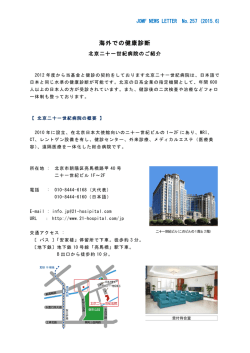
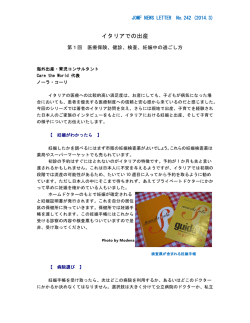
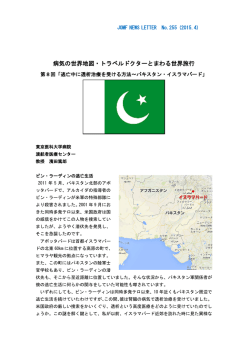
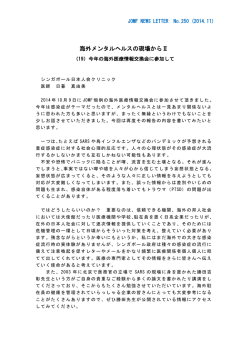
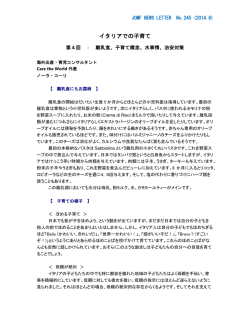
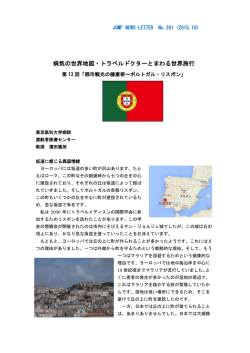
JMSA News Letter 2015 年 10 月号 1 2 JMSA News Letter 2015 年 10 月号 素形材産業における女性活躍の現状と課題等 その2 女性の活躍を素形材産業の 競争力強化の力に! 女性活躍推進の効果、女性の活躍推進に向けた具体的取組、指針のポイント (平成27年8月29日「女性活躍推進法」成立) 経済産業省製造産業局素形材産業室 坪川 薫 素形材産業における女性の活躍に向けた指針の 者等にも魅力的で働きやすく、業務効率や付加 策定について 価値の向上等に結実するのではないか。 前回は、素形材産業に女性の活躍推進が求めら れているか、素形材産業における女性活躍の現状 ②男女を問わない適材適所での活躍 素形材産業が目指すべき方向性を実現するに は、男女問わず優秀な人材を適材適所で活用する と課題について紹介しました。 今回は、これらを踏まえた女性活躍推進の効果、 ことが必要である。能力発揮に男女という区別は 女性の活躍推進に向けた具体的取組、指針のポイ ないことを認識し、 「技術部門」 「IT 人材」 「営業 ント等について紹介します。 部門」 「海外販路開拓」等、様々な部門でより幅広 なお、8 月 29 日に「女性の職業生活における活 躍の推進に関する法律(女性活躍推進法) 」が成 い人材の活躍を進めることが必要である。 ◆ 男女問わず全社員の能力発揮を進め、職域拡 大を図ることで、適材適所での人材活躍が促進 立しました。 されれば、競争力強化に有効なのではないか。 女性活躍推進の効果 ①女性活躍を契機とした魅力的な職場の実現 企業規模の小さい企業ほど女性活躍の支援や 取組の必要性を感じていない傾向が認められる。 女性だけでない幅広い人材が働きやすい職場を 作ることは、人員の限られた中小企業の業績にも 結実する取組みといえる。 ◆ 女性が働きやすい職場であれば、若者、高齢 図表 2 売上高営業利益率別 製造部門・技術部門の女性比率(製造部門) 製造部門 女性従業員がいる 0% 20% 7%超 (n=82) 3%~ 7%以下 (n=114) 3%以下 女性従業員がいない 40% 60% 80% 79.5 20.5 78.5 21.5 75.1 (n=205) 100% 24.9 図表 1 従業員規模別にみた女性活躍の支援・取組状況 支援や取り組みを行っている 必要性を感じていない、 わからない 今後、支援や取り組みを行う予定である 0% 20人以上 (n=115) 21~50人 (n=158) 51~100人 (n=102) 101~300人 (n=111) 300人超 (n=56) 20% 17.4 40% 60% 14.8 32.3 80% 100% 52.0 (n=82) 48.1 21.6 72.1 26.5 11.7 16.2 1.8 83.9 女性従業員がいる 0% 7%超 67.8 19.6 技術部門 14.3 3%~ 7%以下 (n=114) 3%以下 (n=205) 20% 女性従業員がいない 40% 60% 80% 100% 70.7 29.3 69.3 30.7 65.9 34.1 JMSA News Letter 2015 年 10 月号 3 ③男女を問わない優秀な人材の確保 図表 3 入社3年目の正社員の定着状況 9割以上 採用後の定着状況は男性に比べて女性の方が 0% 良い傾向にあり、妊娠・出産後も仕事を辞めず働 き続ける女性も多い等、女性の定着が進んでいる 状況にある。 20% 男性 (n=590) 含めた人材確保ができれば、男女を問わない優 (n=469) 60% 5割未満 80% 100% 5.9 58.1 27.1 10.2 72.7 4.3 17.5 女性の活躍推進に向けた具体的取組 秀な人材の獲得チャンスにつながり、競争力強 化に有効なのではないか。 40% 5割以上7割未満 5.5 女性 ◆ しっかりと定着して働くことができる女性も 7割以上9割未満 以上を踏まえて、女性活躍推進に向けた取組を 指針として取りまとめた。 図表4 女性活躍推進指針の活用イメージ 女性活躍指針を実践しましょう 経営トップの方針を周知し、 社内の意識改革を進めましょう ・経営トップが女性活躍推進や人材活用に関する方針を明確にしましょう(4-1) ・社員への期待感を継続的に伝え、理念・ビジョンを社内に浸透させましょう(4-2) ・面談や研修などを実施し、管理職の意識改革を行いましょう(4-2) 誰もが働きやすい 職場環境を整備 しましょう。 誰もが能力を発揮 できる体制を作り ましょう ・育児との両立に向け柔軟な制度設 ・製造部門や技術部門などの職域への ・文系・理系を問わず幅広い学校に対 計などを整備し、制度が効率的に 女性活躍の拡大や、フロンティアに し積極的なPRを行いましょう(4-8) 運用される体制を構築しましょう 立つ女性が溶け込みやすい環境整備 (4-3) を行いましょう(4-5) ・女性の体力面への配慮や作業の危 ・チャレンジする機会を増やし、技術 険性を軽減するようなハード面で ・技能の習得・向上を図りましょう の対策や作業環境の改善を行いま (4-6) しょう(4-4) ・スペシャリストとしての活躍や管理 職への登用を目指す、といった複線 的なキャリア・パスを作りましょう (4-7) 女性活躍推進は人材力の向上につながり、素形材企業の競争力を後押しします 4 JMSA News Letter 2015 年 10 月号 女性の継続的採用や 正社員への登用に 踏み切りましょう ・優秀なパートの正社員登用や、育児 のために一旦離職した女性などの再 雇用などを行いましょう(4-9) 指針のポイント マネジメント意識の改革 ◆ フロンティアに立つ女性が溶け込みやすい環 境整備を行う 4-1.経営トップの方針周知 4-6.人材育成の仕組み作り ◆ 経営トップが女性活躍推進や人材活用に関 ◆ スキルアップの意欲を高める仕掛けを通じて する方針を明確にする ◆ 従業員への期待感を継続的に伝え、理念・ビ ジョンを社内に浸透させる 4-2.社員の意識の醸成 チャレンジを増やす ◆ 意欲ある人材に技術・技能の習得・向上の機 会を提供する 4-7.複線的なキャリア形成を可能とする仕組 み作り ◆ 自社にとっての女性活躍推進の意義や必要 性を理解するための研修等を実施する ◆ 面談等を通じたきめ細かなコミュニケーショ ◆ スキル ・アップを通じたスペシャリストとし ての活躍や、リーダーシップの経験を積むこと ンにより、職場レベルで具体的にどう進めるか、 で能力を身につけ、管理職への登用を目指す、 継続的にフォローする といった複線的なキャリア・ パスを作る 誰もが働きやすい職場環境の整備 4-3.仕事と育児・介護等の両立が可能な環境 整備 ◆ 産休・育休などライフイベントに左右されな い就業継続への支援制度を整え、休業後の復帰 支援等の仕組みを構築する ◆ 育児との両立に向け柔軟な制度設計等を整 備する 人材獲得の裾野拡大 4-8.女性の継続的な採用 ◆ 文系・理系を問わず幅広い学校に対し積極的 な PR を行う ◆ OB・OG と学生のつながりを強化し、ロール モデルを育成する ◆ 業界や地域単位での連携した仕掛けづくりを 行う ◆ 雰囲気の醸成を含めバックアップ体制を構築 4-9.パート等から正社員への登用・再雇用・ する 4-4.作業環境の整備 ◆ 女性の体力面への配慮や作業の危険性を軽 減するようなハード面での対策を実施する ◆ 作業負荷の軽減等の作業環境の改善を行う 中途採用 ◆ 正社員への登用を図る ◆ 育児のために一旦離職した女性等の再雇用 制度や中途採用を行う 適材適所での人材活躍 4-5.製造部門・技術部門等幅広い職域への女 性活躍の拡大 ◆ 適材適所による製造部門や技術部門等の幅 広い職域への女性活躍の拡大を検討する なお、指針の詳細は、ぜひこちらのURLよりダウ ンロードの上、ご参照ください。 http://www.meti.go.jp/press/2015/04/20 150420004/20150420004.html JMSA News Letter 2015 年 10 月号 5 会員企業見参 「東北」のモノづくりを支える 金型とプレス加工の両輪生かす 有限会社吾妻プレス工業 福島県二本松市の吾妻プレス工業を訪ねた。同社は社員数が 28 人 と小規模ながら協会の仕組みを利用して、国際品質規格の ISO9001、 同環境規格の ISO14001を取得している。金型とプレス加工の両技術 を生かしながら東北のモノづくりを支えている渡辺隆社長に沿革から 渡辺 隆 社長 高度な技術力と強みなどお話しを伺った。 ─御社の沿革と事業内容をご紹介ください。 当社は、東芝の子会社で東北唯一の重電メーカ ーである北芝電機に勤めていた父・渡辺隆次郎が 40 歳のときに独立し、福島市松川町でプレス加工 を始めたことが発祥です。