第三章
生産設計との関連事項
軸、穴の寸法公差
及びはめあい公差
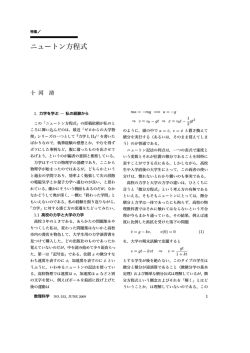
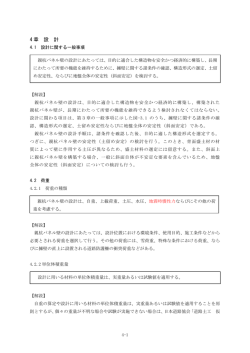
1.軸と穴のはめあい
すきまばめ
穴
隙間状態
軸
しまりばめ
中間ばめ
軸
穴
軸
穴
干渉状態
隙間
干渉
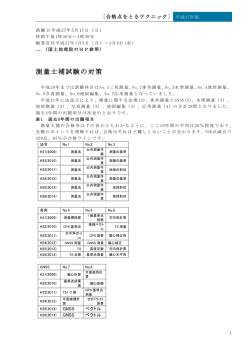
2.軸の寸法公差域の定義
基準線
基準線
公差域
軸の中心線
最大値
公差等級IT
公差域の位置
最小値
a~zc
基準寸法
基準線
A~
ZC
基準線
最小値
公差等級IT
基準線
最大値
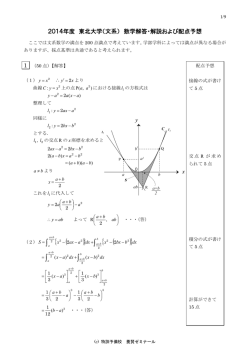
3.穴の寸法公差域の定義
寸法公差の例
穴の場合
軸の場合
Φ100H7
Φ100G8
Φ100D8
+0.035
Φ100 0
+0.066
Φ100 +0.012
+0.174
Φ100 +0.120
∅100−0.015
−0.045
∅100+0.035
+0.015
基準寸法=100(Φ:円の直径)基準寸法=100(Φ:円の直径)
上の寸法許容差=+0.035
上の寸法許容差=-0.045
下の寸法許容差=+0.015
下の寸法許容差=-0.015
Φ100h6
0
Φ100-0.022
Φ100f7
Φ100 -0.036
-0.071
Φ100d7
-0.12
Φ100 -0.155
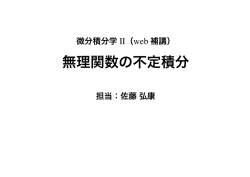
4.軸と穴誤差の組合せ:はめあい公差
はめあい誤差
穴の公差
H7
Φ100 h7
基準線
Φ:直径
100:軸(穴)の基準寸法
H7:穴の公差
h7:軸の公差
Φ100 h7
H7
基準線
軸の公差
部品の表面性状
(面粗さ、面粗度)
1.表面粗さの定義:Rz、RaとRq
Z(X)
Rz:最大高さ粗さ:
十点平均粗さ:最高山頂から高い順に5番目までの山高さの平均と最深の谷
底(たにそこ)から深い順に5番目までの谷深さの平均との和。
Ra:算術平均粗さ:
基準長さにおける縦座標値Z(X)の絶
対値の平均。
Rq:二乗平均平方根粗さ:
基準長さにおける縦座標値Z(X)の
絶対値の平均。
1
𝑅𝑎 =
𝑙𝑟
𝑅𝑞 =
1
𝑙𝑟
𝑙𝑟
𝑧(𝑥) 𝑑𝑥
0
𝑙𝑟
0
𝑧 2 𝑥 𝑑𝑥
2.表面粗さの表し方
実際に使用する場合:
Ra 3.2
旋削
Ra 0.8
研磨
Ra 0.8
G
Ra 0.4
(
Ra 12.5
Ra
6.3
Ra
1.6
Ra
3.2
Ra
3.2
Ra
3.2
)
3.図面における記入例
Ra
3.2
4.面粗さの測定機
http://www.youtube.com/watch?v=Km88FmYrshY
5.製図常用付加記号
第四章:締 結
(1)ねじ
(2)ピン
(3)溶接継手
ねじの一般知識
1.三角ねじの各部名称
めねじ
ピッチ
参考書:図学(つるまき線面)
おねじ
ピッチ:P
とがり山の高さ:H=0.866025P
ひっかかりの高さ:H1=0.541266P
おねじの外径 :d(呼び径)
おねじの有効径:d2=d-0.649519P
おねじの谷の径:d1=d-1.082532P
めねじの谷の径:D=d
めねじの有効径:D2=d2
めねじの内径: D1=d1
