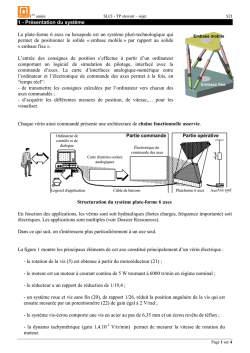
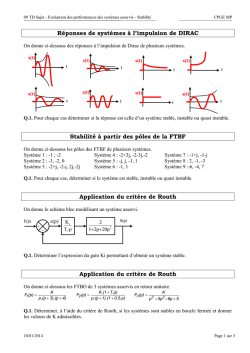
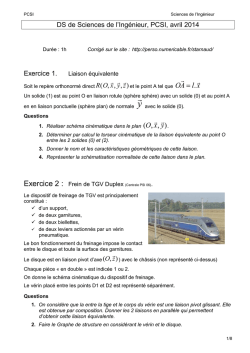
SYSTEME TRANSSTOCKEUR TS GTI Systèmes Adresse postale :BP 55 11021 CARCASSONNE Cedex Rue de l’industrie-Zone d’activitès de Sautès-11800 TREBES 1 MISE EN SERVICE 1. VERIFICATIONS MECANIQUES OU ELECTRIQUES • S’assurer qu’aucun obstacle n’entrave, ni ne bloque le déplacement des Axes du SYSTEME TRANSSTOCKEUR TS. Axe Z levage Axe Y Pose/prise des boîtes Origine 0 Axe X translation 2. MISE SOUS TENSION • S’assurer que l’alimentation en air comprimé est correcte. Positionner la commande manuelle du sectionneur sur la position 1 ; l’automate et le terminal de dialogue sont sous tension, ce dernier effectue son auto-test. 2 • Libérer l’arrêt d’urgence. • Le terminal de dialogue indique la date et l’heure. REMARQUE : Si le voyant rouge de la colonne de signalisation est allumé, cela signifie qu’une sécurité est actionnée, vérifier que : • • l’arrêt d’urgence n’est pas actionné. que les portes d’accès au SYSTEME sont bien fermées (interupteurs de sècuritè). 3 • Qu’une boite ou un objet ne sont pas détectés par la barrière optique de sécurité au poste de Chargement/Déchargement. 4 MODES DE MARCHES ET D’ARRÊTS 1. MISE EN MARCHE • Appuyer sur le bouton poussoir”MARCHE”, le voyant vert s’allume,ainsi que le voyant blanc de la colonne de signlisation. 2. MODE MANUEL • Le mode “MANUEL” ne doit en aucun cas être actionné. 5 3. MISE EN REFERENCE • LeSYSTEME TRANSSTOCKEUR étant doté de détecteurs de positionnement pour les Axes X et Z de type incrémental, il est nécèssaire de réaliser une mise en condition initiale (ou mise en référence) de la partie opérative avant de lancer le cycle automatique. On peut visualiser cette mise en référence grace aux “LEDS” des différents détecteurs de position en X, Y etZ LEDS LEDS LEDS • Actionner la touche F1 “ECH”. 6 • Actionner la touche F8 “MISE EN REF” L’afficheur indique : MISE EN REFERENCE VOUS POUVEZ DEPLACER A l’aide des touches, vous pouvez réaliser la mise en référence. Positionner la fourche de prise de boîte face au poste Chargement/Déchargement Origine 0 Les mouvements seront arrêtes automatiquement dès que les détecteurs inductifs (détecteurs de position) situés sur les Axes seront activés Le SYSTEME est en position de référence. 7 4. MODE AUTOMATIQUE • • Actionner la touche F1 “ECH” Actionner la touche F2 “AUTO” L’afficheur indique “MODE AUTOMATIQUE JE SUIS PRÊT” 4.1Chargement d’une boîte Introduire un bac sur le côté gauche du SYSTEME par le convoyeur à rouleaux, pousser cette boîte en butée à l’emplacement de prise/pose de la fourche, de façon à activer la cellule de détection présence boîte située sous les rouleaux. cellule de détection 4.2 Déchargement d’une boîte Retirer manuellement la boîte située à l’emplacement prise/pose REMARQUES : Le tunnel d’introduction des bacs est équipé d’une barrière immatérielle de sécurité, pour ne pas arrêter le SYSTEME l’introduction ou la réception d’un bac doit se réaliser lorsque le SYSTEME est à l’arrêt en position initiale. 8 4.3 Stockage d’une boîte Une boîte étant correctement positionnée sur l’emplacement prise/pose du convoyeur à rouleaux • Actionner la touche F3 “STOCKAGE” L’afficheur indique : « STOCKAGE D’UNE BOÎTE Emplacement 0 » • Sélectionner à l’aide du pavé numérique le numéro de l’emplacement souhaité. Pour cela, actionner la touche “MOD” du clavier. Pavé numérique MOD • • ENTER Valider par la touche “ENTER” Le SYSTEME TRANSSTOCKEUR réalise l’opération et se repositionne en conditions initiales (Origine 0). Axe Z levage Axe Y translation Origine 0 Axe X translation 9 4.4 Destockage d’une boîte • Actionner la touche F4 ”DESTOCKAGE” L’afficheur indique : « DESTOCKAGE D’UNE BOÎTE Emplacement 0 » • Sélectionner à l’aide du pavé numérique le numéro de l’emplacement souhaité. Pour cela, actionner la touche “MOD” du clavier. Pavé numérique MOD • • ENTER Valider par la touche “ENTER” Le SYSTEME TRANSSTOCKEUR réalise l’opération et se repositionne en conditions initiales (Origine 0). Axe Z levage Axe Y translation Origine 0 Axe X translation 10 4. PROCEDURE DE MISE HORS ENERGIE • • • Positionner la partie opérative du SYSTEME en position initiale. Positionner la commande extérieure du sectionneur général sur 0 et