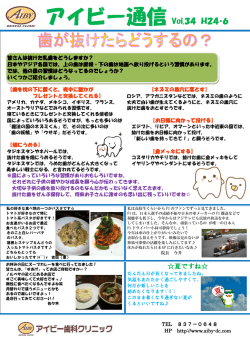
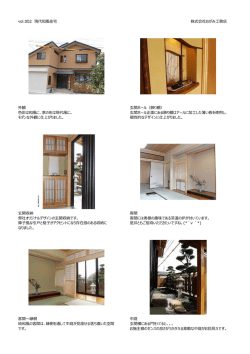
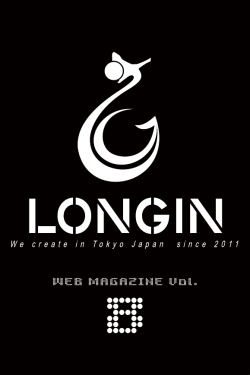
「建設機械産業の変遷・動向と素形材」 建設機械用素形材の変遷と 今後の素形材への期待 ㈱ 小 松 製 作 所 奥 村 卓 司 大 久 保 英 明 肥 後 信 司 ㈱ マルチタスク・カンパニー 福 田 達 建設機械用素形材に関して、(1)戦後から 1980 年前後、(2)1980 年代から 2000 年、(3)2000 年から現在、の 3 期に分けて、建設機械の動向および素形材に求められる技術課題を概説した。 門を含めた全社的な品質管理活動を通じて更にレベル 1.はじめに アップした改善能力を身に付けることで、足腰の強い 土木工事において、人力を使用しないツールとして 企業体質を育んでいった時代とも位置づけられる。つ の建設用機械のルーツは 16 世紀とかなり古いが、鉄を まり'60 年前半に輸入建設機械の攻勢を品質のレベル 主な構成要素としエンジンを使用した近代的な建設機 アップにより耐用寿命の延長(マル A 対策)が済むと、 械の登場は、わが国では戦中・戦後のことであり高々 今度は'70 後半を大型ブルの故障率改善(マル B 対策) 半世紀程度である。本稿では建設機械とそれに使用さ で反攻に転じ、これら技術の他機種への水平展開によ れた素形材の変遷を辿りその動きの背景・理由を探る。 り輸出体制を確保し、1975 年には輸出比率は 55%に また最近の建設業界の動向から現在、ならびに今後、素 達している 。 形材に求められて行くであろう期待に関して述べたい。 一方、昭和 40 年代後半から昭和 50 年前後の期間に 建設機械はもともと土木・建設業のツールであり、 は、わが国の土木工事が都市整備型へと移行したが、 近年の歴史的なニーズを受けて変容してきている。建 それと共に建設機械も多機能を有する油圧ショベルの 設機械メーカのコマツの歴史を紐解く際に言われる言 使用機会が増大し、'70 年代末にはブルドーザの生産量 葉に、コマツには鋳鋼の技術が有るがこの技術を生か を凌駕するに至った 。 せる機械は無いかと考えたときに、鋳鋼を多用してい ブルドーザが技術的には押し土に伴う強いアブレー るブルドーザに先人が着目し、国策的な後押しも有り シブ摩耗や岩盤との強い衝撃等との戦いが中心であっ 建設機械業に取り組む事となって、それが今日にまで たが、油圧ショベルは移動も少なく足回りの負荷も比 1) 3) 4) 至っていると聞く 。 較的低く、バケットの土砂摩耗はあるものの材料的 戦後から昭和 50 年位までの期間は戦後の復興期で、 な負荷の厳しさは一般的には減少したといえる。ブ 道路や河川、宅地開発等の国土開発型の建設機械であ ルドーザから油圧ショベルへの変化は素形材的には 2) るブルドーザやドーザショベル等が主力に活躍した 。 鋳鋼から板金へと製造ラインの重心が動いたとも言え この時期は海外の輸入建機の活躍が多く見られ、後を る。鋳鋼と違って板金製造ラインは産業界では一般的 追う立場の国内建機メーカは海外メーカとの技術提携 により、自社に無い機種の技術や機器類の技術を吸収 することで実力を付けて行った。建設機械の構成材料 である、鋼材や素形材、材料を加工する工作機械等に おいても欧米の企業の先進技術を貪欲に吸収すること で工業界が実力を付け、それがまた建設機械の総合力 を高めて行った時代とも言える。このように開発部門 が実力を付けていく中、米国キャタピラー社の日本上 陸を契機として、この危機を今度はコマツが製造部 図 1 主力 6 商品総需要(台数ベース)構成比 4) 建設機械産業の変遷・動向と素形材 5) であり、その結果、中心機種である油圧ショベル事業 るが 、敢えて建設機械用素形材という視点からこれ への参入企業も増大したことから、生産効率や部品の らの総合的な歴史環境の変化を大きく区分すると、前 コストパフォーマンスを適正化するための激しい競争 述したように特徴的な三つの区分で示せるのではない の時代に突入したといえる。