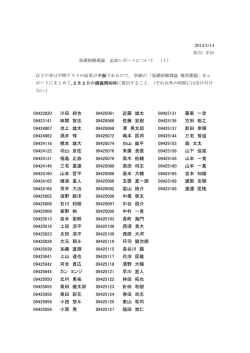
2.ねじのピッチ、リードと条数
ピッチ=リード
ピッチ
1条の螺旋
(a) 一条ねじ
2条の螺旋
(b) 二条ねじ
• ピッチ:ねじ山間の距離P。
• リード:ねじが1回転した時に軸方法に進む距離L。
• 条数:ねじは1回転にピッチの分だけ進む。これは1ピッチの間に1
条の螺旋があるためであり,これを一条ねじという(図(a))。この
場合には,ねじを1回転させたときに進む距離として定義される
リードは,ピッチに等しい。一方,1ピッチの間に2条あるいは3条
の螺旋があるねじもある(図(b))。これを多条ねじといい,この場
合のリードはピッチの条数倍となる。
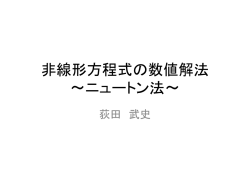
3.平行ねじとテーパねじ
(a) 平行ねじ
(b)テーパねじ
図 平行ねじとテーパねじ
• 平行ねじ:円筒の外面または内面に作られたねじ
用途:一般的な機械。
• テーパねじ:円すいの外面または内面に作られたねじ
用途:水道管、ガス管などの配管(密封が必要な場所)
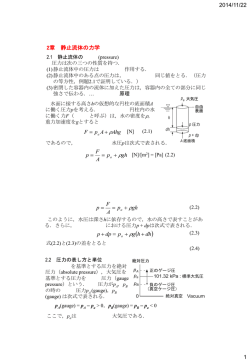
4.右ねじと左ねじ
• ねじは右に回転させると前に進む。
これを右ねじという(図(a))。
• ねじは左に回転させると前に進む。
これを左ねじという(図(b))。
(a) 右ねじ(時計回り)
• 通常使われているねじのほとんど
は右ねじである。
(b) 左ねじ(反時計回り)
5.三角ねじの種類
(1)メートルねじ
ねじ山の角度=60°; ピッチを(mm)で表示
並目ねじ:ねじ山、リード角は通常のものである
細目ねじ:ねじ山、リード角は小さくしたものである(緩み対策に効く)
(2)ユニファイねじ
ねじ山の角度=60°; ピッチは1インチ当たりの山数で表示。
並目ねじと細目ねじがある。
航空機使用に限定。
(3)管(くだ)用ねじ
ねじ山の角度=55°; ピッチは1インチ当たりの山数で表示。
6.ねじの表記法
ねじの種類
S
ねじの表し方の例
M8
M8×1
S0.5
UNC
UNF
Tr
3/8-16 UNC
No.8-36 UNF
Tr10×2
テーパおねじ
R
R3/4
テーパめねじ
Rc
Rc3/4
平行めねじ
Rp
Rp3/4
G、PT
G1/2
メートル並目ねじ
メートル細目ねじ
ミニチュアねじ
ユニファイ並目ねじ
ユニファイ細目ねじ
メートル台形ねじ
管用
テーパ
ねじ
管用平行ねじ
ねじの種類と記号
M
7.ねじ部品及び座金
ナットとボルト
座金
平座金
ナット
ばね座金
六角ボルト
歯付き座金
六角穴付きボルト
8.ボルトの使い方
平座金(緩み防止)
部品1
部品1
部品2
部品2
部品1
部品2
部品2
にねじ
部品2
にねじ
通しボルト
押えボルト
植込みボルト
9.ねじのゆるみ対策
平座金
勾配座金
ばね座金
二重ナット
溝付きナット
スプリングナット
L1
C
L
H
10.ボルト及びねじ穴、下穴の寸法関係
d
d
鋼・鋳鋼の場合:
H=1~0.8d
L=d
L1=L+2~10mm
C=2mm
鋳鉄の場合:
H=1.5d
L=1.5~1.3d
軽合金・青銅の場合:
H=2~1.5d
L=2d
11.ねじの力学
(軸力)
T
おねじ
ピッチ
めねじ
𝜷
締付けトルクT
押し上げる力P
軸力F