1968(昭和 43)年のこ とです。当時は北芝電機の仕事のほか、長尺屋根 の部品加工などをしておりました。1972(昭和 47) 年には有限会社にし、 金属プレス加工と金型の設計 製作を中心に取引先を拡大してきました。 私は1977 (昭和 52)年に日本大学工学部を卒業後、当社に入 シートガイド SPHC-P 5.0T カットサンプル りました。1987(昭和 62)年には、 現在地に移転し ましたが、その時期に役員に就任し、その後代表権 ー用ブラケットを受注し、自動車部品分野に進出し を得ました。父はまだ健在で、 相談役となっており、 ました。また、荏原の子会社である大岩マシナリー 過去の経緯等を相談させていただいております。移 から送風機の板金部品を、2006 年から2007 年にか 転前からトキコ(現・日立オートモーティブシステム けて佐藤製作所経由で NEC の携帯基地局向け PC ズ)の自動車足回り部品であるショックアブソーバ 筺体などを受注してきました。現在は、車向けが売 り上げの 40%弱、弱電向けが同 30%、その他が約 有限会社吾妻プレス工業のプロフィール 30%の売り上げ構成となっています。 創 業 昭和 43(1968)年 所 在 地 福島県二本松市下川崎字篠根坂山 20 番地 電 話 0243 -54 -2301 代 表 者 代表取締役社長 渡辺 隆 資 本 金 10 0 0万円 従 業 員 数 28人 事 業 内 容 金 属プレス加工用金 型設計製 作、 治工具設計製作、金属プレス加工 6 JMSA News Letter 2015 年 10 月号 ─経営の現状は…。 当社の手がけてきた仕事の特徴としては、特に 弱電はモデルチェンジが頻繁ですが、そのたびに 単価が下がります。しかし逆に、単価が安い仕事 はなかなかなくなることはありません。例えば、 リ ーマン・ショックのときは、当社も 4 勤 3 休の体制 にしましたが、2 か月ほどで残業しなければならな くなったため、すぐに元の勤務体制に戻したとい う経緯がありした。翌 2009 年度は結局、7 割強の 売り上げを確保しています。当社では、創業以来、 一度も赤字になったことがありません。それとい うのも「良いものを早く安くお客様にお届けする」 ということをモットーに、単価の安い仕事も積極 的に受注し、原価低減に取り組んできた実績が評 価されていると思っています。 ただ東日本大震災の時、当社では幸い 2 階社員 食堂の天井が落ちる程度で、設備機械には被害が ありませんでした。そこで、翌週の月曜日から通 NC レベラーフィーダー付 300ton サーボプレス機 常稼働しましたが、客先が被災して稼働しており ませんでした。結局、1 週間休業することになりま 差 1 ㎜以下で製作しています。これは発電機向け した。当社では、10 数年かけて財務体質の改善を の部材ですが、コイル材をレベラー、プレス加工す 図ってきました。その結果、流動資産を増やして ることで、特有の反りを矯正して仕上げています。 自己資本比率 80%を達成しています。これは、か なりの経済変動があっても、当分はしのげるよう ─今後の方向としてはいかがでしょうか…。 になっていますし、着実に仕事を受注してこなし いま金型専業では生き残りが難しくなっていま ていけば会社継続はできると考えています。 す。一昨年上期は、金型の受注がゼロでした。当 社では、金型とプレス加工の両方を手がけている ─他社と異なる技術とその強みは…。 ためなんとか仕事が取れています。しかし、なか 例えば、切削加工では 20 秒 / 個かかっていたも なか需要が盛り上がってこないことが悩みの種で のが、プレス加工で は 1 秒 / 個で製造することが す。今後の景気動向を注視しております。 できます。さらに、切削加工に比べ、圧倒的に材料 営業は私と常務に加え、息子が入社してくれま 歩留まりが優れています。 その分だけコストダウン したので、3 人で行っております。私自身は、あと 5 が可能となるということです。当社では毎年 2000 年もすれば 66 歳になりますので、そのあたりで次 万円程度の設備投資しております。これはほぼ売 の世代に引き継いでいこうかと思っています。ま り上げの 5%にあたります。今年 3 月には、NC 旋 た、ここ 10 数年、若返りを図るため毎年 1 ~ 2 名 盤の導入。8 月にはワイヤーカット放電加工機を入 程度の新卒を採用してきています。それが現在で れ替えました。またアマダ製 300ton サーボシング は全社員の半分ぐらいを占めるようになってきま ルクランクプレス機 (3 号機 ) を入れた翌年には、同 した。そのため当社の蓄積された技能を次の世代 300ton サーボダブルクランク機(5 号機)を導入 にどう継承していくかも課題になってくると考え、 しております。このサーボプレス機には、約 1 億円 人事異動も含めた組織作りをしています。 をかけています。これらの設備投資に関して今後 台数は増やさないということを基本方針とし、古 ─ご趣味は…。 い設備は廃棄または売却しております。取り扱い 若いころはゴルフなどもやっていましたが、最 板厚は~ 4.5 ㎜が一般的ですが、当社では板厚 6.0 近ではもっぱらスキーです。この辺にはスキー場 ㎜までコイル材での取り扱いが可能となっていま がたくさんありますので、雪が降れば孫を連れて す。また板厚 3.2 ㎜で 8 ~ 9m の真っ直ぐな板を誤 スキー場に通っています。 (文責 編集室) JMSA News Letter 2015 年 10 月号 7 日本の自動車部品産業 「順風」下でも再編進む車部品メーカー ~海外メガサプライヤーに危機意識~ 堅調な海外事業や円安の影響で、日本の自動車部品メーカーの収益は総じて増勢傾向にあ る。日本自動車部品工業会(部工会)の調査によると、主要部品メーカー 82 社の 2015 年 3月 期の売上高は前期比 7.2%増の 25 兆 8064 億円となり、比較可能な 08 年以降で初めて 25 兆円を超えた。一方、国内を中心にメーカー間の事業統合や拠点集約も加速している。背景に あるのは欧米を中心とした大手自動車部品メーカー(メガサプライヤー)への危機意識。再編 により競争力を高め、メガサプライヤーに対抗していく構えだ。 営業利益は前期比約 6%増 部工会の経営動向調査は、上場企業で自動車 部品の売上高比率が 50%以上を占め、前期との業 績比較が可能な会員企業 82 社を対象としている。 2015 年 3 月期の営業利益の合計は前期比 5.8%増 の 1 兆 5660 億円。売上高営業利益率は同 0.1 ポイ ント減の 6.1%と横ばいだった。 営業利益の増益要因としては、海外の好調、為 替換算上の円安効果、生産合理化によるコスト削 自動車部品業界の業績は総じて堅調に推移(写真は 5月に 横浜で開かれた『人とくるまのテクノロジー展』) 減などがある。円安は原材料の輸入費が上昇する ポイント減の 7.7%に低下した。アジアの営業利益 負の側面もあるが、全般的にはプラスに寄与した。 率は、11 年 4 - 6 月期から 16 四半期連続で 2 ケタ 一方、調査対象 82 社のうち、地域別情報を開示 割れが続く。 「アジア地域全般の労務費の上昇、 競 している 47 社の業績を集計すると、日本市場の売 争の激化に加え、政治的・社会的混乱による生産・ 上高は同 1.3%減、営業利益は同 12.2%減とともに 販売台数の低迷が影響している」と部工会の調査 マイナス。14 年 4 月の消費増税以降、完成車の国 資料は指摘している。 内生産・販売が低迷した影響が表れた。 北・中・南米市場は売上高が同 20.7%増、営業 国内中心に事業再編進む 利益が同 86.3%増といずれもプラス。北米の自動 取引先や生産品目などの違いにより、業績の好 車販売の好調に加え、メキシコなど新設の部品工 不調は個社それぞれだが、自動車部品業界全般を 場の稼働率向上も利益を押し上げた。 見れば、 現在は総じて「順風」の状況にある。そう アジア市場は売上高が同 10.0%増、営業利益が した中でも国内を中心に事業再編が進んでいる。 同 3.7%増と増収増益。ただ、営業利益率は同 0.4 トヨタ自動車系のアイシン精機とシロキ工業 8 JMSA News Letter 2015 年 10 月号 は、トヨタとトヨタ紡織に供給するシート骨格機 構部品事業を 15 年 11 月にトヨタ紡織へ移管する。 アイシンはシロキを 16 年 4 月1日付で完全子会社 化。トヨタ向け以外のシート骨格機構部品やドア フレームなどの外装・機能部品はシロキに集約す る。アイシンは車体部品事業で、パワースライド ドアなどのシステムモジュール製品に特化する。 ホンダとの取引が多い八千代工業は、国内の板 金プレス事業を東プレに譲渡する協議を始めた。 同事業を譲渡し、主力の樹脂製燃料タンクやサン ドイツの営業・開発機能を強化し、フォルクワーゲン(VW) など独完成車メーカーへの拡販に臨む(写真はVWの新型 『パサート』) ルーフ事業に経営資源を集中する。同様にホンダ パイオラックスは VW への拡販に向け、15 年夏 系のエイチワンは 16 年 3 月にかけて関東の生産拠 から秋をめどに営業担当者をドイツに常駐させる 点を集約する。