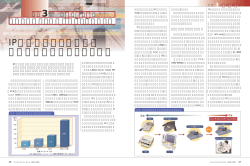
グローバルスタンダードへの挑戦 「グローバルスタンダード」 。この言葉が、もはや当たり前になりつつある産業もあります。私たちの建設・鉱山機械は、世界各国でさ まざまな作業環境のもとで稼働しています。それ故に、世界中のお客さまのニーズを1つの商品に注ぎ込み、しかもタイムリーにお届け することは当然のことながらも、決して容易なことではありません。 2001年7月、私たちは世界のベストセラー機種である20トンクラスの中型油圧ショベルを8年ぶりにフルモデルチェンジし、 「PC200-7」として日本を皮切りに市場導入しました。現在、大阪工場と海外5工場で生産されているこのモデルの開発・生産は、油圧 ショベルで最初のグローバルスタンダードモデルを確立し、世界の工場で同時期に立ち上げる、という目標を掲げて進められました。 そこには技術的なチャレンジはもちろん、モノ作りを通じた私たちのグローバルなチームワークが息づいています。 9 マーケット:抜群のパワーと吊り上げ能力 開発:油圧ショベルで最初のグローバルスタンダードモデル 油圧ショベルの世界需要で約 3割を占める最もポピュラーな 20トンクラス。当然、グローバ ルな競争も激しいPC200-7の 開発には、世界中の多様なニー ズに対応するため、グローバル スタンダードの設計思想が織り 込まれた。大阪工場にある建機 第一開発センタ油圧ショベル開 発グループマネージャーの高村 藤寿は、当時を振り返る。 「PC200は国によって使われ方も異な (左から)ウッディー・ハーモン氏、ダン・ストラセナー氏 るため、重視される性能もさまざまです。加えて、ほぼ同時期に PC200LC-7をご購入いただいたお客さまのウッディー・ハー 適用される日米欧の排出ガス2次規制への対応も必要でした。私 モン氏は、米国アラバマ州ラファイエット市にあるハーモン・エン たちは、7型へのモデルチェンジにあたり、基本性能・居住性・環 ジニアリング社の社主です。同社は、廃棄危険物処理、解体、設 境適応性等をより高いレベルにしながら、各地域のニーズに応え 備全般工事の請負業を専門にしています。既に保有されているコ る仕様を柔軟に付加できるグローバルベースマシンの開発を行 マツ製品の従来機(PC200LC-6) と比較して「PC200LC-7は いました。エンジン、油圧機器、減速機等の主要コンポーネント 抜群のパワーと吊り上げ能力を発揮しています。能力は1クラス の共通化を進め、海外工場との技術情報の確認・連携を綿密にす 上の大型機並みでありながら、従来からのコマツの特長であるス ることで、日本に続く米国、欧州、東南アジア、中国の生産拠点で ムーズな操作性もしっかりと受け継がれています。通常より大き も、従来に比べて極めて短期間のうちに生産を立ち上げ、タイム なバケットを装着しても、従来機を上回るスピードと短い作業サ リーな世界市場への導入を実現できたと思います」 イクルを実現してくれます。これまで保有している他のコマツ製 品と同様に、PC200LC-7の信頼性は特別なものです」 同社を担当するアラバマ州の販売代理店、トラクター&イク イップメント社の社長であるダン・ストラセナー氏からも「トラク ター&イクイップメント社にとって、 PC200LC-7は最高の機械です。 作業性能と生産性は非常に高く、 信頼性や品質の面でも大きな問題 は全くありません」とご好評をいた だいています。 10 グローバルスタンダードへの挑戦 米国:グローバルチームワークの実践 英国:欧州独自の規制にも効率的に対応 コマツアメリカ (株)の 英国コマツ (株) ( KUK)は、欧 チャタヌガ工場(テネシー 州における油圧ショベルの開発・ 州)で、油圧ショベル・テ 生産拠点である。欧州独自の規 クニカル・サポートセン 制やニーズに対応するため、従来 ターのマネージャーを務 はKUKでの図面変更が数多く必 めるグレッグ・ウィリアム 要とされ、現地生産の立上げに長 ソンは、2001年12月 い期間を要していた。イタリア等 のPC200LC-7生産立上げ当時、上級設計技師として製造工程 の輸送規制に対応した欧州仕様 を確立するための技術情報管理を担当していた。 「あの時は生産 車PC210N-7の導入に際し、 開始の直前に設計変更を行ったため、すぐに一部の図面を新たに KUKは効率的な現地生産対応を 作り直し、作業工程表も修正する必要がありました。建機第一開 図るため、開発の初期段階から設計者を1年間、日本に派遣した。 発センタから派遣された田中淳一さんの支援もあり、私たち設計 更に、2002年3月の量産化に向けて、建機第一開発センタから 陣は日本の開発センタとも密接に連携を取りながら設計変更へ は吉村雅至が約1年半にわたりKUKに駐在し、7型の量産・市場 の対応を進め、上手く生産をスタートできました。