つまり製造部門の FMS かと考える。つまり戦後から 1980 年前後の 30 年余り (Flexible Manufacturing system)や自動化に配慮し を第 1 区分、1980 年前後から 2000 年前後の 20 年を第 た設計、および自動化に有利な素形材が求められるよ 2 区分、それ以降を第 3 区分と分けると時代や技術の うになっている。例えば当時の鋳鋼は自動加工ライン 流れが理解しやすいように思える。以下に各区分の建 に致命的な砂喰い欠陥が時折見られたりすることで、 設機械の特徴と中心となった素形材、およびその技術 ライン稼働率を乱したりした。一方 1970 年前後から を概括していく。 普及した高強度鋳鉄(球状黒鉛鋳鉄)は一般に溶接は できないが砂食いが無く、加工性も良い上、鋳物の薄 肉化も可能なため急速に適用が広がった。強い原価低 2.戦後から現在にいたる建設機械と素形材の 関わり 減ニーズの中で、ある部品の素形材が新工法の開発と 前述したように土木工事のニーズに合わせて、変貌 共に入れ替わるということが頻繁に見られた。更にこ を遂げてきた建設機械ではあるが、変貌を後押しした の時代は現地生産による生産のグローバル化が進展 のは工事ニーズ以外にも作業環境、構成材料の製造・ し、安価な素形材の海外調達が徐々に始まったがこの 加工技術自体の進展、作業員やグローバルな経済・社 傾向は今日でも続いている。 会環境等も同様である。図 2 は戦後の日本の土木工事 ここまでの流れを大きく捉えると、'80 年代までの建 の変遷を示す。 設機械の品質の達成・確保、技術の水平展開から時代 2.1 戦後から 1980 年前後 は大きく動き、油圧ショベルを中心に生産技術力を駆 戦中・戦後の建設機械は国土開発的な土木工事が中 使して効率化を図り、開発部門は他部門とコンカレン 心であり、不整地での押し土作業に向くブルドーザが ト化を図って開発納期を短縮し、いかにグローバル化 一般には求められた時代である。当時の代表的なトラ を進めるかを各社が競い合う時代に入ったといえる。 クターの外観を見ると鋳鋼が各所に使用されているの また今世紀に入っての新しい動きであるが、'92 年 が見られる(写真 1)。 のリオサミットに始まる環境重視の流れはグローバル また戦後の工事には当時は性能的に高い能力を持つ な広がりを見せて今日に到っている。わが国では 2000 海外の先行建設機械が輸入・多用されたが、戦後の疲 年には「循環型社会形成推進基本法」が成立し、いよ 弊した産業環境の下では国内建設機械メーカは性能確 いよわが国も大量生産、大量消費から、あらゆる商品 保のために、これらの先進輸入機の素形材や、部品構 のライフサイクル全体の環境負荷をミニマムにするよ 造の解析から、背後にある異文化の技術レベルを窺い うな社会へとパラダイム変換が起こっている。建設機 知ることが非常に参考になった時代である。ブルドー 械も排ガス対応を始めとして現在その対応に全てを賭 ザやドーザショベルには不整地を走行したり押土の反 けていると言っても過言ではない。各社は建設機械の 力に耐える頑丈で長寿命の足回りやシャーシが必要で コストパフォーマンスに加えて環境対応技術を MUST ある。そこで輸入機と比較した建設機械部品の素形材 な技術として競う時代に突入して いる。 素形材によるプロセスや機能の 革新が、これらの活動を後押しし てくれることを建設機械メーカは 切に期待したい。 なお本稿では建設機械とその 構成の元となる素形材を切り口 としている。素形材産業自体に 関しては行政との関わりからの 歴史区分の仕方が考えられてい 図 2 戦後日本の社会ニーズと土木工事の変遷 2) 写真 1-(1) 戦時中に開発・生産された日本の ブルドーザの元祖 コマツ ブルドーザ G40「小松 1 型均土機」 (1943 年) の基本性能である、アブレーシブ摩耗特性や耐衝撃特 性値の比較調査等がなされ、そのための材料の基礎研 究を行う材料研究所も 1960 年後半に設立されている。 (a)鋳鋼の建設機械への使用状況 わが国の鋳鋼生産量は 1970 年頃には 100 万トンに達 したがそれからは漸減する傾向にあり、現状(2007 年 写真 1-(2) 日本機械学会「機械遺産」に認定 された「小松 1 型均土機」 6) 現在)では 30 万トン弱までに減少している 。鋳鋼の 全産業に占める土木鉱山機械での使用比率は 1990 年 6) 当時に 21%であったが 、現在でも全く同じ値を示し 7) 油圧ショベルの鋳鋼は車重の 6 ∼ 7%と使用量が数分 6) の一と少ない 。鋳鋼は部品の形状自由度が高く、板 ている 。 金溶接構造と異なり応力集中部の多い部品や衝撃的負 ブルドーザの生産は戦後から建設機械の中心であっ 荷応力の掛かる部分には特に有効に使用される。ブル たが 1975 年ごろから油圧ショベルに主役の座を明け ドーザから板金溶接構造中心の油圧ショベルに主役が 渡している(図 3)。 移るに従い、建設機械での鋳鋼の使用量は長期漸減の 鋳鋼の使用量という観点から見ると、ブルドーザ 様相を呈している。その鋳鋼の長期漸減に追い討ちを が車重の 10 ∼ 20%の重量比で鋳鋼を使用しているが、 掛ける様に球状黒鉛鋳鉄(FCD)が 1970 年頃から高強 図 3 国内の商品別建設機械生産額の推移 建設機械産業の変遷・動向と素形材 度鋳鉄として使用量を増加している。FCD は一般に ボロンは、溶鋼中の酸素、窒素との親和力が大きい 溶接ができないが、鋳鋼と比較して鋳込み温度も低く、 ため、添加したボロンが鋼中ガス成分と結合すると、 湯流れが良く肉薄化し易い上加工性も良いため、溶接 ボロンによる焼入れ性の向上は得られない。つまり鋼 の不要な部品は比較的容易に鋳鋼の FCD 化が進むこ 中のボロンは有効ボロンと無効ボロンに分かれる。有 ともあって、いよいよ鋳鋼の漸減が進んだ。20 トンク 効ボロンは鋼中に固溶し結晶粒界近傍に拡散し、粒界 ラスの油圧ショベルに使用された鋳鋼部品は 1985 年 の原子空孔等の格子欠陥による歪エネルギを低下させ 時点で車重比 5.8%であったが、現時点では 4% にまで 焼入れ時の粒界でのフェライト核発生を抑えるため、 8) 減少している 。但し鋳鋼使用量が'90 年当時と変わ 焼入れ時の臨界冷却速度を遅くでき、結果として焼入 らないのは油圧ショベルの生産台数が大幅に増えたた れ性を上げることが可能になる 。 めと考えられる。 ボロンの有効性のバラツキは、溶湯中の窒素レベル (b)ボロン鋳鋼 10) が高い場合、ボロン添加時にボロン窒化物となって有 建設機械は仕事をする機械、いわゆる“生産財”と 効ボロンが失われることから起こる。溶湯中のガス量 位置付けされており、絶えず機械の効率を高める必要 のコントロールの進んでいる鋼の場合はその製造技術 から、車体大型化は必然の動向である。構成する部品 は確立されているが、大気中でアーク炉溶解する鋳鋼 群は、自動車や工作機械等の他の機械のそれに比較し の場合には溶湯中の窒素レベルが高く、開発の初期に て大型部品であるため、厚肉部品の機械的特性を上げ はこの大気中アーク炉溶解で安定的にボロン鋳鋼を製 るとなると、熱処理効果を得るために、どうしても材 造できるかという見極めが最大の課題であった。生産 料の合金鋼化が避けられない。しかし合金量を上げる 技術研究所が中心となり各工場の製造部門とでプロ と炭素当量が増加することになり溶接性が低下すると ジェクトを編成し研究開発を推進し、固溶窒素とボロ いう矛盾を生ずるため、溶接構造部品としての大型の ン焼入れ性倍数の関係を把握し、Ti による予備脱酸 鋳鋼品や高強度鋳鋼を作ることが課題となっていた。 後の残留 Al 量でボロン焼入れ性倍数を管理できるこ また合金材料は戦時中、戦車、兵器のための戦略物 とを明らかにした。 