiscali degli ultimi anni hanno inciso negativamente sulla crescita dei paesi europei e i provvedimenti correttivi già adottati sul 2013 valgono lo 0,9% del PIL” ha ricordato ancora Gregorio De Felice. Il quadro macroeconomico del Vecchio Continente è quindi debole e anche gli indici di fiducia dei consumatori sono molto bassi, portando a una previsione di sostanziale stagnazione della spesa delle famiglie soprattutto per alcune aree geografiche. Anche nei consumi si Fonte: http://www.britexfabrics.com a liana attinge export 32a Motek Fiera internazionale per l'automazione di produzione e assemblaggio profila, infatti, un’Europa a due velocità. Per il 2013 permarrà un’ampia differenza tra i paesi del centro (Germania, Francia, Olanda, Belgio, Austria e Finlandia) che avranno un indice di fiducia dei consumatori più alto e quello dei paesi della periferia (Italia, Spagna, Portogallo e Grecia) che rimarrà di molto inferiore. Per quanto concerne il nostro paese, sempre secondo i dati riportati da Intesa San Paolo, le prospettive per il prossimo futuro saranno ancora influenzate dal percorso di correzione dei conti pubblici attualmente in atto. Il clima di fiducia dei consumatori italiani ri- Tecnologia di montaggio Tecnologia di manipolazione Sistemi robotizzati Soluzioni di alimentazione ed assemblaggio Avvio – comando – controllo www.microsys-messe.de 7° Bondexpo 6° Microsys 7–10.10.2013 Stoccarda AO PANORAMA marrà molto basso rispetto a quello degli altri paesi europei. I consumi, oggi, pur non andando benissimo, ci sono ancora. Il tasso di risparmio degli italiani, da sempre il più alto in Europa, si sta, però, via via riducendo. Le nostre famiglie per anni hanno attinto ai propri risparmi per mantenere un livello di consumi adeguato ai desideri e oggi questa riserva si sta assottigliando. Il pessimismo non è però dilagante. Iniziano, infatti, a intravedersi timidi segnali di un rallentamento della discesa, mentre una vera risalita è prevista solo per il 2014. imprese a monte del ciclo produttivo. L’unico dato positivo riscontrato è per la concia e pelletteria che raggiungono un + 2,6%. In questo panorama, la crescita è affidata essenzialmente all’export del quale dobbiamo però distinguere l’export verso i paesi UE e quello verso i paesi extra-UE. L’export del complesso settore moda è cresciuto del +4,4% rilevando la capacità delle nostre imprese di cogliere le opportunità presenti sui mercati internazionali. A fronte di un calo dell’1,8% delle esporta- Il sistema moda Italia Come si colloca il sistema moda italiano in questo scenario? Esso ha risentito molto del debole andamento del mercato interno. Nei primi otto mesi del 2012 si è registrato un calo del fatturato sul mercato nazionale del -10,5% equivalente a un -16 punti rispetto all’intero 2011 che aveva fatto segnare un +5,5%. Il peso dei consumi di vestiario e calzature sul totale dei consumi delle famiglie italiane ha un trend decrescente. In 30 anni è passato dal 10% al 7,5% del totale, ma è coerente con le tendenze in atto a livello mondiale. Il calo del fatturato complessivo (tenendo conto dell’export) si riduce a - 4,2 % (rispetto a un +6,7% del 2011) quindi in deciso peggioramento. L’abbigliamento segna un – 8,6%, il tessile -5,4%, calzature 2,5% e maglieria 2,4% con pesanti ripercussioni anche sulle Effetto lusso D i fronte alla peggiore performance registrata in termini sia di PIL sia di consumi, abbiamo visto come l’export rappresenta l’unica vera boa di salvataggio per l’intero sistema moda Italia. Il forte calo dei consumi di ‘prodotti di moda’ segnato nel 2012, conferma, infatti, lo stallo delle vendite sul mercato interno e la situazione attuale non consente di fare previsioni positive sull’immediato futuro. Lo sviluppo andrà quindi cercato sulle vendite all’estero. Da una ricerca di Pambianco sull’internazionalizzazione delle aziende e dei gruppi italiani della moda e del lusso, condotta su un campione di 23 gruppi italiani della moda e del lusso (con fatturato superiore a 250 milioni) e di 335 aziende (con fatturato inferiore a 250 milioni) è emerso come essa sia una ‘conditio sine qua non’ per 30 Fonte: http://styleandfashion.blogosfere.it LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 zioni verso i paesi europei, le esportazioni verso i paesi Extra UE hanno segnato una crescita del +10,9%. Quest’ultimo rappresenta, infatti, il 49% dell’export dell’intero sistema moda Italia e il 52% di tutta la filiera della pelle. I paesi verso cui sono diretti principalmente i nostri prodotti sono la Cina (+18,7%), gli Stati Uniti dove abbiamo segnato un +17,3%, Giappone con un 16,8%, Corea Del Sud (16%), la Russia (10,9%) e, infine, la Svizzera (+11%). MACHINERY Garantiamo qualità e maggiore produttività La qualità fa la differenza Il calo dell’intero fatturato del sistema moda Italia del 2012 non è comparabile con quello molto drammatico del 2009 che aveva fatto registrare una perdita del -12,2%. Per il 2013, anno di transizione, non si prevede nessuna crescita mentre è atteso un calo del mercato interno dello 0,1%, compensato però dall’export. Per il 2014, invece, è prevista una crescita del +4% (export + mercato interno). Il valore del nostro made in Italy, caratterizzato da un ottimo posizionamento qualitativo, ci permette di avere una quota di mercato complessiva del 6% contro il 2,6% della Francia e l’1,6% della Spagna. Questo è dovuto soprattutto alla costante e straordinaria crescita dei prodotti di fascia alta che è stata, sempre nel 2012, di circa il 13% e che sosterrà le nostre aziende sui mercati emergenti. Ciò sottolinea ancora una volta l’importanza per le imprese nostrane di tenere alto il valore della qualità dei prodotti, di valorizzarli e tutelarli, facendo sempre più attenzione all’ambiente, investendo in innovazione e in capitale umano continuando a tenere alta l’attenzione verso le esportazioni. Fatturato in flessione per il tessile Tra le imprese italiane del settore tessilemoda a soffrire di più sono quelle a monte della filiera. Dopo un trend favorevole per il periodo 2010-211, il 2012 ha segnato una brusca battuta di arresto. Non solo si sono verificate perdite sul mercato interno, ma a esse hanno fatto eco quelle verso i mercati esteri. Secondo le analisi del primo bilancio settoriale del 2013 di Sistema Moda Italia per il giro d’affari della tessitura italiana (laniera, cotoniera, liniera, serica e a maglia) si stima un decremento su base annua del -5,1%: il fatturato complessivo, pertanto, dovrebbe tornare lievemente al di sotto degli 8 miliardi di euro. La tessitura concorre per il 15,7% del fatturato complessivo generato dalla filiera tessile-moda. Di questa, la tessitura laniera rappresenta il principale comparto con una quota del 38% del totale giro di affari settoriale (nonostante un -2% fatto segnare nel 2012), seguita dalla tessitura cotoniera prossima al 25%. Altri comparti come la tessitura a maglia, cotoniera e laniera si stima presenteranno perdite più gravose, mentre la tessitura serica, sempre secondo le stime di SMI, raggiungerà un risultato di segno positivo. Nonostante una significativa riduzione delle importazioni di tessuti dall’estero, anche il valore della produzione ha sperimentato una dinamica negativa nel corso del 2012, stimata nell’ordine del -6,3%. Per l’export si prevede un calo su base annua del -3,1%, Una soluzione completa per la progettazione di impianti & sistemi Progettazione elettrotecnica Ŷ Cablaggio di sistemi elettrotecnici Ŷ Progettazione Harness Ŷ Idraulica & Pneumatica la sopravvivenza delle nostre imprese. In questo contesto, il principale elemento trainante del settore sull’estero si dimostra essere quello del ‘lusso’. La qualità, il gusto e l’eleganza delle nostre creazioni sono le virtù del prodotto italiano, universalmente riconosciute in tutto il mondo. Più è alta la fascia qualitativa nella quale le imprese e i gruppi operano, maggiori sono la quota export, la crescita e la redditività. Le aziende del lusso prese in esame dall’indagine, pur avendo dimensioni minori rispetto ai gruppi, grazie all’effetto ‘lusso’ registrano un export molto elevato (69%) e ottime performance di crescita (6,7%) e redditività (12,4%). Per contro, i gruppi non lusso, pur avendo dimensioni elevate, hanno livelli di export, crescita e redditività inferiori. Uno dei fattori chiave per lo sviluppo si dimostra essere il retail diretto. I gruppi lusso, infatti, vendono soprattutto attraverso i loro negozi monomarca per una quota pari al 60% del fatturato totale. Ne deriva una performance complessiva ottima: quota export pari al 74%, tasso di uscita 5,9%, ebitda 21,4%. I gruppi ‘non lusso’, invece, pur avendo una quota retail diretto superiore ai gruppi del lusso (68%) registrano risultati inferiori: un export del 55%, una crescita del 3,7% e un ebitda del 12,8%. Per contro, le aziende lusso, pur avendo una quota retail diretta solo del 40%, hanno una quota export elevata (69%), un’ottima crescita (6,7%) e un buon ebitda (12,4%). Tra i mercati esteri, gli extra-UE sono quelli che generano la maggiore percentuale di crescita. I principali si confermano essere in primis la Russia con +8% nel 2011, gli USA (7%), Hong Hong (5%), Giappone (4%), Cina e Medio Oriente, infine la Corea del Sud (2%). Ŷ Interfaccia Intuitiva, Windows® based Ŷ La soluzione completa per la progettazione E-CAD Ŷ Struttura ad oggetti, non richiede alcun transferimento dati tra i diversi moduli Ŷ Facile integrazione con sistemi ERP, PLM ed altri www.zuken.com/e3 AO PANORAMA mentre l’import arretra del -12,3%. Da gennaio a ottobre 2012 le vendite estere hanno fatto registrare una flessione del -4,5% rispetto al corrispondente periodo del 2011. Tra i paesi destinatari dei nostri prodotti tessili, le aree extra-UE, arrivate ad assorbire il 49,1% dell’export totale di comparto, hanno contenuto la perdita al -3,4%. L’export intra-UE cede, invece, il -5,6%. Prin- cipale paese importatore è la Germania in grado di assorbire l’11 % dell’export totale dei prodotti tessili. Seguono Romania, Francia, Tunisia, Spagna e Portogallo. Tra i paesi extra-UE la Cina, che copre il 5,3% dell’export complessivo di tessuti italiani, si aggiudica la pole position. Oltre al paese asiatico sono da ricordare altri importanti mercati che si sono rivelati favorevoli al tessuto made in Italy tra cui gli Stati Uniti (+6,8%) e Giappone (+18,3%). Per quanto concerne le materie prime, il calo più significativo per l’export è rappresentato dal cotone (-8,5%), seguito da tessuti in lino e maglia. Solo il tessuto in pura seta evidenzia un’evoluzione positiva con l’export in aumento del +5,2% da gennaio a ottobre 2012. Contestualmente alle esportazioni, gli approvvigionamenti extra-UE (che coprono il 67,5% dell’import di tessuti in Italia) sono stati in calo del -18,6%, mentre quelli intra-comunitari del -11,6%. Per lo stesso periodo, l’import presenta un decremento, in parte fisiolo- 32 gico e atteso, molto marcato, del -16,4%. Tra i tessuti si sono avuti cali intensi nel cotone (-25,7%) che coprono il 45% dell’import totale in Italia e nel lino (-27,6%). L’unico incremento è rappresentato dal tessuto laniero, dove si rilevano un +3,6% per il pettinato e uno 0,9% per il cardato. Una curiosità: dalla Cina proviene il 27% dell’import di tessuti in Italia, seguono la Turchia, Repubblica Ceca e il Pakistan. Una leadership in bilico La qualità e l’innovazione dei nostri prodotti di abbigliamento e calzature non potrebbe essere tale se non ci fosse un forte comparto produttivo alle spalle in grado di supportarle. L’Italia è oggi uno dei principali costruttori di macchine tessili su scala mondiale con un livello tecnologico considerato tra gli standard più elevati. Si tratta di un’offerta completa caratterizzata da una gamma molto ampia che comprende macchine capaci di supportare tutta la fase di lavorazione del settore (dalla filatura, maglieria e calzetteria, alla tessitura a manutenzione passando per la torciatura, tintoria, stampa e finissaggio). Secondo i dati rilasciati da Acimit, l’associazione costruttori italiani macchine per il settore tessile, la produ- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 zione di macchine nel 2012 è stata pari a 2,4 miliardi di euro, di cui l’83% (2 miliardi di euro) esportato in circa 130 paesi. La principale area di esportazione è l’Asia con il 45% seguita dall’Europa (35%), dall’America del Sud (9%), America del Nord (6%). Chiude l’Africa con il 5%. Si tratta di un comparto molto importante per la nostra economia che ha risentito, anch’esso, degli effetti della crisi economica mondiale. Se nel quarto trimestre del 2012 l’indice degli ordini di macchine tessili era aumentato del 22% rispetto al trimestre precedente, raggiungendo un valore assoluto di 130,4 punti e un + 46% rispetto allo stesso periodo dell’anno precedente, il settore ha aperto il 2013 in negativo con un calo della raccolta ordini. L’indice complessivo nei primi tre mesi dell’anno si attesta, infatti, intorno a un valore di 82,3 punti, in calo del 20% rispetto ai tre mesi precedenti. Sia sul mercato interno sia su quelli esteri, la raccolta rallenta notevolmente (rispettivamente -28% e -20%). Una situazione che mette in allarme gli operatori di un settore ‘core’ della nostra industria che conta circa 300 aziende e 12.000 addetti. “Questi dati preoccupano, indicando una continua perdita di competitività delle nostre imprese legate a un contesto recessivo che si trascina ormai da troppo tempo” ha commentato Sandro Salmoiraghi, presidente di Acimit. “Tutto il settore della meccanica strumentale, del quale fa parte il meccanotessile, risente della stagnazione degli investimenti interni. La competizione sui mercati esteri è fortissima e benché le nostre imprese si difendano con la continua innovazione di prodotto e la diversificazione commerciale, la situazione permane difficile. La persistente inefficacia degli attuali strumenti di accompagnamento delle nostre imprese su mercati nuovi e promettenti rappresenta un handicap che è urgente colmare con politiche nuove e coraggiose”. Oggi, inoltre, si presenta preoccupante anche la situazione del mercato domestico. Nel 2012 la domanda italiana di macchine tessili si è, infatti, ridotta del 19%, fermandosi a un valore di circa 900 milioni di euro. DICO-EX: le connettività Microprocessore X86 Compatibile Fino a 10MB di memoria del PC senza il PC 1 o 2 porte ETHERNET 10/100 Mbps 2 porte CAN Porte seriali RS232/RS422/RS485 I/O locali digitali, analogici, temperatura, encoder etc... Programmabile in linguaggio C Versione con LCD grafico e tastiera versione verticale in contenitore IP52 (DICO 708EX/B) Possibilità di installazione in contenitori di alluminio IP67 DICO 908 è una famiglia completa di moduli I/O remoto CANopen. Node-id e baudrate sono impostabili tramite switches. Sono disponibili moduli: • digitali • analogici • temperatura (termocoppie e termoresistenze) • PWM I controllori industriali DICO sono interfacce di connessione ideali per ogni sistema. Una CPU potente li rende in grado di interfacciarsi con i sistemi di supervisione usando TCP/IP o Web Server e di gestire moduli remoti di I/O e nodi intelligenti su bus di campo. Senza nessun PC potrete progettare architetture evolute di supervisione e controllo, per una gestione impeccabile e un’affidabilità totale. system-electronics.it 6\VWHP(OHFWURQLFV'LFR$XWRPD]LRQH2JJLLQGG Electronics AO ATTUALITÀ di Antonella Pellegrini SPS si conferma un successo Dopo gli ottimi risultati delle prime due edizioni, SPS IPC Drives 2013 si riconferma il più qualificato punto di incontro dell’automazione industriale nel nostro Paese. L’edizione di quest’anno ha registrato una crescita a due cifre rispetto al 2012 con ben 18.058 visitatori L o abbiamo verificato di persona, durante i tre giorni di manifestazione, e lo hanno confermato gli espositori che abbiamo incontrato e coinvolto in un maratona di videointerviste, realizzate ‘sul campo’, con l’intento di riportare quasi in diretta sensazioni e umori. SPS IPC Drives è un successo ormai consolidato e continua ad affermarsi quale punto di riferimento del settore. Sono infatti le cifre a ‘parlare’: +24% i visitatori (18.058); +16% gli espositori (518), +14% la superficie espositiva (40.000 m2). Organizzare una fiera non è cosa semplice: significa conoscere perfettamente quali sono i bisogni degli espositori e che cosa è necessario fare per garantire loro una forte visibilità, per richiamare in fiera tutti coloro che poi utilizzeranno i sistemi e prodotti presentati. E anche questa volta gli organizzatori sono riusciti a soddisfare le aspettative. “I temi di SPS IPC Drives Italia” dichiara Donald Wich, amministratore delegato di Messe Frankfurt Italia “vertono su argomenti chiave quali il recupero Donald Wich, amministratore delegato di Messe Frankfurt Italia. di competitività del made in Italy per il quale le tecnologie dell’automazione e i processi di innovazione ad esse correlate vantano un ruolo primario. Quindi questa manifestazione è sinergica con la strategia di Messe Frankfurt che si posiziona come partner d’eccellenza per l’internazionalizzazione del made in Italy”. Premiata la formazione di Consorzio PNI S celta vincente quella di Consorzio PNI (Profibus Network Italia) che nell’edizione appena conclusa di SPS ha deciso di puntare sulla formazione, presentando una serie di incontri mirati e qualificati dedicati alle tecnologie Profibus e Profinet. In particolare, l’intervento della Prof.ssa Micaela Caserza Magro, formatore certificato PI e docente presso la facoltà di Ingegneria dell’Università di Genova, alla tavola rotonda intitolata Internet of Things e tecnologie wireless/cloud computing e automazione è valso la vincita della menzione speciale del SPS Award – Scientific Paper Symposium Award, per la sezione ‘Cloud Computing e Automazione’. La memoria dal titolo ‘Profinet verso la Cloud Automation’, dopo una breve panoramica sulla tecnologia Cloud Computing applicata al mondo dell’automazione e le esigenze richieste dalla stessa, ha evidenziato come Profinet sia una delle enabling technologies per supportare e sfruttare queste nuove tecnologie ICT, anche per installazioni già esistenti. Gli altri appuntamenti formativi e informativi si sono tenuti per 2 volte al giorno presso lo stand di Consorzio PNI, dove esperti, tecnici del settore e studenti hanno condiviso informazioni ed esperienze legate alle tecnologie di comunicazione industriale. 34 Micaela Caserza Magro insieme ad Alberto Sibono e Antonio Augelli, rispettivamente vice presidente e presidente di Consorzio PNI LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Giuliano Busetto, presidente di Anie Automazione Fiera & congresso Straordinaria anche l’affluenza di pubblico alle tavole rotonde, che conferma il successo della formula fiera & congresso: “Il fil rouge di questa edizione dedicato al food & beverage ha contribuito in maniera significativa all’ottima riuscita di questa terza edizione” afferma Francesca Selva, vice president marketing and events Messe Frankfurt Italia. “Questa esperienza verrà rinnovata anche per il prossimo anno con la scelta di un nuovo focus”. In tal senso anche Giuliano Busetto, presidente di Anie Automazione conferma il successo: “Le aziende di Anie Automazione hanno contribuito in maniera significativa alla nascita e crescita di SPS IPC Drives Italia. È pertanto con grande soddisfazione che accogliamo il successo di quest’anno testimoniato dalla crescita del numero di espositori, visitatori e dalla qualità complessiva delle soluzioni presentate. SPS IPC Drives Italia e Anie Automazione sono il punto di riferimento per il nostro settore che pur uscendo da un anno difficile resta vitale e trainante per l’economia nazionale”. SPS 2013 è stata anche l’occasione per conoscere ancor meglio il mondo delle università, delle start up e dei system integrator. Tutti questi elementi, insieme, hanno contribuito alla buona riuscita di questa terza edizione, e grazie alla rinnovata partnership con Siemens, la manifestazione ha compensato, per il secondo anno consecutivo, le emissioni complessive di CO2 dell’intera manifestazione. 2013? SPS Award - Scientific Paper Symposium Award, premio conferito dal comitato scientifico alla memoria di maggior prestigio e interesse scientifico per ciascuna tematica. I criteri di valutazione sono: diffusione della cultura scientifica e tecnologica; rigore scientifico e tecnologico; innovazione e impatto socio-economico I vincitori del prestiFrancesca Selva, vice president marketing and events gioso premio sono: •Tematica ‘Internet Messe Frankfurt Italia of Things e Tecnologie Wireless’: Balluff Automation i più giovani l’inizativa IoTwitto. In questo •Tematica ‘Cloud C o m p u t - caso il premio è stato conferito al prodotto ing e A u t o m a z i o n e ’ : R i t t a l o soluzione più twittato in fiera: vincitore • Menzione speciale: Università Sysmac Automation Platform - Omron di Genova - Dipartimento Diten Electronics. 