また、大阪工 導入支援を行った。 「グローバルベースマシンの開発により、日英 場品質保証部から派遣された小林功さんは、コマツ製品としての 共同での試作車の作込みも可能になり、KUKでの生産準備・品質 品質確認に必要な検査方法を指導してくれました。組立や品質検 確認の効率は大きく向上しました。また、現地で独自に行う図面 査の工程改善もかなり進みました。チャタヌガと日本のコミュニ 変更数も大幅に改善しました。設計、購買、生産に携わる人たち ケーション・チャネルは大きく広がっています。PC200LC-7の がグローバルな視点から協力して仕事を進めたことが、極めて短 導入を通じて、コマツのグローバルなチームワークの力が改めて 期間での生産立上げの成功につながったと思います」 証明されたと思います」 広報担当のマル・マッコイは、KUKの各部門の話を次のように 小林は次のように語る。 「もちろん現地でも検査・品質保証のや まとめる。 「7型は生産効率を考慮した開発がされていたため、よ り方は整備されていました。私は、主に技術的な変更点の指導や りスムーズな生産の立上げが可能でした。また、前もって得られ 日本の品質情報の織込みを行いました。同様の目的でイギリスの る日本の量産・品質情報も大変役立ちました。検査部門では、建 工場にも行きましたが、標準作業表をベースに、なぜこの作業が 機第一開発センタの吉村さんや大阪工場品質保証部の小林さん 必要なのかを理解してもらうた と協力して仕事を進め、問題となりそうな個所を事前に特定し、 め、実際に現場で一緒に作業を 排除できました。今回のスピーディな市場導入には、やはり同じ 進めました。この時の経験は、今 目標を共有したコミュ でも海外の検査・品質確認への ニケーションがとても 対応にとても役立っています」 重要でした」 11 しかったです。現地調達部品の品質保証が私の重点課題でした。 インドネシア:コマツグループでビジョンを共有 すべての現地調達部品について、社内会議や現地部品メーカーを 含めたミーティングで品質を注意深くフォローしたことで、 初期 コマツインドネシア(株)は、メキシコに次ぐ2番目の海外生産 不良はほとんどありませんでした。その間、日本人駐在員のサ 拠点である。油圧ショベル、ブルドーザー等、合計14機種を生産 ポートもあり、日本からさまざまな技術情報を早期に入手できた する中で、2002年1月にPC200-7の量産をスタートした。 ことは私にとって大きな手助けとなりました。そして、QCD(品 「日本での生産から6カ月後という非常に短い期間で量産化し 質・コスト・納期) は準備段階で作り込むものだという大切な教訓 たことが、私たちにとっての大きなチャレンジでした。従来は少 を学びました。現在、私は購買部副部長として原価低減に取り組 なくとも1年の準備期間があり、そこで新モデルの品質確認や必 んでいますが、当時の経験が大変役立っています」 要な設計変更を行っていましたから」と開発設計マネージャーの ジャマルディンは説明する。 「量産に向けた部品の準備段階で設計 変更が生じ、協力企業も含めた対応が必要になりました。それで 中国:成長への実感 も、日本の設計、生産、購買部門の人たちと十分に意思疎通を図 ることで、設計、組立、品質保証での諸課題を克服し、予定通り 小松山推建機公司(KSC)は、平均年齢 PC200-7の生産を開始できました。これはコマツグループのメ 27歳、若さと活力に溢れた工場である。 ンバーとして、日本もインドネシアも同じビジョンを共有している 急拡大する市場を背景に、1996年に からこそと思います」 110台であった生産台数は、2002年に 3,000台を超え、20トンクラスの油圧 ショベルではコマツグループで世界最大 の供給拠点に成長している。 製造部長の田 徳春は、PC200-7生産立上げプロジェクトの チーム長を務めた。 「初めてのモデルチェンジに正直、多少の不安 を感じましたが、8つのプロジェクトチームを作り、役割分担を明 確にして生産準備に入りました。急激な需要増への対応から、従 来機(PC200-6)と並行生産するという難しさもありましたが、 全社員が協力して作業を進めました。また、大阪工場からも生産 支援で数人の派遣をしてもらい、図面を使った詳細な作業指導に タイ:品質・コスト・納期を準備段階で作込み 加えて、作業標準書の作成、自主検査項目の確認等に一緒に取り 組み、私たちはコマツのモノ作りのさまざまなノウハウを修得 2 0トン クラ ス の 油 圧 ショベ ル を 生産するバンコックコマツ(株)は、 1997年の東南アジア通貨危機に見 舞われながらも、徹底した品質向上と 原価低減活動を通じて輸出に活路を 見出し、成長を続けている。 2001年12月のPC200-7生産立上げ時、ニパット・ポンク ナーコーンは検査課長を務めていた。 