質でもあり、米国では戦時中に安価なボロンを微量に また Al 量の管理ボロン合金量の歩留まりの安定化を 含有させ焼入性を向上させて合金に代用するボロン鋼 はかるため、Al 塊のプランジャー添加法を開発した 。 の開発が成されていた。戦後の輸入建設機械にも使用 ボロン鋳鋼品の適用は当時(1984 年)ブルドーザの されていたため、戦後すぐに低炭素 Mn - Mo 系ボロン リッパーブラケットや過酷な耐衝撃特性および耐摩耗 2 9) 鋳鋼(63 kg/mm 級高張力鋼)溶接一体構造用鋳鋼品 の要求されるプロテクター等十数点で月 350 トンを生 として生産された。しかし焼入性と耐衝撃性の安定性 産している 。 が不十分なため、適用の拡大を阻まれていたと言える。 2.2 '80 年代から 2000 年 1950 年代にはボロン鋼の研究が国内製鋼メーカで進 わが国の建設機械業界は、この'80 年前後は大きな み、1970 年代には建設機械部品として実用化されてい 時代の節目に在ったということができよう。その一つ る。前述のようにブルドーザは大型化が進み、耐土砂 は油圧ショベルの生産台数がブルドーザを凌駕したの 摩耗性能や岩石に対する耐衝撃特性の更なる向上が要 が'75 年 であり、二つ目は'75 年には建設機械の輸出 求され、ボロン鋼研究の進展を受け、高性能なボロン 比率が 55% になったこと。その三はこれらを踏まえ 9) 9) 鋳鋼の開発と実用化がコマツによってなされている 。 て現地生産、海外調達等、企業の総力を挙げた製造コ 1970 年前半のオイルショックは資源ナショナリズム スト低減活動が加速したことである。 の台頭と Co、W、Mo 等の資源の高騰をもたらした。 これを建設機械の素形材との関係で見ると、ブル 一方、建設機械はしだいに大型化の傾向を強め、さら ドーザ、ドーザショベルの生産量は油圧ショベルに比 なる素形材の特性の高度化が求められてきたことか しこの 10 年ほどの間に数分の一と急激に減少するた ら、これらを同時に満たす鋳鋼の開発が検討された。 め、鋳鋼使用量の大幅な減少をきたした 。その上、 開発の構想として ① Mo 添加を 0 か極力減らし微量添 建設機械企業各社は総力を挙げてコスト低減活動を開 加で焼入性向上効果の著しいボロンを添加する。②ボ 始したが、これ等は素形材にも様々な影響をもたらし ロン添加で高硬度でも有る程度の靭性を確保すること ている。つまり建設機械の部品をコストテーブルによ で耐摩耗部品への適用をねらうこととなった。 り解析し割高な部品や、コスト低減狙いの部品の原価 6) 構成により、素形材の変更による原価低減や加工や熱 処理等の方法を変更することでコスト低減を図った。 工場生産ラインの自動化があらゆる工程で検討され、 自動化に適した素形材が好まれるようになった。前述 のように鋳鋼はここでも砂食い等で加工ラインの自動 化には避けられる傾向が強く、代替の素形材として加 工性の良い FCD や、比較的形状がシンプルで数量の ヘリカルギヤの浸炭焼入れ後のひずみの解析結果 (変位量を 50 倍で表示) 多い部品はロボット化、自動化で安くなる溶接構造等 に変更された。この時期には多数の新技術が各分野で 開発されているが、その後の素形材へ与えた影響の大 きさという観点で、要素技術を以下に上げてみる。 (a)素形材の CAE 技術 前述したように建設機械は機種によってはかなり の鋳造素材を使用するため、この時期は鋳造の素形 材自身のコスト、品質改善の必死の技術努力は当然 行われている。特にこの時期コマツで確立されてき た鋳造の最終凝固位置を推定する伝熱解析技術 CAE ヘリカルギヤの浸炭焼入れ後の残留応力の解析結果 図 4 ヘリカルギヤの熱処理後の歪、残留応力シミュレーショ ンの例 12) (b)国内建設機械プラスチック化の経緯 技術は、鋳造現場での活用によりその解析精度を高 この時期に、建設機械ではこれまでに無い靭性の高 め、実用性の高い解析ソフトとして自動車業界等の他 いプラスチック素材によって一体成型を可能とし、デ の産業の現場でその活用が広がり、言わばサイドか ザイン性の一新と、大幅な部品数の低減によるコスト ら品質・原価の改善に大きく寄与している。