2°classificato: ExoHand - Festo; •Tematica ‘Sistemi di Progettazione 3°classificato: Il labirinto magico - National e Simulazione’: Rockwell Automation Instruments Italy. •Menzione speciale: Prometeo. Messe Frankfurt Italia Ha suscitato forte interesse, soprattutto tra Le videointerviste di Automazione Oggi S enza alcuna pretesa dal punto di vista tecnologico, abbiamo realizzato un reportage dei tre giorni di manifestazione. Le videointerviste di Automazione Oggi ai principali protagonisti del mondo dell’automazione possono essere visionate sul nostro nuovo sito, tech-plus.it, al seguente indirizzo: http://automazioneplus.it/sps-italia-2013-non-ce-il-due-senza-il-tre/. Online sono poi presenti notizie e prodotti delle aziende presenti in fiera. And the winner is… Oltre ai seminari e workshop, forte interesse ha suscitato il momento delle premiazioni. Quali sono state le aziende premiate a SPS LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 35 AO ATTUALITÀ di Lù Corradini Il made in Italy vince Di fronte a una ripresa che stenta a venire, le aziende italiane devono insistere su innovazione tecnologica e risorse umane S econdo quanto presentato da maturi mercati europei e l’estremo oriente, Giuliano Busetto, presidente Anie mentre più sostenuto è stato l’andamento Automazione, il 2012 è stato un nelle Americhe”. Pur in ridimensionamento, anno difficile per le aziende del la domanda estera di tecnologie per l’autocomparto e il 2013 dovrebbe pre- mazione ha segnato un incremento del 2,8% sentare un andamento analogo, anche se il (+13,6% l’analoga variazione nel 2011). Nomondo dell’automazione industriale, mani- nostante le forti strategie di diversificazione fatturiera e di processo “mostra appieno la geografica portate avanti dalle imprese itasua vitalità in termini di liane, l’Unione Europea innovazione e tecnolorimane il principale mergia, due concetti che le cato di sbocco delle tecnostre aziende associano nologie nazionali e qui costantemente e doverola domanda ha mostrato samente”. Ha infatti sottouna significativa caduta lineato Busetto: “I mercati solo in parte bilanciata sui quali le nostre imprese da Medio Oriente e Asia operano riflettono una orientale. Fra i mercati situazione economica e tradizionali più vitali industriale difficile, una sono emersi negli Stati produzione in continuo Uniti, quarto Paese di Giuliano Busetto, presidente calo non solo rispetto alle Anie Automazione destinazione delle tecnopunte del 2008 (-25%), logie nazionali. La caduta ma anche significativamente al di sotto del della domanda interna ha depresso anche le 2005 (-15%ca). L’export, che ha costituito importazioni di tecnologie per l’automazione l’elemento trainante dell’economia negli ul- (-5,1% nel 2012), importazioni che mantentimissimi anni, ha visto una forte contrazione gono una prevalente origine europea (più nell’ultimo semestre, in particolare verso i del 77% sul totale), con una decisa crescita Fonte: Anie 36 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 della quota relativa ai Paesi europei extra UE. Nonostante questo contesto difficile le “nostre aziende hanno operato con successo, contribuendo alla tenuta del comparto con un calo medio del fatturato di circa il 7%, modesto se confrontato con la situazione al contorno o con altri mercati affini, per esempio quello delle infrastrutture. Una fase di assestamento era in ogni caso prevedibile dopo due anni di forte crescita complessiva superiore al 30%, anche se manteniamo una giusta preoccupazione sull’evoluzione del corrente anno, auspicando una contenuta ma probabile ripresa nel 2014” ha chiarito Busetto. Nello specifico, a fine 2012 l’industria italiana fornitrice di tecnologie per l’automazione e misura ha espresso un volume d’affari complessivo di 3,5 miliardi di euro; nel corso dell’anno la quasi totalità dei segmenti merceologici ha sperimentato un andamento di segno negativo. I cali più accentuati si sono visti nei segmenti inverter e tecnologie per il telecontrollo, per effetto della debolezza degli investimenti nelle reti e per le sofferenze emerse nel solare fotovoltaico. Altre tematiche hanno invece sostenuto la ripresa del comparto, mostrando comunque i limiti di una politica industriale lacunosa, per esempio in relazione all’energia. Le tecnologie destinate allo sviluppo dell’efficienza energetica e alle smart grid non rappresentano ancora un elemento consistente del mercato a causa dell’estrema difficoltà di accesso alle risorse finanziare e alla scarsità degli investimenti pubblici. È cresciuta invece da parte dei mercati e degli utenti finali la richiesta di prodotti industriali personalizzabili e dedicati, con la conseguente necessità di linee di produzione sempre più flessibili, modulari, efficienti, in grado di sostenere un rapido time-to-market. “Tutto questo comporta l’obbligo di mantenere alti gli investimenti in innovazione tecnologica da parte di tutte le aziende del settore, per garantire al mercato e alla sua clientela un’elevata competitività e produttività” ha concluso Busetto. Investire in capitale umano Se consideriamo i vari comparti dell’automazione possiamo dire, in base ai dati di Anie, che “per gli azionamenti elettrici il 2012 si è chiuso con una contenuta flessione rispetto all’anno precedente, a fronte di previsioni che a fine 2011 non erano per nulla ottimistiche. Il mercato degli azionamenti e, più in generale, dell’automazione industriale nel 2012 ha tenuto quindi meglio del previsto e il leggero calo è da considerarsi piuttosto normale, visti i livelli record di fatturato raggiunti nel 2011” ha osservato Paolo Colombo, presidente del gruppo azionamenti elettrici. “La previsione, o meglio la speranza, per la maggior parte degli attori nel nostro mercato è una sostanziale stabilità nel 2013, con un moderato ottimismo per gli ultimi mesi dell’anno. Resteranno fondamentali come mercati di sbocco i settori della meccanica strumentale, in particolare il packaging e le macchine utensili, dove la tecnologia italiana consente di mantenere una posizione di leadership nel mondo”. A fronte dell’instabilità economica e dell’incertezza politica che ancora caratterizzano i primi mesi del 2013, appare del resto arduo che si metta mano, nel corso dell’anno, a riforme incisive sul mercato del lavoro o a interventi, come il cuneo fiscale, che possano ridare fiato alle aziende e permettere loro di investire in capitale umano. “Crediamo quindi che in questa fase sarà ancora più importante per le aziende concentrarsi sul miglioramento e la formazione continua del personale e intervenire sui propri modelli organizzativi, per poter rispondere al meglio alle esigenze della globalizzazione” ha proseguito Colombo. Con lui concorda Andrea Bianchi, presidente gruppo componenti e tecnologie per la misura e il controllo di Anie: “Se nel 2013 la domanda interna si è confermata sempre più tenue, il comparto non è stato certo ‘a guardare’, ma ha proseguito nella ricerca di nuovi sbocchi commerciali, realizzando alleanze nella filiera produttiva e investimenti nei segmenti tecnologici più promettenti, nel marketing, nella formazione, nella ricerca e sviluppo. E quasi la metà del campione delle imprese del comparto elettrotecnico ed elettronico ha dichiarato di voler investire nel primo semestre 2013 più del corrispondente semestre dell’anno scorso” ha sottolineato Bianchi. “Alcuni spunti positivi per il futuro arrivano dalla capacità dell’internazionalizzazione delle nostre imprese e dalla loro capacità di aggiudicarsi Fonte: Anie commesse e clienti esteri. Solo operando in mercati in crescita, come il Sud America o una parte dell’Asia, si riesce a contrastare la crisi e, non potendo fronteggiare i costruttori asiatici con la sola arma del prezzo, si cerca di far leva sull’aumento del gap tecnologico”. L’automazione made in Italy potrebbe dunque rapidamente tornare a dare un contributo significativo alla ripresa occupazionale se solo si investisse in modo più significativo in capitale umano. In questo contesto le iniziative formative di Anie si propongono come un’utile integrazione alle attività di training interno. L’associazione si sta anche muovendo per rinnovare la propria attività di monitoraggio del mercato, per ricalibrare le rilevazioni sui prodotti a fronte delle recenti evoluzioni tecnologiche. In particolare, sono stati costituiti tra la metà del 2012 e l’inizio del 2013 due nuovi gruppi: meccatronica e automazione di processo. Resta inoltre alta l’attenzione di Anie in materia di energy saving, anche in vista dell’approssimarsi del 2015, data in cui entrerà in vigore la seconda tranche dei provvedimenti previsti dal Regolamento europeo sull’efficienza energetica. Prospettive per il futuro Data la forte contrazione della domanda interna, dove la propensione a investire degli operatori resta frenata dalla bassa fiducia e dalla minore disponibilità di risorse, la ‘partita’ della crescita si giocherà nel prossimo futuro per le imprese italiane prevalentemente sui mercati esteri, soprattutto Stati Uniti ed economie emergenti. Resta più incerta la capacità di ripresa dell’Unione Europea: il mancato riavvio del ciclo internazionale potrà avere conseguenze rilevanti sullo sviluppo dell’industria italiana. Se passiamo all’individuazione dei segmenti tecnologici che potrebbero trainare la ripresa, “sono senz’altro interessanti le prospettive legate a Industrial Ethernet in senso lato (bus di campo, infrastruttura di rete, security…) e, a livello di potenzialità non ancora totalmente espresse, all’e-mobility e alla tecnologia wireless cui, a dispetto della debole contrattura nel 2012, si continua ad accreditare uno sviluppo sensibile (oltre il 15%) dell’intero mercato Industrial Networking Infrastructure entro il 2015” ha commentato Bianchi. “Decisamente di LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 frontiera, ma con ricadute nel breve termine ancora difficili da quantificare sono poi i temi Internet delle Cose e smart city”. Infine, suggerisce Bianchi: “Centrali restano per la specificità del nostro Paese i tradizionali settori alimentare ed enologico, la cui relativa tenuta si riverbera su settori a forte contenuto di automazione come l’imballaggio, l’imbottigliamento e l’etichettatura”. Sono previsioni di lento miglioramento con una ripresa però ancora lontana, quelle del mercato dell’HMI, a sua volta tradizionalmente legato a quello dei PLC e dei costruttori di macchine (OEM). “Nel 2013 la flessione è stata inferiore al trend medio degli altri comparti grazie al software di supervisione, che ha chiuso l’anno con una timida crescita, e ai pannelli operatore, trainati dai terminali grafici touchscreen a colore” ha osservato Mauro Galano, presidente gruppo HMI-IPCScada. “Risparmio energetico ed efficienza delle macchine potrebbero fare da traino alla ripresa del comparto, in termini di produttività e qualità della produzione”. Infine, Roberto Motta, presidente gruppo PLC-I/O, ha rivelato che “guardando al 2012 il comparto ha chiuso con una perdita rispetto all’anno precedente di circa il 6%, generando un fatturato di quasi 400 milioni di euro. Difficile fare previsioni sul futuro, anche se, grazie a un andamento più positivo ipotizzato per gli scambi globali in ragione di una maggiore vivacità delle economie emergenti nella seconda metà dell’anno e al superamento del così detto ‘fiscal cliff’ negli Stati Uniti, il comparto potrebbe mantenersi su livelli non troppo distanti dal 2012”. Mentre Antonio De Bellis, presidente gruppo telecontrollo, supervisione e automazione delle reti, auspica infine un “eventuale sblocco di risorse pubbliche da destinarsi all’avvio di progetti, significativi e diffusi, di efficienza energetica e sostenibilità, per la realizzazione delle infrastrutture alla base della smart community, per innescare una ripresa significativa”. Rientrano in quest’area le tematiche relative all’integrazione delle fonti rinnovabili, la creazione di una mobilità di merci e persone sostenibile, l’uso razionale dell’energia, dell’acqua, del tempo. Anie Automazione 37 AO ATTUALITÀ di Paola Redili Progettazione ‘best-in-class’ I n base ai risultati dell’Embedded Market Study 2012 condotto da UBM, in media, un team di 14 ingegneri che lavora su progetti per oltre 12 mesi ha quasi il 60% di probabilità di realizzare il progetto in ritardo o annullarlo del tutto. La scala dei tempi per lo sviluppo di hardware e software può essere lunga e la necessità di competenze specifiche contribuiscono alla formazione di team di grandi dimensioni con costi di sviluppo elevati. Uno dei problemi identificato nello studio dai responsabili di sistemi embedded riguarda l’integrazione di nuove tecnologie e strumenti. La specializzazione ingegneristica necessaria a utilizzare i moderni sistemi embedded rischia di impedire agli 38 esperti di settore, ossia coloro che possiedono una profonda conoscenza in specifiche materie, di concretizzare le proprie idee. “National Instruments intende fornire una piattaforma standard integrata hardware e software ampiamente accessibile agli esperti di settore e di sistemi embedded, per accelerare la prototipazione e la progettazione di qualsiasi sistema che richieda misura o controllo” chiarisce James Truchard, presidente, CEO e co-fondatore di National Instruments. In breve, “la ‘mission’ di NI è fornire i migliori strumenti ingegneristici disponibili e garantire che ‘si facciano da parte’, in modo che ingegneri e tecnici LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Fonte: www.brain-tech.it I trend più significativi, le opportunità e le sfide per i team di progettazione embedded secondo National Instruments possano concentrarsi sulle ‘idee’ e migliorare così realmente la vita di domani”. Un secondo problema individuato dallo studio di UBM riguarda l’approccio ai costi, che deve sempre più porsi in un’ottica ‘globale’, considerando anche fattori come la flessibilità e il rischio. Una prospettiva a lungo termine “Il modo tradizionale di guardare al costo del lavoro ingegneristico richiesto per lo sviluppo e al costo dei beni venduti (Cogs) può portare a decisioni che ottimizzano i guadagni a breve termine, trascurando le implicazioni a lungo termine” osserva Matteo Bambini, marketing manager National Instruments Italy. “A volte le aziende si concentrano sull’ottimizzazione dei Cogs anziché dedicarsi alla realizzazione delle nuove richieste dei clienti o alle innovazioni per accedere ai più recenti mercati e aumentare le entrate” esemplifica Bambini. “Le imprese che invece focalizzano la loro attenzione sulla L’approccio ‘build versus buy’ conduce a decisioni che ottimizzano i guadagni a breve redditività economica totale dei pro- termine e al contempo considera le implicazioni a lungo termine getti, si affidano a tecnologie basate su piattaforme per ridurre i costi di settore petrolifero e del gas, ha ‘rubato’ inoltre, hanno quasi il 60% di probabilità sviluppo totali e mantengono la flessibilità quote di mercato ai concorrenti che impie- di consegnare i loro progetti in tempo o in necessaria per rispondere velocemente gano più tempo per introdurre novità sul anticipo. alle richieste del mercato. Sono le ‘best-in- mercato con un rischio maggiore di non “I team di progettazione embedded sono class’ e stanno creando una tendenza che rispettare le scadenze. “Abbiamo un’archi- stati sempre composti da ingegneri mecbilancia il costo tradizionale del modello di tettura riutilizzabile per l’intero sistema, la canici, del software e dell’hardware guidati progettazione con due fattori altrettanto cui spina dorsale è NI Labview. Questo ci da uno o più esperti del settore di applicaimportanti: la flessibilità e il rischio”. permette di programmare le nuove appli- zione. Questi esperti dirigono le attività del I team delle aziende best-in-class deci- cazioni dei clienti a una velocità più ele- team di progettazione, basandosi sulla loro dono senza concentrarsi sul solo obiettivo vata rispetto ai concorrenti” afferma Rob profonda conoscenza di una determinata a breve termine di ridurre i Cogs, ma “va- Stewart, presidente di Lime Instruments. materia. La buona riuscita del progetto lutano in modo più accurato la probabilità Risultato: il tasso di crescita annuale (Cagr) è strettamente legata alla capacità degli di avere costi di sviluppo tradizionali più di Lime è stato del 265% in cinque anni. esperti di trasferire con successo la loro elevati delle stime originali e il fatto che KCBioMedix, invece, azienda che si occupa conoscenza agli ingegneri del team, che le previsioni sul volume delle vendite pos- di dispositivi medici, ha sviluppato una possiedono le competenze specifiche per sano essere troppo ottimistiche” spiega sorta di ciuccio computerizzato che con- utilizzare le toolchain embedded” illustra Bambini. “L’inserimento del fattore rischio sente ai medici di valutare se un neonato Bambini. “Gli esperti di settore, però, spesso nelle riflessioni rende la decisione finale è in grado di nutrirsi e gli permette di im- non hanno esperienza di come funzionino più realistica e tiene conto delle strategie parare a succhiare il latte. In fase di start up gli strumenti necessari alla realizzazione di di mitigazione del rischio, come la possi- l’azienda decise di effettuare la progetta- sistemi embedded complessi. Si crea così bilità di fornire una formazione aggiuntiva zione in-house. Adottando un approccio una sorta di barriera tra know-how applicao richiedere un supporto ulteriore dai for- hardware e software basato su piattaforma tivo e prodotto finale, che prolunga i tempi nitori di tecnologia”. Queste aziende, inol- per evitare attività di implementazione di di miglioramento dei progetti e di lancio dei tre, evitano il rischio di concentrare tutto basso livello e coinvolgendo direttamente prodotti”. Oltretutto molti esperti, senza un il loro talento in un gruppo specializzato gli esperti del settore, l’azienda ha ridotto i team complementare per la fase di realize permettono l’utilizzo della piattaforma tempi di sviluppo da quattro mesi a quattro zazione, non sono in grado di tradurre in tecnologica ai loro esperti, così che anche settimane, con un risparmio nei costi previ- tempi brevi le loro idee in progetti. Molti stanno oggi comprendendo l’imporloro possano partecipare al processo di sti di 250 mila dollari. tanza di abbandonare equipe specializzate sviluppo e distribuzione. “La classica scelta più grandi per team ridotti, più versatili, intra ‘costruire’ o ‘acquistare’, per esempio, I team vincenti seguendo un metodo basato sui costi può Il distributore di terze parti Wilson Research teressati a tradurre la competenza settoriale portare a decisioni che ottimizzano i guada- ha collaborato nel 2012 con National Instru- in innovazione reale. Gli strumenti messi a gni a breve termine, trascurando le implica- ments per esaminare oltre 1.000 dei suoi disposizione da National Instruments perzioni a lungo termine” esemplifica Bambini. clienti che utilizzano sistemi embedded e mettono di tradurre in modo rapido le comIn alcuni casi, le aziende best-in-class pos- mettere a confronto i risultati ottenuti con petenze specifiche degli esperti in prototipi sono pagare un sovrapprezzo per le loro lo studio annuale sul mercato embedded di funzionali ad alte prestazioni e, infine, in sipiattaforme hardware, ma alla fine am- UBM. Lo studio ha rilevato che, in media, la stemi per la produzione delle soluzioni con pliano le loro quote di mercato a spese dei dimensione dei team è circa un terzo e la costi e tempi di lancio sul mercato ridotti, in concorrenti che adottano un modello tra- lunghezza tipica dei progetti è la metà di quasi ogni area di applicazione. dizionale di progettazione personalizzata. quelli delle aziende di progettazione emNational Instruments Italy Lime Instruments, per esempio, realtà del bedded tradizionali. Le aziende esaminate, LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 39 AO ATTUALITÀ di Antonella Pellegrini GIL 2013, tutte le opportunità per crescere Segnali di ottimismo giungono dalla conferenza annuale di Frost & Sullivan su crescita, innovazione e leadership. Ecco quali sono le tendenze del mercato O ltre 70 top manager dei diversi settori industriali si sono dati appuntamento a Milano per il congresso di Frost & Sullivan, GIL 2013 Italy, l’evento annuale della comunità globale per la crescita, l’innovazione e la leadership. I partner e direttori di Frost & Sullivan Dorman Followwill, Sarwant Singh e John Raspin, insieme al direttore di Frost & Sullivan Italia Livio Vaninetti e a Liana Colombelli, strategic account manager, hanno presentato l’evento e spiegato come l’innovazione rappresenti un fattore cruciale per il successo e la crescita aziendali. La prima keynote della giornata è stata tenuta da Dorman Followwill che ha indicato come sia fondamentale la cooperazione per ottenere il successo in ambito imprenditoriale. Prendendo come esempio i più evidenti casi di successo nel mondo (in primis le Olimpiadi di Londra 2012), Followwill ha spiegato come in tutti i casi, sia stata la ‘collaborazione’ a rendere possibile il successo. A indicare invece quali saranno i 10 mega trend del futuro è stato Sarwant Singh. Al centro di tutto vi saranno le città e i processi di urbanizzazione, e tutto ciò che riguarda la mobilità e la logistica, le smart grid, e la building automation. Il futuro è smart Il nostro futuro sarà smart, con una stretta connessione a tutto ciò che è green: smart city, smart tecnology, smart infrastrutture, smart energy, smart factory… 40 Dorman Followwill, partner e director di Frost & Sullivan E che ne sarà dei nostri acquisti? Prepariamoci, saranno sempre più on line, e si affermeranno i nuovi modelli di commercio: il click and brick, per esempio, nell’acquisto di un’autovettura diventerà la prassi, e la sede del concessionario avrà sempre più un ruolo marginale. Come conseguenza di ciò, i negozi saranno di dimensioni notevolmente inferiori rispetto al presente, nella misura del 15-20%. L’innovazione, poi, passa dal ‘concetto zero’, ovvero creare LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 prodotti a zero emissioni, con zero difetti, zero incidenti…. Avrà poi sempre più importanza l’ambito della salute e della cura della persona. Gli italiani, inoltre, saranno sempre più ‘ingabbiati’ nei social network, e si calcola che nel 2020 aumenteranno in modo esponenziale gli iscritti e aumenteranno i dispositivi tra di loro connessi (Internet of Things). Ciò che influenzerà maggiormente le scelte imprenditoriali dei prossimi anni saranno dunque sanità, auto Il futuro sarà ‘smart e green’ Liana Colombelli, strategic account manager Si tratta di Emerson Network Power, Radici Group, Dainese e Silicon Biosystems. Queste aziende sono state Da una valutazione di tutte le tecnologie, lo studio di Frost & Sullivan ha selezionato le 50 più innovative e trasporto, energia e ambiente. I relatori hanno poi sottolineato le opportunità di convergenza tra i diversi settori industriali, nonché tra i diversi prodotti, tecnologie e persino aziende in competizione. Molto interessante anche l’intervento di Finmeccanica, il primo gruppo industriale italiano nel settore delle alte tecnologie e tra i primi dieci player mondiali nell’aerospazio, difesa e sicurezza. Andrea Mignogna, del dipartimento ricerca di Finmeccanica Holding, ha presentato visione, missione e strategia di crescita di Finmeccanica. Sono stati inoltre celebrati i risultati di quattro aziende che si sono distinte per l’eccellenza nelle best practice in svariati settori. premiate per aver dimostrato crescita, innovazione e leadership in ambito di energia e ambiente, materiali plastici, tecnologie di sicurezza e sanità. Al riguardo, Livio Vaninetti ha spiegato: “Il nostro programma di Best Practice Awards, attivo già da molti anni, riconosce le aziende che hanno dimostrato un approccio unico nel condurre il business nel proprio mercato di riferimento: Frost & Sullivan premia idee e strategie vincenti che guidano la crescita aziendale”. TechVision 2020 Nel corso della conferenza, Liana Colombelli ha presentato i risultati di ‘TechVision 2020: a systematic innovation serendipity LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 engine’. Questo studio svela le 50 tecnologie più innovative che riguardano nove settori – salute e benessere, dispositivi medici e tecnologie di imaging, energie sostenibili e tutela dell’ambiente, tecnologie dell’informazione e della comunicazione, materiali e rivestimenti, sensori e controlli, microelettronica, produzione avanzata e automazione. È importante cogliere i punti di convergenza che sono presenti in vari settori industriale. TechVision analizza il potenziale di ciascuna tecnologia per comprendere le reali opportunità di mercato, il possibile anno di impatto e valuta le opportunità di convergenza. Gli esempi sono vari, ma uno dei più interessanti è rappresentato dagli organi autorigeneranti, realizzabili grazie alla convergenza delle seguenti tecnologie: fibre di carbonio, polimeri ‘camaleonte’ e stampa 3D. Queste tecnologie ridurranno la percentuale di rigetto dei tessuti, anche grazie alla presenza di polimeri camaleonte che possono essere ingegnerizzati in modo da auto-rigenerarsi in caso di danno o usura. Tale tecnologia è ancora in fase di approvazione, e sarà commercializzata entro il 2020, dopo aver sostenuto i più rigorosi test clinici. Un altro esempio riguarda il monitoraggio remoto predittivo degli impianti: le tecnologie che convergono in questo caso sono le tecnologie ICT (cloud computing, analisi dei Big Data, realtà aumentata… ) e i sensori wireless ubique. La combinazione di tali tecnologie potrebbe permettere una maggiore efficienza nella gestione degli impianti, libertà di spostamento degli operatori e la possibilità di gestire gli impianti da remoto in totale sicurezza, oltre a ridurre i tempi morti negli impianti. Frost & Sullivan 41 La nuova generazione della tecnologia SCADA/HMI L’innovazione è nel DNA di Progea™, l’azienda italiana che opera da oltre vent’anni nelle tecnologie software di supervisione e controllo. Movicon.NExT™ è la nuova generazione tecnologica di Movicon™, la piattaforma Scada/HMI da sempre punto di riferimento del settore. Il nuovo prodotto si affianca alla tecnologia esistente per offrire sul mercato dell’ automazione le tecnologie software che si stanno affermando, ed offrire così una soluzione a prova di futuro. Piattaforma 64 bit basata su WPF Framework .NET con tecnologia Plug-in Information Model basato su OPC UA Grafica 2D e 3D accelerata, basata su XAML Supporto Multitouch e Kinect Nuove librerie grafiche di eccezionale qualità Report Designer .NET integrato Linguaggio VB.NET integrato I/O Drivers nativi inclusi e gratuiti SQL Server e provider DB con supporto Cloud DB Web Client su HTML5 e Silverlight- APP per Win8RT Sicurezza e performances incrementate. Provate la differenza. Preparatevi al futuro. Per maggiori informazioni, visitate www.progea.com o contattarte i nostri uffici Italia: Tel +39 059 451060 [email protected] Germany: Tel +49 7721 9925992 [email protected] United States: Tel +1 888 3052999 [email protected] International: Tel +41 91 9676610 [email protected] AO SPECIALE Applicazione di nuove tecnologie ICT a cura di Antonella Cattaneo LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 45 AO SPECIALE di Cathy Salibian I collettivi online risolvono le sfide creative Un’auto elettrica. Il nome di un’azienda. Una cura per