日信工業は 4 輪車向けブレーキ部 計画。ジーテクトは 7 月にミュンヘンで開発子会社 品事業の強化に向け、スウェーデンのオートリブ を設立した。村上開明堂は 4 月末にブラウン と合弁会社を設立する。エアバッグなど自動車用 シュヴァイクで営業・設計事務所を開設。今仙 安全システム大手のオートリブと組み、自動運転 電機製作所はフランクフルト支店の営業を 6 月に に対応したブレーキなどの開発を強化する。 始めた。各社とも、欧州発の設計改革や規制が世 人口減少などを主因に、国内の自動車市場は縮 小傾向にある。軽自動車や小型車へ需要が移行し、 界に波及することも見すえ、自動車先進国ドイツ での活動を強化している。 部品メーカーは一層のコスト削減が求められてい 日系メーカーがドイツに拠点を構える動きとは る。欧米を中心にメガサプライヤー化が進み、新 逆に、ドイツのメガサプライヤーが日本の開発体 興国でも現地企業とのコスト競争が激しくなって 制を強化する動きも相次いでいる。シェフラーは いる。日系車部品メーカーは再編を通じて競争力 15 年 5 月に、日本法人の本社兼開発拠点を横浜市 を維持・向上し、国内外の課題を乗り切る構えだ。 の神奈川区から保土ケ谷区に移転・拡張。20 年ま でに研究開発要員の倍増を目指す。コンチネンタ ドイツに拠点新設相次ぐ ルは日本で 2 カ所目のエンジニアリングセンター こうした事業再編とは別に、欧州自動車市場の を 15 年 6 月に愛知県豊田市に開設。ロバート・ボ 中心であるドイツで、拠点を新設する日系部品メ ッシュは、研究開発拠点である横浜事務所(横浜 ーカーが増えている。フォルクスワーゲン(VW) 市都筑区)の試験設備を増設する。 をはじめとした完成車メーカーからの受注拡大を 各社とも、電動化など日本が強みとする技術に 目指すとともに、最新の技術動向を吸収。競争力 合わせた開発を強化。日系完成車メーカーとの取 の強化につなげるのが狙いだ。 引拡大につなげようとしている。 (堀切大) JMSA News Letter 2015 年 10 月号 9 潮 流 ─世界のプレス機械/工作機械メーカーの動き─ プレス アジア勢の猛追強まる 日本のプレス機械・工作機械メーカーの国内事業はプラス成長が続いている。円安と政府 による設備投資関連の補助金を背景とし、それぞれの工業会がまとめた月次の国内受注は連 続増が長期に及ぶ。一方、円安は海外メーカーには逆風だ。魅力であるべき価格は日本製と の差が縮まった。それでも商品や技術などの拡充は目覚ましく、日本勢を追うスピードを加速 している。 アジアのプレス勢 社初のサーボプレスが 2011 年。そこから 4 年間と 開発スピード速く いう短期で高生産性のサーボタンデムプレスライ ンを完成させた。このスピード感には目を見張る 滋賀県栗東市にある三菱重工業の栗東工場。工 ものがある。 作機械とエンジンバルブの生産拠点だ。エンジン SEYI は大型プレスの国内大手や搬送装置大手 バルブ工場には「SEYI」のブランド名で知られ と協力関係を構築してきた。今回の搬送ロボット る、台湾の協易機械工業(桃園県)の真新しいプ の開発はオリイメックと手を組んだ。技術の発展 レスが 1 台稼働している。ここ数年、SEYI は日本 に日本企業との連携を生かす戦略があるようだ。 企業への営業を進めてきた。主に海外進出先の日 そのため今後も新たな協業に動く可能性が高そ 系工場への供給を念頭に置いてのことだ。ところ うだ。 が国内重工業最大手である三菱重工からの初受 注が栗東向けとなり、思わぬかたちで SEYI の商 中国の JIER 品力が評価された。 フォードとの関係深まる アジアのプレスメーカー大手は、自動車大手に 台湾のプレス 2 大メーカーのもう1 社、金豊機 大型プレスラインを供給したり、サーボプレスの 器工業(彰化市)は生産の抜本改革に乗り出した。 開発を強化したりと着実に力を付けてきている。 金豊機器は日本市場の開拓に乗り出したこともあ 今夏、開催された「MF―Tokyo 2015 プレス板金 ったが、 「品質面で評価を得られなかった」 (業界 フォーミング展」 (MF)でも、そうした様子が垣 関係者)とされ、同社が思い描いた成果にはたど 間見られた。 り着けなかった。 SEYI は台湾のプレス 2 大メーカーの 1 社。複数 こうした反省を踏まえ、なにより現在の円安に の小型サーボプレスと搬送ロボットを連携させた よる価格メリットの希薄化を背景に、トヨタ生産 サーボタンデムプレスラインを開発し、世界に先 方式(TPS)の導入に取り組んでいる。自動旋盤 駆け MF で初披露した。クランクモーションで最 メーカーのシチズンマシナリー出身の日本人を顧 大 35SPM、リンクモーションで 30SPM という業 問に迎え、現地大学の TPS の権威とともに活動中 界最高水準の生産性が最大の訴求ポイントだ。同 だ。年内に製造コストを 5%削減するのが目標だ 10 JMSA News Letter 2015 年 10 月号 という。 アイダエンジニア リングは大型機を 置き換えるサーボ タンデムプレスを 完 成させた(写 真 はイメージ) アジアのプレスメーカーは日系のほか、日本メ ーカーやドイツメーカーが取引を重ねてきた海外 大手顧客の開拓を進めている。自動車向けの大 型プレスでその筆頭は、中国の済南二機床集団 (JIER)だろう。中国の大型プレス市場で 70 ー 80%のシェアを占めるとされる、最大手の国有企 業だ。2010 年ごろからアメリカのフォード・モー ターから立て続けに大型プレスラインを受注して いる。それもカンザスやデトロイト、ケンタッキ ーといったアメリカの中核工場に納める中核ライ ンだ。もとはシューラーの顧客だった。 最初の取引は「ドイツのシューラーが繁忙のた コマツ産機の新型 プレスは金 型と本 体の長寿命化につ ながる機能を搭載 した め納期対応が難しく、仕方なく JIER に流れた」 (日系プレスメーカー幹部)と業界ではささやかれ る。それが仮に事実だとしても、今年 5 月に JIER の張志剛董事長が「フォードと 8 本目のラインを 商談している」と話しているように多くのリピー ト受注を重ねており、同社に対するフォードの信 頼は、今や深い。しかも、他社と競る中での最初 の受注獲得は、最低価格での落札ではなかったと 伝えられている。価格ありきの一発勝負をかける、 中国メーカーのレベルではない。 今後は高度に情報ネットワーク化された製造 業の形態である「インダストリー 4・0」を見据え たシステム化に一段と注力する方針という。中国 は「内需型から輸出型」に産業構造を転換する政 策がある。これに同社が呼応すれば、日系やアメ リカの自動車メーカーを主要顧客とする日本のプ レスメーカーには、今までの以上の脅威になりそ うだ。 アマダはプレスネットワーク ソフト「APINES」でプレス 工場の見える化を推進する 放電精密加工研究所はCF RTP 対応を本格化(写真は CFRTPとは別に微 細 穴 加 工向け) アジアのレーザー加工機 中心に、新興の中小メーカーを含め、約 100 社が 中国勢は合従連衡か 乱立している。有力な中小メーカーを大手が資金 アジアのプレスは台湾メーカーの成長が顕著 力に物を言わせ飲み込む構造が今後予想される。 だ。一方、板金機械のレーザー加工機は中国メー また、レーザー加工機の最有力技術と言えるフ カーの動きが活発だ。現状は、最大手とみられる ァイバーレーザーについては、差別化要素となる 大族激光やヤーウェイといった中国上場企業を 発振器の開発に着目している。中国で開かれた展 JMSA News Letter 2015 年 10 月号 11 示会でヤーウェイの幹部から、ファイバーレーザ 日産自動車はスポ ーツカー 「GT-R」 の トランクインナー パネルに炭素繊維 を使 用(川崎 油工 の MF出展品) ーの自社製品化に意欲を示す発言があった。 さらに、高生産性のファイバーレーザー加工機 の性能を生かし切るため、周辺/自動化装置の開 発もポイントだ。大族は 7 月に入り、ロボット分 野の子会社 2 社の設立を発表した。中国の製造業 で喫緊の課題になっている自動化を推進する狙 いのようだ。 日本勢 のサブブランドで、小型電気自動車(EV)の「i3」 国内堅調も全体は高止まり に CFRP が多用された。車体側部のドア周りはド 日本のプレス市場は三菱重工業の SEYI 機導入 の例はあるが、いまだ国内メーカーの独壇場にあ イツのシューラーの機械で成形されているよう だ。 ると言える。その国内市場の足元は円安と政府補 放 電 精 密 加 工 研 究 所は 直 動 式 サーボプレス 助金効果が加わり、各社の受注に追い風が吹いて 「ZEN-Former」を活用した、 熱可塑性の CFRTP いる。日本鍛圧機械工業会が 9 月にまとめた国内 加工に本腰を入れ始めた。新潟県長岡市にテスト 受注(8 月実績)は、プレスと板金機械と合わせ 加工の専用施設を新設。同社のみならず商社など た機械合計が 9 カ月連続で前年同月を上回る堅調 を含め、加工検証する仕組みを整えた。エイチア ぶりだ。中国経済の失速は今のところ各社の国内 ンドエフは福井県の公設試験場と共同で試作機 事業に影を落としていない。 の開発に成功している。 