このソフ 削減を可能としている。 トは熱処理分野にも広がり、熱処理研究・試作・開発 近年の建設機械における素形材としてのプラスチッ の各段階で威力を発揮した。その後は更に応力、歪解 ク活用のトピックスは、1990 年代のジシクロペンタジ 析を付加することで、試作部品のコンカレントな開 エン(DCPD)の建設機械への採用であろう。それ以 発や不具合解析に寄与している。鋳造ソフトはその 前には 1980 年代の FRP(不飽和ポリエステル樹脂とガ 後、更に進化を続けて鋳造欠陥の解析や砂くい防止方 ラス繊維の複合材料)が小ロット生産に一部使用され 法等にも活用されており現在も継続的に研究が実施さ ていたがリサイクルの難しさや生産性に問題があるこ 11) れている 。研究所で開発され鋳造現場との協同で培 ともあり、利用も限られたものであった。 われたこのソフトは、余り目立たないが大型鋳鋼部品 1980 年中ごろからの都市土木やユーザ層の多様化と 等の試作や不具合解析等で建設機械の開発の短納期化 共に建設機械に求められるデザインも都市や周辺の景 にかなり寄与していると言える。またコマツで開花し 観にマッチした高品位なスタイリングが求められるよ た素形材のこれら CAE 技術は、コマツ SOLDIA(現 うになってきた。そこで生産規模が自動車の数十分の JSCAST)として社内外の 3 次元湯流れ・凝固解析ソ 一から百分の一と小ロットの建設機械に合って、且つ フトに使用されたり、鋳造分野でのナレッジマネージ 稼動環境も寒冷地域から熱帯地域と広域であり、稼動 メントシステム構築や、産学共同で熱処理データベー 時の障害物との衝突や接触頻度の高い建設機械に適し スの構築・シミュレーションプロジェクト等(IMS プ たプラスチックが求められていた。ナフサの C 5 留分 12) ロジェクト)にも生かされている 。 に含まれる DCPD が取り上げられ、型内で 2 液を混合・ 特に熱処理シミュレーションに関しては、熱処理 反応させる RIM(Reaction Injection Molding)成形によ ソフト(GRANTS)をベースに高速マトリックスソル り型コストの低減も図れたことから、低コストに中ロッ バーを採用することで弾塑性解析を従来の 90 倍の解 トのプラスチック生産が可能となり、部品のモジュー 析速度を達成し、従来では不可能であった大規模モデ ル化によるコスト低減も図れたことで 1990 年代の中小 ル(例えば節点数約 40,000)の解析を 1 日で行うなど、 型機種部品への大幅な適用拡大に繋がっている 。 熱処理シミュレーションではトップクラスの解析速度 なお、建設機械のプラスチック化は 「 素形材 」;vol. 46 を達成している。 (2005)No. 2 にあるので詳細は省く。 13) 建設機械産業の変遷・動向と素形材 これ以外にも、金属射出成型(MIM)、焼結技術、 を見ると、中大型エンジン(11 L 以上)にはクールド 精密鍛造技術、海外素形材調達等々、と素形材の技術 EGR(Exhaust Gas Recirculation 冷 却 排 出 ガ ス 再 燃 革新は枚挙に暇が無いが、誌面の都合と建設機械への 焼)システムが採用されている。つまり排ガスを再循 波及効果・影響という観点から例を絞らせて頂いた。 環して燃焼させることになる。燃料によってはかなり 2.3 2000 年から現在 サルファーレベルの高いもの(Max 5,000 ppm)もあ わが国では 2000 年 6 月に「循環型社会形成促進基 り高い腐食性の環境に晒される部品も出るので 、素 本法」が成立した結果、企業活動は大量生産・大量消 形材の材質選定や信頼性の確保が新たに必要になる。 