「当時は準備段階が最も忙 12 しました 。更 に 、部 品 表 の 徹 底 チェックや 生 産 ライン で の 試 グローバルスタンダードへの挑戦 流し等、慎重に準備を進め、2002 年12月に計画通りPC200-7のラ 大阪工場: インオフに成功しました。改めてコ 品質とコスト競争力を両立する新技術へのチャレンジ マツの総合力の強さを感じる機会に なりました」 大阪工場生産部の坂本啓二は、 中・大型建設機械の開発・ 生産拠点として、 海外拠点へ 1995年のKSC設立当時に生産管 の支援も担う大阪工場では、 理、原価管理、物流の担当として1年 設計・生産・購買等の幅広い 半の駐在経験を持つ。昨年10月、7 分野の社員が知恵を出し合 型生産の立上げ支援のため再び訪れた。 「 今回すぐに感じたこと い、 常にさまざまな改善に取 は、現地スタッフのオペレーションがかなりレベルアップしていた り組むことで、 競争力の一層 ことです。営業と生産部門の打合せが活発に行われていたのも印 の強化を目指している。 象的でした。変わらないのは、彼らの親切なもてなしの心です。生 活面も含めてとても気を配ってくれたことには感謝しています」 生産部中型建機課の組立工である藤本忠万は、7型の試作と量 油圧ショベルの耐久性や信頼性を支える走行減速機・旋回減速 機・旋回輪は、大阪工場から世界各地の生産拠点に供給されてい る。これらの生産を担当する改革部の高橋康と生産部コンポー 産対応支援を行った。 「 約2カ月の短期間で試作から量産準備を ネント課の岸孝二は、新たな生産技術にチャレンジすることで、 整えなければならなかったことは大変でした。私は、従来機から 品質とコスト競争力をより一層高めている。高橋は「私たちには の変更点や作業標準書の改善を中心に、 段取り作業の支援を行い 素材も含めた新技術の基礎研究や長年培ってきた高度な熱処理・ ました。現場の社員の技能レベルは日本と変わらず、指導したこ 鋳造技術等の優れた生産技術があります。こうした技術力を駆使 とは着実に吸収してくれました。彼らのやる気、学ぶ意欲はとて し、部品のコンパクト化、高速・高能率加工、更には部品の構造変 も強かったです。工具が手に入らなくても、自分たちで工夫して 更による無加工化に取り組み、生産性の大幅な向上を目指してい 何とかしてしまう点などは感心しました。 これからもっと成長す ます」と語る。一方、目処が立った新技術を量産ラインに織り込 ると思います」 むのが岸の仕事だ。 「 品質とコストを両立する高精度加工や熱処 理方法には独自のノウハウがあります。設備、材料、現場の技能・ 経験が揃うことで、最適な加工処理の条件設定と安定した品質管 理が可能になります。豊かなモノ作りの技術や人材を新技術・新 工法に活かせることが、私たちの強みです」 13 グローバルスタンダードへの挑戦 3次元モデルを活用した生産効率の徹底追求 生産部試作課の中川和行と改革部の伴大助は、3次元モデルを 活用した試作車製作とスムーズな量産化に向けた改善に取り組 が3次元モデルを使い、工程設計や最適手順を組めるように環境 を整えました。これにより、彼らの理解も深まり、目標通りのス ムーズな量産立上げができました」 んだ。中川は「設計の3次元モデルを生産段階に活用する試みは、 PC200-7から本格的に始めました。最大の効果は、組立性やホー モノ作りはヒトづくり、そしてモノ作り改革への挑戦 スの干渉不具合等の品質確認も含めた生産性検討を、 試作前の段 大阪工場にある技能教 階から仮想組立で十分に行えた点です。設計図面へのフィード 育センタでは、各技能の バックもより効率的になり、試作組立のリードタイムは従来の3分 第一人者が講師となり、 の1まで短縮しました。これからも、更にリアルな3次元モデルを作 後輩達に技能を伝承して り、生産効率を一段と高めていきます」と語る。中川と連携しな いる。同センタの講師を がら7型の量産準備を進めた伴は、当時の現場改善について振り 務める工師正の吉川晴夫 返る。 「 主に習熟度合いのバラツキ等から発生していたロスをな は「建設機械のような大きいものほど、誤差をなくしていかに精 くすため、習熟した作 度良く作るかが大切。新入社員には、正確に計測し、図面の数字 業者の動きを徹底し 通りの寸法に仕上げる重要性を徹底的に教えます。そして、一連 て研究しました。そし の作業を通じて簡単な作品を仕上げ、モノ作りの喜びを感じても て、最適な行動パター らっています」と説明する。更に、生産部工師長の鳥越賢司は語 ンを事前に覚えても る。 「人材は人財。作業者全員の技能をランク付けし、工場全体の らうため、作業者自ら 技能レベル向上と人材育成を計画的に進めています」 私たちのチャレンジは続きます。 14
© Copyright 2026 Paperzz