ただ、内需と外需を合わせた全体需要は高止ま CFRP のほか、 関心が高まっているのが IoT(モ りにある。アマダホールディングス、アイダエン ノのインターネット)だ。成形状況を常時監視し ジニアリング、コマツ(産業機械などのセグメン ながらデータ採りし、品質の向上や生産性の向 ト) 、H&F の 2016 年 3 月期の業績は全社が前年比 上、詳細なコスト把握になどに役立たせる。コマ 5%前後の微減もしく微増の予想だ。アイダエン ツ産機はコマツが建機向けに開発したシステムを ジニアリングをはじめ、ここ 2 ー 3 年は過去最高 プレスに応用している。ここにきて海外のサービ の業績をたたき出すメーカーが散見されたことか ス対象エリアを中国のほか、北米や東南アジアに らすると、世界需要は高水準にありながらも一服 広げた。これまでも通信ネットワークによる工場 感が否めない。 の見える化を提案してきたアマダは、 「V ファクト リー」構想を今春立ち上げた。見積もりから切断、 CFRTP 曲げ、溶接までの一連の工程をデータでつなぎ、 対応技術の開発が活発化 特急品などへの対応を容易にする。 日本勢の技術動向に目をやると、今回の MF で も多く見られたようにサーボプレスによる炭素 工作機械 繊維強化プラスチック(CFRP)対応が進んでい DMG 森精機 ドイツ老舗と一体経営 る。軽量素材として航空機や自動車への採用が 拡大。民生品での利用を増やそうとする動きもあ る。自動車では、 ドイツの高級車メーカー「BMW」 12 JMSA News Letter 2015 年 10 月号 工作機械業界で今年一番のトピックは、DMG 森精機の新体制だろう。 2009 年に業務提携を始めた旧森精機とドイツ の旧ギルデマイスター(旧 DMG) 。段階的に相互 出資比率を高めていき、2013 年に DMG 森精機に 社名を統合。今春、DMG 株の過半を取得し、連 結企業として一体経営体制とした。 日本とドイツの大手同士の融合体。そんな希有 な体制になった DMG 森精機が今夏公表した中長 期計画にも驚かされる。2020 年末までに売上高 6000 億円を目指すというものだ。DMG 森精機は 2015 年末の売上高 4100 億円を、5 年後をめどにお よそ 1・5 倍に拡大することになる。実現すれば、 世界最大の工作機械メーカーとして群を抜く規 模だ。 コマツ NTC GM から大型受注 アメリカ最大の工作 機 械メ ーカー、 ハースは 2016 年 に自動車レースの「F1」に参 入する ドイツの GROB(グローブ) は専 用 機メーカーとして世 界最大手の1社 自 動 車 ライン の 専 用 機 メー カー はド イツ の GROB(グローブ)グループの規模が大きく、ほ 世界に点在する顧客への対応力を高めるのが、 か台湾企業傘下のドイツの MAG(マグ)や、 イタ DMG 森精機が一体経営を選んだ狙いの一つだ。 リアのコマウといったメーカーがある。これら世 工作機械業界も他産業と同じように、顧客が世界 界企業を向こうに回し、大型受注をもぎ取った。 に散らばっている。2008 年のリーマン・ショック 以後は鮮明だ。日本工作機械工業会の統計による 中国経済の失速 と、2007 年に外需比率が内需を逆転した。それで プレス機械の国内受注が 8 月まで 9 カ月連続で も外需はリーマン・ショックの 2008 年と 2007 年 前年同月を上回れば、工作機械は 26 カ月連続増 に 50%台だったが、2009 年からは 60%を超える (速報値)と前年超えがゆうに 2 年間を過ぎた。と ようになった。1990 年に 1 兆円あった内需は 2014 ころが、ここにきて工作機械各社の受注環境は潮 年に 4900 億円まで縮小。誰の目からみても、外需 目が変わりつつある。中国経済の失速が背景だ。 の取り込みが生き残りには不可欠な状況だ。 これによる中国市場そのものと、欧米、東南アジ ただ、大手による海外企業との一体経営まで踏 アといった世界市場へのマイナスの波及が懸念 み込んだ思い切った連携は、これまでほぼなかっ される。実際、日系の工作機械メーカーからは米 た。国内の工作機械メーカーは約 100 社と多いが、 国で商談が長引き始めたとのマイナス影響が生 それぞれの得意分野で棲み分けがあり、単独で外 じている。 需を掘り起こしている。最近の好例が、自動車の 部品加工ラインを強みとするコマツ NTC だ。 頼みの国内市場は、円安や政府の補助金効果な どでプラス成長が続いているが、需要を先食いし 9 月 4 日付 1 面の日刊工業新聞は、アメリカのゼ ているとの危惧がある。現時点で市場の先読みは ネラル・モーターズ(GM)からの大型受注を報じ 困難だが、 「半期の決算月である 9 月の受注実績 ている。受注額は 300 億円にのぼり、コマツ NTC で、年内の様子がわかりそうだ」 (工作機械メー の GM 向けでは最大規模になるという。今回対象 カー首脳) 。9 月の受注動向が今後を計るものさし となる工作機械のすべてを富山県にある工場で になりそうだ。受注実績は、10 月中旬にも公表さ 組み立て、据え付け先の米国に送る。 れる。 (元芝大門) JMSA News Letter 2015 年 10 月号 13 新 技 術 動 向 モノづくりを支えるプレス機械と工作機械・周辺機器 難加工材の成形性と生産性を両立 AIDA 大型サーボトランスファプレス DSF-T4シリーズ アイダエンジニアリング株式会社 自動車業界においては ECO 化が急加速してお の高張力鋼板小型パネル加工においては、生産性 り、特にボディやシート等の骨格部品においては、 が従来の 1.5 倍以上に向上し、製品ごとの最適加工 燃費向上の為に強度を保ちつつ軽量化する必要が と生産性向上を両立させました。 あるため、高張力鋼板や難加工材(アルミ等)の 採用比率が増えています。これに伴いプレス加工 最適同期システム の難易度は以前より格段に上がっています。こう サーボトランスファ装置との同期システムとし した課題を解消すべく、AIDA が市場に投入した て AIDA は、様々なスライドモーションに対して、 「ダイレクトサーボ駆動式大型トランスファプレス 自動的に最適な位相差運転が可能な同期制御方式 DSF-T シリーズ」についてご紹介させて頂きます。 を新たに開発しました。スライドに完全同期する AIDA オリジナル油圧式サーボダイクッションを 最適加工と生産性向上の両立を実証 高張力鋼板や難加工材を用いたプレス加工は、 材料の性質上、割れやスクリングバック等で製品 ラインナップ。上下ともサーボでモーションコント ロールすることにより、更なる成形限界に挑戦する ことが可能になります。 精度の不良が起こりやすいため、機械式プレスで 加工する場合は、加工製品に合せた運転速度に落 とし、一般材を加工する際の半分のラインタクトで 生産しているような状況です。しかし、AIDA の DSF-T シリーズでは、例えば①材料と上型がタッ チし始める位置で 100 ㎜ /s 以下の低スピードにし て、材料インパクト時の振動を抑さえ、②加工開 始後は材料の引込み量を一定にしながら絞り速度 を150 ㎜ /s の等速加工にして金型のかじりを防止 し、③下死点通過後は、材料搬送時間を確保する 為、搬送可能なスライド高さにまでスライド速度を 瞬時に最高速度で動作させる、という具合に、1 サ イクル内で最適な運転速度に動作させることがで きます。 DSF-T シリーズのダイレクトドライブ構造は、高 トルクサーボモータと全てギアで連結された機械 式エコライズ構造を有しており、シンプルでメンテ 性に優れています。AIDA 独自開発の高トルクサー ボモータは、低速加工域でも機械式プレスの 1.5 倍 に匹敵する1000kJ(30000kN 級)の加工エネルギ ーを発揮します。こうした機能により、30000kN 級 14 JMSA News Letter 2015 年 10 月号 DSF-T4-30000-625-250 ・ストローク長さ:800 ㎜ ・ストローク数:5 ~ 30 min-1 ・連続仕事量:1000 kJ ・エリア寸法:6250 × 2500 ㎜ 問い合わせ先 アイダエンジニアリング(株) 営業技術1課 渡邊 哲 TEL:042-772-5271 FAX:042-772-5261 E-mail:[email protected] URL:http://www.aida.co.jp 新 技 術 動 向 モノづくりを支えるプレス機械と工作機械・周辺機器 H1F-2シリーズのラインナップを拡充 ACサーボプレス「H1F150-2」を新発売 コマツ産機株式会社 コマツ産機株式会社 ( 川西宣明社長 ) は、2013 年 より 市 販 を 開 始 し た 新 型 AC サ ー ボ プ レ ス 機「H1F-2」シリーズの追加ラインナップとして 「H1F150-2」を発売しました。 当該機は、スライド位置・加工荷重を画面表 示する成形状態モニタリングシステムに新開発の 「ブレークスルー荷重表示機能」を新たに搭載し ております。本機能を使うことで打ち抜き成形時 に発生するブレークスルー荷重を波形で確認す ることが出来るため、スライドモーションの調整 がより簡単になります。 