il cancro. Tutte queste sfide richiedono un approccio creativo alla soluzione dei problemi. Tradizionalmente le organizzazioni affidano il lavoro a esperti. Ma una tecnica sempre più diffusa, e talvolta controversa, chiamata ‘crowdsourcing’, sfrutta Internet per attingere a un vastissimo patrimonio di intelligenze Per risolvere un problema ci si può organizzare nella nuvola per raccogliere più velocemente idee migliori L a casa automobilistica Local Motors è salita alla ribalta nel 2012 con il primo veicolo militare progettato da una community, il Rally Fighter. Per realizzare il mezzo, il ceo di Local Motors, Jay Rogers, ha sfruttato la conoscenza collettiva di 20 mila fra progettisti, ingegneri, costruttori e appassionati d’auto. “Le cose si possono fare in due modi” spiega Rogers. “Si possono ingaggiare le persone adatte per risolvere un problema, oppure ci si può organizzare nella nuvola per raccogliere più velocemente idee migliori”. Rogers è un pioniere di quella forma di problemsolving distribuito che va sotto il nome di ‘crowdsourcing’. Coniato dal giornalista Jeff Howe nel giugno 2006, il termine ha generato una serie di derivati e sottocategorie: co-creazione, 46 crowd-creation, crowd-voting e persino crowd-funding. Tutte queste definizioni fanno riferimento a una stessa modalità: attingere a risorse collettive di intelligenza, creatività e soldi. Rivoluzionare la R&S Rogers era un ex-marine che studiava alla Harvard Business School quando concepì un nuovo paradigma: il consumatore come creatore. La sua idea vinse il concorso annuale dei business plan di Harvard. Subito dopo, Rogers creò Local Motors. “Ho perso alcuni amici in Iraq e ho quattro figli maschi. Voglio cambiare le cose” dice Rogers. “Non abbiamo bisogno di più auto, ma di auto migliori”. Rogers è convinto che il tradizionale modello di business dell’industria automobilistica, incentrato LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Immagini gentilmente concesse da Local Motors l’università potrà applicare i risultati delle sue ricerche su scala più ampia a beneficio della società”. Le trappole del crowdsourcing Ma la creazione collaborativa dà sempre risultati migliori? Gli scettici ricor- sulla produzione di serie, ostacoli l’innovazione. “Servono da 200 milioni a un miliardo di dollari e da cinque a sette anni per sviluppare un veicolo alla vecchia maniera. È un sistema intrinsecamente inefficiente”. Local Motors, al contrario, sviluppa veicoli in un tempo cinque volte inferiore, da 12 a 18 mesi, a un decimo del costo. Invece di costruire grandi fabbriche centralizzate, ha aperto una ‘micro-fabbrica’ L’evoluzione è sempre più rapida e influisce sul modo in cui facciamo qualsiasi cosa, anche costruire un’auto nella periferia di Phoenix e pensa di installare impianti di produzione distribuiti vicini ai vari mercati di sbocco. L’azienda usa due tecniche di crowdsourcing principali, concorsi e collaborazioni, mettendo dano il fiasco di Vegemite con iSnack 2.0, votato nella nuvola in collegamento fra loro migliaia di ‘contributori di idee’ attra- come il nome più adatto per una crema spalmabile: un flop claverso strumenti di brainstorming collettivo in ambito cloud. I moroso. Marcia Yudkin, scrittrice e presidente di Named At Last, partecipanti scaricano un applicativo ‘client’ gratuito per acce- spiega i due grandi pericoli di questa modalità operativa. “Uno dere a modelli 3D, mappe, dati e tutto ciò che serve. Possono è la mancanza di riservatezza” dice. anche dialogare online in chat in tempo reale per aggiungere “Per ottenere il meglio dai contributor, bisogna fornire informazioni specifiche sul progetto che forse dovrebbero restare annotazioni ai modelli e suggerire modifiche. confidenziali. L’altro rischio è legale, perché ci si può esporre ad Ponte fra aziende e scuola accuse di violazione di un marchio o altri problemi se i progetti All’altro capo del mondo, la Association for the Promotion of presentati da persone sconosciute sono macchiati da plagio. Electric Vehicles (APEV) riunisce numerose case automobilisti- Molto dipende dal modo in cui i partecipanti vengono selezioche dell’Asia-Pacifico, una regione oppressa dal traffico e dallo nati e qualificati: ma, se si restringe troppo il campo, diventa più smog. Per progettare una nuova generazione di microauto elet- un outsourcing che un crowdsourcing”. triche (SMEV - Super Micro Electric Vehicle), Apev ha lanciato un concorso di ‘sapienza collettiva’, invitando gli studenti univer- Il grande esperimento di Darpa sitari di tutto il mondo a presentare progetti realizzati con un La U.S. Defense Advanced Research Projects Agency (DARPA), software 3D. “Dal concorso ci aspettiamo di raccogliere idee l’agenzia statunitense leader nell’innovazione che negli anni senza precedenti, uniche ed entusiasmanti, per le nuove mini- Sessanta contribuì con la sua rete di comunicazione alla nascita car” dice Nobuhiro Tajima, chief commissioner di Apev, oltre che di Internet, sta testando il concetto di crowdsourcing con un presidente e amministratore delegato di Tajima Motor Corpora- concorso per la progettazione di un mezzo anfibio per i marition. “Si possono ottenere risultati finora impensabili con la co- nes. Tuttavia, il progetto prevede specifiche misure restrittive creazione in ambienti estremamente diversificati che riuniscono per evitare che trapelino informazioni delicate. persone di diversi campi, settori industriali e aree geografiche, “Il modo in cui interagiamo con il mondo è cambiato per sempre anche grazie ai moderni strumenti software collaborativi che con l’arrivo di Internet” afferma Rogers di Local Motors, che ha abbattono le barriere dello spazio e del tempo”. Uno dei par- collaborato con Darpa alla progettazione in crowdsourcing di tecipanti è l’Università di Tokio, dove il concorso di Apev sta re- veicoli militari. galando agli studenti esperienze e contatti nel mondo reale. “In “L’evoluzione è sempre più rapida e influisce sul modo in cui questo progetto gli studenti comunicheranno con gli ingegneri facciamo qualsiasi cosa, da costruire un’auto a combattere una delle aziende associate ad Apev, che fungeranno da consulenti guerra. Il mondo è pieno di innovatori che sognano di fare proe referenti” spiega Yuhei Yamauchi, professore associato della dotti migliori. Noi mettiamo a disposizione una piattaforma per Interfaculty Initiative in Information Studies presso l’Università attingere alla loro creatività”. di Tokio. “I ragazzi impareranno come gli ingegneri professioDassault Systèmes nisti affrontano il processo di progettazione. Al tempo stesso, LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 47 Immagini gentilmente concesse da Local Motors Local Motors sviluppa veicoli in un tempo che va da 12 a 18 mesi e a un basso costo AO SPECIALE di Simona del Grande Mobilità vs staticità Come ottenere una fabbrica ‘smart’ e raggiungere l’intelligenza operativa con Proficy Mobile D i recente General Electric ha introdotto il concetto denominato ‘Real Time Operational Intelligence’ o Rtoi: è un paradigma operativo che rappresenta per i costruttori di impianti e infrastrutture e per le aziende manifatturiere un importante valore aggiunto, in grado di modificare la percezione stessa di un impianto. È declinato grazie a una nuova tecnologia web based che permette agli utenti di intervenire in modalità proattiva e tempestiva nel prendere decisioni critiche per i propri impianti. Questa modalità, definita ‘intelligenza operativa’ è garantita grazie alla visualizzazione da parte dell’operatore tramite un qualsiasi dispositivo mobile, dei dati chiave, che il sistema filtra e fornisce all’utente in base all’ubicazione geografica e allo specifico ruolo in azienda. Percepito come una struttura perlopiù statica, grazie a questo applicativo, l’impianto diviene un sistema realmente interattivo, in grado di essere manipolato e controllato da remoto grazie al contributo degli operatori e a prescindere dalla localizzazione geografica da cui si sta operando poiché consente di monitorare i dispositivi e gli asset in campo in tempo reale, e offre caratteristiche di visualizzazione, analisi dei dati, collaboratività e mobilità del tutto innovative per gli utenti. Il primo componente in grado di aiutare le aziende a conseguire questo paradigma di eccellenza ed efficienza operativa o Rtoi è Proficy Mobile. Questo prodotto, progettato specificamente per l’industria, permette l’accesso in tempo reale alle informazioni operative: è un’app che può essere installata su smartphone e tablet Android e iOS di ultima generazione e presenta un’interfaccia utente chiara e di facile utilizzo. 48 Uno strumento dalle numerose funzioni e azioni Proficy Mobile può essere definito un vero e proprio strumento di realtà aumentata poiché numerose funzioni e azioni che prima rendevano indispensabile la presenza fisica dell’operatore presso la macchina o sul dispositivo sono visualizzabili e rese disponibili sul web e danno una chiara visione dell’intero complesso di asset di un’azienda, sul palmo di una mano. Pensiamo alla mole di dati normalmente prodotta nell’ambito di un impianto di produzione e dall’intero ecosistema di un’azienda: se non è possibile attingere al dato che si sta cercando, nel momento in cui occorre, queste informazioni non forniscono alcun valore aggiunto. Un impianto strutturato, normalmente, è composto da una serie di asset il cui corretto funzionamento è garantito da (spesso numerosi e irrilevanti) allarmi che, una volta notificati, vengono poi analizzati per poter generare l’azione correttiva in grado di ripristinare le attività: in questo caso la tempestività rappresenta il punto chiave per generare efficienza. Se poi l’informazione ‘giusta’ supera gli ostacoli imposti dai vincoli geografici (la presenza dell’operatore presso la macchina non sempre è garantita) e il dispositivo mobile dell’operatore viene raggiunto direttamente, grazie al sistema di GEO localizzazione brevettato da GE, ricevendo solo il dato realmente importante, ecco che i tempi di risposta si riducono al minimo e l’azione correttiva risulta immediata. Essendo pensato per l’industrial Internet, ovvero per operare in un sistema a elevate prestazioni e con dispositivi in rete (High Performance Automation), Proficy Mobile presenta una connettività remota estremamente sicura da tutti i punti di vista (da applicativi a LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 server, da server a server, e dal punto di vista ayer della trasmissione dei dati): una serie di layer oni e di protocolli proteggono le informazioni ifi(ad esempio, autenticazione tramite certifi L, cati X.509, connessione sicura con TLS/SSL, P Proficy Mobile può essere definito un vero e proprio strumento di re realtà aumentata allar allarmi in modo aggregato, per tipologia o critic utilizzare le funzioni di geolocalizcriticità, zazio zazione, accedere alle informazioni online, collab b collaborare tra utenti, gestire l’HMI Scada da remotto tramite web e molto altro. remoto Un pr prodotto ro sperimentato Ad alcune alcun ne aziende di vari settori (petrolchimico, a gestione acque, farmaceutico, GDO ecc.) è stato o di d sperimentare in anteprima l’innovaproposto i P cy RtOI. Ad esempio si è scelto di rezione di Profi u alizzare un’applicazione per gestire lo ‘storaggio’ di gas: l’i l’impianto presentava una serie di sfide, l’o tra cui l’ottimizzazione della sala di controllo che per rripristinare un downtime impiegava di pi di 15 minuti, e che richiedeva quindi norma più maggiore visibilità sull’impianto per operare un’analisi predittiva dei guasti. Tra i benefici surisco bito riscontrati grazie alla nuova soluzione, l’immediato ampliamento delle funzionalità della co sala di controllo senza dover incrementare costi realizza di realizzazione, la possibilità, grazie alla condivicol sione collaborativa delle informazioni, di avere turni di la lavoro senza soluzione di continuità, la maggiore visibilità dei dati di processo, più affidaReal Time Operational Intelligence o Rtoi è un paradigma operativo, un bilità e m manutenzioni semplificate, grazie anche importante valore aggiunto in grado di modificare modificare la percezione stessa di un impianto all’introduzione della figura del tecnico ‘geolocalizzato’. In ambito OEM (settore dell’estrusione) utilizzo di protocolli Http/Https senza necessità di creare una l’applicazione ha permesso l’accesso ai dati per effettuare test VPN) e inoltre ogni profilo utente è personalizzabile con prie diagnosi online ed è stato riscontrato un aumento della quavilegi di accesso in base al ruolo in azienda. Proficy Mobile lità dei prodotti, grazie all’utilizzo dei KPI nonché un incremento permette di ottenere una fabbrica evoluta e connessa a 360° delle funzionalità diagnostiche remotizzate. Per il settore della che porterà a una progressiva decentralizzazione della sala gestione delle acque, un’azienda municipalizzata ha raggiunto di controllo statica demandando l’operatività ai dispositivi l’obiettivo di rendere ‘mobile’ la propria forza lavoro: sono stati mobile, che possono sfruttare codici ipertestuali molto avancreati vari profili di accesso ai dati degli impianti, limitando gli zati (tipici del mondo del web) e ancora poco diffusi nel setaccessi degli operatori alla parte di controllo e garantendo delle tore industriale (per es. html5, codici nativi, SSL, architetture viste analitiche di livello più alto per i decision maker. Svincolare Rest): in tal modo anche l’implementazione di progetti può gli operatori dalla necessità di recarsi fisicamente in presenza essere declinata sia in modalità tradizionale (statica) ovvero degli asset e fornire loro la possibilità di sfruttare tutte le funlocalmente senza connessione di rete, sia in modalità dinazioni di diagnostica, analisi e supervisione online ha apportato mica e collaborativa, sfruttando piattaforme cloud pubbliche non pochi vantaggi dal punto di vista del risparmio dei costi, o private basate sul web. Così facendo non è più l’utente a mentre la valutazione dei trend di errori e allarmi ha consentito dover raggiungere l’informazione, ma l’informazione stessa di programmare in anticipo operazioni di manutenzione. Per viene ‘spinta’ al livello dell’utente, raggiungendolo ovunque aziende del settore pubblico, con numerosi asset dislocati in più si trovi, grazie alla geolocalizzazione, e trasformandolo in una aree geografiche, l’introduzione di Proficy Mobile ha permesso parte integrante dell’Industrial Internet, ovvero l’infrastruttura di semplificare notevolmente la mappatura di tutti i dispositivi, ‘in rete’ composta da macchine intelligenti connesse in modo e in alcuni casi di migliorare l’efficienza energetica: nel caso di interattivo con gli utenti. L’interfaccia utente di Proficy Mobile Proficy Mobile applicato all’impianto di climatizzazione e riscalè estremamente intuitiva e facile da utilizzare (si sviluppa su damento di un ospedale, notevole è stata la riduzione dei costi sistemi esistenti come Scada, HMI, MES, BMS, ERP e storicizlegati al dispendio energetico ed è contestualmente migliorata zatori) e all’interno della console di Proficy Vision permette la vita dei pazienti. di fruire delle funzioni di analisi dei trend e degli indicatori GE Intelligent Platforms di performance di macchine e processi (KPI), visualizzare gli LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 49 AO SPECIALE SPECIALE di Marco Zampolli Lo stato dell’arte dell’IoT secondo Advantech Una logica centralizzata offre vantaggi per l’implementazione e la manutenzione, ma ha il grosso problema di gestire il sistema in caso di guasto L’ evoluzione del controllo dei segnali di I/O richiede sempre più una decentralizzazione dell’intelligenza di controllo. Indubbiamente una logica centralizzata offre vantaggi per l’implementazione e la manutenzione, ma pone come grosso problema la gestione del sistema in caso di guasto e la potenza di calcolo dell’unità centrale. In quest’ottica, Advantech identifica nella IEC-61499 la tecnologia capace di soddisfare le esigenze di questa evoluzione. La IEC-61499 è uno standard che definisce una piattaforma aperta per sviluppare un controllo decentralizzato per la misurazione dei processi industriali e dei sistemi di controllo. È la naturale evoluzione della IEC-611131: differisce da quest’ultima per una programmazione a oggetti (basata su XML) e un’esecuzione gestita a eventi. La GUI di sviluppo utilizza function block. Caratteristica fondamentale di questa implementazione nei prodotti Advantech è la suddivisione tra livello applicativo che viene gestito in modo unico per tutta la topologia del sistema e livello dispositivo che viene gestito singolarmente da ogni controller. In questo modo tutta la logica dell’applicazione è sviluppata in un unico progetto e solo in un secondo momento è associata allo strato fisico dei dispositivi ed eseguita nei differenti dispositivi. In questo modo la gestione di complesse architetture risulta notevolmente semplificata: la logica di programmazione avviene in maniera centralizzata, assicurando contemporaneamente la reliability del sistema grazie all’esecuzione distribuita. Advantech implementa la tecnologia della IEC-61499 su una gamma di prodotti che hanno fatto la storia del controllo di I/O remoto, la famiglia Adam; l’intento è quello di unire i vantaggi della nuova tecnologia al know-how derivante da anni di esperienza. I nano controller sono denominati Adam-66xx, basati su 50 Cortex M3 equipaggiati di un realtime kernel che gestisce la logica. I moduli sono anche dotati di realtime clock per assicurare un’accurata gestione temporale per le applicazioni time-critical. La gamma dei prodotti si differenzia per la dotazione di I/O (da ingressi e uscite analogiche o digitali fino a uscite relay) mentre le restanti caratteristiche tecniche sono comuni a tutti i moduli. La presenza di una memoria Fram assicura velocità di accesso e ritenzione dei dati in caso di mancanza di alimentazione. La connettività è garantita da una doppia porta di rete RJ45 con funzione di daisy chain, semplificando in tal modo la topologia del sistema; in caso di disalimentazione di un singolo modulo la comunicazione Ethernet passante è garantita facendo sì che la problematica di un modulo non impatti sul funzionamento della catena dei moduli. Advantech permette in questo modo di conciliare le migliori caratteristiche hardware per i sistemi automatici con un sistema di sviluppo in grado di ridurre drasticamente i tempi di sviluppo e gestione dell’intera logica applicative. Advantech, da sempre protagonista dell’automazione industriale, continua a implementare Ie proprie famiglie di prodotti mantenendo le caratteristiche tipiche dell’ambiente industriale e aggiungendone nuove che rendono i dispositivi di Advantech sempre più parte integrante della Internet of Things. È fondamentale ricordare che Advantech mantiene attive tutte le proprie linee di prodotti di I/O, in modo da permettere al cliente di selezionare la tecnologia più efficace per la propria applicazione. Inoltre questa filosofia permette la gestione di impianti senza problemi riguardanti la manutenzione dei ricambi e le eventuali espansioni di impianti già esistenti. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Advantech SPECIALE Fonte: www.latninc.com AO di Anna Rossi Sviluppo globale del software La soluzione centralizzata per la gestione di dati e processi di PTC migliorerà la collaborazione tra team remoti e permetterà di rafforzare le procedure di controllo delle modifiche J atco, affiliata di Nissan e fornitrice globale di cambi au- menti e permetterà di rafforzare le procedure di controllo delle tomatici e trasmissioni a variazione continua, ha scelto modifiche. la soluzione per lo sviluppo globale di software di PTC come unica piattaforma di progettazione dei propri si- Un sistema centralizzato stemi di controllo della trasmissione. Parecchi costrut- “Per raggiungere un approccio collaborativo nelle attività di svitori, tra cui Jatco, si trovano oggi a dover fronteggiare una luppo, abbiamo bisogno di un sistema centralizzato che ci permaggiore complessità derivante dall’incremento del contenuto metta di gestire tutti i dati relativi allo sviluppo del prodotto e ai software di molti prodotti. Il software è fondamentale per i si- processi aziendali” ha affermato Seiichiro Kobe, general manager, stemi di controllo della trasmissione di Jatco: infatti traina l’in- Management Information System Department di Jatco. “PTC ci garantirà la totale trasparenza del novazione, migliora le funzionalità ciclo di sviluppo del prodotto e quedel prodotto e permette lo sviluppo sto migliorerà la gestione delle infordi varianti sempre più efficienti. Per mazioni sullo sviluppo del sistema Jatco, oltre alla crescente complesdi controllo, ridurrà i rischi legati alla sità dei prodotti, si aggiungeva il sicurezza dei dati, incrementerà l’efproblema dell’assenza di un mecficienza del processo e aumenterà la canismo per la gestione dei dati, produttività dei nostri team remoti”. la condivisione delle informazioni PTC è in grado di ottimizzare i proe la collaborazione tra i centri di cessi chiave e di collegare tra loro sviluppo in Giappone, Asia, Nord tutti gli artefatti di progettazione softAmerica e altre parti del mondo. Jacto ha scelto la soluzione PTC per lo sviluppo ware, inclusi requisiti, modelli, codici La gestione di requisiti, modelli e globale basata su PTC Integrity e informazioni sui test, garantendo al dati relativi ai test con strumenti diversi allungava i tempi d’accesso alle informazioni utili per lo contempo la piena tracciabilità delle fasi dello sviluppo. Il risultato è sviluppo dei prodotti, provocava ritardi nella comunicazione e, un aumento della produttività, una collaborazione in tempo reale in ultima analisi, comprometteva la produttività generale. Se si tra i vari settori e una riduzione dei costi di sviluppo, grazie all’eliconsidera poi che la cronologia delle varianti e delle modifiche minazione delle operazioni ridondanti. “Le aziende che sviluppano non era registrata in modo centralizzato, le inefficienze e la ri- prodotti software-intensive devono affrontare nuove sfide deridondanza delle lavorazioni tra le diverse linee di prodotto erano vanti dalla necessità di garantire un elevato grado d’innovazione all’ordine del giorno. Jatco ha intuito subito che, per accrescere e flessibilità in cicli più brevi, contenendo i costi e massimizzando l’efficienza dei processi di progettazione e andare verso un uti- la qualità” afferma Jake Simpson, divisional general manager, ALM lizzo più efficace delle risorse, occorreva una soluzione unica Department di PTC. “Siamo entusiasti che Jatco abbia scelto PTC per la gestione di tutte le attività nelle varie applicazioni di svi- per affrontare con successo queste sfide. Siamo ansiosi di iniziare luppo e nelle sedi globali. Per questo, ha scelto la soluzione PTC presto a lavorare insieme per migliorare i processi di sviluppo e per lo sviluppo globale basata su PTC Integrity, che garantirà progettazione e offrire il massimo valore possibile ai clienti”. una gestione centralizzata dei dati, assicurerà i collegamenti Jatco - PTC tra i file, offrirà un sistema standardizzato di gestione dei docu- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 51 AO SPECIALE di Simone Giusti Strumenti flessibili per innovativi prototipi di business Usare una piattaforma per le simulazioni in modalità cloud ha consentito a Sigma Ingegneria di concentrarsi su alcune attività senza impegnare risorse e macchine nelle operazioni più complesse S igma Ingegneria è una società di progettazione che opera in diversi settori applicativi della produzione industriale, della meccanica di precisione e dello sviluppo di prototipi. L’azienda, con sede a Lucca, è stata fondata nel 2004 da un gruppo di ingegneri in forza all’Istituto Nazionale di Fisica Nucleare, ente con cui era avviata una collaborazione per lo sviluppo di progetti quali le componenti meccaniche dell’acceleratore di particelle del Cern di Ginevra e la modellazione degli strati interni del tracciatore Compact Muon Solenoid (CMS). Nel corso del tempo Sigma Ingegneria ha maturato esperienze e competenze in numerose