費をベースとした効率至上の世界から、地球自体のサ また、エンジンの小型化・軽量化・高出力化・低燃 スティナビリティをベースとした活動にパラダイムシ 費化は、結果として素形材の負荷の増大傾向に繋がる フトすべく動き出している。この時代の建設機械を支 ことになる。一般に環境にやさしい機械ほど、素形材 配する技術的な課題の中心は、やはり排ガス対応をは にとっては厳しい稼動環境になるわけで、素形材技術 じめとした環境対応と言えよう。言い換えれば、環境 の更なるレベルアップが継続して求められる所以でも 対応できない商品を、もはや企業は扱えなくなってき ある。 たということである。 15) (b)地球資源環境と素形材 建設機械の環境対応は大別すると主なものは次の三 建設機械を構成する素形材は一般には Cr、Mo、V つになる。 等の合金が必要とされる機能に応じて添加されている ① 建設機械のライフサイクルを通じて CO2 を削減 が、これらの合金は選鉱、精錬されて使用される際の すること。 ② 建設機械のライフサイクルを通じて地球環境負 荷を下げること 大量の鉱石クズや、周囲の環境破壊を伴う場合がある。 このような材料の背後に“背負っている環境負荷”、 エコロジカル・リュックサックを軽減するためにも、 ③ 建設機械を取り巻く人々へ の環境負荷を下げること 本稿の趣旨である“建設機械 の素形材”という切り口でこれ らの環境対応を考えると、直接、 間接的に素形材がこれらの活動と 深く関わっている事が分かってく る。以下に例を挙げてその関わり を述べる。 (a)排ガス対応と素形材 建設機械用ディーゼルエンジン の排出ガス規制は世界各国におい て強化されており、特に日本・米 図 5 建設機械の排ガス規制の歴史 14) 国・欧州の 3 極を中心とした規制 レベルが建設・鉱山機械用ディー ゼルエンジン排出ガス規制を牽引 している。 現時点での大型エンジンには NOx、Pm を厳しく規制する第 3 次排ガス規制(Tier 3)が課されて いるため、コマツの対応エンジン (ecot 3)には各種の技術が織り込 まれている。 素形材との観点でこれら技術 図 6 排ガス規制と対応技術の経緯 14) 素形材にはなるべく合金の使用を控えたい。建設機械 年から続いている「環境対応」に尽きよう。ただ“最 のコンポーネント材料はこれまでにも、表面処理技術 近の課題”となるとその環境対応ニーズが加速して来 や熱処理技術を有効に使用して素形材の炭素鋼化を進 ているといえる。政府は'07 年 8 月に入り 2010 年の温 めて来ている。これは戦略資源の不使用による材料供 暖化ガス排出量の見通しを 13.6 億トンと発表したが、 給の安定化やコスト低減の側面を持っていたが、結果 昨年'06 年 4 月の予想より 0.5 億トン増加となってい として環境対応に寄与していたとも言える。 る。京都議定書の目標達成には 1.7 億トンの削減が必 しかし今後建設機械の素形材の選択に関しては、前 要になる。各分野に温暖化ガス排出量の削減目標を上 述の観点に加えて廃棄時の有害性等の環境性も考慮 積みされる可能性が出てきている。建設機械も従来の し、更にリサイクル性やリマン(Reman:修復コンポー 厳しい環境負荷低減目標の排ガス第 4 次規制(Tier 4: ネントのストックによる低コストコンポの短納期提供 2010 年対応)に加えて、更に大幅 CO2 削減建設機械の によるユーザ利便性向上)性等の環境負荷の評価(場 開発ニーズである。 合によっては LCA 的な解析)が必要である。 (c)建設機械の周囲環境負荷と素形材 (a)Tier 4 への素形材の課題 建設機械の素形材としては Tier 4 対応として考えら 建設機械の周囲環境負荷には排ガス以外にも振動、 れている全機種高 EGR(排ガス循環率の更なる増加) 周囲騒音や電磁波障害(EMC)等がある。 への対応他、様々な効率向上策を平行して実施してい EU の騒音規制では稼働中の建設機械の騒音を規制 くことになる 。