その他、H1F-2 シリーズならではのサーボ効果 ( 精度と生産性の両立 ) を簡単に引き出す各種機 能を搭載しています。 「H1F150-2」の発売により 「H1F-2」はラインナップが H1F110-2、H1F150-2、 H1F200-2 の 3 シリーズに充実しました。 主な商品の特徴 1.生産性向上、成形性向上 ・熟練作業者でなくても、簡単操作で加工モーシ ョンを最適化できる。 スライド位置・加工荷重を波形表示する「成形 状態モニタリングシステム」により、成形状態を 誰でも定量的に把握することが出来ます。更に最 適な加工モーションを自動作成する「型タッチ位 置検出機能」を搭載し、簡単に加工モーションの 設定が行えます。 ・ 金型寿命の向 上 ( パンチの突 込み量を低減 ) 打ち抜き成形 時 に 発 生 す るブ レークスルー 荷 重を波 形 で 確 認 す ること が 出 来 るようになりまし た。モーションの 最適化により、金 型 パン チ 突 っ 込 み量を低減し、金 型のメンテナンスサイク ルを向上させることが出 来ます。 2. スライド自動待機機能 プレスが周辺機を自動 待機する機能を搭載しま した。従来のプレスは外 部からの信号でスライド を待機することが出来ま せんでした。スライド自 動待機機能は生産を止め ることなく外部からの信 号によりスライドを一時 AC サーボプレス 的に待機する機能です。 「H1F150-2」 待機終了後は運転を自動 再開します。前工程にて遅れが発生した場合で も、待機動作をすることにより、安定的な連続運 転を継続します。 3.省エネ、省スペース クラッチブレーキレス構造、ならびに回生電力 を蓄電する「ピーク電流抑制コンデンサ」の採用 により、クラス最高水準の省エネ性能を実現。工 場の消費電力削減に貢献します ( 当社メカプレス 比 37% 減 )。更に、 駆動部とスペースの見直しによ り、全高は、現行サーボプレス比 9% 減の省スペ ース化を図りました。 4.KOMTRAX KOMTRAX は稼働状況に加え、生産品目毎の 実績管理や日報作成、予防保全などの情報をお客 様に提供します。新たに海外地域 ( 中国、タイ、イ ンドネシア、カナダ、アメリカ、メキシコ ) でも利 用可能になりました。 問い合わせ先 コマツ産機㈱ 鍛圧販売本部 営業企画部 TEL:076-293-4209 FAX:076-293-4354 URL:http://www.komatsusanki.co.jp/ JMSA News Letter 2015 年 10 月号 15 新 技 術 動 向 モノづくりを支えるプレス機械と工作機械・周辺機器 高付加価値成形を図る投資促進税制対象マシン SDE /SDEWシリーズ 株式会社アマダマシンツール アマダマシンツールでは、高付加価値成形や 加工領域の拡大を図るデジタル電動サーボプレス 命向上も期待でき ます。 (以下 SDE)の開発を行い、独創性のある要素技 術の発掘を進めながら、ユーザーのコア技術を最 4 低炭素プレス 大限に引き出すことを支援しています。特に、振 加工 動の発生源をスライドに持たせ、スライドに取り 待機時には電力 付けられた金型や工具が振動加工を行えるといっ 消費がほとんどな た、パルス 1・パルス 2 モーションを開発し、自動 く、大 幅な省エネ 車、輸送機器や電気電子、精密機器など日本の基 を実現しました。ま 幹産業に対して課題を解決してきました。 た、振り子モーショ ンを利用し、製品に ■主な特長 応じてストローク 1 低速・高エネルギー 長さを設定するこ SDE の開発にあたり、圧力能力・トルク能力・ SDE-8018(SF) とで、消費電力量はさらに低減します。 仕事能力のプレス能力 3 要素に注力した結果、下 死点上高い位置からでも加圧力を発生するクラン 5IT、ネットワーク化、見える化技術 ク機構を採用し、プレス機専用のサーボモーター 見える化技術では、オプションの荷重計を搭載 を搭載しました。これにより、低速時でも十分に することで、1 ストローク荷重波形を収集して、プ エネルギーを確保することができています。 レス 3 能力を確認でき、試作時や金型修正の際の 対策個所が想定できます。また、プログラム作成 2 進化するモーションコントロール技術 標準で 9 つの多彩なモーションを搭載していま やネットワーク化などの専用ソフトもご用意して います。 すが、オプションを含めると 26 種類にもなり、ス ピード変化と複雑な動作を要求する高機能加工を 実現しています。 ■アマダマシンツールフェアを開催 アマダマシンツールは、素材切断から金型製作、 プレス加工までのトータルソリューションをテーマ 3 パルス成形による潤滑滞留効果 パルス成形は、絞り加工では金型と被加工材と として、アマダマシンツールフェア in 土岐を11 月5 日~ 7日に開催します。 の間に発生する空気(油)だまりの除去により、 被加工材の板厚減少を抑え高精度化が図りやすく なります。また、しごき成形や板鍛造では、パン チと被加工材との間に発生する応力緩和や潤滑滞 留効果があるため、しごきキズやショックマーク 削減による高品質化、加工荷重低減による金型寿 16 JMSA News Letter 2015 年 10 月号 問い合わせ先 株式会社アマダマシンツール 販売企画・特販部 坂口 TEL:0463-96-3321 FAX:0463-93-7515 E-mail:[email protected] URL:http://www.amt.amada.co.jp/ 新 技 術 動 向 モノづくりを支えるプレス機械と工作機械・周辺機器 4 軸ボールネジ直動式サーボプレス 「ZENFormer」によるプレス加工の IT化塑性加工の見える化 株式会社放電精密加工研究所 放電精密加工研究所では、4 軸ボールネジ直動 式サーボプレス「ZENFormer」シリーズ に 小型 機種の「ZENFormer nano」を加え昨年より販売 を開始しております。当項では、サーボプレスの デジタルデータを活かした IT 化への取り組みを 御紹介致します。 ◆ IT 化に向けて今出来る事 IT 化を考えた時、情報のデジタル化は必須条 件となり、プレス加工が IT 化へ進むにはサーボプ レスが最大のツールになると考えられる。4 軸ボ ールネジ直動式サーボプレス「ZENFormer」は、 サーボモータでボールねじを回転させスライドを 直接駆動させる直動式を採用しており、一般的な サーボプレスの様な増力機構が無く、ダイレクト なデータの取り込みが可能となっている。 ◆モデルラインの構築 ここで紹介するラインは自動車用エンジンに組 み込まれている 2 段サイクロイドギアの冷間鍛造 を自動化したラインである。この部品は歯型の輪 郭度、2 段ギアの同軸度、真円度などにμ m レベ ルの精度が要求されており、金型精度、プレス加 工精度以外に素材にも高い精度が求められる。本 ラインはバラ詰みされたリング素材をロボットに より取出し、プレス加工、研削加工、工程内検査 などを経て最終的に箱詰めまで全自動で行うライ ンであり、ベースマシンには 4000kN の直動式サ ーボプレス「ZENFormer」を使用している。 ◆モデルラインからの情報 現在、このラインは、自動ラインとして冷間鍛 造部品の量産が行われているが、プレス加工前に 全数素材の重量を測定し、素材の重量に合せた下 死点設定にて、半閉塞での冷間鍛造加工の製品精 度を維持している。プレス工程では変形速度に伴 う被加工物の温度上昇を防ぐための速度コントロ ールを行い、その後の研削工程ではプレス完了品 の高さ精度を測定し、研削量を決定している。こ の自動ラインでは素材から完成までの過程で膨大 なデジタル情報を持っている。 ◆ IT 化にへの期待 この様に発信される情報をどの様に処理する かで工程管理、品質管理、特にトレーサビリティ を残すには非常に役立つものである。日本発のサ ーボプレスと日本が得意とする情報処理を組み 合わせることで、世界をリード出来るモノづくり を発信して行きたい。 自動ライン工程図 成形加工品と 「ZENFormer 4000kN」 問い合わせ先 株式会社放電精密加工研究所 開発事業部 メカトログループ 高橋 TEL:046-240-1922 FAX:046-240-1925 E-mail:[email protected] URL:http//www.hsk.co.jp JMSA News Letter 2015 年 10 月号 17 ものづくりフロンティア 「顧客ニーズ×タカノらしさ」 で新価値創造 オリジナルティー溢れる特異な商品開発を推進 株式会社 タ カ ノ 群馬県太田市のプレス金型部品の総合メーカー・タカノを訪ねた。同社は1972(昭和 47)年に、 それまでのプレス金型製造とプレス加工の業態からプレス金型用部品の製造販売に転換、こんにち では全国に多くの顧客を持つ。高野英治社長に沿革をはじめ、モノづくり技術や商品群についてお 話しを伺った。 ─御社のご紹介からお願いします。 当社は、金型メーカーから派生したプレス金型 用総合部品メーカーです。標準化した自社製品を 網羅したカタログを用意し、それをもとに受注を 図るカタログ販売となっています。当社は、ここ 群馬県太田市に製造拠点を、関東地区を中心とし て西は名古屋地区まで、営業所を 10 拠点設けてお り、その地域では密着型の訪問主体の営業活動を 展開しています。