ナットに締め付けトルクTを加えると、
めねじがおねじの回りを軸力Fを受
けて回転することになる。
(リード角)
リード
(軸力)
ねじの等価力学モデル
締める(押し上げる)場合:
既知:
FとP; 傾斜角(リード角)=𝜷; 摩擦係数𝝁
斜面に平行な力:
斜面に垂直な力:
tan
S P cos F sin
N P sin F cos
(摩擦角度)
押し上げられる条件: S N
(3)
(1)
(2)
ねじの等価力学モデル
(締める場合)
P cos F sin tan P sin F cos
P(cos tan sin ) F (sin tan cos )
sin tan cos
PF
cos tan sin
P F tan( )
(4)
緩める(押し下げる)場合:
斜面に平行な力:
S P cos F sin
(1)
斜面に垂直な力:
N P sin F cos
緩められる:
S N
(2)
(3)
ねじの等価力学モデル(緩める場合)
P cos F sin tan P sin F cos
P(cos tan sin ) F ( sin tan cos )
(4)
(5)
sin tan cos
PF
cos tan sin
(6)
P F tan( )
(7)
締め付けられたねじが自然に緩まないための条件:
(8)
12.ねじの破損と強度計算
T
1.おねじ軸の引張強度
W
*
a
AS
SF
(1)
W:おねじの軸荷重;
AS:おねじの有効断面積;
𝜎𝑎 :ねじ軸の許容引張応力;
𝜎 ∗ :基準の強さ
SF:安全率
W
2.ねじ山のせん断破壊強度
せん断破壊
めねじのせん断応力<許容応力
めねじ
(2)
おねじのせん断応力<許容応力
3.ねじ面の接触面圧強度
W
qa
2
2
( / 4)(d d1 ) z
(3)
z:負荷能力のあるねじ山の数
おねじ
13.ねじ締結体の疲れ強さの向上対策
• ボルトの疲れ破壊パターン:
① ナット側で荷重がかかり始める部
分、即ち、ナット端面の第一山部
の折損(65%)
② 不完全ねじ部、即ち、ねじ切り始
め部(20%)
③ ボルト頭部下丸み部(15%)
ナット端面
の第一山部
ねじ山の荷重分担率(全体100%)
ねじ山数
P1
P2
P3
P4
P5
P6
6
33.7
22.9
15.8
11.4
8.7
7.5
8
33.3
22.3
15.0
10.2
7.0
10
33.1
22.2
14.9
10.0
6.7
P7
P8
5.0
3.9
3.3
4.6
3.1
2.3
疲れ強さの向上対策:各山部荷重分担の均一化。
P9
P10
1.6
1.5
14.ねじの加工
Step1
Step2
ねじ切りの注意点
下穴の加工
ねじ切り
(1)ダイスとタップによる加工(小ねじの場合)
おねじの加工:ダイス
ダイスによるねじ切り
めねじの加工:タップ
(2)旋盤によるねじの切削加工(特殊なねじ)
ねじ切りバイト
• 特殊なねじを切る場合や大きいねじを切る場合などは旋盤でねじを切ることができる。
• 旋盤でおねじを切る場合,図示のように「ねじ切りバイト」を使用する。このバイトには,
先端が60度の角度に仕上げられたチップが取り付けられている。
• このバイトを使って,全く同じ位置を全く同じピッチ(1回転当たりに進む距離)で,何度
かに分けて切り込みを深めて削っていくとねじが完成する。
(3)転造法(量産ねじ)
• 量産されているねじやボルトなど