排ガス循環率の増加を一つ取っても するダイナミック騒音規制(95/27/EC)があり国内で 部品の温度上昇を伴うことから、排ガス循環系に在る も直轄工事での低騒音型建設機械の基準値が定められ 部品の耐熱強度特性の向上、耐食性の更なるレベル ている。振動に関しては主なものは機械一般に対する アップは待った無しの状況と考えられる。 オペレータの手や腕、全身の振動に関する要求(参考 また排ガス循環による燃焼温度の低下は当然の帰結 値:規制値ではない)がある。 として燃費の悪化が考えられる。燃費の悪化に対する 建設機械の周囲騒音への対応に関しては、当然のこ 対応としては、一般的にそのエンジン自体の効率の向 ととして素形材の関与は深くなる。以下に素形材の変 上と車体・他のコンポーネント側の効率の改善が必要 更により低騒音化を達成した例を示す。 となる。このことは Tier 4 はエンジンと全てのパワー 建設機械の排ガス規制の結果、大型ディーゼルエン トレイン部品や車体での軽量化や摺動抵抗の低減や制 ジンでは EGR がもっとも有力な技術であるが、この採 御等の対応が課題となることを意味すると言える。 用により通常の 30 ∼ 40%のヒートリジェクションが増 14) (b)ハイブリッド建設機械 加し、走行による冷却風の得られない建設機械は、結 乗用車のハイブリッド車が上梓されて今年で、はや 局より多くのファン流量が要求される。このファン流 10 年になる。今春、建設機械メーカ各社から'07 年末 量の増加は上記のダイナミック騒音規制の強化(Stage までに 20 トンクラスの中型油圧ショベルでのハイブ 2)で問題となってくる。一方従来大型(ファン直径 リッド建設機械を上梓するという発表がメディアに寄 900 mm 以上)ファンは生産台数が少なくて金型費も大 せられている。コマツはトラックで導入を開始した燃 きいため板金ファンのみであった。板金は一定厚みの 費規制が建設機械にもと予想して 30 % の燃費(CO2) ため大型では強度が不足し翼弦長(ブレードの幅)を短 削減を狙ったハイブリッド建設機械を出すが、その特 くせざるを得ないため、ファンの外周部では極端にピッ 徴はハイブリッド駆動を旋回部分に限ったことでコス チが大きく翼間流れが不均一等の不具合も出ていた。 トアップ分を 2 割に抑えたことにある。乗用車のハイ そこで翼部のみ形状自由度の大きなプラスチックとし、 ブリッドと異なり、最もエネルギを消費する旋回運動 翼部取り付け部と芯が板金一体構造(スパイダー)の大 のみに絞って、旋回ブレーキのエネルギをキャパシタ 型ハイブリッドファンを開発した。長弦翼形状の 3 次 に回収し、再び旋回開始時にモータに電気を放出して 元形状ファンで風量効率と低騒音化を得ることで、排 エンジンを補助する 。 16) ガス規制と騒音規制を共にクリヤーしている 。 3.建設機械の最近の課題と動向 現時点で建設機械に求められる課題となると、2000 17) 新たに加わったキャパシタ、バッテリ、モータ等の 電気関連部品の素形材に関する課題はまだ開発途上で 不明であるが、これまでの開発からも言えることであ るがハイブリッド建設機械の機能向上やコスト低減の 建設機械産業の変遷・動向と素形材 頂きたい。 ハイブリッド建設機械等、建設機械にはまだまだ新 しい開発が続いており、それと共に新しい素形材への ニーズが生まれている。素形材技術の革新が建設機械 の革新に今後とも繋がることを期待したい。 本稿を執筆するにあたり、多忙な中、情報入手に 多大な労を頂いた、コマツ生産本部グローバル生産 企画部生産技術グループ南雲主査、コマツキャステッ クス㈱技術部技術サイマル課野原主任、その他の皆 写真 2 鉱山マイニングのサイトで稼動する大型建設機械 鍵を素形材が握っているものと考えられる。 4.