営業所のない地域では、 その地元 で密着展開している工具商社様と連携して販売し 代表取締役社長 高野 英治 氏 ています。また、当社で製造する金型部品以外の 体的な課題に取り組む中で 2007(平成 19)年 8 月 生産財を国内のブランドメーカーと協力し、お客 に社長就任、現在に至っています。 様が必要とするあらゆる部材を販売できる体制を とっており、特徴と言えると思います。 ─現在の事業環境はいかがでしょうか。 現在、国内市場の減退や仕事の海外移転など ─創業から今日までの沿革をご紹介ください。 様々な環境変化に直面しており、お客様を始め競 1969(昭和 44)年に父が高野製作所を設立し、 合会社や協力企業も事業や取引形態を変化させて 1971(昭和 46)年から金型製作とプレス加工を始 います。そのような環境のなかで、当社としてはオ め、翌 1972(昭和 47)年からはプレス金型用部品 リジナリティーのある商品展開を心がけています。 の製作を始めました。1986 (昭和 61) 年には韓国に ニッチではあるが特定のお客様には喜んでいただ 合弁会社韓国タカノを、 1995(平成 7)年には独資 ける他にはない商品展開です。お客様に一番近い 会社烟台高野実業有限公司を中国に設立していま 金型部品メーカーであるタカノだからこそ造ること す。私は、大学卒業後、音楽活動に従事していま ができる商品やサービスの展開を目指しています。 したが、2003(平成 15)年 29 歳の時にタカノに入 社しました。その後、社内の全部署を約 3 年かけ ─具体的にはどういった技術や商品でしょうか。 て経験し、2006(平成 18)年に取締役に就任、全 ひとつは、特注品への対応です。金型部品とし 18 JMSA93.indd 18 JMSA News Letter 2015 年 10 月号 2015/10/02 14:52 て頻繁に使用される鋼種を常時一定量確保し、受 注直後から切削加工を開始できる体制を敷いてい ます。さらに当社の大きな特徴として熱処理炉を 導入していますので、設計・切削・焼き入れまで を最短時間で行うことができます。金属加工メー カーで熱処理加工までやるところはほとんどない と思います。近年は、更なる一貫生産体制の向上 を目的として、高精度設備の導入を増加させてい ます。第 2 には、オリジナル製品としてオイルレス の技術を開発しています。社内では TAKANO 無 多種多様なプレス金型標準部品 給油化技術と呼んでいますが、これは固形潤滑材 を摺動部品に埋め込むことで、給油を不要にする や Oil-stick は少しずつですが認知が広まりつつ 技術です。これにより、 給油やグリスアップ作業の あり、大手企業を中心に採用が増えて来ています。 低減や成型品への潤滑剤飛散を抑制します。部品 今後さらに応用分野が広がっていくものと期待し の無給油化(固形潤滑剤の埋設)は、お客様が部 ています。 品加工をし、当社が埋設処理(無給油化)をする ことも、お客様が埋込式固形潤滑剤 Oil-stick(当 ─経営の目指す方向は…。 社開発商品)を購入し自分で無給油化することも 事業展開としては、プレス金型部品を中心と 可能です。また、ガイドピンやシャフトなどの軸 した金属部品加工と独自の無給油部品を 2 本柱と 部品の外周にも固形潤滑剤を埋設できる技術開発 し、それらを融合させながら展開していきたいと も進めています。これら無給油化技術の高度化に 思っています。ほとんどの産業が衰退期に入って より、製作する金型や省力機器の無給油化がさら いる中で他社と同じことをやっても生き残れませ に身近なものとなり、潤滑トラブルの懸念がある んし、ただの価格競争は面白くありません。目指 すべての摺動面に必要なタイミングで無給油化す す方向としては「顧客創造」企業を掲げています。 ることが可能です。この TAKANO 無給油化技術 顧客のニーズに応え続ける技術・商品開発と自分 らしさの確立を目指します。そのなかで思いやり と感謝を持って喜ばれる仕事ができていると常に 実感できる企業を目指しています。 ─ご趣味を含め、今後やりたいことは…。 かつて志した音楽のバンド活動ですが、現在も 月1 回ほど仲間で集まって楽しんでいます。ライ ブ活動も都内を中心に年 2 ~ 3 回程行っています。 今 41 歳ですが、50 歳を過ぎたら太田市でも楽しめ るよう拠点を造りたいと思っています。 埋込式固形潤滑剤 Oil-stick ® (文責 編集室) JMSA News Letter 2015 年 10 月号 19 金属プレス加工技術研究会 予告 第 94 回金属プレス加工技術研究会 「ファインブランキング専業メーカーの 進化する成形技術」 本研究会では、ファインブランキング専業メーカ ーの株式会社秦野精密様のご協力により、金型・生 産工場の見学とファインブランキングをコア技術と する製品の開発事例について講演して頂くことに なりました。中堅の専業企業としてグローバル化に 対応した経営や顧客ニーズに応じてより高度な技 術提案を目指しておられます。皆様方のご参加をお 待ち申し上げております 【開 催 日】 平成 27 年11月10日(火)12:40~18:30 【会 場】 講演会場・工場見学会場:株式会社 秦野精密 本社工場・戸川工場 【総 合 司 会】 テクノオフィス凜 代表 中野 隆志 氏 【プログラム】 1.会社概要 ㈱秦野精密 渕脇 健二 氏 2.本社工場見学(金型工場見学) 3.戸川工場見学(ファインブランキング部品製造 ライン・後工程ライン・検査装置) 4.講演 「ファインブランキングプレスを利用した 板鍛造事例」 ㈱秦野精密 渕脇 健二 氏 5.質疑応答 6.意見交換会 金属プレス加工技術研究会 「プレス加工の「見える化」 ・ 「測れる化」 」 プレス加工中の金型と材料との接触状況や材料 20 JMSA News Letter 2015 年 10 月号 の変形状態を「見てみたい」 ・ 「測ってみたい」 、ま た、そこで発生する各種の不良現象を「監視した い」 、潤滑油の膜厚を簡単に「測ってみたい」と考 えている方を対象とした研究会です。 【開 催 日】 平成 28 年 2 月15 日 (月) 10:00~17:00 【会 場】 機械振興会館 6 階 6-66 号室 【総合司会】 元湘南工科大学 教授 片岡 征二 氏 【プログラム】 1.測圧ピン法による加工中の素材と金型の接触 状態計測 首都大学東京 楊 明 氏 2.接触温度チップによる加工中の金型温度の計測 芝浦工業大学 相澤 龍彦 氏 3.超音波計測による金型と工具の接触状態の評 価と欠陥検出 西日本工業大学 野中 智博 氏、 坂田 豊 氏、 熊本大学 丸茂 康男 氏 4.磁気探傷法を活用したプレス加工品のインラ イン非破壊検査 偕成エンジニア㈱ 竹内 弘 氏 5.非接触 3 次元ひずみ測定システムによる材料 変形の計測 丸紅情報システムズ㈱ 宮下 進太郎 氏 6.微細穴あけ金型の可視化技術とナノ精度位置 調整金型の開発 (独) 産業技術総合研究所 中野 禅 氏 7.サーボプレススライド変位の計測と解読法 職業能力開発総合大学校 村上 智広 氏 8.塗布した潤滑油の膜厚の計測法 ㈱ケット科学研究所 中村 翔太郎 氏 ※詳細につきましては、協会 HP をご覧ください。 http://www.nikkin.or.jp/ JMSA News Letter 2015 年 10 月号 21 賛助会員企業訪問 金型用部品のトップブランド確立 世界のモノづくりをサポート パンチ工業株式会社 東京・港区のパンチ工業を訪ねた。同社は金型用部品の総合メーカ ーとして製販一体の優位性を活かしながら着実に成長しており、2012 年の東証第 2 部上場から僅か 1 年余りで東証第 1部銘柄に指定される など、そのスピード感の有る経営が注目されている。そこで、武田雅 代表取締役社長 武田 雅亮 氏 亮社長にこれまでの歩みや海外事情、今後の展開について伺った。 ─まず、御社の沿革からご紹介ください。 当社の前身となる神庭(かんば)商会は、1975 (昭和 50)年に、創業者である森久保有司(現・名 誉会長) によって設立されました。第一次オイルシ ョックのわずか 2 年後です。そんな先の読めない 情勢の中で、当社の歴史が始まっています。当時、 家電製品に組み込まれるプリント基板は、穴をあ ける加工が必要でした。その加工に使用するのが プリントピンです。その頃のプリントピンは、ピア ノ線を使用するのが一般的でした。しかし、ピア ノ線を使用したプリントピンは金型の精度に左右 されやすく、ピンが破損してしまうなどのトラブ ルが生じていました。そこで森久保は、ハイス鋼 1982 年にパンチ工業が世界で初めて量産化に成功した プラスチック金型用部品 - ハイスエジェクタピン (高速度工具鋼)製のプリントピンがビジネスにな るのではないかと考え、仕入れた材料を精密部品 狭になり、何度か移転し、東品川へ工場を移した 加工メーカーに製造委託して販売する商社として 時には社員は 30 名ほどになっていたといいます。 事業を始めました。当時は社員わずか 4 ~ 5 名で のスタートだったといいます。しかし、スタートし て 2 年経った頃に問題が出てきました。製造委託 ─ハイスエジェクタピンの標準化と量産化に 成功…。 