は,転造加工で作られる。
• 転造とは,外周がねじ状の2つの
ダイスの間にねじ素材を挟み,ダ
イスに圧力を加えながら素材を回
転させてねじ山を付ける加工であ
る。
• 転造されたねじは,切削されたね
じと比べて、塑性変形を受けてい
るため強度が高い。また,加工能
率がよく,量産品の低コスト化が
可能である。
ねじの転造加工原理
ねじの転造機械
15.ボルトの締め付け方法(対角線法)
5
量産品の場合
3
1
8
7
2
4
6
図1 電動トルクレンチ
図2 ボルトの締め付け順番
1. ボルトを対角線的順序(図2参照)で締め付けることが
推奨される。
2. 1回目は規定トルクの50%程度で順番に締め付ける。
3. 2回目は75%程度のトルクで順番に締め付ける。
4. 3回目は規定トルクで順番に締め付ける。
16.常用工具:トルクレンチ
量産品に使用しない。
(トルク管理できない)
小型トルクレンチのメータ
手動トルクレンチ
手動トルクレンチの使い方
17.ボルトの締め付けと軸力
• 部品を固定するために、ボルトに適
切な締め付け力を与えることが必
要である。この締め付け力を軸力と
呼ばれる。
• ボルトの締め付け管理について、
本来は軸力管理を行うべきである
が、軸力を測定するのが困難なた
め、代用特性として、締付け管理や
作業が容易にできるトルク法で管
理を行う。
18.締付けトルクと軸力の関係式
締付けトルクの計算式:
ねじ部の摩擦
座部の摩擦
𝑑2 𝜇
𝑑𝑛
T = 𝐹𝑓 { (
+ tan 𝛽) + 𝜇𝑛 } ÷ 1000
2 cos 𝛼
2
T = 𝐾 ∙ 𝑑 ∙ 𝐹𝑓 (K:トルク係数)
1 𝑑2 𝜇
𝑑𝑛
𝐾= { (
+ tan 𝛽) + 𝜇𝑛 }
𝑑 2 cos 𝛼
2
T:締付けトルク「N.m」;
𝐹𝑓 :軸力 「N」
𝑑2 :有効径 「mm」;
𝑑𝑛 :座部有効径 「mm」
𝜇:ねじ部摩擦係数 「mm」;
𝜇𝑛 :座部摩擦係数 「mm」
𝛼:ねじ山の半角;
(ISOねじ30°)
𝛽:リード角;
𝑑:ねじの呼び径 「mm」
トルク係数の参考値
潤滑油の種類
トルク係数K
最小~平均~最大
摩擦係数μ(=μn)
最小~平均~最大
0.14~0.20~0.26
0.10~0.15~0.20
低摩擦用油脂
二硫化モリブデン
ワックス系油脂
0.10~0.15~0.20
0.067~0.10~0.14
Fcon
軸力安定化剤
0.16~0.18~0.20
0.12~0.135~0.15
一般機械用油脂
スピンドル油
マシン油
ターピン油
シリンダー油
トルクが一定でも軸力はバラツク
軸力のバラツキの要因:
•潤滑材
•被締結体の機械的要因
•環境
•締付け速度
•ねじの繰返し使用等
トルク係数に影響を与える
T = 𝐾 ∙ 𝑑 ∙ 𝐹𝑓
19.ボルトの系列(強度区分)及び締付けトルク
強度区分
締付けトルク
適用区分
鋼製ボルトの締め付けトルク(N.m)
ボルト呼び 強度区分4.6
M2
M 2.5
M3
M 3.5
M4
M5
M6
M7
M8
M10
M12
M14
M16
M18
M20
M22
M24
M27
M30
M33
0.120
0.245
0.434
0.683
1.01
2.04
3.47
5.85
8.41
16.7
29.1
46.4
72.3
100
141
192
244
358
484
661
強度区分6.8
0.238