derivazioni del settore, a partire da quello tori presso il Politecnico di Milano. Sigma Ingegneria inoltre realizza attrezzature per la logistica portuale dedicate alla movimentazione dei container e attività di manutenzione all’interno delle banchine, come i sistemi di stoccaggio e le attrezzature per il cambio delle funi delle gru in grado di gestire cavi da 500 metri di acciaio da 32 mm pesanti 2 tonnellate. Completano il quadro la produzione di prototipi nel settore della meccanica dei sistemi radar, nel settore della tecnologia dell’Ultra Alto Vuoto (UHV), nel settore dello sviluppo di macchine di linee di produzione automatiche e della robotica, per un fatturato di circa 1 milione di Euro. Sigma Ingegneria è composta da sei professionisti che seguono tutte le fasi della progettazione, dall’attività di raccolta delle esigenze dei clienti fino alla realizzazione del prototipo e in alcuni casi alla produzione. Si tratta di un fattore che contraddistingue Sigma, che pur esternalizzando la costruzione dei componenti, in molti casi si occupa dell’assemblaggio soprattutto per la parte prototipica, per la quale sarebbe impossibile individuare partner in grado di seguirne le fasi. La sfida aeronautico, forte del background di studi dei soci che attinge dall’Ingegneria Aerospaziale. Non a caso Sigma ha anche collaborato allo sviluppo di attrezzature per misure nelle gallerie del vento utilizzate ad esempio nei labora- 52 In Sigma sono state introdotte soluzioni Autodesk in tutti gli ambiti e in tutte le fasi dei processi produttivi L’adozione della nuova piattaforma basata su cloud e degli strumenti di lavoro più adatti è stata la prima sfida che Sigma Ingegneria ha dovuto affrontare, al momento della sua nascita. La forte competenza negli applicativi utili al disegno e alla progettazione acquisita dagli ingegneri della società, durante la precedente attività presso l’Infn, ha consentito di provare sul campo le reali potenzialità dei software e le funzionalità adatte alle esigenze operative. “Al momento della creazione della società utilizzavamo le stesse piattaforme dei nostri partner del Cern” esordisce Simone Giusti, uno dei soci LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 co-fondatori e responsabile marketing e acquisti di Sigma Ingegneria. “Al crescere della nostra attività abbiamo quindi testato sul campo numerosi software sia di fascia alta sia media, a seconda delle esigenze derivanti dalle commesse ottenute e dei clienti stessi, acquisendo competenze operative su differenti piattaforme”. E l’approdo alla scelta di Autodesk è stato frutto di uno studio approfondito dopo che, nel 2007, l’Infn di Pisa, che già aveva in dotazione alcune licenze di Autodesk Inventor, ha pensato di potenziare l’utilizzo delle soluzioni Autodesk ritenendole le più affidabili dal punto di vista della loro evoluzione e degli aggiornamenti futuri. “Questo ha portato a un nostro avvicinamento al comune ambiente di sviluppo” continua Giusti, “una volta avuta la conferma di essere l’unico in grado di raccogliere l’eredità degli strumenti applicativi utilizzati in precedenza per il nostro settore specifico e in grado di garantire prestazioni all’altezza delle esigenze di Sigma, rispetto a quanto presente in commercio”. Poter utilizzare sistemi standard per il settore poteva inoltre fornire a Sigma un vantaggio competitivo oltre alla possibilità di continuare le collaborazioni con i propri partner di prestigio, il tutto sopportato da un’adeguata infrastruttura hardware. La migrazione verso le soluzioni Autodesk e le workstation Lenovo ha così avuto inizio. Autodesk su macchine a elevato livello di innovazione ha infatti consentito di trarre il massimo dalle prestazioni grazie all’affidabilità e alla potenza con cui sono state progettate, idonee a qualunque ambiente professionale. “Abbiamo introdotto le soluzioni Autodesk in tutti gli ambiti e in tutte le fasi dei nostri processi produttivi, a partire da Inventor” chiarisce Giusti. “Le prestazioni e l’affidabilità del sistema di modellazione sono stati i primi elementi che ci hanno convinto sulla scelta da operare”. E il confronto di Inventor con gli altri software è stato svolto in modo piuttosto approfondito, a seguito di una vera e propria comparazione sul campo. “Tutti i componenti della suite ne fanno una soluzione vincente, a partire dal modellatore con cui progettiamo le lamiere fino ai La soluzione Grazie all’apporto di Man and Machine, partner Autodesk, Sigma Ingegneria si è dotata di Autodesk Simulation 360, un’assoluta novità I vantaggi ottenuti dall’introduzione delle soluzioni Autodesk sono stati tecnologica in casa Autodesk che percepiti lungo tutte le fasi delle lavorazioni offre un set di strumenti e soluzioni specifiche per la simulazione in campo ingegneristico tramite pacchetti che utilizziamo per sviluppare tutte le componenti la nuova piattaforma cloud Autodesk 360. Sigma, specializ- di telaio”. Le attività di simulazione in cui Simulation 360 è zata nella produzione di prototipi per vari settori manifattu- impiegato sono fondamentali anche per necessità quali l’erieri, ha trovato estremamente interessante la possibilità di laborazione delle relazioni di calcolo o di progetto. “Quello avere insieme in un unico pacchetto, accessibile e flessibile, che ci ha spinto verso la scelta di acquisto di un sistema di strumenti diversi per far fronte alle più disparate esigenze di analisi degli elementi finiti è stata la necessità di aumentare il simulazione digitale: in più l’utilizzo del cloud ha abbattuto i vantaggio competitivo e di avere uno strumento in grado di tempi di lavoro potenziando al massimo le capacità di calcolo supportare l’operatività”. Ma non è tutto: Sigma è un’azienda e consentendo l’esecuzione di più simulazioni contempora- certificata ISO 9001:2008 e di conseguenza è stato necessario neamente. Sigma ha inoltre confermato la scelta in software sviluppare tutte le procedure a garanzia del mantenimento Autodesk completando la suite Simulation con due licenze della conformità della certificazione stessa. Sigma utilizza desktop ‘tradizionali’ ovvero Autodesk Simulation Mechani- un gestionale amministrativo integrato di una componente cal, che consente di prevedere le prestazioni dei prodotti e personalizzata ad hoc a controllo della parte di produzione, convalidarne il comportamento prima della produzione, e la cui interfaccia con il resto dell’ambiente operativo viene Autodesk Simulation CFD, che permette analoghe prestazioni svolta da Inventor. “Oltre le funzionalità tradizionali di una soper la simulazione fluidodinamica e termodinamica. Lato har- luzione di progettazione si tratta di una delle caratteristiche dware, Sigma si è avvalsa di un parco di Lenovo Thinkstation, più utili” continua Giusti. “La facilità di gestione documentale le workstation pensate per i professionisti che desiderano ot- e la gestione delle distinte base unite alle elevate prestazioni tenere il massimo dalla tecnologia. L’utilizzo delle soluzioni della piattaforma fanno la differenza”. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 53 AO SPECIALE Autodesk Simulation 360, novità tecnologica di casa Autodesk I risultati I vantaggi ottenuti dall’introduzione delle soluzioni Autodesk sono stati così percepiti lungo tutte le fasi delle lavorazioni di cui il processo produttivo in Sigma si compone. Un risultato a cui Giusti e i suoi colleghi sono giunti anche grazie al modo mirato in cui gli strumenti sono stati integrati e il cui uso è stato approfondito. A partire da Simulation 360. “Usare una piattaforma per le simulazioni in modalità cloud ci consente di concentrarci sulle nostre attività senza impegnare risorse e macchine nelle operazioni più complesse” sostiene Giusti. “Possiamo inoltre verificare i progetti ed effettuare simulazioni da ovunque e in qualunque momento, il tutto a vantaggio della nostra produttività”. Un giudizio positivo che Giusti estende anche a Inventor. “Quello che ci ha colpito è la flessibilità dello strumento, una caratteristica che non si trova così evidente in altri software di supporto alla progettazione”. La sua efficacia in tutti i pacchetti utilizzati da Sigma ha pienamente convinto chi lo utilizza come principale strumento di lavoro. “Si tratta di un tool in grado di adattarsi a tutte le nostre esigenze, consentendoci di risparmiare circa il 40-50% del tempo rispetto agli altri applicativi testati“. Un dato che assume maggior valore considerando la peculiarità di Sigma. “Siamo un soggetto particolare” conferma Giusti, “perché potendo utilizzare gli stessi strumenti all’interno di enti di ricerca abbiamo possibilità di spaziare nel profondo del software, questo ci consente di trovare internamente le risposte a tutte le esigenze applicative e di risolvere al meglio le problematiche che ci troviamo ad affrontare”. Non a caso il processo di selezione era stato svolto secondo canoni poco ortodossi. “A differenza di altre realtà che confermano software per tradizione aziendale o perché fanno parte del loro background didattico, noi ci siamo avvicinati a questo strumento a seguito di un percorso piuttosto lungo. Dopo circa 10 anni di utilizzo di vari modellatori CAD, siamo arrivati a una scelta davvero oculata”. 54 Sulla stessa linea la valutazione degli importanti impatti sull’operatività resi dall’integrazione delle Lenovo Thinkstation. “Le nostre prestazioni sono migliorate grazie alla loro stabilità” chiarisce Giusti. “L’acquisto delle nuove macchine ci ha consentito di aumentare la produttività anche grazie al fatto che i software aggiornati garantiscono sempre nuovi tool e migliori prestazioni”. La tecnologia Lenovo è innovativa anche sotto il punto di vista dell’impatto ambientale. “Le Thinkstation hanno un minor consumo energetico percepibile dalle ridotte temperature di lavoro”. Senza contare la componente design, che per un moderno studio di progettazione è tutt’altro che secondaria. “L’estetica dell’hardware di cui ci siamo forniti è davvero accattivante”. Il processo di innovazione ha generato un livello di soddisfazione piuttosto elevato su tutti i fronti, partner compreso. Il rapporto tra Sigma e Man and Machine è infatti ottimo a partire da un punto di vista umano, uno dei requisiti che l’azienda lucchese antepone a tutti gli altri fattori. “La collaborazione con Man and Machine è stata determinante” sottolinea Giusti. “Si tratta di un partner che ha dimostrato l’importanza di avere un referente in grado di consigliare e di fornire assistenza, oltre a tenere sempre aggiornati i software alla versione più evoluta. È stato il loro apporto in fase decisionale a spingerci a provare una soluzione Autodesk nuova e decisamente innovativa”. E grazie al rapporto di fiducia, Sigma Ingegneria è pronta a cogliere tutti i suggerimenti sugli sviluppi delle soluzioni Autodesk e dei vantaggi che potranno recare al business, come conclude Giusti. “Il nostro partner, che conosce bene la nostra realtà, è sensibile su quanto può essere interessante per noi”. Su queste basi, Sigma prevede nel futuro prossimo un aumento delle postazioni e delle licenze Autodesk, nell’ottica di uno sviluppo dell’azienda e dell’introduzione di altre persone in concomitanza con l’ottenimento di commesse importanti. Autodesk - Man and Machine - Sigma Ingegneria LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Everyware Device Cloud: connecting the world Eurotech helps customers connect industrial • Data acquisition from industrial protocols equipment and sensors seamlessly and • Device status securely to Enterprise applications through • Device application upgrade a wide range of rugged multi-service • Connection monitoring gateways. These are fully integrated • Real-time data analysis with Eurotech’s Everyware Cloud, a M2M • Data storage integration platform offering out of the • Data visualization box functionalities like: • Data access Transportation Multi-service Gateway Industrial Multi-service Gateway Industrial computer North America [email protected] Europe, Middle East and Africa [email protected] Asia Pacific [email protected] Latin America [email protected] For your local contact please refer to: www.eurotech.com/contacts AO SPECIALE di Tiziano Lotti Il caso Breton Breton ha ritenuto utile e conveniente installare il software Ubiquity su tutti i propri macchinari e impianti ottenendo un risparmio globale sui costi di servizio superiore al 30% e un livello di assistenza e prossimità al cliente mai raggiunto in precedenza N Breton, un’azienda orientata al cliente ata nel 1963 dalla grande capacità inventiva del suo fondatore Mario Toncelli che intuì le grosse potenzialità di sviluppo di un settore assolutamente innovativo, Breton è oggi uno dei più importanti attori mondiali nel settore dei centri di lavoro a controllo numerico ad alta velocità e nel settore delle “Da sempre in azienda prestiamo una particolare attenzione al cliente, offrendo servizi moderni, articolati ed efficaci a necessario completamento della fornitura di macchine di qualità e con performance elevate. Essere cliente Breton significa aver scelto la qualità, l’efficienza e l’eccellenza non solo delle macchine e impianti per la vorazioni industriali del marmo, del granito e della pietra ornamentale. Breton è inol tre un importante produttore di impianti per la fabbricazione delle pietre composite grazie al know-how accumulato dopo anni di R&D e diversi brevetti internazionali depositati. Gli impianti, le macchine e i centri di lavoro Breton sono riconosciuti per l’elevato livello tecnologico, le superiori performance produttive, le soluzioni innovative e l’indiscussa qualità del sistema prodotto/servizio offerto ai clienti. macchine e impianti ma anche dei servizi a corredo” afferma Enrico Favaro, responsabile tecnico di Breton. Breton produce in media tra le 250 e le 300 macchine l’anno e il servizio postvendita e la manutenzione sono svolti anche su macchine Windows Embedded Intelligent Systems Partner Excellence Award N 56 el 2012, con la collaborazione di un importante cliente, Breton, costruttore di centri di lavoro a controllo numerico ad alta velocità e macchine e impianti per lavorazioni industriali della pietra, Asem, con la piattaforma Ubiquity, ha conquistato il ‘Windows Embedded Intelligent Systems Partner Excellence Award’ nella categoria Global Manufacturing, con cui Microsoft premia ogni anno i partner che si sono particolarmente distinti con l’offerta al mercato di soluzioni intelligenti e creative che risolvono specifici problemi ai propri clienti. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Caratteristica utile di Ubiquity è la possibilità di gestire gli accessi alle macchine differenziando profili e autorizzazioni in base alle competenze specifiche dell’utente “Grazie alla soluzione per la teleassistenza Asem Ubiquity abbiamo tagliato le nostre spese di viaggio annuali di circa 400.000 euro” osserva Denis Soldan, after sales dept. director di Breton vendute 15 anni prima. Il parco macchine è quindi enorme e conta circa 4.000 impianti distribuiti in tutto il mondo. “La difficoltà nel raggiungerli è enorme, con relativi problemi di fuso orario e disponibilità di persone da inviare on-site. Queste persone devono essere altamente qualificate e in grado di coprire tutte le esigenze di automazione. Questi sono alcuni dei motivi per cui il collegamento e l’accesso da remoto sono sempre stati considerati un must”. Infatti Breton in passato aveva già prestato assistenza remota sulle macchine controllate da PC, utilizzando alcuni tra i software per il desktop remoto disponibili sul mercato. Questi però non permettevano un facile accesso alle diverse reti dei clienti. “Configurare i vari firewall e le varie reti richiedeva giorni di lavoro e competenze IT di alto livello. A volte per poter accedere alla macchina era necessario utilizzare diverse soluzioni software allo stesso tempo. Qualcosa di paradossale” continua Favaro Le macchine controllate da PLC invece, non erano mai state assistite o controllate a distanza. Era impossibile trovare una soluzione affidabile e facile da utilizzare portando Breton a rinunciare alla possibilità di ottenere l’accesso remoto alle macchine controllate da PLC. Ubiquity, la soluzione a ogni problema “Nel momento in cui Asem ci ha presentato Ubiquity, ci siamo subito resi conto di come potesse essere la soluzione ai nostri problemi. Ubiquity ci ha aperto nuovi orizzonti, ren- AO SPECIALE dendo possibile la teleassistenza anche sulle macchine controllate da PLC, avendo a disposizione in un’unica soluzione tutte le funzionalità necessarie per connettersi da remoto e accedere alle sotto-reti Ethernet e seriale del pannello operatore IPC sul quale il software Ubiquity è installato, sia su Win 32/64 sia su Win CE” afferma Favaro. Breton ha deciso quindi di installare il software Ubiquity su tutte le macchine controllate da IPC e apprezzando anche l’offerta di pannelli operatore Asem, in cui il software per la teleassistenza Ubiquity è integrato, ha deciso di munire ogni macchina controllata da PLC con un HMI30 ottenendo la possibilità di intervenire da remoto sul controllore grazie all’accesso alla sotto-rete del pannello ope- Uno dei principali vantaggi di Asem Ubiquity è senza dubbio la facilità d’utilizzo ratore. Breton sta oggi sfruttando appieno il potenziale di Ubiquity essendo costantemente collegata permette di evitare l’introduzione di complesse regole di routalle diverse macchine in tutto il mondo per l’aggiornamento ing e la necessità di apportare modifiche alla configurazione dei software e per la risoluzione dei problemi dei clienti. “È del gateway dei dispositivi che devono essere raggiunti, in diventato uno strumento indispensabile. Nelle diverse sedi quanto la presenza del supervisore connesso da remoto equiBreton ci sono sempre almeno 5 o 6 persone costantemente vale a un IP connesso localmente. connesse ai server Ubiquity per fare della manutenzione pre- “Altra caratteristica estremamente utile di Ubiquity è la possiventiva sulle macchine e per ottenere i dati di funzionamento bilità di gestire gli accessi alle macchine differenziando profili di tutti gli impianti”. Con Ubiquity oggi Breton è sempre al e autorizzazioni in base alle competenze specifiche dell’ufianco dei suoi clienti, essendo in grado di fornire un efficiente tente. Ad esempio l’addetto alla manutenzione preventiva e servizio di installazione e messa in funzione delle macchine e alla raccolta dati può fare una prima diagnosi a distanza del un servizio post-vendita senza paragoni potendo soddisfare problema. Una volta resosi conto che il PLC potrebbe aver ogni esigenza avvalendosi sempre di personale con elevate bisogno di un debug, il tecnico con le relative competenze competenze. “La volontà di fornire un’eccellente servizio di as- di programmazione software del PLC avrà accesso al controlsistenza è parte della filosofia di Breton e Ubiquity è uno stru- lore per procedere al debug del sistema grazie a un profilo mento fondamentale per garantire l’affidabilità e la continuità di accesso con autorizzazioni più ampie” afferma Enrico Fadel servizio che spesso diventa il motivo per cui i clienti scel- varo. Ubiquity infatti permette di creare un infinito numero gono Breton e non uno dei suoi competitor” racconta Favaro. di utenti, gruppi di utenti o gruppi di macchine remote con diverse regole di accesso. “Oggi, il servizio è una delle armi e Una soluzione immediata e semplice delle leve più importanti per stabilire una relazione proficua da usare con il cliente. Un fornitore che ha quindi un prodotto impec“Uno dei principali vantaggi di Asem Ubiquity, in particolare cabile, ma non garantisce un ottimo servizio ha sicuramente quando messo a confronto con le altre soluzioni per la teleas- molte meno possibilità di avere successo. Breton ha sempre sistenza presenti sul mercato, è senza dubbio la facilità d’uti- investito nel servizio post-vendita e Ubiquity ci permette di lizzo. Connettersi alla rete dei clienti con Ubiquity non richiede essere sempre un passo avanti rispetto alla concorrenza. I vanalcuna configurazione di rete o di firewall. È quindi possibile taggi portati da Ubiquity sono enormi. Il risparmio globale sui attivare il servizio e accedere alla rete del cliente senza alcun costi di servizio può essere stimato attorno al 30%. Basti penbisogno di assistenza o consulenza tecnica” continua Favaro. sare alla riduzione delle assistenze onsite con relativo rispar“L’aspetto più importante però è sicuramente la connessione mio sui viaggi e alla disponibilità totale e continua di risorse via VPN end-to-end. In passato Breton era solita installare una chiave nell’assistenza postvendita. VPN diretta verso gli impianti più grandi per accedere al si- Gli impianti, le macchine e i centri di lavoro Breton sono ricostema di automazione dei clienti, non essendo il desktop re- nosciuti in tutto il mondo per l’elevato standard tecnologico moto sufficiente per accedere a tutti i dati di funzionamento e d’innovazione ma l’indiscussa qualità del servizio offerto ai dell’impianto. Asem Ubiquity è una soluzione in grado di clienti è spesso la ragione per cui i clienti scelgono Breton. garantire questa funzionalità in modo completamente inte- Il supporto al cliente infatti incide fino al 50% sulla scelta di grato” afferma Favaro. Asem Ubiquity infatti include una VPN acquistare una macchina o un impianto Breton, e Ubiquity ha basata su tecnologia proprietaria appositamente sviluppata permesso a Breton di raggiungere un livello di assistenza e per le esigenze della comunicazione industriale. Il Virtual Pri- prossimità al cliente mai raggiunto in precedenza”. vate Network Ubiquity opera al livello data-link del modello Asem - Breton ISO/OSI e supporta i messaggi broadcast di tipo UDP. Questo 58 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Control & Automation Solutions HMI Control Drives Motors MADE IN GERMANY KEB Italia S.r.l. Via Newton, 2, I-20019 Settimo Milanese 5FMFGPOt5FMFGBY *OUFSOFUXXXLFCJUt&.BJMJOGP!LFCJU versuch.indd 5 www.keb.it …tutto da un unico fornitore 17.01.2013 08:16:27 RASSEGNA di Carlo Marchisio*, Alessandra Pelliconi Soluzioni di tracciabilità La tracciabilità è una delle leve principali per garantire la migliore qualità del prodotto e quindi la sicurezza del consumatore finale. Un driver di successo per le imprese, ma occorre un salto di qualità Innovare. A tutela del consumatore. Ma anche per mantenere elevati gli standard produttivi e la capacità di competere a livello internazionale rispondendo alle normative vigenti in ciascun paese. La tracciabilità è così oggi, sempre più, una delle leve principali per garantire la migliore qualità del prodotto. Per esempio, se consideriamo l’industria alimentare, la tracciabilità della filiera diventa decisiva per garantire la sicurezza del consumatore finale. Infatti, sapere chi sono i miei fornitori diventa sempre più importante e le aziende devono sapersi adeguare. Per non parlare della filiera farmaceutica. O, più in generale, delle aziende che esportano e che devono saper soddisfare le richieste dei dati provenienti dalle diverse autorità nazionali come la FDA (Food and Drug Administration) americana molto nota per avere dei rigidissimi criteri di valutazione, o gli standard GMP per l’Europa. Insomma, l’argomento è estremamente caldo e di grande attualità, vuoi per l’evoluzione del mercato, vuoi per fattori esogeni come il terrorismo alimentare (tanto per stare nell’attualità), vuoi per cicli di vita più ridotti del prodotto o per nuove esigenze di marketing o anche per la gestione della propria reputazione. O per la ricerca di nuovi sbocchi di mercato, appunto. Comunque il mercato chiede alle aziende una maggiore qualità a un costo sempre inferiore. Di conseguenza, le aziende lavorano con target sempre più restrittivi e per questo diventa importante tener sotto controllo le performance, pena la perdita di competitività. Dal nostro osservatorio, se da un lato il mercato pone condizioni sempre più stringenti, dall’altro offre tutti gli strumenti e la flessibilità necessaria per supportare questo tipo di esigenze. Fornendo un riscontro in tempo reale sulla qualità, la tecnologia software può aiutare gli operatori a rispettare in ogni momento i requisiti di qualità. Ad esempio, nel settore alimentare, per far fronte a un vasto numero di controlli e verifiche legali, i produttori hanno bisogno di informazioni sugli ingredienti di ciascun prodotto (genealogia) e su dove e quando questi ingredienti vengono utilizzati (tracciabilità). In altri termini, ai produttori è richiesta una sempre maggiore flessibilità e un maggiore e più efficace controllo di produzione e gestione. In questo scenario, alcuni settori sono naturalmente più sollecitati di altri, ma proprio questo 60 movimento crea delle condizioni favorevoli per l’espansione di questa tipologia di soluzioni. Siamo nel mezzo di una vera e propria rivoluzione culturale alimentata anche dalla crisi che stiamo vivendo che ha provocato, nel bene e nel male, un forte interesse verso questo tipo di attività. Le aziende che ce la fanno a sopravvivere, in questo periodo hanno infatti modo di lavorare sui miglioramenti, hanno modo di innovare. E investono. In italia, occorre però un salto di mentalità nell’utilizzo di queste soluzioni. La tecnologia infatti non manca: quello che manca è il numero di operatori di mercato che pur potendo investire in questa direzione ancora non lo fanno perdendo così un’importante opportunità per competere a livello globale. Insomma, la tracciabilità rappresenta anche un’occasione per gli industriali italiani per tornare a investire in modo sostenibile in innovazione. Brady Italia Gli applicatori a stampa di Brady offrono una stampa a trasferimento termico di elevata qualità e notevole flessibilità anche nel caso di labeling-job a cambiamento rapido. Ciò garantisce una produttività molto elevata alla luce di complesse applicazioni di etichettatura automatizzata. Si eliminano i costi che insorgono per l’applicazione manuale delle etichette con un posizionamento accurato e affidabile, soprattutto per etichette di dimensioni molto ridotte. L’efficiente funzionalità contribuisce a evitare le ricorrenti cause di guasti, quali errati posizionamenti di etichette o etichette mancanti. Con lo speciale principio Zero Queue P&A vengono dimezzati i tempi di stampa e applicazione. L’applicatore di stampa può essere definito attraverso i seguenti punti: il sistema di erogazione garantisce un’identificazione affidabile e precisa su moltissimi materiali; non richiede l’impiego di aria, evitando così la tecnica flying label; sono realizzabili adattamenti alle differenze dello spessore del materiale grazie a ugelli d’aspirazione e d’aria pneumatica; è possibile effettuare uno zero-queueprinting per l’elaborazione, il monitoraggio e l’eliminazione di errori, in tempo reale; possono essere stampate e applicate con precisione anche le più piccole etichette. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Fonte : www 123rf AO Fonte : www.123rf Datalogic Le tecnologie di identificazione automatica stanno assumendo un ruolo sempre più importante in diversi ambiti produttivi, distributivi e logistici al fine di garantire sicurezza e trasparenza dei processi. La tracciabilità delle informazioni diventa così sempre più importante e necessaria, sia per migliorare la gestione logistica, di approvvigionamento e di consegna del prodotto, sia per ridurre i costi e ottimizzare i processi aziendali. Datalogic, da sempre attenta alle esigenze del mercato, ha recentemente introdotto all’interno della propria serie di scanner manuali per applicazioni industriali due nuovi modelli: il PowerScan 9500 Imager e il PowerScan DPM Imager. Il PowerScan 9500 Imager è il migliore lettore della sua categoria quando si tratta di leggere i codici a barre in ambienti industriali. Ha un’elevata profondità di campo e un’ottica imaging 2D ad alta velocità che, insieme al sistema di puntamento esclusivo e al sistema di conferma di lettura visivo, ne fanno la soluzione ideale per l’utilizzo prolungato anche in condizioni più difficili. Il nuovissimo PowerScan DPM Imager è nato per applicazioni che richiedono la lettura di qualunque tipologia di codice realizzato con sistema di marcatura diretta (DPM - Direct Part Marking) su varie superfici e materiali, inclusi plastica, metallo, legno, gomma, pelle, vetro ecc. Grazie all’innovativo sistema ottico di Datalogic, alla sua architettura hardware, alla robustezza del design e al software di decodifica, anche gli operatori meno esperti possono leggere agevolmente e senza difficoltà questa tipologia di codici. IFM Electronic ifm electronic ha realizzato un nuovo sistema Rfid flessibile con centralina di controllo, antenne e TAG ampiamente utilizzato nella produzione per identificare gli utensili, per il controllo della qualità nonché per il monitoraggio delle fasi di produzione, nel convogliamento e nell’automazione. Facile da impostare grazie alla sua parametrizzazione flessibile, permette di risolvere qualsiasi funzione di identificazione. ne. La centralina di controllo robusta ha un’interfaccia Profibus DP integrata tegrata e un server web. I parametri possono essere impostati facilmente tramite un PC. Grazie all’alto grado di protezione IP67 e un ampio campo di temperatura, da -20 a 60 °C, il sistema è conforme ai requisiti degli ambienti industriali difficili. La nuova centralina di controllo Rfid ha 4 connettori M12 per collegare antenne o ingressi/uscite digitali. Questo concetto garantisce un collegamento facile e rapido delle antenne Rfid LF e HF alla centralina di controllo tramite cavi standard con connettore M12 da 0,3 a 20 m di ifm electronic. Sono disponibili TAG LF con una memoria di 2 Kbit, TAG HF di 16 Kbit e anche una versione Fram avente un numero illimitato di scritture. Intellisystem Technologies Frutto di una costante ricerca dell’innovazione e dell’adeguamento alla domanda crescente di prodotti destinati alla sicurezza antinfortunistica, Automation Service in collaborazione con Intellisystem Technologies risponde al mercato con lo sviluppo del primo sistema elettronico automatico per la verifica delle Dotazioni di Protezione Individuale (DPI) che utilizza e integra le più moderne tecnologie Rfid nei cantieri industriali e civili. Il sistema denominato DPI Scanner ha come caratteristiche fondamentali quelle di essere facilmente installabile e utilizzabile in qualsiasi luogo: consiste in un varco elettronico tecnologicamente avanzato da installare in prossimità dei punti di accesso alle zone di lavoro, tipicamente ponteggi e costruzioni comunemente presenti nei cantieri industriali e civili. Il sistema, corredato di una piattaforma software personalizzabile, permette al responsabile della sicurezza del cantiere di applicare tutte le policy di sicurezza nel rispetto delle vigenti normative. In particolare è possibile specificare e quindi identificare le seguenti variabili: verifica del permesso di lavoro, DPI richiesti, verifica DPI soggetti a naturale scadenza, eventuali sensori per gas nocivi. Una volta impostate le regole che il sistema dovrà far rispettare è suf- IFM ELECTRONIC DATALOGIC BRADY ITALIA INTELLISYSTEM TECHNOLOGIES LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 61 AO RASSEGNA ficiente che l’operaio di turno, dotato di tutto l’equipaggiamento e in regola col permesso di lavoro, attraversi uno specifico varco per cui il DPI Scanner verificherà in automatico e in pochi istanti la congruenza tra quanto rilevato e quanto specificato dalle policy dettate dal responsabile sicurezza del cantiere. Per far ciò è necessario integrare dei TAG Rfid in ogni DPI o equipaggiamento che dovrà essere controllato. È una soluzione hi-tech per la sicurezza che permette di ottimizzare i tempi di accesso ai cantieri nel totale rispetto delle regole. Intermec Technologies La nuova serie di palmari Intermec CK3NG supporta i clienti nella raccolta dati in continua evoluzione e nelle operazioni di tracciabilità. Caratterizzata dalla possibilità di scegliere tra diversi area imager integrati, per una lettura standard o near/far, garantisce prestazioni di lettura ottimali su codici mono e bidimensionali, anche se danneggiati o di bassa qualità. Supporta inoltre la scansione omnidirezionale e ha un’elevata tolleranza al movimento, offrendo un’efficienza migliorata. La serie CK3NG possiede un’architettura Omap 1 GHz per ottimizzare le prestazioni della forza lavoro, attraverso una durata della batteria ai massimi livelli sul mercato, un monitoraggio della salute del dispositivo di livello superiore e un’ampia compatibilità con gli standard emergenti, come ad esempio Html5. È disegnato per supportare Vocollect Voice e un lettore Rfid UHF: tutto questo viene offerto in un formato piccolo e leggero. Infine, la serie CK3NG rende agevole la transizione da altri computer grazie a strumenti di configurazione del dispositivo, come CloneNGo, il software di Intermec per la prima installazione, che permette di clonare facilmente le impostazioni da una singola unità master a un numero illimitato di palmari. Panasonic Electric Works Italia La tecnologia laser è sicuramente la più raffinata e sofisticata oggi disponibile per la marcatura in ambito industriale ed è il sistema di marcatura permanente più veloce e flessibile. Il primo marcatore laser con sorgente in fibra FAYb di Panasonic risale al lontano 1999: in oltre un decennio l’azienda ha offerto marcatori di eccellenza per affidabilità, tecnologie innovative, qualità dei componenti utilizzati e qualità di marcatura. Una peculiarità che contraddistingue i marcatori Panasonic è sicuramente la tecnologia brevettata dello stadio di potenza remo- tato per avere impulsi più brevi e potenze di picco maggiori (fino a 20 KW) senza incorrere in effetti non lineari. Più breve è la durata dell’impulso, minore sarà il riscaldamento del materiale nelle vicinanze dell’area marcata, migliore sarà la definizione del tratto. A differenza delle sorgenti laser tradizionali YAG o YVO4 che hanno un tempo medio di vita di 10.000 ore di accensione, le sorgenti Panasonic sono garantite per 30.000 ore di tempo di effettivo di marcatura. Per quanto riguarda le nuove teste scanner, Panasonic Electric Works ha realizzato LP-Z, un innovativo sistema di marcatura laser 3D che, grazie a una speciale lente montata su motori elettrici estremamente rapidi e precisi, è in grado di effettuare marcature precise e perfettamente a fuoco su superfici complesse, con un’escursione di +/- 25 mm (50 mm). Questo tipo di marcatore è idoneo a marcare immagini, loghi, scritte alfanumeriche, codici a barre e codici datamatrix su tutti i metalli e sulla maggioranza delle plastiche. Tutte le marcature sono eseguite ad altissima velocità e con assoluta precisione. Il marcatore inoltre si occupa di mantenere automaticamente le proporzioni delle scritte sulle superfici, che altrimenti verrebbero inesorabilmente distorte dalla proiezione 2D sul piano inclinato. La gamma dei marcatori tradizionali in fibra (per marcare metalli e plastiche) è composta da LP-S500 da 42 W, LP-Z da 25 W con funzionalità 3D e LP-V10 da 12 W, e dai marcatori con sorgente CO2 (per marcare plastiche, vetro, carta, resine) LP-310 da 12 W e LP-430 da 30 W. Progea Le piattaforme software Progea offrono soluzioni particolarmente indicate per le industrie dove sono necessarie applicazioni con necessità di tracciabilità in grado di rispondere alle stringenti normative e ai rigorosi standard di produzione. L’alimentare, il chimico, il farmaceutico e recentemente il manifatturiero sono i settori da cui nasce questa esigenza e che richiedono applicazioni perfette nell’interfaccia utente, nel monitoraggio, nella diagnostica, nella reportistica, nei trend analitici e nella sicurezza con audit trail. È essenziale che il controllo di ogni processo garantisca efficienza e soddisfi le normative di settore, prima fra tutte la normativa FDA. Per questo la tecnologia Progea garantisce la realizzazione di applicazioni aperte, affidabili, sicure e conformi agli standard. Movicon supporta la visualizzazione e il controllo delle sequenze di processo, la massima sicurezza di gestione, i sistemi biometrici, gli audit trail, la reportistica, i database e in generale è stato espressamente progettato per realizzare applicazioni conformi alla normativa CFR21 Part 11 e Gamp5 in modo rapido e sicuro. INTERMEC TECHNOLOGIES PROGEA PANASONIC ELECTRIC WORKS ITALIA 62 LUGLIO-AGOST0 2013 AUTOMAZIONE OGGI 365 Schneider Electric Il sistema Rfid Ositrack a 13.56 MHz di Schneider Electric è la soluzione ideale per l’identificazione in numerose applicazioni e funzioni. È un sistema aperto, facile da installare (può essere applicato direttamente sul metallo) collegare e configurare e risponde alle norme ISO 180003, ISO 15693 e ISO 14443. È quindi possibile scegliere liberamente le memorie dall’offerta industriale o dall’offerta ISO (non protetta) disponibile sul mercato. La stessa stazione di lettura/scrittura può essere collegata a Modbus e Modbus TCP/IP (Uni-Telway, Canopen) per semplificare la configurazione con il rilevamento automatico del protocollo di comunicazione e velocità; inoltre la totale assenza di software di configurazione fa sì che l’utilizzo di Ositrack non sia riservato ai soli specialisti. Si tratta del sistema più compatto sul mercato perché integra in un’unica custodia sia il controllo sia l’antenna e con il vasto range di accessori, può essere facilmente installato in ogni parte della macchina: l’elettronica si auto-adatta all’ambiente circostante. La connessione è semplice, rapida e affidabile poiché la connessione tra elettronica e PLC si riduce a un unico cavo e l’indirizzamento è semplificato: posizionando davanti all’antenna il badge di configurazione si attiva la modifica dell’indirizzo. Sick Il nuovo RFU630 è un dispositivo compatto con antenna integrata per la lettura e scrittura dei TAG UHF. Le sue caratteristiche lo rendono ideale per risolvere le applicazioni di automazione industriale, ad esempio l’identificazione o gestione di componenti d’automobili, e nell’ambito della logistica, ad esempio identificazione bancali. Il rilevamento simultaneo di gruppi di transponder passivi è reso possibile dai protocolli di anticollisione supportando gli standard EPCglobal e ISO 18000-6. Il dispositivo è disponibile nelle due varianti per il mercato europeo e quello americano. Il sistema di lettura/scrittura RFU630 è la soluzione ideale per identificare i transponder associati alle merci in impianti di produzione, su nastri trasportatori o in applicazioni e. Il design stazionarie in aree di presa o centri di distribuzione. compatto rende l’RFU630 facilmente installabilee anche in tivo si avspazi molto ridotti. La configurazione del dispositivo vi Sick per vale del software Sopas comune a tutti i dispositivi l’identificazione. Inoltre è possibile inserire degli script spempiti propri cifici all’interno del dispositivo per assolvere i compiti dell’applicazione. Possono essere collegate fino a tre antenne esterne, che si aggiungono all’antenna integrata nel dispositivo. er particolari Gli ingressi digitali possono essere configurati per azioni di controllo, come ad esempio l’accensione del dispositivo all’oscuramento di una fotocellula. Allo stesso modo le uscite digitali possono essere associate a particolari eventi logici per pilotare direttamente degli attuatori oppure per ottenere la diagnostica di lettura. L’RFU630 fa parte della piattaforma Sick IDPro che lo accomuna in termini di interfacce agli scanner barcode o alle camere per il Datamatrix, garantendo delle porte di comunicazione host su base Ethernet, RS232/422/485, CAN, Canopen e offrendo in aggiunta per la parametrizzazione un’interfaccia USB. Per sfruttare bus di campo non integrati nel dispositivo, come ad esempio Profibus ed Ethercat, è possibile utilizzare degli appositi moduli esterni comuni anche agli altri dispositivi per l’identificazione. Il dispositivo RFU630 offre la possibilità di filtrare i dati e consente la libera formattazione della stringa trasmessa, in modo da semplificarne l’integrazione in sistemi complessi sfruttando l’intelligenza del dispositivo senza necessitare di un PC o un PLC. Il suo approccio modulare rende l’RFU630 compatibile a operare nella stessa rete con altri dispositivi della piattaforma IDPro consentendo la coesistenza di differenti tecnologie (codice a barre e simbologie 2D) con accessori e protocolli di comunicazione comuni. Con un semplice aggiornamento firmware, il dispositivo si ripromette di rimanere al passo con i tempi e aumentare progressivamente il numero di funzionalità supportate. Softwork Operativo in banda HF (13.56 MHz), il Long Range Controller High Performance LR2500 di Softwork identifica tag/transponder standard ISO 15693 che, grazie all’elevata sensibilità di ricezione e alla potenza RF impostabile fino a 12 W, sono rilevati fino alla distanza di 2 m: proposto anche in versione modulo per il mercato OEM, il nuovo controller è l’evoluzione del precedente modello, rispetto al quale si presenta arricchito di funzioni, dotazioni tecniche e flessibilità d’implementazione, tra cui numerose interfacce (Ethernet, USB, RS232, RS485 e Data Clock) e 5 LED per segnalare il corretto funzionamento ed eventuali errori. La nota tecnica di spicco del controller Rfid è la predisposizione a facili connessioni con multiplexer e antenne per la creazione di varchi, armadi intelligenti, tunnel ecc. grazie alla velocità di elaborazion dati e alla potenziata funzione di anti-collisione razione (fino a 60 TAG al secondo) nel tracciare i TAG. Modularit nelle interfacce e configurazioni, sistema Linux larità b a bordo, velocità di elaborazione dati e rispetto della no normativa Etsi ed FCC rendono il nuovo controller id ideale in svariati scenari applicativi, tra cui retail, logistica e industry. * Comitato Tecnico Automazione Oggi N Nota: l’introduzione alla rassegna è stata realizzata con la ccollaborazione di Angelo Raffaele Cefalo – sales director Wonderware Italia – Invensys Operations Management W SOFTWORK SCHNEIDER ELECTRIC SICK LUG LU LUG UGL LIIIO O-AG O-AG --A A AG GO OS OST ST S TO 2013 201 013 0 13 13 AUTOMAZIONE AUT A AU UT U TO OMA OM MA M A AZ ZIIO ZIO Z IONE NE O OG OGG OGGI GGI 3 GG 365 65 6 5 LUGLIO-AGOSTO 63 63 63 di Cristina Paveri Fonte: http://crm.energyglobe.com AO Risparmio energetico L’audit energetico entra in azienda Il taglio dei costi dell’energia diventa quasi obbligatorio per le imprese italiane per competere a livello globale. Vediamo quali sono le metodologie, le fasi e gli strumenti per verificare lo stato energetico di un’azienda U n fattore discriminante per la competitività aziendale italiana è il costo dell’energia che risulta essere troppo elevato rispetto a quello di altri paesi concorrenti. Anche la nostra dipendenza energetica dagli altri paesi pone l’industria italiana in posizione di netto svantaggio rispetto alla concorrenza. Di conseguenza il taglio dei costi dell’energia diventa quasi obbligatorio per le imprese, ma gli interventi devono essere mirati per non creare un altro spreco di risorse: in questo contesto l’audit energetico rappresenta il punto di partenza perché è lo strumento che consente di verificare lo stato energetico di un’azienda. L’audit energetico permette, infatti, di capire quanto consuma l’azienda nel suo insieme per le utenze dell’edificio e per gli impianti necessari al ciclo produttivo. La metodologia Gli obiettivi di un audit energetico sono la razionalizzazione dell’utilizzo di energia, l’adozione di soluzioni di risparmio ener- 64 getico e l’impiego di energie rinnovabili. Per soddisfare questi obiettivi un audit energetico efficace deve seguire la stessa filosofia del ciclo di Deming Pdca (Plan-Do-Check-Act) applicata negli audit dei sistemi di gestione della qualità: non a caso si parla di sistema di gestione dell’energia (SGE). Il ciclo di miglioramento continuo Pdca si svolge attraverso varie fasi. La prima e quella di pianificazione (Plan) che ha l’obiettivo di definire la situazione energetica dell’azienda individuando le fonti energetiche, i dati storici, correnti e futuri di consumo, i parametri energetici e i centri di consumo, gli indicatori prestazionali (KPI) dell’energia e le opportunità di miglioramento. Segue, poi, la fase esecutiva (Do) che prevede il coinvolgimento del personale in merito agli obiettivi da raggiungere, la gestione delle attività operative e di manutenzione, la definizione dei contratti di fornitura per l’energia e lo sviluppo di soluzioni atte a migliorare le prestazioni energetiche. La fase successiva è invece quella di verifica e monitoraggio continuo (Check) delle prestazioni energetiche e di individuazione degli interventi cor- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Le fasi e gli strumenti dell’audit L’audit in azienda si svolge secondo una progressione specifica che prevede una prima fase di analisi preliminare essenzialmente qualitativa degli edifici, delle utenze, degli impianti produttivi e dell’organizzazione basata tipicamente su un questionario di autovalutazione. Una seconda fase di audit, più approfondita, prevede la raccolta dettagliata dei dati quantitativi sui consumi e sui costi relativi alle utenze e agli impianti e la definizione degli indicatori chiave prestazionali (KPI) per l’energia. In questa seconda fase si definiscono i parametri energetici quan- tificabili, ovvero i dati energetici per gli impianti con i consumi elettrici, dei combustibili, dell’aria compressa e dei gas tecnici e i dati energetici per le utenze con la potenza installata, il consumo e il fabbisogno orario, il fattore di utilizzo medio, le ore di lavoro giornaliere ecc. In una terza fase viene effettuata la mappatura e misura per la rilevazione dei dati dal campo mediante l’installazione di apparecchi di monitoraggio: queste misurazioni servono sia per integrare i dati storici sui consumi sia per valutare l’efficacia degli interventi di miglioramento realizzati sulla base dei risultati dell’audit. È in questa fase che si utilizzano strumenti di controllo per verificare le caratteristiche elettriche mediante analizzatori di rete che consentono di misurare i parametri che caratterizzano una rete elettrica come tensione, frequenza, corrente, potenza attiva e reattiva e di valutazione energetica, le caratteristiche termiche mediante termometri e termocamere per la misura della dispersione termica dell’involucro edilizio o per rilevare punti con anomalie termiche dovute a problemi di natura elettrica quali cortocircuiti e sovraccarichi in motori, quadri o armadi elettrici, gli igrometri per le misure di umidità, i misuratori di portata, i luxmetri per la misura di luminosità e così via. Una quarta fase riguarda gli studi di fattibilità in cui si analizzano le opportunità di miglioramento individuate nelle fasi preFonte: www.idealelectrical.com rettivi più opportuni. Infine, la fase di miglioramento continuo (Act) dell’efficacia del sistema di gestione dell’energia. Conformandosi a questo ciclo, l’audit energetico diventa propedeutico al processo di certificazione del sistema energetico secondo la norma ISO 50001:2011. La certificazione è su base volontaria, ma non bisogna dimenticare che per le aziende italiane che hanno scelto di attuare soluzioni di efficientamento energetico sono previsti degli incentivi basati sui TEE (titoli di efficienza energetica) o certificati bianchi rilasciati in base all’energia risparmiata e la concessione di prestiti a tasso agevolato del Fondo Kyoto oltre che diversi bandi di agevolazione regionali. Il caso applicativo Electrex: lo stabilimento del gruppo Amadori C on una superficie di oltre 145.000 m2, lo stabilimento di Cesena del gruppo Amadori è formato da quattro linee produttive, un impianto di lavorazione dei sottoprodotti della macellazione, una piattaforma distributiva, nove celle frigorifere a 0 °C, una cella meccanizzata a - 20 °C e tre tunnel di surgelazione a - 40 °C e utilizza i seguenti impianti: una cabina di consegna dell’energia elettrica da 11 MW a 15 kV, sei cabine di trasformazione MT/BT, due centrali di compressori frigoriferi, una centrale dell’aria compressa, una centrale di produzione del vuoto, una centrale idrica, una centrale termica da 7 MWt, due impianti di cogenerazione da 3 e 4 MWe e un impianto di depurazione acque reflue. L’analisi preliminare