していた精密部品加工メーカーの都合で、お客様 プラスチック金型用ハイスエジェクタピンの標 対応が十分にできなくなりました。そこで、1977 準化と量産化に成功したことが、当社の事業基盤 (昭和 52)年に、社名をパンチ工業株式会社と改 を確立したといえます。1982(昭和 57)年のこと め、製販一体メーカーへと転身しました。当初の です。これによって、 プラスチック製のテレビフレ 工場は森久保の実家の一部の、わずか 10 坪ほどだ ームやパソコンの機構部品など、高い精度を必要 ったといいますが、当時は家電業界が好調で、作 とする製品を製造するためのプラスチック金型用 れば売れるといった状況でした。プリントピンも 部品として脚光を浴び、高い支持を得ることがで 生産すれば売れるといった状態ですぐに工場も手 きました。これに伴い、営業体制を整備するとと 22 JMSA93.indd 22 JMSA News Letter 2015 年 10 月号 2015/10/02 14:52 もに 1983(昭和 58)年に岩手県北上市に北上工場 を完成させました。北上工場では、熱処理を内製 化し、材料から最終加工までの一気通貫の生産体 制を構築しています。創業当初から、プレス金型 用部品事業は構想としてはあったものの、北上工 場周辺では人材と用地確保が困難となっていまし た。そこで、他の地域で検討を始めていたところ、 当時モノづくり企業の誘致に積極的だった宮古市 が候補として浮上してきました。そこで、 北上工場 の稼働から 6 年後の 1989(平成元)年にグループ 会社として宮古パンチ工業(現・宮古工場)が設 立されました。現在ではカタログ品としてプラス チック型向け約 26,000 点、プレス型向け約 24,000 パンチ工業の社名の由来ともなった プレス金型用部品 - パンチ 点、合計約 50,000 点をラインナップしており、売上 比率もほぼ半分ずつにまで成長してきています。 38 か所に展開しています。 (2016 年にはベトナム に工場を新設予定)欧州ではドイツ、イギリスに、 ─海外事業はいかがでしょうか…。 また、アメリカにも代理店を置き、展示会等にも積 中国へ進出したのは、 1990(平成 2)年に大連に 極的に出展し順調に売り上げを伸ばしています。 独資で進出したのが最初です。日本国内での人材 確保が難しくなるだろうということと、生産コスト ─社長就任のいきさつは…。 の低減が背景です。2001 年には中国国内に販売拠 私は、ある上場会社で役員をやっていました。 点を設置しました。そして、2003(平成 15)年に どちらかというと、金型のユーザー企業でしたが、 江蘇省無錫市、2004(平成 16)年には、広東省東 パンチ工業さんが上場の意向をお持ちであると聞 莞市、2013(平成 25)年には、自動車はじめ重工 き、お手伝いができるかも知れないと思い、森久 業の拠点である重慶市に工場を設けています。当 保社長(当時)と面談し、意気投合したことから 社が手掛ける金型用部品製造は、多品種・小ロッ 当社に来ることを決断しました。2013(平成 25) ト・短納期が基本となります。例えば、エジェクタ 年に、社長を受け継ぎ、今日に至っております。 ピン一つとってみても、 用途によって太さや長さが 一方、当社は企業規模や業績については、十分 微妙に異なります。このため自動化を徹底するこ に上場に値するものでしたので、 2012(平成 24)年 とが難しく、 どうしても人の手による細かな作業が 12 月に東証第 2 部上場、2014(平成 26)年 3 月に 必要です。つまり、優秀な人材をいかに確保する は第 1 部指定を果たすこととなりました。これは、 かが金型用部品メーカーの命題となってきます。 直接作業にかかわった部門はもとより、全社員の 中国以外では、2010(平成 22)年にインド進出、 一丸となった取組の成果です。しかし、上場は到 2013 (平成 25) 年にはマレーシアの取引企業であっ 達点ではなく、新たな出発点でもあります。これ た PANTHER PRECISION TOOLS SDN.BHD. からも、グローバル化、新市場の開拓、高収益事 をグループ会社化しています。このように、2015 業モデルへの転換という3 つの重点経営課題の具 (平成 27)年現在では、生産拠点は中国 6 か所、マ 体化と、事業のさらなる拡大、企業価値向上を目 レーシアに 1 か所、販売拠点は中国 32 か所を始め 指していきたいと考えています。 (文責 編集室) JMSA News Letter 2015 年 10 月号 23 賛助会員 アイダエンジニアリング㈱ …プレス機械メーカー 〒252ー5181 相模原市緑区大山町2ー10 電話042ー772ー5231 Fax042ー772ー5263 http://www.aida.co.jp …プレス機械メーカー ㈱アマダマシンツール 〒259ー1196 伊勢原市石田200 電話0463ー96ー1111 http://www.amada.co.jp ㈱アミノ …鍛圧機械、金型等の製作・販売 〒418ー0004 富士宮市三園平555 電話0544ー27ー0361 Fax0544ー23ー6801 http://www.amino.co.jp ㈱イー・キュー・マネジメント技研 …ISO9001、ISO14001 取得コンサルティング 〒194ー0044 町田市成瀬2ー1ー6 電話042ー732ー2280 Fax042ー732ー2420 http://www.eqml.co.jp/ ㈱ NC ネットワーク …製造業向け Web サイトの運営 〒111ー0052 台東区柳橋1ー4ー4 電話03ー5822ー1480 Fax03ー5822ー1488 http://www.nc-net.or.jp/ オリイメック㈱…自動化装置の設計・製作・販売 〒259ー1198 伊勢原市鈴川6 電話0463ー93ー0811 Fax0463ー93ー3573 http://www.oriimec.co.jp/ ㈱ケツト科学研究所 …測定機器等の研究・開発・販売 〒143ー8507 大田区南馬込1ー8ー1 電話03ー3776ー1118 Fax03ー3772ー3001 http://www.kett.co.jp/ 小島鐵工所㈱ …プレス機械メーカー 〒370ー0807 高崎市歌川町8 電話027ー322ー1221 Fax027ー322ー1222 http://www.kojimatekko.co.jp コマツ産機㈱ …プレス機械メーカー 〒920ー0255 金沢市大野町新町1ー1 電話076ー293ー4201 Fax076ー293ー4351 http://www.komatsusanki.co.jp 24 ㈱山王 …電子部品の貴金属表 面処理加工、精密プレス加工、金型設計・製作 〒223ー0052 横浜市港北区綱島東5ー8ー8 電話045ー542ー8241 Fax045ー544ー0088 http://www.sanno.co.jp/ …損害保険代理店 ㈱三洋マネージメント 〒144ー0043 大田区羽田4ー7ー1ー1101 電話03ー3744ー6411 Fax03ー3741ー0201 ㈱システムズプランニング …システムコンサルティングおよび システムエンジニアリング 〒160ー0003 新宿区本塩町4ー4 祥平館ビル8F 電話03ー3351ー0351 Fax03ー3350ー8712 http://spctech.co.jp ㈱先端力学シミュレーション研究所 …解析システムの開発・販売 〒351ー0104 和光市南2ー3ー13 和光理研インキュベーションプラザ402 電話048ー450ー1351 Fax048ー450ー1350 http://www.astom.co.jp ㈱ソディック …放電加工機の製造・販売 〒224ー8522 横浜市都筑区仲町台3ー12ー1 電話045ー941ー4553 Fax045ー943ー7880 http://www.sodick.co.jp …システム構築事業 ㈱ 日立システムズ 〒141ー8672 品川区大崎1ー2ー1 大崎フロントタワー 電話03ー5435ー4152 Fax03ー3495ー5040 http://www.hitachi-systems.com パンチ工業㈱ …金型用部品製造販売 〒108ー0075 港区港南2ー12ー23 電話03ー3474ー8007 Fax03ー3471ー8100 https://www.punch.co.jp 双葉電子工業㈱ …金型部品等の製造・販売 〒299ー4395 千葉県長生郡長生村荻津薮塚1080 長生精機技術センター 電話0475ー30ー0809 Fax0475ー30ー0818 http://www.futaba.co.jp ㈱フリーベアコーポレーション …輸送機械器具の製造・販売 〒577ー0827 東大阪市衣摺6ー3ー3 電話06ー6728ー7881 Fax06ー6728ー6481 http://www.freebear.co.jp/ ㈱放電精密加工研究所 …高精度デジタルサーボプレス、金型、放電加工 〒243ー0213 厚木市飯山3110 電話046ー250ー3951 Fax046ー250ー3961 http://www.hsk.co.jp/ 東京都金属プレス工業健康保険組合 〒130ー8553 