0.487
0.870
1.37
2.02
4.09
6.97
11.6
16.9
33.4
58.3
92.7
145
199
282
384
488
713
971
1,320
強度区分8.8 強度区分10.9
0.319
0.650
1.16
1.82
2.70
5.47
9.27
15.5
22.5
44.5
77.6
124
194
266
376
511
650
951
1,290
1,760
0.447
0.915
1.63
2.56
3.79
7.67
13.0
21.8
31.6
62.6
109
174
271
373
529
720
915
1,340
1,820
2,470
強度区分12.9
0.536
1.10
1.96
3.08
4.54
9.18
15.6
26.2
37.9
75.2
131
209
325
447
635
865
1,100
1,610
2,180
2,970
20.ボルトの許容伝達トルクの計算
T
D1
D2
ピンの併用
摩擦力F
21.ボルト締結部の許容伝達トルクの計算式
(1)ボルトのみの許容伝達トルク
D1
T1 F
n1
2
(2)ピンのみの許容伝達トルク
(1)
ここで
T1:ボルトの許容伝達トルク(kgf-mm)
F: ボルトの締付力(kgf)
D1:ボルト取付けP.C.D(mm)
µ: 摩擦係数
µ=0.15(合せ面が脱脂)
n1:ボルト本数
T2
d2
4
D2
n2
2
(2)
ここで
T2:ピンの許容伝達トルク(kgf-mm)
d: ピン径(mm)
𝜏:ピン許容せん断応力(kgf/mm2)
「𝜏=20、ピン材質、S45C-Q」
D2:ピン取付けP.C.D.(mm)
n2:ピン数
(3)(ボルト+ピン)の許容伝達トルクT:
T=T1+T2
(3)
ピン
1.ピンの種類と用途
ピン
平行ピン
テーパピン(位置決め用)
固定用
先割りテーパピン
(抜け落ち防止)
割りピン(緩み止め用)
過負荷防止安全装置
スプリングピン
ピン
2.ピンのせん断強度計算
「例題」 動力伝達系に右図に示すシャー ピンを使用することにより、伝達トルクTが
400N.mで動力伝達を遮断したい。ピンせん断部の軸径dを決定せよ。ただし、ピンは
伝達軸中心より距離r=100mmの位置に取り付けており、ピン材料はせん断応力𝜏𝐵 =
380MPaでせん断破断する。
「解」 ピンに作用するせん断力Fは、
F = 𝑇 𝑅 = 400 0.1 = 400𝑁
𝜋 2
𝐹= 𝑑 𝜏
4
よって
溶接継手
1.溶接継手ののど断面及びのど断面の計算
のど断面=理論のど厚×有効溶接長さ
有効溶接長さ=実際の溶接長さ-2×理論のど厚
突合わせ
すみ肉(へこみ)
すみ肉(とつ)
2.溶接のど断面の応力計算
のど断面 A=ℎ × (𝑙 − 2ℎ)
垂直応力𝜎 = 𝑃
𝐴
のど断面A=ℎ × 𝑏 = ℎ × (𝑙 − 2ℎ)
せん断応力 τ = 𝑃
曲げ応力𝜎 = 𝑀
断面係数Z =
𝑍
𝑏ℎ2
𝐴
= 𝑃𝐿
6
=
𝑍
(𝑙−2ℎ)ℎ2
6
参考文献
1) http://www.nmri.go.jp/eng/khirata/design/ch04/ch04_01.html
2) 機械製図、福永太朗/神宮 敬/石川七男/喜山冝志明 著 ㈱サイエンス社
3) 「基礎機械設計工学」 兼田・山本共著、理工学社出版
© Copyright 2026 Paperzz