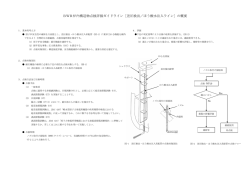
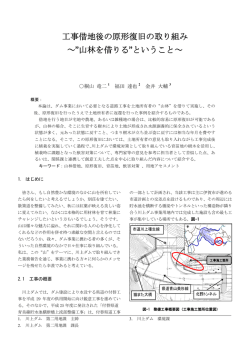
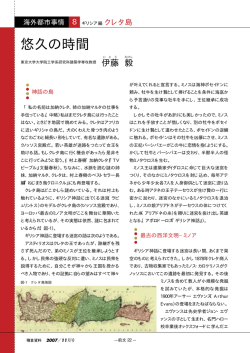
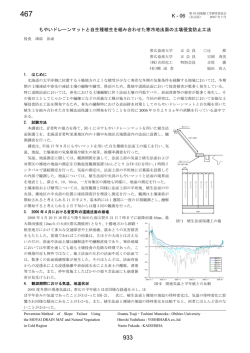
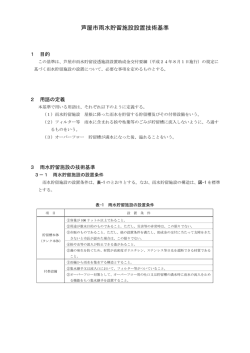
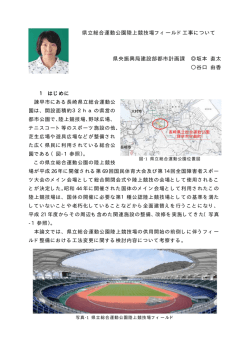
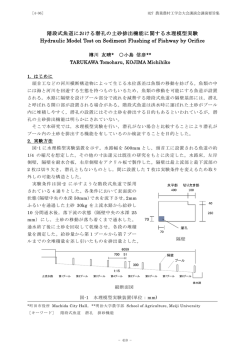
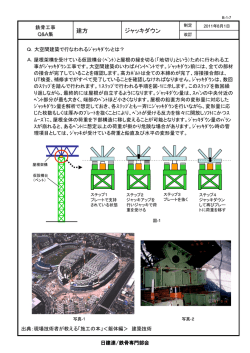
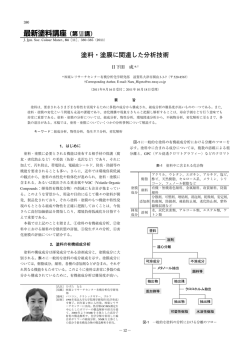
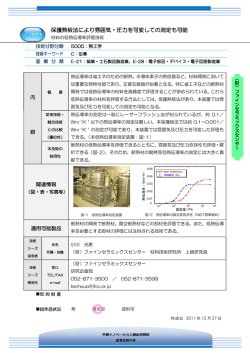
力学試験における不確かさ算定のための均質な供試体作製方法の検討(第 4 報) 不確かさ 室内実験 一軸圧縮試験 (株)興 和 サムスン C&T 正会員 ○真島 淑夫 正会員 鈴木 直文 国際会員 中野 義仁 国際会員 柴田 東 1.はじめに 著者らは,これまでに,一軸圧縮試験(強度,変形特性)における測定の 不確かさ算定を行うため,一定品質の供試体を作製する方法を検討してきた 1)2)3).複数の作製方法を検討した結果, 「一定荷重載荷法」が表-1 に示す条件 を満足する事がわかった.しかし,作製過程における載荷荷重の調整は試験 員による細かな制御が必要であり,一斉試験を視野に入れた場合などの,一 表-1 目標とする供試体作製条件 a. 飽和度95%以上で作製可能 b. qu=100∼200kN/m2,εf≦5%で作製可能 c. 強度特性を制御(強度レベル制御)が可能 d. 簡易的に作製可能 e. 短期間(数日以内)で作製可能 f. 一定の品質で作製可能 定品質供試体を多量に作製できるようになるまでには至らなかった.これま での「一定荷重載荷法」は,三軸圧縮試験装置の一部を使用する方法であったが,本 作製装置組立∼試料投入 三軸ペデスタルに円筒を取り付ける. 円筒に試料を投入する. 三軸キャップを円筒に挿入し,排水パ イプを取り付ける. 稿では,三軸圧縮試験装置の代わりに「段階載荷による圧密試験機」を用いる方法で, 一定品質の供試体を多量に作製可能かどうかについて検討した結果を報告する.また, 一定の荷重を圧縮コイルばねによって載荷する方法について検討した結果を併せて報 載荷装置に設置し荷重を載荷する. 最終載荷荷重を2∼3段階に分けて,各 荷重段階の荷重までは0.5∼1.0mm/min で漸増載荷する. 各荷重段階の荷重まで載荷後,沈下量 が安定するまで荷重を保持させる. 告する. 2.これまでの供試体作製方法 「一定荷重載荷法 2)3)」は,三軸圧縮試験装置の一部を使用する方法である.図-1 に作製方法フローを示す.使用した試料は,荒木田粘土(砂質粘性土[CsS],埼玉県川 主原料:石炭灰,スラッジ,焼却灰,廃石膏ボード等)を添加して使用した.この方法の特 供試体脱型∼養生 供試体を脱型する. 空気中(20℃±3℃)で含水比変化のな いように養生する. 徴は,漸増載荷によって最終載荷荷重を幾つか変化させることにより,目標とする強 図-1 越産)で液性限界の 2 倍程度の含水比に調整した後,排水促進材(主要用途:土壌改良, 供試体作製方法フロー 度特性(応力及び歪み)を満足する任意の供試体を作製することが可能なことである.その反面,簡易な装置であっ たため,漸増載荷∼荷重保持を行う間では,荷重制御のために試験員が試験機から離れる事ができず,多連三軸圧縮 試験装置があったとしても,供試体を多量に作製できるようにするまでには至らなかった. 3.