réaliser sa consignation éventuelle par la pose d’un cadena de sécurité. Actionner la vanne d’isolement d’air comprimé. Axe Z levage Axe Y Pose/prise des boîtes Origine Y Origine Z Position initiale : Origine X,Y,Z Origine X Axe X translation 11 TRANSSTOCKEUR SOUS-SYSTEME POSE/PRISE DE BOITES 1 Schématisation déstockage (partie pneumatique), système à l’état initial Système à l’arrêt L’électrovanne YEVE est commutée l’air passe dans le distributeur pour alimenter le vérin rentré Arrivée de l’air Le programme est en attente Une sortie S1 est activée SOUS-SYSTEME POSE/PRISE DE BOITES 2 Schématisation déstockage (partie pneumatique), sortir vérin pince 7.Sortie de la pince 5.Commutation de l’électrovanne YVES 6.l’air passe dans le distributeur pour alimenter la sortie du vérin 4-1.Une sortie S1 est désactivée Arrivée de l’air 3.Activation du programme 4.Une sortie S2 est activée 2.Une entrée E 1 est activée 1.On appuie sur le bouton marche SOUS-SYSTEME POSE/PRISE DE BOITES 5 Schématisation déstockage (partie pneumatique), renter vérin pinc 6.Rentrée de la pince 4.Commutation de l’électrovanne YEVE 5.l’air passe dans le distributeur pour alimenter la rentrée du vérin Arrivée de l’air 3.Une sortie S1 est activée 3.1.Une sortie S2 est désactivée 2.Une entrée E4 est activée Le programme est actif 1.Le capteur de positionnement de l’AxeZ est activé SOUS-SYSTEME POSE/PRISE DE BOITES 2.1 Schématisation déstockage (partie électrique), sortir vérin pince (suite). La pince poursuit sa sortie Liaison mécanique L’énergie électrique ne passe pas dans le contacteur KM2 Moteur à courant continu à l’arrêt Arrivée de l’énergie électrique Le programme est actif Le capteur fin de course pince YS n’est pas encore activé SOUS-SYSTEME POSE/PRISE DE BOITES 3 Schématisation déstockage (partie électrique), monter Axe Z 1.La pince est en fin de course 5.Le contacteur KM2 commute sous l’action du signal automate 7.Le moteur entraîne le mécanisme de montée Axe des Z 6.Le moteur à courant continu est en rotation Arrivée de l’énergie électrique 4.Une sortie S3 est activée 3.Une entrée E 3 est activée Le programme est actif 2.Le capteur fin de course pince sortie YS est activé SOUS-SYSTEME POSE/PRISE DE BOITES 4 Schématisation déstockage (partie électrique), monter Axe Z (suite). 6.Position Axe Z atteinte 4.L’énergie électrique ne passe pas dans le contacteur KM2 5.Le moteur à courant continu s’arrête Arrivée de l’énergie électrique Le programme est actif 3.Une sortie S3 est désactivée 2.Une entrée E4 est activée 1.Le capteur de positionnement de l’AxeZ est activé SOUS-SYSTEME POSE/PRISE DE BOITES 6 Schématisation déstockage (partie électrique), translater Axe 6.Le moteur entraîne le mécanisme de translation Axe des X 4.Le contacteur KM4 commute sous l’action du signal automate 5.Le moteur TRI est en rotation Arrivée de l’énergie électrique 3.Une sortie S4 est activée 2.Une entrée E 4 est activée Le programme est actif 1.Le capteur fin de course pince rentrée YE est activé STRUCTURE-TECHNOLOGIE-TECHNIQUE DES AUTOMATISMES Objectifs du thème Rendre l’élève capable, en présence d’un processus automatisé : • De localiser les parties : opérative, commande, opérateur et alimentation des énergies. • De reconnaître , sur chaque partie, les technologies utilisées (électrique, pneumatique, hydraulique, électronique). • De reconnaître, sur la partie commande, la technique de traitement de l’information utilisée (câblée, programmée). • D’énumérer et commenter les critères de choix. I. La partie opérative - Appelée parfois « partie puissance », la partie opérative d’un automatisme assure la transformation de la matière d’œuvre. • • La partie mécanique : chariots, glissières, broches… Les actionneurs, qui convertissent l’énergie d’entrée disponible sous une certaine forme (électrique, pneumatique, hydraulique) en une énergie utilisable sous une autre forme, par exemple : - Energie thermique destinée à chauffer un four (l’actionneur étant alors une résistance électrique). - Energie mécanique destinée à provoquer une translation de chariot (l’actionneur pouvant être un vérin hydraulique ou pneumatique). - Energie mécanique destinée à provoquer une rotation de broche (l’actionneur pouvant être alors un moteur électrique). Les préactionneurs, qui reçoivent les signaux de