dello stabilimento ha evidenziato la necessità di migliorare la mappatura energetica dei processi, l’organizzazione dei dati raccolti, la relativa analisi e la consapevolezza sugli aspetti energetici. Nello stabilimento è stato quindi installato un sistema di monitoraggio per rilevare i dati energetici (energia elettrica, acqua e gas) di varie utenze e alcuni software per la rilevazione continua dei dati, la trasmissione degli stessi su reti Ethernet e Modbus RS-485 e la loro raccolta in un database centralizzato nonché per la generazione automatica della reportistica. Nel sistema di monitoraggio dell’energia, Electrex, azienda attiva nella fornitura di strumenti e software per la misura, il risparmio, la gestione dei consumi e della produzione di energia, ha introdotto quindi strumenti di misura di tutte le fonti di energia (energia elettrica, gas, acqua), dei parametri ambientali (temperatura, lu- minosità, umidità) e di processo (vapore, aria compressa, livelli); strumenti per la gestione dei consumi, della produzione e per l’automazione energetica; reti di monitoraggio e di telegestione, soluzioni per la visualizzazione dei dati su diverse piattaforme, web server, gateway, convertitori, interfacce e software per la rilevazione e la gestione dell’energia. Le risoluzioni attuate a seguito dell’audit hanno portato alla disponibilità di dati per ogni processo produttivo, utenza e centro di costo, all’individuazione immediata di anomalie mediante analisi degli scostamenti rispetto a situazioni produttive analoghe, all’individuazione delle inefficienze energetiche, alla valutazione degli interventi tecnico/gestionali per la riduzione dei consumi e alla valutazione dei progetti di efficienza energetica. LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 65 cedenti per individuare gli interventi migliorativi da attuare in seguito a una valutazione tecnico-economica. Tra gli interventi possibili i principali includono il rifasamento dei carichi elettrici per aumentare il fattore di potenza e diminuire il prelievo di potenza reattiva dalla rete da parte di carichi induttivi, quali i motori elettrici, mediante l’installazione di condensatori; l’impiego di motori elettrici ad alta efficienza in grado di abbattere i consumi grazie alla riduzione delle perdite; l’impiego di azionamenti a velocità variabile o inverter che, modulando la frequenza di alimentazione, permettono di variare la velocità di rotazione del motore elettrico in funzione del carico adeguandola alle esigenze del processo produttivo e quindi riducendone il consumo energetico. L’elenco degli interventi attuabili continua con l’impiego di gruppi statici di continuità ad alta efficienza; gli interventi sull’impianto dell’aria compressa per ottimizzare le utenze, ridurre le perdite di aria e recuperare il calore di scarto; gli interventi sull’impianto di refrigerazione per ottimizzare il sistema e gli interventi sui sistemi di combustione con la sostituzione dei bruciatori tradizionali con bruciatori a recupero di calore. di identificare con precisione la tecnologia da utilizzare”. Tutte le aree dello stabilimento sono coinvolte nell’audit energetico, dagli uffici al processo produttivo. “Molto spesso i risparmi più rilevanti vengono identificati in macchinari ausiliari per la produzione di vettori energetici secondari (acqua di raffreddamento, vapore, aria compressa) che spesso, in passato, non sono stati coinvolti in progetti di ottimizzazione” afferma Petrucci. “Le figure da coinvolgere sono in primo luogo l’energy manager e il direttore di stabilimento, in fase di valutazione il reparto di produzione, la manutenzione e il reparto tecnico”. Secondo Petrucci i principali parametri utilizzati per la caratterizzazione dei consumi energetici di uno stabilimento sono i consumi annuali (MWh), la potenza di picco (MW) e la potenza di base (MW ad impianto fermo). Durante la fase di analisi, invece, la caratterizzazione dei progetti di risparmio energetico avviene tramite i consumi evitati (kWh/ anno), il capitale di investimento necessario e il relativo tempo di ritorno dell’investimento (pay back che può essere attualizzato o meno). Per la verifica dei risparmi può essere utilizzato il consumo specifico per unità di prodotto (kWh/pezzo). L’audit energetico secondo Siemens I dati raccolti e i controlli eseguiti Abbiamo chiesto a Stefano Petrucci, energy efficiency consultant di Siemens Italia di illustrarci quali sono le fasi e gli strumenti da adottare per una corretta diagnosi energetica. “Una diagnosi energetica accurata prevede una prima fase di analisi qualitativa della durata di 3-4 giorni che permetta la visione dello stabilimento, i principali processi produttivi e i macchinari ausiliari coinvolti” spiega Petrucci. “In questa fase viene effettuata una analisi delle tipologie di regolazione, il numero di ore di funzionamento e la gestione dei macchinari. In una seconda fase è possibile dettagliare i risparmi con apposite misure di energia elettrica e fluidi in modo da individuare in modo concreto i risparmi conseguibili e gli investimenti necessari. In tutte le fasi è opportuno coinvolgere direttamente il personale che ha progettato l’impianto, che lo utilizza e che ne gestisce la manutenzione poiché tramite queste informazioni è possibili individuare eventuali inefficienze e le opportunità di risparmio correlate”. Secondo quali fasi si sviluppano? “Per l’esecuzione di un audit completo in azienda sono previste tre fasi” indica Stefano Petrucci “la prima fase, introduttiva, ha l’obiettivo di comprendere le necessità del cliente e quali azioni sono state già intraprese dal management di stabilimento. La seconda fase prevede una analisi dello stabilimento senza necessità di misure con l’obiettivo di evidenziare, grazie alla competenza di Energy Manager qualificati, le potenzialità di progetti di risparmio e il relativo tempo di ritorno di investimento con errori di +/- 25%. La terza fase prevede, per i progetti di risparmio energetico valutati con più interesse dalla direzione di stabilimento, uno studio di fattibilità che affini i calcoli dei risparmi energetici (in termini sia di kWh sia di Euro), del relativo investimento ed ha l’obiettivo “I principali dati raccolti” prosegue Petrucci “sono legati ai consumi energetici (elettrici e di gas naturale) su base annuale, mensile e, per la parte elettrica, ogni 15 min. Tali dati sono facilmente reperibili dal provider del vettore energetico. Altrettanto importanti sono i dati di produzione (fornibili dai responsabili della produzione) al fine di contestualizzare i consumi energetici con l’andamento della reale produzione di stabilimento. E infine i dati delle macchine: potenza nominale, il numero di ore di funzionamento, percentuali di carico e dati relativi al vettore energetico prodotto o movimentato (ad esempio per un pompa la portata e la prevalenza del fluido, per una caldaia la portata e la pressione del vapore prodotto)”. Ultima, ma non meno importante è la fase che riguarda i controlli eseguiti sulle utenze e sull’impianto di fabbricazione: “I controlli sulle utenze prevedono delle misure ad hoc che cambiano a seconda del principale vettore energetico utilizzato” conclude Stefano Petrucci. “Per utenze elettriche vengono effettuate misure della potenza elettrica, e quindi dell’energia, a cui vengono correlate una stima delle ore di funzionamento tramite multimetri fissi o analizzatori di rete portatili. Per utenze che producono o movimentano fluidi (aria compressa, acqua, vapore) è possibile utilizzare degli strumento clamp-on per la misura della portata e temperatura/ prevalenza/pressione senza necessità di effettuare modifiche al piping. In questi casi è opportuno verificare che i vettori prodotti siano in linea con le richieste di stabilimento (non ci siano sovradimensionamenti) e che venga effettuato periodicamente un controllo delle perdite nel sistema di distribuzione del vettore”. 66 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Electrex - Gruppo Amadori - Siemens Fonte: http://www.operationsstrategyllc.com AO Risparmio energetico AO Pneumatica di Laura Galli Automatismi per l’album fotografico Industrie Unibind sceglie Pneumax come partner per l’automazione pneumatica. Una collaborazione recente e significativa riguarda una rilegatrice che, alla fine delle operazioni, realizza un album fotografico panoramico S otto la denominazione Industrie Unibind convivono due marchi principali: Unibind e Photostory. Unibind, è un marchio belga, presente in più di 120 paesi, che fornisce da oltre 30 anni innovativi sistemi per la rilegatura e una gamma completa di accessori per la presentazione e l’archiviazione di documenti. La mission aziendale di questa innovativa società è fornire prodotti e servizi di alta qualità che rendano più efficaci la comunicazione. L’obiettivo principale è quello di essere un’azienda familiare, protagonista a livello mondiale, nella presentazione di documenti che si basa sui valori principali di integrità, correttezza, lealtà e senso di responsabilità, incoraggiando lo sviluppo professionale dei dipendenti e dei partner commerciali. Photostory è invece un marchio italiano che unisce macchine e prodotti di consumo, dalla A alla Z, impiegati per la realizzazione di fotolibro, albumlibro o album fotografico per la fotografia digitale, il tutto ideato, progettato e realizzato nello stabilimento di Fano (PU). Il principale target di riferimento sono i laboratori fotografici ma anche gli studi foto- 68 La macchina automatica ‘fa tutto da sola’: cordona e costruisce il blocco, tagliando la carta preincollata e mettendola tra le foto piegate grafici che realizzano internamente ‘in toto’ il prodotto fotolibro, sia in Italia che nel resto del mondo. L’ultimo progetto realizzato, in termini di tempo, riguarda un macchinario capace di tagliare dal grezzo tutti i componenti che occorrono per la realizzazione di una copertina, eseguire un semplice assemblaggio manuale e completare il prodotto con il fissaggio definitivo in automatico. Questa macchina fornisce prestazioni eccellenti anche grazie a un software capace di interagire con i dati di lavoro, per la gestione totale della commessa. Nasce la partnership La collaborazione con Pneumax è iniziata nel 2007, quando è stata istituita tutta la filiera di produzione delle macchine, dalla progettazione alla realizzazione. Tranne i componenti per la manipolazione, Industrie Unibind spazia all’interno dell’intera proposta tecnica di Pneumax e di conseguenza tutte le macchine montano prodotti Pneumax. L’applicazione più completa riguarda la nuova macchina automatica: una rilegatrice che, alla LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 fine delle operazioni, realizza un album fotografico panorama. cità di installazione, al miglioramento delle prestazioni e all’introLe sue funzioni sono quelle di prendere (sfogliandole a una a duzione di soluzioni tecniche di ultima generazione. La struttura una) le fotografie panoramiche, precedentemente stampate modulare garantisce un’assoluta flessibilità e il nuovo sistema di da altre macchine, fare le dovute lavorazioni per poterle assem- aggancio tra i moduli, mediante l’ausilio di flange in tecnopoliblare insieme al prodotto brevettato, creando infine un album mero a fissaggio rapido, assicura un’ installazione facile e veloce. completo. La macchina automatica ‘fa tutto da Questa nuova concezione permette di rimuosola’: cordona e costruisce il blocco, tagliando la vere, sostituire o aggiungere un modulo senza carta preincollata e mettendola tra le foto pieobbligatoriamente smontare l’intero gruppo. Il gate. L’operatore deve solo rimuovere il blocco largo uso del tecnopolimero ha permesso di rie metterlo nel forno e da qui nella pressa. Poi durre notevolmente il peso dei prodotti migliosegue la normale procedura di taglio e incollagrando le prestazioni. L’ottimizzazione dei flussi gio della copertina. Nel corso degli anni i prointerni, la revisione di ogni singolo modulo e dotti Pneumax si sono sempre rivelati all’altezza lo sviluppo di nuove soluzioni tecniche, hanno delle aspettative per versatilità, flessibilità, affideterminato un incremento di portata in alcuni dabilità e precisione. I principali punti di forza elementi fino al 50% e l’introduzione di alcune della Pneumax sono stati, per le Industrie Uninovità che si traducono in performance e servizi Tranne i componenti per bind, la vicinanza della rivendita in zona, la con- la manipolazione, tutte le aggiuntivi per l’utilizzatore finale. Oltre ai classici sulenza tecnica e la risoluzione dei problemi, macchine Industrie Unibind elementi come il filtro, riduttore di pressione e l’ottimo rapporto tra qualità e prezzo dei suoi montano prodotti Pneumax lubrificatore sono disponibili ulteriori accessori prodotti. come la valvola di sezionamento manuale lucchettabile, a comando elettrico o pneumatico, Airplus di Pneumax l’avviatore progressivo, la presa d’aria e il pressostato. La nuova Flessibilità, design, facilità di installazione, prestazioni ed econo- serie Airplus è disponibile in 3 taglie con connessioni filettate in micità sono solo alcune delle caratteristiche della nuova gamma tecnopolimero o con inserti metallici a partire da G1/8” fino a di gruppi per il trattamento dell’aria compressa Pneumax. La G1/2” per portate fino a 5.000 Nl/min. nuova serie Airplus, installata anche presso le Industrie Unibind, è Pneumax - Industrie Unibind stata sviluppata con una particolare attenzione alla facilità e velo- .d no e tti: 412 iglie 633 o eb i n w mazio ver 121 Mila+n39 02 70 w r o 0 : w Infora di Hananpa 1 · I-2292 · Fax 3 c 3 Fie aleo 706 .com P Via +39 02 hfitaly @ : . o l 281 f o: Te ail: in 049 o ggi ilan 02 70 it M E-M etti via .A. . 9 4 i 3 5 n ch S.p · I-201 Fax: + re.kuo pac · alia ie ni It peri, 8 12490 ttp://f o u S K 668 i.it · h Tito Via +39 02 @kuon : e . r l e e fi T ail: E-M . INFO: VDW – Generalkommissariat EMO Hannover 2013 Verein Deutscher Werkzeugmaschinenfabriken e.V. Corneliusstraße 4 · 60325 Frankfurt am Main · GERMANY Tel. +49 69 756081-0 · Fax +49 69 756081-74 [email protected] · www.emo-hannover.de o- n ha r ve em AO Frizioni di Alberto Surace Frizioni limitatrici di coppia perfette per banchi prova Sulla frizione per banchi prova EAS-HSE, i singoli elementi di sovraccarico trasmettono e limitano la coppia. La coppia può essere variata ampiamente tramite il numero di elementi e la disposizione delle singole molle a tazza Le applicazioni su banchi prova richiedono elevati requisiti alle frizioni limitatrici di coppia, che superano rapidamente i progetti standard disponibili sul mercato. Pertanto, Mayr Power Transmission ha sviluppato nuove frizioni limitatrici di coppia che rispondono a queste esigenze e che sono adatte per valori di velocità fino a 16.000 giri al minuto M ayr Power Transmission offre da decenni un’ampia gamma di prodotti nelle frizioni limitatrici di coppia per trattenimento del carico, separazione del carico, a limitazione di coppia e di forza, di blocco frizionale, di blocco positivo, magnetiche, controllabili e commutabili. Nonostante questa ampia selezione, l’azienda registra in permanenza richieste di nuove frizioni limitatrici di coppia da tutti i diversi settori, ottimizzate per applicazione, perché le serie di tipi standard disponibili sul mercato non sono in grado di rispondere in modo ottimale alle crescenti esigenze. La tecnologia dei banchi prova è una di tali aree applicative. Qui, le frizioni limitatrici di coppia devono principalmente essere adatte per velocità estremamente elevate. Inoltre, esse devono riuscire a trasmettere la coppia senza giochi e in modo torsionalmente rigido. Nel caso di malfunzionamenti, deve essere garantita la protezione di sistemi 70 di elevata qualità. Quando si ha a che fare con le alte velocità, l’unico espediente possibile è una frizione limitatrice di coppia a separazione (disinnesco) senza coppia residua in modo che, nel caso di sovraccarico, l’energia rotazionale immagazzinata nelle masse disaccoppiate possa rallentare liberamente. Con le serie tipo EAS-HSC ed EAS-HSE, Mayr Power Transmission ha sviluppato nuove frizioni limitatrici di coppia su misura per i requisiti estremi della tecnologia dei banchi prova. Entrambe le serie costruttive sono basate su principi di progettazione trovati e collaudati, che hanno dimostrato la loro validità da decenni. Il prerequisito fondamentale per l’applicazione di una frizione limitatrice di coppia in applicazioni ad alta velocità è, fra l’altro, un’elevata qualità di equilibrio in ogni singolo componente, al fine di raggiungere una regolarità di funzionamento ottimale della linea di azionamento sulla combinazione dei componenti. Quando la velocità aumenta, gli squilibri provocano forze cen- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 trifughe e vibrazioni sostanziali. Ciò pone sotto sforzo l’intera costruzione del banco prova, porta al funzionamento irregolare e falsifica i risultati di collaudo dei dispositivi di misura. Pertanto, ottimizzare gli squilibri delle masse era una priorità primaria nello sviluppo delle nuove frizioni ad alta velocità. Caratteristiche tecniche Rispetto alle frizioni limitatrici di coppia standard disponibili sul mercato, le nuove frizioni limitatrici di coppia per banchi prova EAS-HSC ed EAS-HSE offrono numerose caratteristiche tecniche. A prima vista, si può notare la concezione estremamente compatta delle Una frizione limitatrice di coppia a disinnesto senza gioco EAS in frizioni. L’elevata densità di prestazioni riduce le masse combinazione con un accoppiamento a pacco dischi completamente rotanti e ha un effetto positivo sulla regolarità di fun- in acciaio senza gioco Roba-DS, installati in un banco prova presso zionamento e sulla dinamica della macchina. Le frizioni ThyssenKrupp EGM, Langenhagen limitatrici di coppia consistono di molti singoli componenti, che non devono cambiare le loro posizioni all’interno frizione rimanga disinnestata. La linea di azionamento può rallendella frizione in condizione montata e anche in caso di sovrac- tare liberamente. Durante il tempo di arresto, non vi sono impatti carico. Ciò è garantito tramite certe caratteristiche del progetto. di innesto, che potrebbero avere un effetto negativo sulla linea di Inoltre, la frizione viene equilibrata in condizione di completa azionamento, in particolare sul dispositivo di misura della coppia. installazione con una qualità di equlibrio di G2,5, velocità di ri- L’unità di trasmissione della coppia è stata progettata in modo ferimento 3.000 giri/min. Per garantire che la frizione limitatrice che il reinnesto sia possibile solo nella posizione di disinnesto. Ciò di coppia completamente installata, impostata sulla rispettiva significa che i singoli componenti della frizione hanno sempre coppia ed equilibrata, fornisca la qualità di equilibratura richiesta la stessa posizione angolare reciproca durante il funzionamento, anche dopo l’integrazione nel sistema del cliente, la tolleranza mantenendo la qualità dell’equilibrio. Lo speciale meccanismo di del giunto fra l’albero del cliente e il foro della frizione viene mi- disinnesto permette il reinnesto semplice e veloce senza grossi nimizzata. I fori delle frizioni sono progettati con qualità 6 nella impegni di forza. Sulle EAS-HSE, singoli elementi di sovraccarico serie standard. Inoltre, la connessione albero-mozzo a blocco fri- trasmettono la coppia tramite il blocco positivo. Nel caso di sozionale garantisce la trasmissione della coppia senza gioco. Le vraccarico, tali elementi di sovraccarico disinnestano e separano forze di reazione esterne che hanno effetto sulla flangia d’uscita l’ingresso e l’uscita quasi senza coppia residua con elevate precidelle frizioni ad alta velocità sono assorbite da un cuscinetto ad sioni di interruzione e ripetizione. L’energia cinetica delle masse alta qualità della frizione, e pertanto non influenzano il mecca- rotanti, che è immagazzinata nel sistema, può rallentare liberanismo di disinnesto. La limitazione precisa della coppia rimane mente. Gli elementi non si reinnestano automaticamente. Essi intatta. Nel caso di blocco della linea di azionamento, la frizione rimangono separati finché vengono reinnestati manualmente o limitatrice di coppia si disinnesta all’istante. L’accelerazione dal tramite un dispositivo. La posizione per il reinnesto sincrono per lato d’ingresso al lato d’uscita della EAS-High Speed è estrema- mantenere la qualità dell’equilibrio è segnata chiaramente sulla mente rapida. Il cuscinetto ad alta qualità della frizione è stato frizione. Le nuove frizioni per banchi prova sono fornite con proprogettato in modo da assorbire tali accelerazioni. Anche dopo getto a flangia per il fissaggio degli elementi sul lato cliente o con il verificarsi di un sovraccarico, la posizione reciproca dei singoli accoppiamenti a pacco dischi a singolo giunto o doppio giunto componenti non deve cambiare. Al disinnesto della frizione, l’in- torsionalmente rigido. Oltre alla classica connessione di 2 alberi, gresso e l’uscita sono ruotati uno rispetto all’altro. Pertanto, deve Mayr Power Transmission offre flange adattatrici per l’integraessere garantito che venga ristabilita la posizione iniziale dopo zione diretta di flange di misura standard. Ciò permette progetti il reinnesto. È per questo che le nuove frizioni per banchi prova complessivi estremamente compatti. La serie tipo EAS-HSC type si disinnestano con reinnesto sincrono. Sulle EAS-HSC, la coppia copre una gamma di coppie nominali da 5 a 1.000 Nm con 5 dinel funzionamento normale è trasferita tramite sfere che si inne- mensioni costruttive. In base alla dimensione, sono ammesse vestano simultaneamente nelle scanalature del mozzo e della flan- locità da 6.000 a 12.000 giri/min. Per la serie tipo EAS-HSE, finora gia d’uscita. Molle a tazza precaricano le sfere tramite un anello. sono state realizzate 3 dimensioni per valori di coppia da 500 a La quantità di forza delle molle è proporzionale alla coppia tra- 5.700 Nm. Sono in programma quattro dimensioni addizionali. La smissibile. Questo principio rimane senza gioco anche nel caso di serie di tipi completa sarà in grado di coprire valori di coppia da usura delle scanalature. Mayr Power Transmission utilizza molle a 300 a 25.000 Nm e velocità fino a 16.000 giri/min. Grazie alle loro tazza con curva caratteristica discendente nelle sue frizioni limi- caratteristiche, le nuove frizioni limitatrici di coppia EAS-HSC ed tatrici di coppia. Ciò significa che la coppia è trasmessa in modo EAS-HSE non solo sono adatte per banchi prova, ma sono anche torsionalmente rigido fino al raggiungimento del valore di disin- la soluzione perfetta per tutti gli altri assi di azionamento ad alta nesto prefissato. In caso di sovraccarico, la forza di precarico della velocità. molla si riduce e la frizione si disinnesta con precisione. Dopo il Mayr Italia disinnesto, uno speciale meccanismo di disinnesto assicura che la LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 71 di Alessandra Flammini, Angelo Vezzoli Fonte: www.seminarliders.com AO Tutorial Le opportunità offerte dalla rete elettrica Uno studio relativo alla misura distribuita della ‘power quality’ in ambito industriale mostra l’utilità della PowerLine Communication G eneralmente l’ambiente di fabbrica ospita diverse macchine tutte collegate all’impianto elettrico; queste macchine possono consumare parecchia energia creando delle situazioni di stress sulla rete elettrica. Inoltre, molte macchine utensili sono a loro volta sensibili ai disturbi elettrici eventualmente presenti sulla rete stessa. Per questo è importante effettuare uno studio della qualità dell’energia proveniente dal fornitore e di quella della rete interna, al fine di garantire il corretto funzionamento dell’impianto. È anche utile comparare i valori rilevati da diversi punti di misura (meter) a livello di fabbrica, con lo scopo di analizzare la qualità della potenza erogata e identificare possibili problemi sulla rete di alimentazione. Sono applicazioni tipiche di misura della qualità della potenza l’energy metering, la misura e tracciatura della Power System Quality (kW, VA, VAR), la determinazione dei problemi