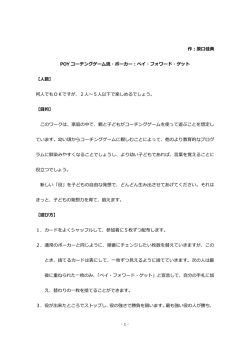
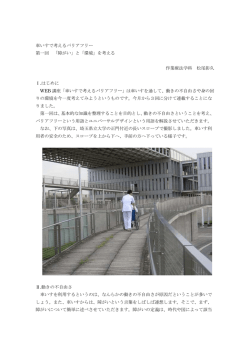
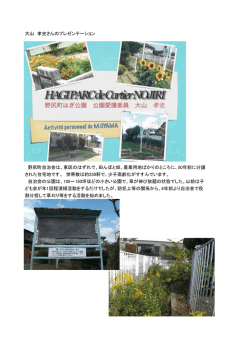
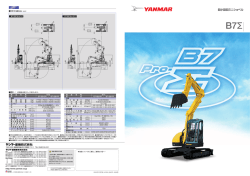
この図は小さなスプライス・プレート(継板)を除いたキャ ノピー・フレーム・キットのすべての部品です。組立てる間 に機体に適したように調整し修正するために、3 つの溶接部 品で構成されています。 上の写真は、キャノピー・フレームの前方主要部の特徴を側 面からクローズアップしたものです。 キャノピー・フレーム構成品です。後部フイッテング、ドリ ル穴あけおよびクレコ止めをした状態です。準備をしてリベ ットを打ちましょう。 キャノピー・フレームがフィットすると、このよう状態で胴 体に沿います。フォワード・トップ胴体構造物は、この段階 ではまだ固定されていません。キャノピーをよりよくフィッ トさせるために、特別の注意が必要です。 上の写真は、キャノピーリリーズ/投棄機構です。この状態 左とは別の状態の写真で、「クローズ」または「ロック」ポ は「リリーズ」ポジションです。ベルクランクが回っていて、 ジションになっています。まだ機構の組み立ては終わってい ピンも引っぱられています。 なので、ボルトにナットがつけられていません。 写真 9-1 キャノピーの慎重なトリミング作業をしているところです。 よい仕上げをするためには 3∼4 回の調整が必要です。 上記の写真ではキャノピーは最終的な形状になっています。 C603 サイド・スキンはクレコで適切に保持されています。 キャノピー正面の最終的なトリミング作業をしている間は、 この状態を保持することが需要です。 ドリルしてクレコ止めをするとこのようになります。キャノ ピーに穴をあける前にキャノピーフレームを最終取り付けで きるように、C602 フォワード・スキンを前もってリベット 止めしておくことに注意してください。 キャノピーにドリル穴をあけはじめたばかりの写真です。プ レキシガラス・キャノピーに、だぶつきや緩みが生じにくい ように、キャビン・フレームの中央上部から作業を始めます。 C627コンビングを所々クレコで止めた状態です。残りの 穴をドリルしてクレコで止めて完了します。 上の2枚の写真は、キャノピーラッチ機構です。上は「クロ ーズ」、下は「オープン」状態です。ハンドルのノブは写真 に写っていません。 写真 9-2 この時点では、キャノピー・フレームはリベットで留められ、 C602 スキンをつけました。フォワード・トップ胴体スキ ベアリング・ブロック作業も完了しています。写真はプロト ンがクレコされていることと、キャノピースキンがそこに接 タイプの・キャノピー・フレームで、製品版のキャノピーと 合しているのに注目ください。この段階では、C602 スキン は、オープン・サイドが異なります。 はまだ計器盤フード用にトリミングされていません。 この写真は、トリミング作業中にキャノピーを固定する様 子を示しています。キャノピー・フレームに装着する前の、 大きなキャノピーは柔らかいです。 キャノピーの寸法を測り、マスキング・テープで最初のト リム線を描きました。キャノピーのベース・フランジをトリ ムするとき(左に示しましたが)、キャノピーを持ってくれ る人が必要です。この作業をするときは、誰かにアシスタン トを頼みましょう。 上は、C602 スキンにドリル穴を全部開け、クレコしたと ころです。計器盤まわりもトリムしました。 「フード」のよう に計器盤にはりだしているスキンの量は、ビルダーの好みで 調整してください。 この写真はキャノピーのフィッティング作業のわりと初 期の段階のものです。キャノピーの後部がスキンの下側にう まくフィットしていないことに注目してください。キャノピ ーの後部を持ち上げるために、前部が下がるようにトリムす る必要があります。 写真 9-3 キャノピーは、高速グラインダーにノートン・カッテング・ 切断作業が完了したところです。作業中キャノピーがゆがま ディスクを取り付けて2つに分割します。マスキング・テー ないように、板をテーブルに釘付けされているのに注意して プでカット・ラインを作り、オペレーターが工具をしっかり ください。 と、プレキシガラスに直角になるように持って作業をします。 この写真は、リア・キャノピーの下に取り付けられたリベッ ティング・ストリップを示しています。ポップ・リベットで 胴体スキンに付けられています。正確な形状のアルミニウ ム・ストリップをカットするのが難しいため、数枚の短いス トリップを使用しています。このストリップの目的は、リベ ット頭の下のベアリング・ワッシャーとして使います。 キャノピーの最終フィッティング作業です。あらかじめ成型 されているキャノピー・ベース・モールディング・ストリッ プがフィッティングされ、キャノピー・フレーム・スキンか らキャノピーへドリル穴が開けられています。 この写真は、モールディングがファイバーグラス・マットの 薄い層とエポキシ樹脂で接着されているところです。ファイ バーグラスが硬化するまでは、クレコで留めます。 ファイバーグラスが硬化した後、クレコを外し、エッジに紙 やすりをかけ、リベット穴に詰め物をします。エポキシ樹脂 を主原料にした充填剤が好ましいですが、 「ボンド」タイプ のポリエステル樹脂も、プレキシガラスにはあまり接触しな いエッジの周辺や、モールディングの端に充填するのには使 えます。 写真 9-4
© Copyright 2026 Paperzz