commande et réalisent la commutation de puissance avec les actionneurs. Les préactionneurs des moteurs électriques sont appelés contacteurs, ceux des vérin et des moteurs hydraulique, distributeurs (à commande électrique ou pneumatique). Les capteurs, qui communiquent à la partie commande des informations sur la position d’un mobile, une vitesse, la présence d’une pièce, une pression… - Les capteurs T.O.R. (tout ou rien), qui délivrent un signal de sortie logique, c’est à dire 0 ou 1. Exemple : détecteur de fin de course. - Les capteurs numériques, ou « incrémentaux », qui associés à un compteur, délivrent des signaux de sortie numérique. Exemple : capteur ou codeur incrémental utilisé pour la mesure des déplacements des chariots de machine à commande numérique. - Les capteurs analogiques, ou proportionnels » qui permettent de prendre en compte la valeur réelle d’une grandeur physique. Exemple : Sonde de température. Les appareils de ligne. Ceux-ci représentent l’ensemble des composants indispensables à la mise en œuvre et à la bonne marche de l’automatisme • • • 1 II. - - La partie commande Appelée également »partie traitement des informations », elle regroupe tous les composants de traitement des informations nécessaire à la bonne marche de la partie opérative. La partie commande communique avec l’opérateur par l’intermédiaire d’un pupitre. Les informations entre la partie commande et la partie opérative passent souvent par l’intermédiaire d’interfaces. Trois technologies sont actuellement utilisées : électromécanique, pneumatique, électronique. La troisième peut se présenter suivant deux familles de solutions. • Logique câblée. C’est un réseau de composants câblés les uns par rapport aux autres. • Logique programmée L’enchaînement des mouvements du système automatisé est programmé sous forme d’instructions (programme), traitées et gérées par l’unité centrale de la partie commande. - Les automates programmables industriels(A.P.I.). Ils possèdent presque tous un langage adapté au GRAFCET. Ils sont munis de bornes d’entrées et sorties. - Les micro et mini-ordinateurs. Leur utilisation demande des connaissances en informatique. Le GRAFCET doit être traduit dans un langage informatique. Ils ne possèdent pas en général de bornes d’entrées et sorties. - Les micro systèmes. Idem ci-dessus mais possèdent des bornes d’entrées et sorties. III. - IV. - Le pupitre Le pupitre permet à l’opérateur de dialoguer et de commander la partie opérative. Il comporte : Des capteurs de commande (marche, arrêt, arrêt d’urgence…). Des voyants de signalisation (mise sous tension, fonctionnement anormal…). Des appareils de mesure de pression (manomètre), de tension (voltmètre), d’intensité (ampèremètre). Les interfaces Elles assurent une compatibilité entre les signaux qui circulent entre la partie commande et la partie opérative. On en distingue deux types : Celles qui permettent un changement de niveau d’énergie : relais instantanés, contacteurs auxiliaires… Celles qui permettent un changement de type d’énergie : interfaces électropneumatiques, contacts à pression… 2 1 2 3 STRUCTURE-TECNOLOGIE-TECHNIQUE DES AUTOMATISMES Pour résumer : Situation finale-Pièces à l’état B- Partie commande Logique programmée Interfaces de sortie Ordres de commande Compte-rendu Interfaces d’entrée Visualisation Consignes Partie opérative Pupitre Voyants, boutons poussoirs Situation initialePièces à l’état A- Des informations sur la position des actionneurs STRUCTURE-TECNOLOGIE-TECHNIQUE DES AUTOMATISMES Légende appareils I. La partie opérative Images entourées de noir : les actionneurs Images entourées de orange : les préactionneurs Images entourées de jaune : les capteurs Images entourées de gris : les appareils de ligne II. La partie commande Images entourées de vert : la logique programmée (automate industriel) III. Le pupitre Images entourées de bleu : les voyants de signalisation… Images entourées de jaune pointillé : les capteurs de commande IV. Les interfaces Images entourées de violet : les relais instantanés Légende signaux Circuit électrique de puissance 220V et 400V Circuit pneumatique de puissance 6 bar 1 2 Circuit électrique de commande 48 V Circuit électrique de commande 24 V Signal de sortie automate Signal d’entrée automate
© Copyright 2026 Paperzz