legati alle armoniche originate dalle sorgenti e dai carichi, la Monitor Phase Balance, il troubleshooting dei Power Distribution Panel per ogni mac- 72 chinario, l’analisi dell’avviamento dei motori. Inoltre, poiché i dispositivi di misura sono per loro stessa natura connessi alla rete elettrica, sarebbe utile sfruttare tale connessione anche per l’alimentazione dei dispositivi stessi e, cosa più importante, per la comunicazione dei dati di misura da essi prodotti. PowerLine Communication e fieldbus La PowerLine Communication (PLC) è in grado, attraverso opportune modulazioni, di utilizzare gli impianti elettrici esistenti per veicolare dei dati. Oggi sul mercato esistono diverse tecnologie, quindi occorre scegliere quelle che meglio si adattano al contesto industriale. Potrebbe anche risultare vantaggioso fruttare l’integrazione tra PowerLine Communication e altri protocolli già presenti in ambito industriale, come gli ormai ampiamente diffusi bus di campo: esistono numerosi strumenti e misuratori con interfaccia verso bus di campo, per cui è ipoteticamente possibile integrare la rete utilizzata per la valutazione della qualità dell’energia in am- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 biente industriale con un’eventuale rete di comunicazione pre-esistente in tale ambiente. Esistono vari tipi di bus di campo, però, molto differenti tra loro, poiché spesso le loro caratteristiche dipendono dall’applicazione per cui sono stati pensati. Lo standard Canbus, per esempio, utilizzato principalmente in campo automobilistico, è un bus multi-master e offre un tasso di comunicazione fino a 1 Mbps. D’altra parte Profibus DP, molto diffuso nell’automazione discreta, ha una modalità di accesso al mezzo bus master-slave e offre una velocità massima di trasferimento dei dati pari a 12 Mbps. Nel settore dell’automazione di processo i requisiti richiesti cambiano, quindi troviamo bus più lenti ma con modulazioni più robuste: Profibus PA e Fieldbus Foundation H1 sono i più diffusi in questo ambito. Utilizzano entrambi lo stesso livello fisico e hanno una velocità di trasmissione dati fissa a 31,25 kbps. Un altro bus molto diffuso per la sua semplicità è Modbus. È una delle prime soluzioni apparse su bus di campo, ma da quando ha fatto la sua comparsa si è diffuso in moltissimi ambiti e viene utilizzato in scenari molto diversi. È un bus master-slave e può raggiungere una velocità di trasmissione di 115,2 kbps utilizzando una connessione seriale compatibile RS485. In ogni caso, una caratteristica comune a tutti i sistemi di comunicazione industriali è la capacità di ridurre i costi d’installazione e di manutenzione rispetto a sistemi legacy come i loop di corrente 4-20 mA, principalmente grazie alla riduzione degli oneri di cablaggio e messa in servizio. In questa prospettiva, la PowerLine Communication potrebbe essere un mezzo interessante anche per un’implementazione fieldbus. Qui, la stessa alimentazione via cavo potrebbe trasportare anche le informazioni di processo, evitando così la necessità di posizionare nuovi cavi. Per veicolare i dati di misura sulla qualità dell’energia provenienti dai vari misuratori distribuiti all’interno dell’impianto industriale sarebbe dunque utile impiegare proprio la PowerLine Communication. Prima però occorre capire quale architettura di riferimento sia meglio utilizzare per tale prova, mantenendo come condizione la possibilità di riutilizzare i misuratori già presenti senza la necessità di installarne di nuovi. Per tutti questi motivi, al fine di confermare la fattibilità dell’approccio proposto, nello studio qui descritto è stato utilizzato il protocollo Modbus, non solo perché è sicuro e stabile, data la sua larga diffusione da molto tempo in ambito industriale, ma anche perché già esistono sul mercato convertitori Dlms/ Modbus. La scelta migliore sarà inoltre quella di utilizzare lo standard Cosem, che è già largamente impiegato nell’ambito metering ed è uno standard ben accetto nelle misurazioni elettriche. Le caratteristiche del linguaggio Dlms/ Cosem (Device lenguage message specification/Companion specification for energy metering) sono descritte nella direttiva IEC62056 per quello che riguarda le suite di protocolli e la comunicazione con gli AMR (Automated Meter Reading). In particolare, Dlms fissa i concetti generali per le entity (oggetti) di comunicazione, mentre Cosem definisce come vengono scambiate le informazioni relative all’energia (unità di misura, risoluzione ecc.). Le definizioni messe a disposizione da questo standard sono vaste e flessibili, quindi utili per i più diversi campi di metering. PowerLine Communication in ambiente industriale Le narrow band PowerLine Communication (Nbplc) a bassa velocità vengono già utilizzate in ambiente industriale, ma limitatamente ad applicazioni non critiche dal punto di vista temporale. Queste tecnologie sono convenienti, semplici e robuste, ma offrono un data rate molto basso, quindi non si possono confrontare (o connettere) con i bus di campo convenzionali. Le Nbplc seguono delle normative ‘regionali’, rilasciate da Cenelec in Europa (EN50065, banda da 3 kHz a 148,5 kHz) e dalla Federal Communication Commission in USA (FCC Part 15, banda da 9 kHz a 500 kHz). Queste norme non solo limitano la gamma consentita, ma specificano anche chi è autorizzato a trasmettere. Cenelec per esempio definisce cinque bande, che descrivono ‘chi’ ha l’autorizzazione a trasmettere e ‘come’ la trasmissione deve avvenire. La nota soluzione LonTalk appartiene a questa categoria delle Nbplc; sfrutta una semplice modulazione Bpsk (Binary phase shift keying) e può raggiungere un bit rate fino a 5,2 kbps. È stata anche proposta recentemente la tecnologia broadband PowerLine Communication (BPL) per l’automazione domotica (TV in streaming, radio o Internet su linea di alimentazione). Sotto questo ‘cappello’ si trova un gruppo di protocolli che fornisce come fattore comune un’alta velocità di scambio dati: HomePlug AV, per esempio, arriva fino a 200 Mbps ma presenta un costo elevato e, più importante, una scarsa robustezza alle interferenze che ne impedisce l’adozione nelle applicazioni industriali. Inoltre, la regione dello spettro nella quale BPL opera non è ancora regolata, per cui può essere adottata solo sulla rete elettrica circoscritta non connessa all’infrastruttura esterna. Le narrow band PLC a media velocità È apparsa infine sul mercato, grazie alla disponibilità di dispositivi a basso costo con elevata potenza di elaborazione, una terza classe di PowerLine Communication, le Nbplc a media velocità. I dispositivi che operano nella banda Nbplc si basano su Ofdm (Orthogonal frequency division modulation), cioè molte sottoportanti vengono trasmesse in tutta la banda consentita, soddisfacendo in tal modo sia la robustezza, sia i requisiti prestazionali richiesti dagli scenari industriali. Purtroppo, il processo di standardizzazione di queste soluzioni è ancora in corso e si orienta verso un paio di opzioni più condivise. Prime (Powerline intelligent metering evolution) è stato il primo protocollo a essere definito e per questo motivo si è scelto di impiegarlo nello studio qui descritto. Un altro protocollo che utilizza la modulazione Ofdm è G3-PLC. La specifica G3-PLC comprende l’intera banda FCC raggiungendo un bit rate massimo di 207,6 kbps ma, se la larghezza di banda di trasmissione è limitata alla sola banda Cenelec, il bit rate massimo è 33,4 kbps. Bisogna tra l’altro ricordare che le associazioni Ieee e International Telecommunication Union Sector (ITU-T) hanno avviato dei gruppi di lavoro su Nbplc. Ieee propone il progetto P1901.2 all’interno del gruppo di lavoro Ieee 1901, definendo la comunicazione BPL. Obiettivo del gruppo di lavoro 1901.2 è fornire un approccio globale per i protocolli PLC, quindi questa norma non dovrebbe can- LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 73 cellare le proposte esistenti, ma (si spera) armonizzare le varie specifiche disponibili. Infine, ITU-T sta lavorando alla G.hnem, uno standard Nbplc basato sulla modulazione Ofdm che raggiunge una velocità di trasferimento pari a 101,3 kbps nella banda Cenelec e 821,1 kbps sfruttando tutta la banda FCC. Fonte: www.buildipedia.com AO Tutorial L’integrazione di meter Modbus su Prime Lo studio qui presentato è stato implementato al fine di verificare la fattibilità e le prestazioni di un sistema dove dei meter esistenti con interfaccia Modbus vengono integrati tra loro usando la PowerLine Communication. L’idea di base è di incapsulare un pacchetto Modbus che trasporta i dati di misura all’interno di un messaggio Prime e verificare se le prestazioni (per esempio le latenze) sono sufficienti per soddisfare le esigenze industriali. Prime è stato scelto per lo sviluppo di questo studio per il suo transfer rate elevato (fino a 141 kbps) e la reale disponibilità di dispositivi conformi. Il progetto Prime è stato originariamente lanciato da Iberdrola, che istitui- banco di prova (figura 2). Un sistema a microcontrollore PIC gestisce la comunicazione master Modbus, inclusi la macchina a stati e l’incapsulamento dei messaggi all’interno di un messaggio di gestione per il modem Prime (la RS232 è stata impostata a 57 kbaud/s e la modulazione è Dbpsk a 23,5 kbps). Gli strumenti Modbus Fig. 2 - Banco di prova allestito per l’esperimento di sono anch’essi interimplementazione con Modbus facciati attraverso un sistema a microprocessore che funge da semplice gateway. Il coordinamento dell’accesso al mezzo condiviso, ossia la linea elettrica, è gestito tramite l’approccio master-slave del protocollo Modbus, evitando così collisioni anche in presenza di più slave. Naturalmente, il mezzo viene gestito in half-duplex. Come indice prestazionale è stato considerato il tempo di andata e ritorno di varie richieste consecutive (N=1.000) sia in lettura che in scrittura. La misurazione di tale tempo è stata fatta con un counter di precisione fornito da Agilent. Per tutti i quattro nodi slave nella rete il tempo medio di andata e riFig. 1 - Schema a blocchi del trasmettitore Prime a livello torno è di circa 64 ms con una deviazione standard nell’ordine fisico di alcune decine di microsecondi. Tale ritardo è ampiamente compatibile con la maggior parte degli scenari applicativi in sce quattro gruppi di lavoro su: PHY (Physical) e MAC (Medium cui è necessario realizzare del metering distribuito, per esemAccess Control), gli strati superiori e le prove di distribuzione e pio sarebbe possibile accedere ai dati di 16 misuratori Modbus di campo. Prime standardizza gli strati PHY e MAC e offre uno in circa 1 secondo. strato di convergenza per i protocolli di rete noti, come IPv4 o IPv6. Il livello di applicazione non è definito e deve essere Utili sinergie sviluppata dagli utenti. Come già detto, il livello fisico sfrutta la In conclusione, lo studio ha evidenziato come la PowerLine modulazione Ofdm, consentendo una buona reiezione delle Communication possa essere vantaggiosamente utilizzata per veicolare i dati di misura provenienti da dei misuratori per la interferenze (figura 1). Per l’implementazione della comunicazione Prime è stato valutazione della qualità dell’energia in ambiente industriale. scelto un approccio a scatola nera, molto efficace visto la na- I vantaggi possono essere ulteriormente moltiplicati se la Potura prototipale del sistema. Il modem Prime utilizzato è inter- werLine Comunication viene usata come canale di trasporto facciabile tramite RS232 trasmettendo i dati ricevuti su questa di altri protocolli già presenti in ambito industriale, perché si interfaccia in un frame PHY Prime. Quindi, è stato allestito un potrebbero applicare sensibili riduzioni di costo. 74 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 CNC | ROBOTS | ROBOMACHINES The colour of automation WWW.FANUC.EU 6577 FNR Ad_ColOfAutom_210x285_RZ.indd 1 FA N U C – N O . 1 I N FACTO R Y A U TO M AT I O N A N D R O B OT S . Noi acceleriamo il tuo Business. FANUC FA - Robotics – Robomachine. La forza di tre grandi aziende - insieme ora come un‘unica entità leader: FANUC. 5/11/2012 2:37:03 PM AO AUTOMAZIONE D AUTOMAZIONE DOMANI OMANI di Micaela Caserza Magro (*) Route verso la cloud automation A lla ribalta del mondo dell’automazione stanno comparendo parole e termini che sembrano aprire nuovi orizzonti e che prendono spunto dal mondo ICT. La ‘cloud automation’, per esempio, sembra essere una tecnologia in grado di fornire servizi interessanti e utili, ma, come molto spesso succede nelle tecnologie emergenti, vi è un po’ di confusione su quali siano realmente le potenzialità e quali gli strumenti necessari per poterla implementare. Per chiarire questa zona d’ombra conviene fare una breve digressione e descrivere che cosa implichino il ‘cloud computing’ e la ‘cloud automation’. Brevemente, come Nist riporta, con cloud computing si intende: distribuire e consumare servizi IT attraverso il Web; gestione dinamica e scalabile delle funzioni IT; possibilità di utilizzare hardware con piattaforme qualunque, purché supportino un Web browser. Inoltre, il concetto base del cloud computing è la virtualizzazione degli oggetti, mentre punto centrale del sistema cloud è il data center. Passando alla cloud automation, si possono dare le seguenti definizioni: distribuire e consumare servizi attraverso la rete aziendale; gestione dinamica e scalabile delle funzioni. Elemento base della cloud automation è la virtualizzazione degli 76 oggetti e punto centrale del sistema sono il datacenter e l’infrastruttura di comunicazione. Ma: perché risultano interessanti e appetibili le funzioni legate alla ‘cloud’ per i sistemi di automazione? I sistemi di automazione sono sempre più articolati e la necessità di scambiare sempre più informazioni tra reparti diversi e funzioni societarie differenti sta diventando una necessità. Per attuare questa integrazione è però necessario processare e correlare tra loro dati eterogenei provenienti da sottosistemi diversi (campo, controller network, control network, office network ecc.) e questo può richiedere un calcolo computazionale notevole. Se però il sistema di automazione, in tutte le sue parti, condivide le basi di calcolo, è possibile ‘remotizzare’ nella cloud i servizi più pesanti di processamento e rendere invece disponibili le informazioni a tutti i client che ne fanno richiesta, migliorando quindi i servizi resi disponibili. Questo implica anche che i client possano essere ‘thin’. L’unico requisito tassativo è la possibilità di accedere alla rete cloud. Appare chiaro come in un’architettura di questo tipo sia assolutamente necessario avere alcune ‘enabling technology’, tra cui una delle più importanti è appunto il sistema di comunicazione. Infatti, un mezzo di comunicazione che sia condiviso tra dati e informazioni, anche le più diverse, e che garantisca prestazioni eccellenti in termini di velocità e larghezza di banda, è il primo punto di partenza. La rete di comunicazione deve essere in grado di gestire diversi fattori importanti: consentire architetture a elevata affidabilità e disponibilità, trasportare protocolli differenti, offrire facilità d’integrazione anche con reti di comunicazioni diverse, che presentino peculiarità specifiche per aree d’installazione. Dalle caratteristiche fondamentali che deve avere il sistema di automazione appare chiaro che l’infrastruttura di comunicazione debba essere di tipo Ethernet-based. Le infrastrutture Ethernet possono essere usate come dorsali principali per collegare tutte le macchine, dal livello controllo fino ai livelli più alti del sistema di automazione aziendale, mentre i collegamenti dal controllo al campo possono essere realizzati per mezzo dei fieldbus. Risulta pertanto fondamentale che anche i dati provenienti dal campo siano rimodellati e rimappati sulla rete di comunicazione Ethernet-based. Questo è possibile attraverso l’impiego di appositi gateway. Si può dunque affermare che la ‘route verso la cloud automation’, intesa come veicolo per rendere servizi a più alto valore aggiunto, abbia iniziato il suo percorso anche grazie alla diffusione delle reti di automazioni di tipo Ethernet-based. (*) Diten - Università di Genova, comitato tecnico Automazione Oggi LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Le News in rete corrono di più Oltre 2 8 lettori .000 p l’edizio er n di EON e on line ews Un ico mens di inform ile italiano azione e analisi dei m e lettronic rcati dell’ea ad es sere Per maggiori informazioni: eonews@fieramilanomedia.it tel. 02 499 76 516 spedito in fo tale ad u rmato digina lista d i fusione oltre la difsoglia di 28.000 nominat ivi. AO AUTOMAZIONE USA E se le Cose parlassero davvero? L a situazione si farà davvero interessante quando le ‘Cose’ cominceranno a parlarsi. E ad ascoltarsi. E a rispondersi. Stiamo discutendo da anni di ‘Cose che parlano’. Ora, finalmente, le capacità tecnologiche e le esigenze pratiche stanno iniziando a convergere per dare vita alla ‘prossima grande novità’, in grado di migliorare le attività industriali e la produzione. Si capisce che la tecnologia è sufficientemente matura perché alcuni fornitori, che non sono propriamente considerati fornitori di ‘automazione’, cominciano a offrire ai clienti prodotti dotati di connettività embedded. So per esempio che questo è uno degli obiettivi principali di OPC UA secondo Tom Burke, presidente di OPC Foundation. Ora bisogna solo utilizzare al meglio la tecnologia. All’inizio gli scambi fra dispositivi erano limitati a poche informazioni, come spesso accade quando una tecnologia è in via di sviluppo. Siamo partiti da qualcosa che si chiamava ‘machine-to-machine’ o M2M. Si trattava più che altro di utilizzare le reti cellulari quali nuova architettura a banda larga per applicazioni Scada da remoto. Ma era solo l’inizio del ‘gioco’. Fu poi la volta di un’altra tecnologia wireless. Il wifi (secondo la specifica Ieee 802.11) divenne onnipresente. Le reti wireless mesh, basate su Ieee 802.15.4, sono via via progredite superando la fase caotica e di stallo nella quale erano finite e si sono insediate in due standard industriali emergenti: WirelessHart e ISA100. Tutte queste tecnologie wireless forniscono reti di connessione stabili con opzioni 78 differenti, così gli ingegneri possono scegliere il sistema che meglio si adatta alla specifica applicazione. Alcuni anni fa, ho avuto una conversazione di stampo ‘filosofico’ con Peter Martin, vice presidente di Invensys Operations Management, riguardo al tema “Cosa succederebbe se si potessero installare in modo semplice e poco costoso dei sensori in certe aree critiche dell’impianto? Cosa si potrebbe sapere in più sul reale stato di funzionamento dell’impianto?” Da allora in poi Invensys iniziò a proporre al mercato release software progettate per sfruttare i dati direttamente ricavati dagli impianti, così come da qualsiasi altra fonte di informazioni rilevante, in modo da aiutare i clienti a prendere decisioni in modo più consapevole a qualsiasi livello aziendale. Altre conversazioni con John Berra, poi CEO di Emerson Process Management, e Peter Zornio, chief strategic officer di Emerson Process Management, hanno riguardato quale tecnologia di tipo WSN (Wireless Sensor Network) avrebbe permesso il concretizzarsi di queste visioni per ottenere un maggior numero di dati operativi d’impianto utili. Emerson, insieme ad altri fornitori, decise di seguire lo sviluppo delle WSN basate sulla soluzione di Hart Communication Foundation, ossia WirelessHart. Altri sostennero la soluzione proposta dal comitato ISA100 della International Society of Automation (ISA). Queste tecnologie si stanno oggi rapidamente diffondendo. Ci accorgiamo che le tecnologie sono mature perché aziende che non sono propriamente fornitrici di soluzioni di ‘controllo’ offrono questo embedded nei propri prodotti. SKF Group, per esempio, produttore di cuscinetti e relativi componenti, ha recentemente fatto proprio questo. Ha rilasciato SKF Insight, un cuscinetto dotato di sensori e di un trasmettitore WirelessHart embedded. Così, le attività di condition monitoring sull’equipaggiamento in rotazione possono ora davvero fare un salto di qualità. Le tecnologie di base non potranno mostrare tutte le loro potenzialità finché non vi sarà qualcosa in grado di fare da tramite e collegarle insieme. Ho recentemente parlato con David Friedman, uno dei fondatori e CEO di Ayla Networks, un’azienda che si è ultimamente distinta per aver fatto un paio di annunci interessanti. Penso che quello che stanno facendo è importante per il mondo dell’industria e della produzione (se non anche per altro). “Stiamo arrivando al momento in cui Internet farà un nuovo passo avanti” ha detto Friedman. “Abbiamo costruito una piattaforma che elimina gli ostacoli insiti nella realizzazione di apparati interconnessi e nella loro commercializzazione. Abbiamo anche creato un modello di business con partnership chiave, per sviluppare questa visione”. Questa piattaforma cerca di semplificare e accelerare lo sviluppo di nuovi prodotti da parte dei fornitori, aumentandone al contempo l’utilità dal punto di vista dei clienti, per portare a una maggiore soddisfazione complessiva e abbassare i costi per tutti. L’efficienza con la quale l’azienda può fornire i propri servizi, inoltre, minimizza il costo della connettività. Gary Mintchell , [email protected] fondatore e direttore di The Manufacturing Connection ex fondatore e direttore della rivista Automation World blogger @ www.garymintchellsfeedforward.com LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 AO AVVOCATO di Anna Minichiello, Cristiano Cominotto Aziende e privacy: sanzioni e misure minime di sicurezza C on l’entrata in vigore del D.lgs. 196/03 la materia privacy è stata codificata in un unico codice. Tale codificazione ha permesso che anche in materia di privacy vi fosse più certezza del diritto, a differenza del passato in cui il diritto sulla privacy era fortemente frammentario e contraddittorio. Nel codice sono indicati sia i comportamenti da adottare per poter agire secondo i dettami previsti dal legislatore, sia le sanzioni previste in caso d’inosservanza degli stessi. Le sanzioni in materia di privacy possono essere di tipo civile, amministrativo e penale. In particolare, per quanto riguarda la responsabilità civile, vige il principio dell’inversione dell’onere della prova che grava sul titolare del trattamento dei dati. L’art. 15 del codice, infatti, richiama espressamente l’art. 2050 cc, il quale dispone che chiunque cagiona un danno ad altri a seguito del trattamento di dati personali è tenuto al risarcimento dei danni, se non prova di aver adottato tutte le misure idonee a evitare il danno. Si incorre in responsabilità civile nel caso di distruzione, perdita, accesso non consentito o non conforme alle finalità della raccolta. Le misure grazie alle quali l’azienda può tutelarsi Le aziende, in qualità di titolari del trattamento dei dati, possono tuttavia tutelarsi di fronte a tali situazioni creando al proprio interno un’organizzazione che permetta di gestire la propria struttura nel modo più opportuno per adeguarsi ai dettami previsti dal legislatore in materia di privacy. In primo luogo, è utile che il titolare del trattamento nomini all’interno della propria azienda dei responsabili, per ogni singolo settore (per esempio risorse umane, contabilità, fornitori, clienti ecc.) affinché gli stessi possano coadiuvarlo nella gestione del trattamento dei dati. Estrema importanza, inoltre, rivestono le misure minime di sicurezza. Sono misure minime di sicurezza tutte le misure tecniche, informatiche, organizzative, logistiche e procedurali di sicurezza volte ad assicurare un livello minimo di protezione dei dati personali. L’adozione di tali misure è obbligatoria, tant’è vero che la loro omissione o la non corretta implementazione è punita penalmente. Secondo quanto disposto dalla legge, infatti, chiunque, essendovi tenuto, ometta di adottare le misure minime necessarie a garantire la sicurezza dei dati personali, è punito con arresto o ammenda. Il legislatore ha tuttavia previsto la possibilità di estinguere il reato mediante il ravvedimento operoso. Tale istituto permette al titolare di sanare la propria