墨田区両国4ー30ー7 電話03ー3634ー5151 Fax03ー3632ー8009 …金型加工用工具の販売 ㈱ミスミ 〒112ー0004 文京区後楽2ー5ー1 飯田橋ファーストビル 電話03ー5805ー7050 Fax03ー5805ー7458 http://www.misumi.co.jp ㈱ナガセインテグレックス …工作機械製造・販売 〒501ー2697 関市武芸川町跡部1333ー1 電話0575ー46ー2323 Fax0575ー46ー2325 http://www.nagase-i.jp 三井住友信託銀行㈱ 〒100ー8233 千代田区丸の内1ー4ー1 電話03ー6256ー5945 http://www.chuomitsui-asset.jp/ 日本金属プレス工業厚生年金基金 〒130ー8554 墨田区両国4ー30ー7 金属プレス会館8F 電話03ー5638ー7811 Fax03ー5638ー7815 http://www.press-pf.com/ 損害保険ジャパン日本興亜㈱ 〒100ー8965 千代田区霞が関3ー7ー3 日本興亜損保本社ビル内 電話03ー3593ー6500 Fax03ー3593ー6560 http://www.sjnk.co.jp 日本電気㈱ …インターネットソリューション事業 〒211ー8666 川崎市中原区下沼1753 電話044ー435ー5242 Fax044ー435ー5242 http://www.nec.co.jp ㈱理研オプテック …安全機器の製造・販売 〒140ー0011 品川区東大井2ー6ー9 電話03ー3474ー8602 Fax03ー3471ー2124 http://www.rikenoptech.com JMSA News Letter 2015 年 10 月号 (一社)日本金属プレス工業協会 事業報告・協会行事・会員動向 協会行事 (平成27年7月1日~9月30日) 【7月行事】 1 日 金属プレス加工技術研究会 (東京・芝浦工業大学) 「曲げ加工」 【講師】 千葉大学 小山 秀夫 1 日 第 1 回モジュール部品軽量化開発委員会 開発委員会 (東京・日金協会議室) 1.開会・挨拶 2.平成 27 年度実施計画について説明 3.進捗状況 4.全体スケジュールと予算 5.業務処理について 6.その他 2 日 第 1 回 Net EMS 定期講習会 (愛知・TKP 名古屋駅前カンファレンスセンター) 「Net EMS レベルアップ研修」 ・EMS と経営的リスク ・リスク分析と対応のポイント/これから の環境リスクの扱い ・ISO14001 改定動向を踏まえた活動のポイ ント ・ISO14001 規格改定の動向 ・連絡事項 3 日 第 1 回 Net EMS 定期講習会 (大阪・TKP 新大阪ビジネスセンター) 「Net EMS レベルアップ研修」 ・EMS と経営的リスク ・リスク分析と対応のポイント/これから の環境リスクの扱い ・ISO14001 改定動向を踏まえた活動のポイ ント ・ISO14001 規格改定の動向 ・連絡事項 8 日 金属プレス加工技術研究会 (東京・芝浦工業大学) 「絞り加工」 【講師】 元湘南工科大学 片岡 征二 10 日 経済産業省業界視察 15 日 金属プレス加工技術研究会 (東京・芝浦工業大学) 「鍛造」 【講師】 (独法)産業総合技術研究所 清水 透 27 日 第 1 回安全・環境委員会 (東京・日金協会議室) 1.平成 26 年度労働災害状況について 2.プレス安全環境・シンポジウムについて 3.JMSA BCMS 普及活動報告 4.ISO 規格改定の対応状況 5.その他 28 日 第 1 回新金属プレス産業ビジョン委員会 (東京・日金協会議室) 1.取引ガイドラインに関する調査について 2.海外展開に関する調査の実施について 3.その他 28 日 第 2 回広報検討会 (東京・日金協会議室) 1.ニュースレター第93号・10月号の内容に ついて 31 日 第 2 回 ホットスタンピング研究部会 (東京・機械振興会館) 講師:豊橋技術科学大学 森 謙一郎 6. 「後加工」 7. 「通電加熱ホットスタンピング」 8. 「シミュレーション」 9. 「今後の応用分野」 意見交換会 【9月行事】 15 日 第 1 回技術・教育委員会 (東京 ・日金協会議室) 1.委員長選任 2.研究会開催経過について 3.研究会開催計画について 4.来年度研究会テーマ等開催計画について 5. 「金属プレス加工技術展 2015」 の報告 6. 「金属プレス加工技術展 2016」併設セミ ナーについて 7.関連事項 (栃木・三池工業㈱) 28 日 第 2 回モジュール部品軽量化開発委員会 (千葉 ・㈱増田製作所) 1.開会・挨拶 2.進捗状況 3.今後の予定 4.その他 5.工場見学 会 員 動 向 ※<>内は所属正会員団体 ▽ ■新規ご入会 ㈱坂本製作所<東京> 代表取締役社長 坂本 太士郎 氏 〒 205-0023 東京都羽村市神明台 2-5-35 TEL.042-554-6861 FAX.042-554-6863 ▽ ▽ ■代表者変更 東京発条㈱<東京> 代表取締役 相川 潔 氏に代わり、湯浅 治 氏が就任し ました。 ㈱先端力学シミュレーション研究所<賛助> 代表取締役社長 安藤 知明 氏に代わり、常木 優克 氏 が就任しました。 JMSA News Letter 2015 年 10 月号 25 お知らせ 平 成 28 年 新 春 賀 詞 交 歓 会 の ご 案 内 一般社団法人 日本金属プレス工業協会 本協会では、平成 28 年賀詞交歓会を下記のとおり開催いたします。賀詞交歓会に先立 ちまして、ラグビー評論家の松尾雄治氏をお迎えして、講演会を開催いたします。 なお、詳細につきましては、11 月中旬頃、郵送にてご案内申し上げます。 多数の会員のご参加をお待ち申し上げております。 記 【 日 時 】 平成 28 年 1 月 13 日 (水) 記念講演会 15:00 〜 16:30 賀詞交歓会 16:30 〜 18:00 【 会 場 】 ホテルインターコンチネンタル東京ベイ (東京都港区海岸 1–16–2) 電話:03−5404−2222 【記念講演会】 講師 ラグビー評論家 松尾 雄治 氏 金属プレス加工統計 【2015 年 5 月〜 2015 年 7 月】 1 . 製 品 3 . 労 務 (人) 販売額 (百万円) 用 途 別 2015年 5 2,113 643 373 2,191 50,758 513 2,724 688 1,653 61,656 2015年 5 26,286 482,508 6 2,462 688 291 2,463 52,640 546 3,002 632 1,563 64,287 6 24,961 531,530 7 2,373 762 268 2,811 55,857 629 3,110 744 1,973 68,527 7 26,267 556,982 2 . 原材料 消費量 (TON) 金額 (百万円) 2015年 5 50,804 4,762 32,050 3,505 5,208 1,669 1,925 1,283 35,473 4,018 125,460 15,237 6 53,275 4,954 31,471 3,241 5,501 1,842 1,697 1,252 41,717 4,676 133,661 15,965 7 61,997 5,722 37,712 3,895 5,645 1,986 1,678 1,439 46,277 5,304 153,309 18,346 編集検討委員会 平 雅吉(三吉工業株式会社 代表取締役) 南澤 正孝(一般社団法人日本金属プレス工業協会 専務理事) 井戸 潔(有限会社アイ・ディー・オー・デジタル出版) 石黒 逞一(株式会社日刊BT社) 〈編集後記〉 8月に大 分で豪 華 列 車“或る列 車 ”が始 動した。この列 車の 物 語は 100 年ほど前に遡る。1906 年アメリカに発注したが、その後の戦争 や効率化の波に消え、鉄道模型の大家として世界的に有名な原信太朗 氏がこの客車を自身のオリジナルを加えて模 型化。原 氏のデザインを 元に観光列車による地域活性化の一環として、 「ななつ星 in 九州」のデ ザインを手がけた工業デザイナー・水戸岡鋭治氏により作り上げられた。 水戸岡氏のデザインは日本工芸の手法や材料を贅沢に使い、豪華列車 の仕事は新たな技術への挑戦を受けて年々消え行く伝統技術を救うこ ととなった。職 人 技の結集が織りなす非日常感あふれる贅沢な列車に 乗ってみたい。 (K) 26 JMSA News Letter 2015 年 10 月号 JMSA News Letter No.93 2015年10月号 ジャムサ ニュース レター ●発行・一般社団法人日本金属プレス工業協会 ●発行人・南澤 正孝 〒105-0011 東京都港区芝公園3−5−8 機械振興会館 212 TEL 03-3433-3730 FAX 03-3433-7505 http://www.nikkin.or.jp ●編集・広告協力 株式会社 日刊 BT 社 TEL03-5645-2980 FAX03-5645-2981 JMSA News Letter 2015 年 10 月号 27 28 JMSA News Letter 2015 年 10 月号
© Copyright 2026 Paperzz