今回の供試体作製方法 本稿では,これまでの供試体作製方法を踏襲しつつ,供試体を多量に作製する上で問題となった載荷過程の手間の 掛かる荷重制御を改良すべく,三軸圧縮試験装置の代わりに「段階載荷による圧密試験機」を使用する方法(圧密試 験供試体作製装置)と圧縮コイルばねを使用する 方法(ばね供試体作製装置)によって供試体を作 製した.作製は,これまでの供試体作製実験結果 を参考に排水促進材を 10%に固定し,最終載荷荷 重をそれぞれ 3∼4 ケース設定して行った(表-2). なお,供試体を作製し脱型した後の養生は,空気 中(20±3℃)で含水比変化のないように行った. 養生期間は,同じ種類の試料(荒木田粘土+排水 表-2 実験方法一覧表 排水 最終 促進材 図-1 case 作製装置 載荷荷重 添加量 凡例 (kN/m2) (%)※ C−1 75 ○ C−2 圧密試験 150 △ 10 C−3 装置 300 □ C−4 600 ◇ S−1 100 ○ S−2 ばね装置 300 10 △ S−3 600 □ ※乾土質量比 三軸キャップ 載荷装置 上下排水 チューブ 三軸ペデスタル 重錘 底盤 促進材)を用いたこれまでの実験結果から,qu≧140kN/m2,εf≦10%の範囲の試 験結果が得られれば,養生日数 3 日間で養生の影響が少なくなったと判断されてい るため,今回は養生日数 3 日で全て実施した. (1) 圧密試験供試体作製装置 写真-1 圧密試験 供試体作製装置 圧密試験供試体作製装置は, 「段階載荷による圧密試験機」に供試体作製装置(排水可能なペデスタル,三軸キャッ プ,円筒,枠)をセットできるように改良したものである(写真-1)。caseC-1∼caseC-4 の 4 ケースで実験した結果 を qu とεf の関係を図に示す(図-1).図中の黒実線は全てのデータで回帰曲線を引いたものであり,相関性が良い結 果が得られた.なお,図中の赤枠は表-1 の条件項目 b.の範囲であり, 「○前回実験結果」は,著書らが報告した 2)3) 三 軸圧縮試験装置を使用した場合の結果である.赤枠の範囲に最も多く入るのは caseC-3 であり,前回実験結果と比較 するとばらつきが大きい結果となった. Examination of practice for making and curing for uncertainty in laboratory testing to determine mechanical properties(the fourth report)Yoshio Mashima, Naofumi Suzuki, Yoshihito Nakano(Kowa.Co.Ltd)&Azuma Shibata(Samsung C&T Corp). ・利点 圧密試験供試体作製装置の場合の利点は以下の通りである. 15 caseC-1 ①手間の掛かる荷重制御は必要ないこと. caseC-1 75kN/m2 caseC-2 150kN/m2 caseC-3 300kN/m2 caseC-4 600kN/m2 前回実験結果 ②実荷重の 1/10 程度(圧密試験装置の設定により異なる)の載荷荷重で ③多連の圧密試験機を保有している試験室であれば多量生産が可能であ 10 caseC-2 ε f(%) 達成できること. R2 = 0.973 5 ること. caseC-3 ・問題点 圧密試験供試体作製装置の場合の問題点は以下の通りである. caseC-4 ①段階載荷による圧密試験機の一部を供試体作製装置用に取り替える必 前回実験結果 0 0 50 100 要があること. ②圧密量 2cm 以内で使用するように設定されているのに対して,今回の 150 200 250 300 q u(kN/m2) 圧密試験装置の場合の qu とεf の関係 図-1 方法では圧密量が 5cm 以上生じる.このため,所定の圧密荷重を 2∼3 回に分けて載荷する必要がある.