posizione, evitando le conseguenze penali, adempiendo alle prescrizioni del Garante entro un termine prescritto, non superiore ai sei mesi. Nei 60 giorni successivi allo scadere del termine concesso, se risulta l’adempimento alla prescrizione, l’autore del reato è ammesso dal Garante a pagare una somma pari al quarto del massimo dell’ammenda stabilita. L’adempimento e il pagamento estinguono il reato. La formazione del personale Tra le misure minime di sicurezza, sicuramente un ruolo fondamentale è ricoperto da un’adeguata formazione del personale aziendale: gli incaricati. È compito del titolare o del responsabile fare in modo che gli incaricati siano resi edotti riguardo sia alle modalità corrette per trattare i dati, al fine di evitare il rischio di perdita, distruzione o dispersione degli stessi (per cui sarebbe responsabile l’azienda), sia in merito alle sanzioni previste nel caso di trattamento illecito dei dati stessi. Pertanto una buona organizzazione aziendale e un’ottima formazione del personale garantiranno alle aziende maggiore serenità sul fatto di operare secondo i dettami previsti dalla legge sulla privacy, di essere sempre a conoscenza di chi fa che cosa, di meglio individuare le responsabilità e di godere di una maggiore tutela a livello giudiziale nel caso in cui si venisse citati in giudizio riguardo questioni inerenti il trattamento dei dati personali. Risponde alla nostra rubrica l’Avv. Cristiano Cominotto di Milano specializzato nelle problematiche legali in campo elettronico, informatico e dei sistemi di produzione. Chiunque desiderasse proporre o approfondire argomenti legali su queste pagine può telefonare al n. 02/5450823 o scrivere a: [email protected] 80 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 mostre convegno 5 soggetti_mostre 5 soggetti 02/07/13 12.35 Pagina 1 CONVEGNO MACHINE AUTOMATION MC4 MOTION CONTROL FOR Machine Automation è la mostra - convegno dedicata a tecnici, progettisti e specialisti che operano nel mondo delle macchine automatiche. Spazio espositivo e sessioni tecniche consentiranno agli utenti di scoprire in anteprima le tendenze tecnologiche del settore. E’ la mostra - convegno interamente dedicata alle tecnologie e ai prodotti per il controllo del movimento. L’evento si rivolge a tecnici e progettisti operanti in ambito industriale e nel settore energetico che utilizzano motori e motoriduttori, servomotori, azionamenti e regolatori di velocità, controllo assi, sistemi di posizionamento, comandi a attuatori, sensori e comunicazione. SENSORS & PROCESS INSTRUMENTATION INDUSTRIAL TECHNOLOGY EFFICIENCY E’ la mostra - convegno dedicata alla sensoristica e alla strumentazione di processo. Rappresenta un’esclusiva vetrina di prodotti, sistemi e soluzioni che trovano applicazione negli impianti e macchine per l’industria manifatturiera e di processo. Accanto alle soluzioni per le misure di processo uno spazio speciale è dedicato alla strumentazione per l’analisi e il laboratorio. Industrial Technology Efficiency day 2013, la nuova mostra convegno nata per offrire un quadro quanto più completo possibile per la realizzazione di soluzioni ad elevata efficienza in ambito di impiantistica e automazione industriale. Fiera Milano Media S.p.A. www.mostreconvegno.it [email protected] AO NEWS a cura della redazione Cognex C ognex ha rinnovato la gamma di lettori di codici a barre industriali portatili della serie DataMan 8000 aggiungendo importanti funzionalità tali da migliorare la velocità e l’affidabilità di lettura. La tecnologia proprietaria di analisi delle immagini Hotbars, per esempio, garantisce una lettura rapida dei codici 1D più complessi in modo facile e veloce, anche se danneggiati o sfuocati, caratterizzati da una difficile prospettiva o da altre problematiche. L’algoritmo 2DMax+ di Cognex permette invece una decodifica corretta di codici stampati 2D e matrix DPM; offre tempi di decodifica più rapidi ed è efficace anche in caso di distorsione della prospettiva, basso contrasto, danneggiamento delle fasce perimetrali e del modello di sincronizzazione. L’utente può selezionare il tipo di codice da leggere (dai più semplici ai più complessi). Questa funzione è utile per migliorare la velocità di lettura in caso di codici stampati, ad alto contrasto o codici DPM complessi, impossibili da leggere con impostazioni standard. Tra le nuove funzionalità figura anche una rapida routine di acquisizione delle immagini in modalità dual focus, che consente agli utenti di aumentare la profondità di campo o di leggere più velocemente codici a barre di dimensioni molto variabili, da quelli più grandi ai data matrix 2D più piccoli (5 mm). Pilz P ilz ha ampliato la gamma di controlli di sicurezza PSSuniversal con nuovi modelli in grado di comunicare attraverso Profibus/Profisafe. PSSuniversal Multi è progettato in modo che il suo utilizzo nelle architetture di controllo basate su CNC semplifichi la gestione della tecnica di sicurezza, fornendo uno strumento omogeneo per il controllo della sicurezza delle macchine e degli assi. È possibile collegare il controller di sicurezza PSSuniversal Multi con un sistema CNC di sicurezza o Motion Control (MC) attraverso il bus di sicurezza Profisafe. I dati relativi al feedback dei diversi assi vengono rilevati dal sistema CNC o MC e trasmessi a PSSuniversal Multi per la verifica di sicurezza. La configurazione e la programmazione di tutte le funzioni di sicurezza delle macchine vengono eseguite tramite l’editor grafico di programmi PasMulti. Una libreria di moduli standard e failsafe certificati contribuisce ad aumentare la semplicità di gestione e rende possibile una maggiore riusabilità. È poi possibile collegare direttamente al sistema anche interfacce I/O standard. Se questi segnali non vengono utilizzati dal programma di sicurezza locale, possono essere reindirizzati al sistema CNC tramite il collegamento fieldbus esistente per mezzo di una speciale ‘funzione di bypass’. Con PSSuniversal Multi è infine possibile coniugare la periferia standard e la periferia di sicurezza in un’unica infrastruttura, pertanto ulteriori dispositivi o collegamenti fieldbus risultano superflui. Wago I I nuovi moduli per la misurazione della potenza trifase 750-494 e 750-495 di Wago consentono la misurazione dei consumi energetici, l’analisi delle armoniche e la misurazione della corrente del neutro per un’analisi completa della rete. Per ogni fase di una rete di alimentazione trifase entrambi i moduli calcolano i dati di consumo e di energia tramite valori RMS di corrente/tensione: fattore/energia/potenza attiva, posizione fase, potenza reattiva/apparente, rilevazione campo di rotazione, corrente di picco e fattore di potenza. Nelle reti di alimentazione, la sovrapposizione delle oscillazioni delle armoniche della potenza possono avere un impatto negativo sui carichi connessi. Il modulo 750-494 consente un’analisi fino alla 40ª armonica. Inoltre, questi moduli consentono la misurazione della corrente sul neutro per il rilevamento di guasti di isolamento. La misurazione della corrente senza contatto mediante bobina di Rogowski permette ai moduli di registrare valori in aree di difficile accesso. Nonostante il design compatto possono essere collegate direttamente fino a 690 Vc.a. di tensione, come richiesto per i generatori eolici. Infine, il software veloce e intuitivo Wago-I/O-Check semplifica la configurazione; è possibile programmare i moduli personalizzandoli grazie all’ambiente di programmazione Codesys e, se necessario, visualizzare i consumi su schermo mediante il Target Visualization integrato e/o su dispositivo remoto tramite Web browser. 82 LUGLIO-AGOSTO 2013 AUTOMAZIONE OGGI 365 Bilancio di esercizio al 31 dicembre 2012 - Fiera Milano Media SpA Stato Patrimoniale Stato Patrimoniale segue ATTIVO (euro) 31-12-12 31-12-11 PASSIVO (euro) 8) Debiti rappresentati da titoli di credito A) Crediti verso soci per versamenti ancora dovuti - - (di cui già richiamati ) - - - - - - esigibili oltre l'esercizio successivo 10) Debiti verso imprese collegate I. Immobilizzazioni Immateriali 1) Costi di impianto e di ampliamento 1.787 2) Costi di ricerca, di sviluppo e di pubblicità 3) Diritti di brevetto industriale e di utilizzo di opere dell'ingegno 4) Concessioni, licenze, marchi e diritti simili 5) Avviamento 6) Immobilizzazioni in corso e acconti 7) Altre Totale 5.329 - - 1.242.920 1.510.581 768.809 832.282 2.792.083 2.997.083 - - 31.224 32.644 4.836.823 5.377.919 1) Terreni e fabbricati 1.971 2.829 3) Attrezzature industriali e commerciali 5.061 12.168 4) Altri beni 92.748 5) Immobilizzazioni in corso e acconti Totale 151.800 - - 417.892 992.550 417.892 992.550 - esigibili oltre l'esercizio successivo 12) Debiti tributari - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 13) Debiti verso istituti di previdenza e di sicurezza sociale - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 14) Altri debiti a) Verso consociate - esigibili oltre l'esercizio successivo - esigibili entro l'esercizio successivo 29.000 29.000 a) imprese controllate - - b) imprese collegate - - c) imprese controllanti d) altre imprese 2) Crediti - - 29.000 29.000 - - - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - - a) verso imprese controllate - esigibili oltre l'esercizio successivo Totale debiti - - - 144.611 214.056 144.611 214.056 - - 224.820 249.041 224.820 249.041 - - 497.352 695.548 23.477 46.777 23.477 - esigibili entro l'esercizio successivo b) Verso altri creditori III. Immobilizzazioni Finanziarie 1) Partecipazioni in: - - 136.803 99.780 - - - esigibili oltre l'esercizio successivo - esigibili entro l'esercizio successivo - 2) Impianti e macchinario - - esigibili entro l'esercizio successivo 11) Debiti verso controllanti II. Immobilizzazioni Materiali - - - esigibili entro l'esercizio successivo in locazione finanziaria 31-12-11 - 9) Debiti verso imprese controllate B) Immobilizzazioni, con separata indicazione di quelle concesse 31-12-12 - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 46.777 - - 473.875 648.771 473.875 648.771 - 6.748.067 4.755.449 E) Ratei e risconti - aggio su prestiti - vari Totale ratei e risconti Totale passività Totale passività e patrimonio netto 273.606 584.303 273.606 584.303 7.081.830 9.775.264 12.186.924 14.752.907 b) verso imprese collegate - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - - - - c) verso controllanti - esigibili entro l'esercizio successivo - - - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - esigibili oltre l'esercizio successivo - - CONTI D'ORDINE (euro) Fdejussioni bancarie rilasciate a terzi Garanzie contrattuali rilasciate a terzi Totale conti d'ordine 31-12-12 116.500 - 31-12-11 116.500 - 116.500 116.500 d) verso altri 3) Altri titoli - 4) Azioni proprie (valore nominale complessivo ) - - - Totale 29.000 29.000 Totale immobilizzazioni 4.965.603 5.558.719 Conto economico (euro) 31-12-12 31-12-11 A) Valore della produzione 1) Ricavi delle vendite e delle prestazioni ATTIVO (euro) 31-12-12 31-12-11 12.793.984 - 3) Variazioni dei lavori in corso su ordinazione - - 1.035.360 653.806 1.035.360 653.806 - - 13.829.344 17.752.219 5) Altri ricavi e proventi: C) Attivo circolante - vari - contributi in conto esercizio I. Rimanenze 12.812 26.101 2) Prodotti in corso di lavorazione e semilavorati - - 3) Lavori in corso su ordinazione 1) Materie prime, sussidiarie e di consumo - - 4) Prodotti finiti e merci - 5) Acconti Totale - - - 12.812 26.101 II. Crediti 1) Verso clienti - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 2) Verso imprese controllate 3.743.756 5.999.227 3.743.756 5.999.227 - - - - - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - - - - 3) Verso imprese collegate - - esigibili entro l'esercizio successivo - - esigibili oltre l'esercizio successivo 4) Verso controllanti - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 4-bis) crediti tributari - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 4-ter) imposte anticipate - esigibili entro l'esercizio successivo - contributi in conto capitale (quote esercizio) Totale valore della produzione 6) Per materie prime, sussidiarie, di consumo e di merci 7) Per servizi 8) Per godimento di beni di terzi - - 530.978 2.918.033 3.920.904 b) Oneri sociali 873.843 1.104.545 c) Trattamento di fine rapporto 258.164 a) Salari e stipendi e) Altri costi 10) Ammortamenti e svalutazioni a) Ammortamento delle immobilizzazioni immateriali c) Altre svalutazioni delle immobilizzazioni d) Svalutazioni dei crediti compresi nell'attivo circolante e delle disponibilità liquide 13) Altri accantonamenti 315.346 99.208 1.089 99.208 a) Verso consociate - esigibili entro l'esercizio successivo - - esigibili oltre l'esercizio successivo b) Verso altri debitori 216.138 216.138 - - 6.739.696 8.740.607 1) Partecipazioni in imprese controllate - - 2) Partecipazioni in imprese collegate - - 3) Partecipazioni in imprese controllanti - - 4) Altre partecipazioni - - 5) Azioni proprie - - 6) Altri titoli - - - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - - - - 418.535 326.553 - - 2.964 494 Totale Differenza tra valore e costi di produzione (A-B) 15) Proventi da partecipazioni: Totale 1) Depositi bancari e postali 2) Assegni 3) Danaro e valori in cassa Totale attivo circolante 421.499 327.047 7.174.007 9.093.755 - - D) Ratei e risconti - disaggio su prestiti - vari 47.314 Totale ratei e risconti Totale attività 100.433 47.314 100.433 12.186.924 14.752.907 (euro) 31-12-12 2.803.300 2.803.300 II. Riserva da sovrapprezzo delle azioni I. Capitale - - - - 42.823 42.823 - - IV. Riserva legale V. Riserve statutarie VI. Riserva per azioni proprie in portafoglio VII. Altre riserve VIII. Utili (perdite) di esercizi precedenti IX. Utile (perdita) - - - - - 2.130.834 3.433.858 686 686 127.451 Totale patrimonio netto - - - - da imprese collegate - - - da controllanti - - - altri - d) proventi diversi dai precedenti: - da imprese controllate 4.977.643 226.040 216.923 - altri - verso imprese controllate 153.570 3) Altri Totale fondi per rischi e oneri C) Trattamento di fine rapporto di lavoro subordinato 172.961 46.746 448.542 426.356 838.426 1.626.419 1.604.468 D) Debiti - - - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - - - - - - 1.210.096 1.710.904 1.210.096 1.710.904 - - verso imprese collegate - verso controllanti - verso altri 739.621 739.621 - - - - - esigibili entro l'esercizio successivo - - - esigibili oltre l'esercizio successivo - 5) Debiti verso altri finanziatori 6) Acconti - - 13.150 - esigibili entro l'esercizio successivo - 13.150 - esigibili oltre l'esercizio successivo - 7) Debiti verso fornitori - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo - 2.259.249 2.133.197 2.259.249 2.133.197 - - - 17-bis) Utili e perdite su cambi: Totale proventi e oneri finanziari - 3.549 11.869 55.727 51.785 - - - 52.831 40.211 2.896 11.574 -11 -357 -52.189 -40.273 D) Rettifiche di valore di attività finanziarie 18) Rivalutazioni: - - a) di partecipazioni - - b) di immobilizzazioni finanziarie che non costituiscono partecipazioni - - c) di titoli iscritti nell'attivo circolante che non costituiscono partecipazioni - - - - a) di partecipazioni - - b) di immobilizzazioni finanziarie che non costituiscono partecipazioni - - c) di titoli iscritti nell'attivo circolante che non costituiscono partecipazioni Totale rettifiche di valore di attività finanziarie - - - - E) Proventi e oneri straordinari 20) Proventi: 267.348 - plusvalenze da alienazioni - imposte esercizi precedenti 5.420 - - 267.348 5.420 - varie 21) Oneri: - - - minusvalenze da alienazioni - - - imposte esercizi precedenti - varie Totale delle partite straordinarie 22) Imposte sul reddito dell'esercizio 267.348 5.420 292.585 -1.230.695 165.134 137.640 -19.391 46.885 b) Imposte differite c) Imposte anticipate 23) Utile (perdita) 127.451 72.329 222.438 -14.892 -135.217 -1.303.024 Prospetto di pubblicazione delle informazioni relative all'attività editoriale ai sensi dell'art. 11, comma 2, nn. 1) e 2), della legge 5 agosto 1981, n. 416 e dell'art. 9 delibera 129/02CONS.: Soggetto segnalante: FIERA MILANO MEDIA S.p.A. C.F.: 08067990153 ANNO: 2012 - 1.429 1.429 - esigibili entro l'esercizio successivo - - a) Imposte correnti 2) per imposte, anche differite - 11.869 - - da controllanti - - 3.549 - - da imprese collegate 17) Interessi e altri oneri finanziari: -1.303.024 5.105.094 11.869 - da imprese controllate c) da titoli iscritti nell'attivo circolante che non costituiscono partecipazioni B) Fondi per rischi e oneri 1) per trattamento di quiescenza e obblighi simili - 3.549 - Risultato prima delle imposte (A-B±C±D±E) - esigibili oltre l'esercizio successivo -1.195.842 - b) da titoli iscritti nelle immobilizzazioni che non costituiscono partecipazioni 31-12-11 III. Riserve di rivalutazione - esigibili oltre l'esercizio successivo 77.426 - - altri A) Patrimonio netto 4) Debiti verso banche 392.454 18.948.061 - 19) Svalutazioni: PASSIVO - esigibili entro l'esercizio successivo - 369.417 13.751.918 - da imprese controllate - da controllanti IV Disponibilità liquide - esigibili entro l'esercizio successivo -11.498 - da imprese collegate a) da crediti iscritti nelle immobilizzazioni a) Verso imprese controllate - esigibili oltre l'esercizio successivo 818.483 - 16) Altri proventi finanziari: III Attività finanziarie che non costituiscono Immobilizzazioni 3) Debiti verso soci per finanziamenti - - - Totale costi della produzione - 286.390 286.390 - esigibili entro l'esercizio successivo - esigibili oltre l'esercizio successivo 2) Obbligazioni convertibili 86.771 13.289 C) Proventi e oneri finanziari 5) Verso altri 1) Obbligazioni 713.428 391.055 14) Oneri diversi di gestione 1.089 564.578 38.204 1.724.226 1.618.682 12) Accantonamento per rischi 177.462 1.724.226 7.582 614.980 50.402 b) Ammortamento delle immobilizzazioni materiali 318.981 14.890 11) Variazioni delle rimanenze di materie prime, sussidiarie, di consumo e merci 177.462 287.479 - d) Trattamento di quiescenza e simili 1.926.913 219.117 10.455.261 5.352.012 156.525 1.926.913 136.862 8.141.284 372.952 156.525 - esigibili oltre l'esercizio successivo - 4.064.930 9) Per il personale 524.346 524.346 - B) Costi della produzione - 625.023 625.023 17.098.413 2) Variazione delle rimanenze di prodotti in corso di lavorazione, semilavorati e finiti 4) Incrementi di immobilizzazioni per lavori interni 01 02 03 04 05 06 07 08 09 10 Voci ricavo Vendita copie Pubblicità --- Diretta --- Tramite concessionaria Ricavi da editoria online --- Abbonamenti --- Pubblicità Ricavi da vendita informazioni Ricavi da altre attività editoriali - Vendita Libri Totale voci 01+02+05+08+09 Ricavi 72.855,12 4.790.368,01 4.790.368,01 0,00 397.975,38 0,00 397.975,38 0,00 0,00 5.261.198,51 Bilancio consolidato al 31 dicembre 2012 - Gruppo Fiera Milano SpA (migliaia di euro) (migliaia di euro) note Prospetto della situazione patrimoniale-finanziaria consolidata 31/12/12 31/12/11 24.258 30.667 note Prospetto di conto economico complessivo consolidato 27-42 2012 2011 Ricavi delle vendite e delle prestazioni 263.408 278.000 Totale ricavi 263.408 278.000 ATTIVITA' Attività non correnti 1 2 3 Immobili, impianti e macchinari Immobili, impianti e macchinari in leasing - Investimenti immobiliari non strumentali - 28 Costi per materiali 2.352 2.341 58.407 29 Costi per servizi 129.204 138.594 79 42 2.092 2.127 14.364 14.122 30 61.837 59.904 12.784 12.784 192 320 212.701 215.617 52.017 62.593 2.240 7.295 Avviamenti e attività immateriali a vita non definita 113.829 112.022 4 Attività immateriali a vita definita 60.015 5 Partecipazioni 43 Altre attività finanziarie 6 42 7 - Crediti commerciali e altri di cui vs parti correlate Attività fiscali per imposte differite Totale Attività correnti 8 42 9 10 42 11 Crediti commerciali e altri di cui vs parti correlate Rimanenze 4.143 - Attività finanziarie - 3.451 19.400 19.865 75.560 87.897 Attività destinate alla vendita Attività destinate alla vendita 288.311 Capitale sociale e riserve Capitale sociale 41.593 Riserva da sovrapprezzo azioni 13.797 Riserva da rivalutazione 41.248 53.385 49.121 53.295 32-42 Altre spese operative 6.986 6.651 249.500 260.785 4.025 13.702 441 10.702 - 10.342 17.933 30.917 8.373 8.132 - - Totale Costi Operativi 33 Proventi diversi 42 di cui: vs parti correlate non ricorrenti Margine Operativo Lordo (MOL) 34 Ammortamenti attività immateriali 5.841 5.912 36 Rettifiche di valore di attività 2.541 171 37 Svalutazione dei crediti e altri accantonamenti -927 1.184 Risultato Operativo Netto (EBIT) 2.105 15.518 Altre riserve 5.905 9.461 Proventi finanziari e assimilati 1.096 1.504 Risultato netto di esercizi precedenti -3.269 434 Risultato netto dell'esercizio -2.024 4.927 Oneri finanziari e assimilati 56.002 68.210 Interessenze di minoranza 3.868 2.456 Totale Patrimonio netto 59.870 70.666 38-42 39-42 4.306 - - Risultato delle società valutate con il metodo del Patrimonio Netto - - -1.764 12.716 40 172 7.567 -1.936 5.149 - - -1.936 5.149 -2.024 4.927 88 222 Imposte sul reddito Risultato netto dell'esercizio da attività continuative Obbligazioni in circolazione Risultato netto dell'esercizio da attività destinate alla vendita - 14 Debiti verso banche 15 Altre passività finanziarie 545 16 Fondi per rischi e oneri 2.023 27.226 15.324 Risultato netto dell'esercizio 1.327 Risultato netto dell'esercizio attribuibile a: Soci della controllante 17 Fondi relativi al personale 8.707 7.727 18 Imposte differite passive 12.581 14.347 19 Altre passività 3.163 4.102 54.245 42.827 Totale Interessenze di minoranza Altre componenti del conto economico complessivo Passività correnti Obbligazioni in circolazione - 20 Debiti verso banche 70.982 60.212 21 Debiti verso fornitori 41.493 44.508 33.343 47.507 22-42 Acconti 23-42 Altre passività finanziarie 320 24 Fondi per rischi e oneri 25 Debiti tributari 4.296 3.666 26 Altre passività 20.216 27.147 3.546 1.457 4.135 174.196 190.021 288.311 303.514 di cui vs parti correlate Totale Passività destinate alla vendita Passività destinate alla vendita Totale passivo 4.965 Valutazione di attività finanziarie Risultato prima delle imposte Passività non correnti 42 Ammortamenti immobili, impianti e macchinari 35 12.140 - Totale Patrimonio netto di Gruppo di cui vs parti correlate Ammortamenti investimenti immobiliari 303.514 PATRIMONIO NETTO E PASSIVITA' 13 55.815 Costi del personale 50 Totale attivo Costi per godimento di beni di terzi 31 - 3.256 di cui vs parti correlate Disponibilità liquide e mezzi equivalenti Totale 12 1.988 Lavori in corso su ordinazione 42 di cui vs parti correlate -1.776 -501 -1.776 -501 Risultato netto complessivo dell'esercizio -3.712 4.648 -3.432 4.540 -280 108 -0,0491 -0,0491 0,1193 0,1193 Risultato netto complessivo dell'esercizio attribuibile a: 6.981 - Differenze di conversione dei bilanci di imprese estere Altre componenti del conto economico complessivo dell'esercizio al netto degli effetti fiscali Soci della controllante Interessenze di minoranza 41 Risultato per azione (in euro) Base Diluito Controllo, precisione e flessibilità imbattibili Riuscire a diminuire i costi, aumentare la produttività e ridurre i tempi di progettazione sono solo alcune delle sfide fronteggiate dagli ingegneri industriali. L’approccio della progettazione grafica di sistemi integra il software produttivo e l’hardware RIO (ad I/O riconfigurabile) per consentire di rispondere a tali sfide. Questa piattaforma commerciale, customizzabile per qualisiasi applicazione di controllo e monitoraggio, unisce funzioni di controllo assi, visione e I/O a un unico ambiente di sviluppo software per realizzare rapidamente sistemi industriali complessi. >> Dai un impulso alla tua produttività su ni.com/industrial-control-platform/i 02 41 309 1 ©2013 National Instruments. Tutti i diritti riservati. LabVIEW, National Instruments, NI e ni.com sono marchi registrati di National Instruments. Altri prodotti e nomi aziendali citati sono marchi commerciali delle rispettive aziende. 07926 Il software di progettazione one di isce sistemi NI LabVIEW fornisce una flessibilità senza parii one grazie alla programmazione zzo FPGA, semplifica il riutilizzo del codice e ti aiuta a programmare come pensii – graficamente.
© Copyright 2026 Paperzz