まとめ 建設機械の素形材という切り口で戦後からの技術の 流れを概括したが、いつの時代でも新しい開発ニーズ が、素形材への強いニーズとなり素形材に技術革新を 促し、その技術革新がまた建設機械の機能・コストに 革新を与えるという相互に影響を与え合いながら、今 日に至っていることが分かる。 建設機械の重要な素形材である鋳物は、形状自由度 の高い素形材なため応力集中の高い部分への使用が運 命付けられていることから、絶えず品質の厳しい課題 を突きつけられてそれに苦しみ対応しながら今日に 至っているが、その過程で固有技術に各種 CAE 解析 技術を織り込むことで、徐々に現場や開発に答えられ る強い技術を作り上げてきている。現在、鋳造欠陥の 対応に CAE 解析が使用されることで経験、勘が数字 データベース化され対応がレベルアップして、さらに 厳しくなる品質要求に対応しているので、今後の素形 材品質レベルの一層の向上を期待したい。 建設機械の大型化は継続して進むため、ますます大 型素形材の高い品質が必要とされる。大型建設機械で フリート(船団)を組む鉱山の現場は、いわば数十億 円かそれ以上の年中無給のプラントと同じであり、故 障による停止は許されない。 製 造 段 階 で 使 用 さ れ て 進 歩 し て き た CAE 技 術 で あるが、今後は発達してきた IT による自己診断技術 (VHMS)や稼動状況(KOMTRAX)から得られる精度 様に、この場を借りて謝意を表します。 参考文献 1 )例えば,コマツ社報,1956/7 月号,会社抄史(トラクタ) 2 )㈳ 日本機械工業連合会,㈳ 日本建設機械工業会,H17 年度我が国建設機械産業の将来展望調査研究, (2005) 3 )三品和広 :「戦略不全の論理」 4 )池田宏:「鉄と鋼」, 第 73 年(1987)第 14 巻,最近の建設 機械と鋼材の動向 5 )素形材産業ビジョン,H 18 年 5 月,素形材産業ビジョン 策定委員会 6 )千々岩健児:「 素形材 」, '92. 5, 産業における鋳物の役割 7 )統計確報,H 19. 8. 10,経済産業省 製造産業局 素形材 産業室 8 )コマツ教育資料 9 )菊池正夫等:「 鋳物 」, 第 56 巻(1984)第 12 号,ボロン鋳 鋼新鋼種の開発と実用 10)例えば,㈳ 日本熱処理技術協会,熱処理技術入門,大 河出版 11)小川兼司:KOMATSU TECHNICAL REPORT, 2006 ② VOL.52 NO.158,CAE による砂喰い欠陥低減の取り組み 12)七野勇人:KOMATSU TECHNICAL REPORT, 2005 ① VOL.51 NO.155,熱処理データベースの構築とシュミレー ション技術の向上 13)福田:「 素形材 」,vol. 46(2005)No. 2 14)日経モノづくり,2006.11 15)狩野秀樹等:KOMATSU TECHNICAL REPORT, 2006 ① VOL.52 NO.157,Tier3 エンジン ecot 3 の開発 16)西山利彦等:KOMATSU TECHNICAL REPORT, 2004 ② VOL.50 NO.154,大型ハイブリッドファンの開発 17)日経産業新聞,2007/03/23,業界ニュース の高い使用条件情報を取り込んで、部品寿命予測に繋 げることも今後検討すべき課題になるのではと思う。 素形材技術の範囲は非常に大きいため、浅学な筆者 の狭い技術範囲の知見で他の素形材分野の大きな技術 動向を見落としている可能性も大きいが、何卒ご容赦 株式会社小松製作所 開発本部材料技術センタ http://www.komatsu.co.jp/ 〒254−8567 神奈川県平塚市万田 1200 TEL 0463−35−9124 FAX 0463−35−9287
© Copyright 2026 Paperzz
![P1-2 表紙 [PDFファイル/3.13MB]](http://s3.paperzz.com/store/data/005439999_1-955846c23d58ee5b48e3d526f7b3df30-250x500.png)