このとき, 圧密荷重を増やす前に供試体作製装置の底盤を嵩上げする必要がある。この嵩上げの調整によっては,供試体の不均 質さに影響を及ぼす可能性があること. ③これまでの三軸圧縮試験装置を使用した方法では,漸増載荷であったが,段階載荷の荷重設定によっては固化が期 待通りに進まず,供試体の均質性が損なわれる可能性があること. (2) ばね供試体作製装置 ばね供試体作製装置は,供試体作製装置(排水可能なペデスタル,三 載荷調整ハンドル 軸キャップ,円筒,枠)の上部を改良し,載荷板上部に圧縮コイルばね を取り付け,載荷調整ハンドルをねじ込んでばねの長さを調整すること 載荷板 で所定の荷重となるようにした装置である(写真-2).caseS-1∼caseS-3 の 3 ケースで実験した結果を qu とεf の関係を図で示す(図-2).図中の 黒実線は全てのデータで回帰曲線を引いたものである.なお,図中の赤 枠は表-1 の条件項目 b.の範囲である.この範囲に最も多く入るのは 標準ばね caseS-2 であるが,圧密試験供試体作製装置や前回実験結果と比べると, かなりばらつきが大きい結果となった. ・利点 ばね供試体作製装置の場合の利点は,人力でねじ込みが可能で あり,三軸圧縮試験装置や段階載荷による圧密試験機などの比較的大き な装置がなくても作製可能であることが挙げられる. ・問題点 写真-2 ばね供試体作製装置 ばね供試体作製装置の場合の問題点は以下の通りである. ①均質な供試体を作製するには,ばね長さの精密な調整が必要となり,そ 15 caseS-1 100kN/m2 caseS-2 300kN/m2 caseS-3 600kN/m2 前回実験結果 れは供試体が沈下する度に行う必要があること. ②本装置を多連化した場合に,ばねの調整を個々に試験員が行う必要があ 4.まとめ 一軸圧縮試験における測定の不確かさ算定を行うため,一定品質の供試 10 caseS-1 ε f(%) ること. 2 R = 0.864 5 体を作製する方法を検討してきた.今回は特に一斉試験等を視野に入れた 場合に必要となる,一定品質の供試体を多量に作製できるかどうかを検討 前回実験結果 0 0 した.今回行った 2 種類の方法は,いずれも供試体作製装置を多連装置分 用意する必要があるため,費用的には大きな違いはない.大抵の試験機関 caseS-3 caseS-2 50 100 150 200 250 300 q u(kN/m2) 図-2 ばね装置の場合の qu とεf の関係図 で保有している多連の装置であること,同時に作製する際の操作性を考慮すれば「圧密試験供試体作製装置」が適し ている.この方法は,三軸圧縮試験装置を用いた作製方法に比べて均質性がやや劣るが,装置の若干の改良と作業手 順を確立する事で,一定品質の供試体を多量に作製することが可能である.一方, 「ばね供試体作製装置」についても, 「圧密試験供試体作製装置」と比べると供試体の均質性は若干ばらつくものの,三軸圧縮試験装置や段階載荷による 圧密試験機などの大きな装置がなくても,同装置を多連化することにより,表-1 の条件項目 b.の範囲に入る供試体 が作製可能である.同装置によって一定品質の供試体を多量に作製するためにはさらに検討が必要であると考えてい る. 参考文献 1) 鈴木直文ら:力学試験における不確かさ算定のための均質な供試体作製方法の検討(第 1 報),第 44 回地 盤工学研究発表会,2009.2) 鈴木直文ら:力学試験における不確かさ算定のための均質な供試体作製方法の検討(第 2 報),第 45 回地盤工学研究発表会,2010.3) 鈴木直文ら:力学試験における不確かさ算定のための均質な供試体作製 方法の検討(第 3 報),第 65 回土木学会年次学術講演会,2010.
© Copyright 2026 Paperzz